中国有色金属工业协会标准《NCM523型镍钴锰酸锂》-送审稿.doc
行业标准《镍钴铝三元素复合氧化物》
行业标准《镍钴铝三元素复合氧化物》编制说明(送审稿)一、工作简况概述任务来源与协作单位根据《工业和信息化部办公厅关于印发年第三批行业标准制修订计划的通知》(工信厅科[]号)及全国有色金属标准化技术委员会《关于召开“铝及铝合金预拉伸板”等项有色金属标准工作会议的通知》有色标委[]号的文件精神,由中伟新材料有限公司负责起草《镍钴铝三元素复合氧化物》行业标准,项目计划编号,计划完成年限年。
产品简介众所周知,锂电池用电池正极材料镍钴铝酸锂具有比其他电池正极材料更优秀的循环性能和能量密度,为更好的发挥镍钴铝酸锂优异的性能,必须先制备镍元素,钴元素,铝元素均匀混合的镍钴铝三元素复合氢氧化物(()),然后通过预烧热处理镍钴铝三元素复合氢氧化物而实现减少产品杂质含量、改善材料电性能及提高生产镍钴铝酸锂正极材料的生产效率即为镍钴铝三元素复合氧化物()的制备。
用镍钴铝三元素复合氧化物来制备镍钴铝酸锂的方法比起目前市面上传统的直接使用镍钴铝三元素复合氢氧化物制备镍钴铝酸锂的方法,能有效减少前驱体产物中硫酸根等阴离子杂质含量,改善前驱体材料的加工性能和安全性能。
高温热处理后前驱体颗粒内部孔隙结构分布均匀、颗粒比表面积更大,前驱体锂化过程中更容易渗透进入颗粒内部,能显著提高材料电化学活性,并且由于前驱体材料预烧热处理后水分的脱出,前驱体金属含量提高,有效减少了物流成本及提高生产镍钴铝酸锂正极材料的生产效率。
镍钴铝三元素复合氧化物为黑色球形或类球形粉末,不大于μ,每粒粉末均由无数颗小于μ的一次颗粒团聚形成,一次颗粒的形状有纺锤形,长条形,针形等许多形状。
镍钴铝三元素复合氧化物的图片如图所示:镍钴铝三元素复合氧化物的制备方法是先通过络合共沉淀法制备镍钴铝三元素复合氢氧化物,然后再将镍钴铝三元素复合氢氧化物通过加热设备(回转窑、推板窑、轨道窑等)进行高温干燥的预烧热处理,从而形成镍钴铝三元素复合氧化物产品。
镍钴铝酸锂生产商和镍钴铝三元素复合氧化物生产商是客户与供应商的关系。
镍钴矿的行业标准与技术规范

矿石质量控制:通过严格的质量控制措施,确保矿石的品质稳定可靠
镍钴矿的品质控制流程与规范
添加标题
原料采购:严格筛选供应商,确保原料质量
添加标题
生产过程:严格控制生产工艺,确保产品质量
添加标题
质量检测:定期进行质量检测,确保产品质量
添加标题
品质控制:建立完善的品质控制体系,确保产品质量
添加标题
售后服务:提供完善的售后服务,确保客户满意度
技术规范:遵循技术规范,确保采矿安全
环境保护:注重环境保护,降低环境污染
镍钴矿的加工技术规范
矿石破碎与磨矿技术要求
添加标题
矿石破碎:采用颚式破碎机、圆锥破碎机等设备,破碎粒度应满足后续磨矿要求。
添加标题
磨矿技术:采用球磨机、棒磨机等设备,磨矿粒度应满足后续选矿要求。
添加标题
磨矿工艺:采用湿法磨矿、干法磨矿等工艺,根据矿石性质和选矿要求选择合适的磨矿工艺。
国际贸易摩擦:镍钴矿国际贸易中存在的贸易壁垒、关税等问题
争端解决机制:WTO、国际仲裁机构等解决国际贸易争端的途径和方法
案例分析:镍钴矿国际贸易中发生的典型贸易摩擦和争端解决案例
政策建议:针对镍钴矿国际贸易摩擦和争端,提出相应的政策建议和应对措施
汇报人:
感谢您的观看
粒度要求:粒度分布、粒度均匀性等
成分要求:镍、钴、铁、锰、硅、磷等元素的含量
水分要求:水分含量、水分分布等
杂质要求:硫、磷、砷、铅、锌等有害元素的含量
物理性质要求:硬度、密度、磁性等
镍钴矿的物理性质与化学性质标准
物理性质:包括密度、硬度、熔点、沸点等
化学性质:包括酸碱性、氧化还原性、热稳定性等
品质控制:包括杂质含量、纯度、粒度等
行业标准《镍钴锰酸锂》的有效性评价

行业标准《镍钴锰酸锂》的有效性评价崔妍;李化一【摘要】合成镍含量不同的5 种镍钴锰酸锂三元正极材料,分析镍钴锰酸锂各技术指标与行业标准YS/T 798-2012《镍钴锰酸锂》的差异,评价标准的有效性.标准中的pH值范围宽泛,未按不同产品类型分类;标准中未提出对残余碱含量和磁性异物含量的要求;振实密度不小于1. 8 g/cm3的要求太低.建议尽快修订标准,并将镍钴锰酸锂三元正极材料进行分类.【期刊名称】《电池》【年(卷),期】2018(048)005【总页数】2页(P353-354)【关键词】镍钴锰酸锂;标准;三元正极材料;有效性评价【作者】崔妍;李化一【作者单位】中国标准化研究院,北京 100191;中国中信国安盟固利电源技术有限公司,北京 102200【正文语种】中文【中图分类】TM912.9目前广泛应用于电动汽车电池体系上的正极材料主要是三元材料镍钴锰酸锂与磷酸铁锂,其中三元材料居多。
截至2018年,我国已发布的与动力锂离子电池材料相关的国家标准有11项,行业标准有11项[1],其中行业标准YS/T 798-2012《镍钴锰酸锂》[2]在2017年已经到了复审期限。
本文作者以三元材料实验数据为基础,并以现行国家标准GB/T 20252—2014《钴酸锂》[3]为对比,评价标准的有效性。
1 实验1.1 三元材料的制备以前驱体镍钴铝氢氧化物NixCoyMn1-x-y(OH)2,佛山产为原料,分别以LiOH(郑州产,99%)或Li2CO3(天津产,99%)为锂源,按计量比配料,不计算烧损,以乙醇(天津产,99.5%)为介质,在QM-WX4卧式行星球磨机(南京产)上以150 r/min的转速球磨(球料比1∶1)2 h,在80 ℃下烘干后,采用表1的合成条件合成三元材料LiNixCoyMn1-x-yO2。
表1 LiNixCoyMn1-x-yO2材料的合成条件Table 1 Synthesis conditions of LiNixCoyMn1-x-yO2 materials三元材料锂源温度/℃时间/h气氛LiNi0.8Co0.1Mn0.1O2LiOH80015氧气LiNi0.6Co0.2Mn0.2O2Li2CO390020空气LiNi0.5Co0.2Mn0.3O2Li2CO392020空气LiNi0.4Co0.4Mn0.2O2Li2CO393020空气LiNi0.333Co0.333Mn0.333O2Li2CO393020空气1.2 参比样品的准备以高镍产品LiNi0.8Co0.1Mn0.1O2为参比样品,记为1号(深圳产)和2号(日本产),测试物理性能和电化学性能。
《国家标准》国家标准《镍及镍合金棒》(送审稿)编制说明doc-gbt
G B/T4435-××××《镍及镍合金棒》审定稿编制说明一、任务来源及计划要求根据中国有色金属工业协会(中色协中字[2008]242号)«关于下达2009年有色金属标准制(修)订和标样研(复)制项目计划的通知»的要求,其中项目编号20082131-T-610«镍及镍铜合金棒»国家标准由中铝沈阳有色金属加工有限公司负责修订。
按计划要求2009年6月完成标准草案,并征求相关单位意见。
现标准草案已完成。
二、编制过程此次标准修订是基于镍及镍铜合金棒国内市场发展和原料生产厂家研制发展状况,进行数据收集、分析和研制后,再参考国外同类标准,同时采纳了初审时形成的建议,几方面综合考虑得出的。
计划时间安排为:2008.12~2009.4完成标准修订前的调研、数据收集工作。
2009.4~2009.5修订稿出稿征求意见阶段。
2009.6~2009.7召开讨论会,文本修改,形成送审稿。
2009.8~2009.10召开审定会,文本修改,形成报批稿,上报。
三、调研和分析工作情况在标准修订前,我们经过调研了解到现国内市场对镍及镍铜合金棒材的需求集中在以下几方面:1、化工行业:利用镍棒的耐蚀性制作化工设备的零部件。
2、机械电子行业:用镍棒制作各种装置及电子、电气零部件;利用镍铜合金棒材的高强性和耐蚀性制作石油工业深井潜油泵泵轴等。
在调研镍及镍合金棒的生产厂家,国内生产镍及镍合金棒材的厂家有中铝沈阳有色金属加工有限公司、沈阳合金厂等。
在收集了中铝沈阳有色金属加工有限公司(原沈阳有色金属加工厂)、宝钛集团有限公司近年来生产镍及镍铜合金棒材的各方面力学性能后,并查阅了国外同类标准,我们开始了«镍及镍合金棒»标准的修订工作。
四、主要技术内容的说明本次主要对以下几方面内容进行了修订:1、牌号、状态和规格根据国内市场对镍及镍合金棒材的需求以及生产方式的改进,在原84版的基础上,增加了N4、N5、N7、N8、NMn5、NCu30、NCu30-3-0.5七个牌号;棒材的最小直径由原来的5㎜扩展到3㎜,热加工棒材由原来的尺寸扩展到3㎜-254㎜;增加了方形和六角行棒材。
钴酸锂标准
附页Ⅱ:
扣式电池制作方法及比容量检测条件
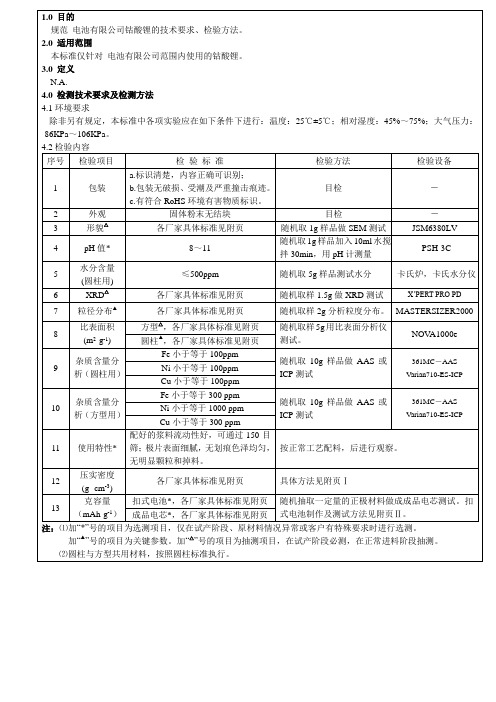
1. 仪器和试剂 1.1 手套箱 1.2 真空烘箱 1.3 多通道电池测试仪 1.4 封口机 1.5 电子天平(0.1mg) 1.6 电池材料 2.准备工作 2.1 隔膜纸:锂离子电池专用隔膜剪裁成直径为 23mm 的圆片放入真空干燥箱干燥 24 小时以上,压力为-0.1MPa, 干燥温度为 80℃,干燥后放入手套箱备用。 2.2 电池壳、顶环和垫片:将 2430 型扣式电池壳体、顶环和垫片用无水乙醇/丙酮洗涤 3 次后,先放入 80℃真空 烘箱烘烤 4h 以上后放入手套箱中备用。 2.3 电解液:锂离子电池电解液。 2.4 金属锂片:直径为 20mm,厚度 0.2mm 的锂片于手套箱中取用。 3.极片制作 3.1 按大电池的制作方法配料、涂单面,放入真空干燥箱 24 小时以上,压力为-0.1MPa, 干燥温度为 80℃,干燥后 放入手套箱备用。 3.2 将干燥后的极片压实 (不掉料即可) 后, 用打孔机打出直径为 10mm 的圆片, 准确称量其质量 (精确到 0.1mg) 后放在称量瓶中,同时亦精确称量每个待测极片相同型号相同尺寸铝箔的质量,记录。 3.3 将称量好的待测极片放入 80℃真空烘箱中烘烤 4h 以上。 4.装配电池 4.1 在手套箱内 H2O 和 O2 的浓度都低于 1ppm 的情况下,或直接去制造部门的车间的注液房里(露点达到生产的 要求时) ,开始装配。 4.2 在电池壳内依次放入各种材料后(放置顺序为:负极壳-顶环-垫片-金属锂片-隔膜-正极片-正极壳) 在放入隔膜时便加入电解液。 4.3 将装配完毕的电池用液压 2430 型封口机进行封口。 5.电池测试 5.1 测试工步:1)恒流充电 I=15mA/g,V=4.3V;2)恒流放电 I=15mA/g,V=3.0V;3)停止。 5.2 计算极片上活性物质的净质量,从而计算其充放电比容量,单位为 mAh/g, 放电容量除以充电容量得到首次 充放电效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
、ICS 77.150.10 H 61 T/CNIA前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准由全国有色金属标准化技术委员会(SAC/TC243)提出并归口。
本标准负责起草单位:北京当升材料科技股份有限公司。
本标准参加起草单位:湖南长远锂科有限公司、天津国安盟固利新材料科技股份有限公司、金驰能源材料有限公司、广东佳纳能源科技有限公司、浙江华友钴业有限公司、清远佳致新材料研究院有限公司、深圳清华大学研究院、四川新锂想能源科技有限责任公司本标准主要起草人:NCM523型镍钴锰酸锂1 范围本标准规定了NCM523型镍钴锰酸锂的术语和定义、要求、试验方法、检验规则、标志、包装、运输、贮存、质量证明书及合同(或订货单)内容。
本标准适用于锂离子电池用正极活性物质NCM523型镍钴锰酸锂。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1717 颜料水悬浮液pH值的测定GB/T 5162 金属粉末振实密度的测定GB/T 5314 粉末冶金用粉末取样方法GB/T 6283 化工产品中水分含量的测定卡尔·费休法(通用方法)GB/T 19077 粒度分布激光衍射法GB/T 19587 气体吸附BET法测定固态物质比表面积GB/T 20252 钴酸锂GB/T 23365 钴酸锂电化学性能测试方法比容量及首次充放电效率测试方法GB/T 23366 钴酸锂电化学性能测试方法平台容量比率及循环寿命测试方法GB/T 24533 锂离子电池石墨类负极材料YS/T 798 镍钴锰酸锂YS/T 1006.1 镍钴锰酸锂化学分析方法第1部分:镍钴锰总量的测定EDTA滴定法YS/T 1006.2 镍钴锰酸锂化学分析方法第2部分:锂、镍、钴、锰、钠、镁、铝、钾、铜、钙、铁、锌和硅量的测定电感耦合等离子体原子发射光谱法JCPDS(09-0063)镍酸锂X射线粉末衍射标准图谱3 术语和定义GB/T 20252-2014 中界定的术语和定义适用于本文件。
4 要求4.1 产品分类NCM523型镍钴锰酸锂按其颗粒形貌分为团聚型和单晶型;按性能和用途,分为常规型、高倍率型、高压实型、高电压型。
产品的分类见表1。
表14.2 化学成分产品的化学成分应符合表2的规定。
表24.3 水分含量产品中的水分含量应不大于0.04%。
4.4 磁性异物产品的磁性异物含量应不大于0.00001%。
4.5 氢氧化锂及碳酸锂含量产品中氢氧化锂含量应不大于0.2%,碳酸锂含量应不大于0.2%。
4.6 外观质量产品外观应为灰黑色粉末,颜色均一,无结块,无夹杂物。
4.7 微观形貌团聚型产品的微观形貌为若干个一次颗粒团聚成的球形或类球形的二次颗粒,单晶型产品的微观形貌应主要为单一颗粒。
4.8 晶体结构产品的晶体结构应符合JCPDS标准(09-0063)。
4.9 粒度分布产品的粒度分布特征值范围应符合表3的要求。
表34.10 振实密度产品的振实密度特征值范围应符合表4的要求表44.11 比表面积产品的比表面积应不大于1.0 m2/g。
4.12 pH值产品的pH应不大于11.7。
4.13 首次放电比容量产品的首次放电比容量特征值范围应符合表5的要求表54.14 首次充放电效率产品的首次充放电效率应不小于85%。
4.15 循环寿命产品的循环寿命特征值范围应符合表6的要求。
表65 试验方法5.1 化学成分产品化学成分的测定按《YS/T 1006.1》、《YS/T 1006.2》或供需双方协商认可的方法进行。
5.2 水分含量产品的水分测定按GB/T 6283的规定进行。
5.3 磁性异物产品磁性异物含量的测定按GB/T 24533中附录K的规定进行。
5.4 氢氧化锂及碳酸锂含量产品氢氧化锂及碳酸锂含量的测定按供需双方协商认可的方法进行。
5.5 外观质量产品的外观质量用目测检查。
5.6 微观形貌产品的微观形貌用扫描电子显微镜检测。
5.7 晶体结构产品的晶体结构用X射线衍射仪检测。
5.8 粒度分布产品粒度分布的测定按GB/T 19077的规定进行。
5.9 振实密度产品振实密度的测定按GB/T 5162的规定进行。
5.10 比表面积产品比表面积的测定按GB/T 19587的规定进行。
5.11 pH值产品pH值的测定按照GB/T 1717的规定进行。
5.12 首次放电比容量产品首次放电比容量的测定按GB/T 23365的规定进行电池制作,测试环境温度为25±1℃。
充放电制度:以高电压型的NCM523型镍钴锰酸锂为正极材料制成的电池以0.1C恒定电流充电至4.5V,再恒压充电至截止电流为0.01C,静置10min,再以0.1C恒定电流放电至终止电压3.0V;以其他类型的NCM523型镍钴锰酸锂为正极材料制成的电池充放电电压范围为3.0V~4.3V,其余条件与上述描述相同。
5.13 首次充放电效率产品首次充放电效率的测定按GB/T 23365的规定进行电池制作,测试环境温度为25±1℃。
充放电制度:以高电压型的NCM523型镍钴锰酸锂为正极材料制成的电池以0.1C恒定电流充电至4.5V,再恒压充电至截止电流为0.01C,静置10min,再以0.1C恒定电流放电至终止电压3.0V;以其他类型的NCM523型镍钴锰酸锂为正极材料制成的电池充放电电压范围为3.0V~4.3V,其余条件与上述描述相同。
5.14 循环寿命产品循环寿命的测定按GB/T23366的规定进行电池制作,测试环境温度为25±1℃。
充放电制度:以高电压型的NCM523型镍钴锰酸锂为正极材料制成的电池以1C恒定电流充电至4.3V,再恒压充电至截止电流为0.02C,静置10min,再以1C恒定电流放电至终止电压3.0V,循环至容量保持率为80%时的循环次数为产品的循环寿命;以其他类型的NCM523型镍钴锰酸锂为正极材料制成的电池充放电电压范围为3.0V~4.2V,其余条件与上述描述相同。
6 检验规则6.1 检查和验收6.1.1 产品应由供方进行检验,保证产品质量符合本标准及合同(或订货单)的规定,并填写质量证明书。
6.1.2 需方应对收到的产品按本标准进行检验,如检验结果与本标准及合同(或订货单)的规定不符时,应在收到产品之日起一个月内向供方提出,由供需双方协商解决。
如需仲裁,仲裁取样由供需双方共同进行。
6.2 组批产品应成批提交验收,每批由同一混合料组成,每批重量不超过5t。
需方有特殊要求时,双方可协商确定。
6.3 检验项目及取样6.3.1 检验分类本标准规定的产品检验分为:a)逐批检验;b)周期检验。
6.3.2 逐批检验每批产品进行的检验。
6.3.3 周期检验周期检验的项目根据各项目检验的难易程度及稳定性确定,在正常生产情况下,每1个月至少应进行1次。
当原材料或生产工艺发生过重大变化时或长期停产后恢复生产时应进行周期检验。
需方对周期检验的项目有特殊需求的,应在合同中注明。
6.3.4 逐批检验和周期检验的项目及取样数量产品检验项目及取样见表7。
产品的取样按GB/T 5314规定进行,每批不得少于5kg。
表76.4 检验结果的判定6.4.1 产品的化学成分、水分含量、氢氧化锂及碳酸锂含量、磁性异物、粒度分布、微观形貌、振实密度、pH值、比表面积及晶体结构的检验有一项不合格,判该批产品不合格。
6.4.2 产品的外观质量检验不合格,判该桶(袋)产品不合格。
6.4.3 按GB/T 23365规定的方法制成6支试验电池,任取其中3支电池做首次放电比容量和首次充放电效率的检验,若有2支性能都达不到本标准要求,判该批产品不合格;但允许另外3支电池做重复试验,若有2支性能都达到本标准要求,判该批产品合格。
6.4.4 按GB/T 23366规定的方法制成6支试验电池,做循环寿命的检验,若有2支性能都达不到本标准要求,判该批产品不合格;但允许另外3支电池做重复试验,若有2支性能都达到本标准要求,判该批产品合格。
7 标志、包装、运输、贮存与质量证明书7.1 标志外包装上应标明:a)产品名称;b)供方名称、地址;c)批号、种类;d)净重;e)检验(生产)日期;f)防潮字样或标志;g)本标准编号。
7.2 包装产品用铝塑袋包装,抽真空热塑密封后装入外包装桶中。
也可按需方要求,协商确定包装方式。
7.3 运输和贮存7.3.1 产品在运输过程中应避免损坏包装。
7.3.2 产品在贮存过程中应避免受潮。
产品自生产之日起,保质期为2年。
7.4 质量证明书每批产品应附有质量证明书,其上注明:a)供方名称、地址、电话;b)产品名称;c)批号、种类;d)净重和件数;e)各项分析检测结果和供方质监部门检印;f)本标准编号;g)生产日期。
8 合同(或订货单)内容本标准所列产品的合同(或订货单)应包括下列内容:a)产品名称;b)种类、数量;c)本标准编号;d)其他。
_________________________________。