最专业的平面度激光测量系统
雷尼绍XL-80激光校准仪说明书

3
更轻巧的激光测量及校准
XL-80系统组件
XC-80补偿器和传感器
XC-80补偿器是XL系统测量精度的一个关键因素。
传感器电缆长5 m,可拧下,更换方便。在较长器上测量时,可用螺旋接头将多条电缆接在一起而加长。
可非常准确地测量空气温度、空气压力和相对湿度。
±6% 相对湿度
4
XL系统组件
三脚架和云台
除非您使用的是专用的测量台,否则您可能需要 一个三脚架和云台用于调节激光相对于待测轴的位置。 新型通用三脚架已经过广泛的测试,具有稳定的可调基 座,而且结构小巧、轻便。
XL三脚架云台在设计上考虑到了XL-80的精确角度 旋转及平移,可以一直固定在激光头上,易于存放和快 速架设。
雷尼绍的精度指标是根据公认的测量不确定度计算程 序 (EA - 4/02) 得出的激光稳频精度、传感器输出以及所 有影响最终测量结果的关键参数和计算值。可提供基于公 布指标的误差预算摘要。
目前,全球的安装使用数量已达数千套,我们的记录 显示雷尼绍的激光系统在不断满足各种条件下的使用要 求。这种性能水准已无数次得到第三方测试(包括国家 实验室)的验证。
由于设计周密,XL-80激光系统和光学镜组还可直 接放置在花岗岩工作台上(无需三脚架云台)进行坐标测 量机 (CMM) 的校准。
三脚架和三脚架便携箱合在一起仅重6.2 kg,与激 光系统其他组件的便携性很相配。
“快速安装/释放”机构可确保云台快速安全地固定 到三脚架上。对于那些不方便安装三脚架的应用,例如 直接固定在机床工作台上,则云台和激光系统也可用M8 螺纹的转接头固定在标准磁性座上。
其他同行厂家
雷尼绍XL-80
ºC 系统线性测量精度与环境温度
其他同行厂家
平面度定义及测量方法

平面度定义及测量方法平面度是指表达物体表面相对平整度的度量指标。
一个表面越平整,就越具有良好的平面度。
因为许多工程中表面的平面度对于装配、密封、接触等关键技术要求很高,所以平面度是一个非常重要的表面质量指标。
平面度的测量方法有多种,下面将介绍其中几种常用的方法。
1.平板对比法:这是平面度测量中最基本的方法。
原理是将被检测的物体与一个已知平面度的标准平板放在一起,通过目视或使用仪器测量两者之间的接触情况,从而判断被测物体的平面度。
这种方法适用于大面积平面度的测量。
2.光栅干涉法:这种方法利用光栅干涉原理测量被测物体表面的平面度。
在测量过程中,光线通过被测物体表面,然后经过干涉装置,形成干涉条纹。
通过观察和测量干涉条纹的形态和数量,可以推断出被测物体的平面度。
3.激光测距法:这种方法通过激光器发射一束激光,照射到被测物体表面,然后激光经过反射回到激光器,使用激光测距装置测量激光来回行程的时间,从而计算出被测物体表面的平面度。
这种方法适用于较小的平面度测量。
4.探针法:这种方法使用平面度测量仪,通过调整仪器中的探针来测量被测物体表面的平面度。
探针会通过机械或电子方式感知被测物体的表面形状,并将数据传输到计算机进行处理和分析。
5.影像处理法:这种方法使用相机或扫描仪等设备对被测物体的表面进行拍摄或扫描,将图像传输到计算机,利用图像处理算法对被测物体的平面度进行分析和计算。
影像处理法可以快速、准确地测量大面积物体的平面度。
总结起来,平面度是表达物体表面平整度的度量指标,常用的测量方法包括平板对比法、光栅干涉法、激光测距法、探针法和影像处理法。
不同的测量方法适用于不同情况下的平面度测量。
平面度测量PPT课件

contents
目录
• 平面度测量的基Байду номын сангаас概念 • 平面度测量的方法 • 平面度测量的工具和技术 • 平面度测量的实际应用案例 • 平面度测量的未来发展趋势和挑战
01 平面度测量的基本概念
平面度的定义
平面度定义
平面度是指一个平面或一个表面 在各个方向上的偏差程度,通常 用长度、宽度、高度等参数来描 述。
04 平面度测量的实际应用案 例
机械加工中的平面度测量
总结词
机械加工中,平面度测量是确保工件质量的关键环节。
详细描述
在机械加工过程中,各种零部件的表面需要达到一定的平面度要求,以确保其 功能和性能。平面度测量技术可以检测工件表面的平整度和几何形状精度,及 时发现并纠正误差,提高产品质量。
电子元件制造中的平面度测量
间接测量法
通过测量平面上多个点 的坐标值,再计算平面
的度量参数。
应用领域
机械制造、航空航天、 电子制造等。
测量误差的分析和减小方法
误差来源
仪器误差、人为误差、环境误差等。
误差分析
对每种误差进行具体分析和评估,了解其对测量 结果的影响程度。
减小误差的方法
选用高精度仪器、提高操作人员的技能水平、选 择合适的测量环境等。
准确的平面度测量可以减 少产品报废和返工,从而 降低生产成本。
平面度测量的应用领域
机械制造
航空航天
平面度测量在机械制造领域中应用广 泛,如机床、刀具、夹具等精密零件 的制造和检测。
在航空航天领域,平面度测量用于检 测飞机和航天器的机翼、机身、发动 机等关键部件的表面质量和精度。
电子制造
在电子制造领域,平面度测量用于检 测电子元件、集成电路和电路板等产 品的表面质量和精度。
平面度测量原理【详解】

平面度(flatness;planeness),是属于形位公差中的一种,指物体表面具有的宏观凹凸高度相对理想平面的偏差。
平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量实际表面上若干点的相对高度差,再换算以线值表示的平面度误差值。
在传统的检测方法中,平面度的测量通常有:塞规/塞尺测量法、液平面法、激光平面干涉仪测量法(平晶干涉法)、水平仪/数字水平仪测量法、以及打表测量法。
塞尺测量法塞尺主要用于间隙间距的测量,对平面度的测量只能进行粗测。
塞尺使用前必须先清除塞尺和工件上的污垢与灰尘。
使用时可用一片或数片重叠插入间隙,以稍感拖滞为宜。
测量时动作要轻,不允许硬插。
也不允许测量温度较高的零件。
目前很多工厂仍使用该方法进行检测。
由于其精度不高,常规最薄塞尺为10um,检测效率较低,结果不够全面,只能检测零件边缘。
液平面法液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。
基于连通器工作原理,适合测量连续或不连续的大平面的平面度,但测量时间长,且对温度敏感,仅适用于测量精度较低的平面。
激光平面干涉仪测量法最典型的用法是平晶干涉法,用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值,但主要于测量光洁的小平面的测量,如千分头测量面,量规的工作面,光学透镜。
激光干涉仪现因其体积小,重量轻、无需外接电源的特点被广泛地应用在光学加工企业,光学检测机构以及其他要进行光学表面检测的场合。
南京光研武汉事业部的GY301A和GY301B型激光干涉仪,其干涉图像与对准系统同步,无需切换,任何人都能简单操作,同时也能加长导轨配合测量尺寸简便的测量出曲率半径。
水平仪测量法水平仪是一种测量小角度的常用量具。
在机械行业和仪表制造中,用于测量相对于水平位置的倾斜角、机床类设备导轨的平面度和直线度、设备安装的水平位置和垂直位置等。
平面度检测方法

平面度检测方法
在工业生产中,平面度是一个非常重要的质量指标,它直接影响着零件的装配质量和使用性能。
因此,对零件的平面度进行准确的检测是非常必要的。
下面将介绍几种常用的平面度检测方法。
首先,最常见的方法是使用平面度测量仪器进行检测。
平面度测量仪器通常采用激光干涉仪原理,通过测量被测平面与参考平面之间的高度差来确定平面度。
这种方法精度高、操作简单,适用于各种材料的平面度检测。
其次,还可以使用投影仪进行平面度检测。
投影仪可以将被测平面投影到屏幕上,通过目测或图像处理软件来判断平面度。
这种方法操作简便,适用于一些较大尺寸的零件,但精度相对较低。
另外,还可以采用比对法进行平面度检测。
将被测平面与一个标准平面进行比对,通过观察两者之间的间隙来判断平面度。
这种方法需要较高的操作技巧,但适用于各种形状和材料的零件。
除了上述方法,还可以使用平面度测量尺进行检测。
平面度测量尺是一种专用的测量工具,可以直接测量被测平面的高低差,具
有较高的测量精度,适用于各种材料的平面度检测。
综上所述,平面度检测是工业生产中非常重要的一环,而选择
合适的平面度检测方法对于提高生产效率和产品质量具有重要意义。
不同的方法各有优劣,需要根据具体情况进行选择,以确保平面度
检测的准确性和可靠性。
希望以上介绍的方法对大家有所帮助,谢
谢阅读。
激光平面度仪的研究

第37卷,增刊红外与激光工程2008年4月V ol.37SupplementInfrared and Laser EngineeringApr.2008收稿日期:2008-03-20作者简介:杨文志(1977-),男,四川达县人,硕士生,主要从事总检、部检及精密测试工作。
Email :ywzywz973131@s 导师简介:吴时彬(63),男,四川成都人,硕士生导师,研究员,研究方向为光学测量。
z @激光平面度仪的研究杨文志,景洪伟,曹学东,吴时彬(中国科学院光电技术研究所,四川成都610209)摘要:针对大型环形平面尤其是非连续平面(带孔、有槽、中间有凸台子、中间间断、异形平面)平面度的检测,研制了一种新型测量设备—激光平面度仪。
该仪器采用了激器、五棱镜与转台组合产生基准平面,以PSD 作为探测器;通过测量被测点与基准面的高度差获取平面度数据。
该仪器的测量不确度为4.6m 。
关键词:平面度;非连续平面;五棱镜;PSD 中图分类号:TN216文献标识码:A文章编号:1007-2276(2008)增(几何量)-0144-03Laser flatness instrumentY ANG Wen-zhi,JING Hong-wei,CAO Xue-dong,WU Shi-bin(Ins t itute of Optics and Electronics ,Chines e Academy of Sciences ,Chengdu 610209,China)Abstr act:The laser flatness instrument,a new flatness measurement device,is reported.This measurement device is very useful for the large annular planes especially non-continuous planes,for example planes with holes,planes with slots,planes with bosses,planes with intervals,odd-form planes.The standard plane is generated using laser,pentaprism and rotary table ,and the detector is PSD.The flatness information is got by measuring the discrepancies of the measuring points and standard plane.The m easurement uncertainty of the device is 4.6m .Key wor ds:Flatness;Non-continuous planes;Pentaprism;PSD0引言中国科学院光电技术研究所大型零件平面度检测方法有电子水平仪-跨桥法、三点支承法(主要用于圆环形平面)和三坐标测量法。
平面度检测方法
平面度检测方法平面度是指工件表面与一个理想平面之间的最大间隙,是表征工件表面平整度和平行度的重要参数。
在工程制造中,平面度的精度要求越来越高,因此对平面度的检测也变得越来越重要。
本文将介绍几种常用的平面度检测方法,希望能为相关领域的工作者提供一些帮助。
首先,最常见的一种平面度检测方法是使用平面度测量仪。
平面度测量仪是一种专门用于测量工件平面度的仪器,它通过测量工件表面与参考平面之间的间隙来确定工件的平面度。
这种方法操作简单,精度高,适用于各种尺寸和形状的工件,因此在工程制造中得到了广泛应用。
其次,光学投影仪也是一种常用的平面度检测方法。
光学投影仪利用光学原理将工件的轮廓投影到投影屏上,通过对投影图像的测量来确定工件的平面度。
这种方法适用于各种材料的工件,并且可以实现对工件的快速、非接触式检测,因此在一些对检测速度要求较高的场合得到了广泛应用。
另外,三坐标测量机也是一种常用的平面度检测方法。
三坐标测量机通过测量工件表面上的多个点来确定工件的平面度,具有测量范围广、精度高的优点。
这种方法适用于各种复杂形状的工件,并且可以实现对工件的全面、精密的三维检测,因此在一些对检测精度要求较高的场合得到了广泛应用。
最后,还有一种常用的平面度检测方法是使用激光测量仪。
激光测量仪利用激光束在工件表面上扫描,通过对激光束的反射或散射信号进行测量来确定工件的平面度。
这种方法适用于各种材料的工件,并且可以实现对工件的快速、高精度的检测,因此在一些对检测效率和精度要求都较高的场合得到了广泛应用。
综上所述,平面度是工程制造中一个重要的质量指标,而平面度的检测方法也是工程制造中一个重要的技术环节。
不同的平面度检测方法各有其优缺点,应根据具体的工件特点和检测要求来选择合适的方法。
希望本文介绍的几种平面度检测方法能够为相关领域的工作者提供一些参考,使他们能够更好地进行平面度的检测工作。
平面干涉仪使用说明
1 用途XQ15-GI型激光平面干涉仪主要用于精密光学平面的平面度测量,光学平板的微小楔角测量,光学材料均匀性测量。
仪器配有激光光源(波长为6328Å)对于干涉条纹可目视读取。
工作时对防震要求一般。
该仪器可应用于光学车间。
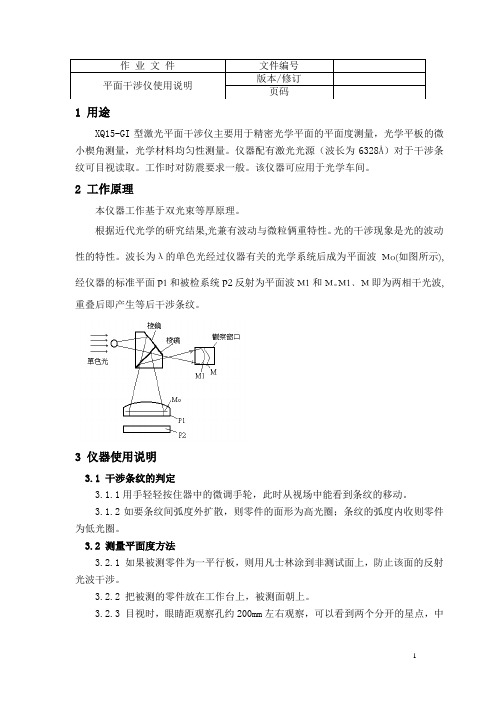
2 工作原理本仪器工作基于双光束等厚原理。
根据近代光学的研究结果,光兼有波动与微粒俩重特性。
光的干涉现象是光的波动性的特性。
波长为λ的单色光经过仪器有关的光学系统后成为平面波Mo(如图所示),经仪器的标准平面P1和被检系统P2反射为平面波M1和M。
M1﹑M即为两相干光波,重叠后即产生等后干涉条纹。
3 仪器使用说明3.1 干涉条纹的判定3.1.1用手轻轻按住器中的微调手轮,此时从视场中能看到条纹的移动。
3.1.2如要条纹间弧度外扩散,则零件的面形为高光圈;条纹的弧度内收则零件为低光圈。
3.2 测量平面度方法3.2.1 如果被测零件为一平行板,则用凡士林涂到非测试面上,防止该面的反射光波干涉。
3.2.2 把被测的零件放在工作台上,被测面朝上。
3.2.3 目视时,眼睛距观察孔约200mm左右观察,可以看到两个分开的星点,中央的一点为仪器的标准面形成的,另一点是被测零件形成的,调节工作台上的两个手轮,使两个星点重合。
3.2.4 眼睛与星点在同一直线上靠近观察孔,可以目视到细而密的干涉条纹,调节干涉仪的微动手轮,干涉条纹由密到疏直到出现3-5条为止再判断零件的高低光圈,参照标准光圈判断零件面形。
3.3 测量微小楔角方法3.3.1 把被测零件放在工作台上,被测面朝上。
3.3.2 在距离目镜200mm的地方进行观察,可以看到两个星点,把两个星点调节至重合。
3.3.3 眼睛顺着光点靠近观察孔可以看见细密的干涉条纹,与零件两个面反射后自身出的干射条纹。
3.3.4 数出零件自身引出干涉条纹有多少条,依下列公式进行计算,即为工件的楔角:β=43.5*B/Dβ表示零件的楔角,单位为秒;B表示条纹数;D表示零件直径,单位为毫米。