水泥厂设计说明书
c15 砼配合比设计说明

潭邵高速公路砼配合比设计说明书(砼设计标号:C15号)编号:001合同号:湖南省潭邵高速公路第八合同段施工单位:湖南省公路机械工程公司监理单位:湖南大学建设监理中心试验工程师:2000年8 月12 日目录一、设计说明(一)概述(二)配合比参数的初步确定(三)配合比试拌与调整(四)配合比参数的确定与基础配合比(五)关联配合比确定二、砼配合比试验报告三、水泥性能试验报告四、砂石材料性能试验报告砼配合比设计说明书砼设计标号:C15号(一) 概述1、a、使用部位边坡防护,高填高挖的水沟。
b、坍落度要求根据卵石粒径20mm-40mm取坍落度为10mm-30mm2、原材料来源及性能参数a、材料来源水泥:韶峰水泥厂P.C425砂:湘乡潭市镇第五砂石场卵(碎)石:湘乡潭市镇第五砂石场b:性能参数:详见后附各原材料性能试验报告3、制作与养生的方法把用于砼配制的各原材料混合并人工搅拌均匀,性能测试结果符合规范要求后,制作试件,把试件放在震动平台上进行震动捣实,二十四小时后拆模,再放入恒温水池里进行养生。
(一)配合比参数注初步确定1、水灰比确定a、试配强度RhRh=R+tσ= 15+1.645×4 =21.58Mpab、水灰比W/CW/C=A×Rc /(Rh+A×B×Rc )=0.5*1.13*42.5/(21.58+0.5*0.61*1.13*42.5)=0.662、用水量的确定JTJ053-83 附录 -(附录1.2)得WO=160kg/m33、砂率的确定按JTJ053-83 附录-(附录1.2)得So=33%4、材料用量a 、水泥:C0=W0×C/W=160/0.66= 242Kg/m3取240kg/m3b、砂、石:(按假定容重法计算)设定砼容重ρh= 2450 Kg/m3 用下面联立方程式计算砂石用量C 0+S0+G+W=ρhS 0 /(S+G)=SP式中:C0 = 240Kg/m3 W= 160 Kg/m3Sp= 33 %得;S0= 675Kg/m3 G= 1375 Kg/m3c、每立方砼材料重量比的初步确定水泥:水:砂:卵(碎)石= 240: 160: 675: 1375= 1 : 0.67:2.81:5.73(二)配合比试拌与调整1、试拌按初步配合比,取0.0263m3砼的材料用量进行试拌,各材料用量为:水泥: 6.31Kg水: 4.21Kg砂: 17.75kg卵(碎)石: 36.16kg试拌后,拌和物性能实测如下:坍落度(cm):1 2.6,2 2.4平均 2.5cm粘聚性良好饱水性适中含砂中棍度容易2、调整(1)调整情况说明:因为卵石含水量为3% 1415kg/m3因为砂含水量为3.5% 700kg/m3因为卵石砂含水总重为64.9 kg/m3 水相对减少64.9kg/m3,水重为95.1 kg/m3(2)调整后的拌和物性能实测如下:坍落度(cm):1 2.0 ,2 2.3 ,平均 2.2 cm粘聚性良好饱水性少量含砂中棍度中(三)配合比参数的确定与基准配合比1、配合参数的确定经过试拌和调整以后,得出以下参数水灰比: 0.67 用水量: 160 Kg/m3,砂率 33 %2、基准配合比每立方砼材料重量比水泥:水:砂:卵(碎)石= 240: 160: 675: 1375= 1 : 0.67:2.81:5.73(四)关联配合比的确定1、关联配合比的确定为了便于比较,增加二个关联配合比。
日产5000吨水泥熟料生产线(粉磨)工艺设计_毕业设计1 推荐
毕业设计日产5000吨水泥熟料生产线(粉磨)工艺设计—参数摘要本设计是针对5000t/d熟料新型干法生产线(粉磨)的工艺设计,水泥粉磨是水泥制造的最后工序,其主要功能在于将水泥熟料(及缓凝剂、性能调节材料等)粉磨至适宜的粒度(以细度、比表面积等表示),形成一定的颗粒级配,增大其水化面积,加速水化速率,满足水泥浆体凝结,硬化要求。
本次设计在配料计算基础上,进行了物料平衡、储库平衡、主机平衡计算,并以此为依据,对全厂储库、主机及辅机进行了选型和工艺布置;重点对水泥粉磨进行了工艺计算、设备规格设计、工艺布置设计。
采用的是目前大多数大型水泥生产线水泥粉磨系统的优选方案之一,即带辊压机的挤压联合水泥粉磨系统,最大限度的降低能耗,设计熟料烧成能耗2950kJ/kg,减少基建投资,又最大限度的提高产量、质量,做到环保,技术经济指标先进、合理。
关键词:水泥厂设计, 水泥挤压联合粉磨,球磨机,辊压机5000 T/D CEMENT CLINKER PRODUCTION LINE ( GRINDING) PROCESS DESIGN-TWO PARAMETERSABSTRACTThis design is aim at the end of kiln technics for 5000t/d ripe material new type dry process calcinations workshop. Cement grinding is at the end of the cement manufacture process. Its main function is to cement clinker grinding to suitable particle. Form certain particle grading. Increase its hydration area, accelerate the hydration rate, and satisfy the Cement slurry condensation, the hardening requirements.This design carried on the material balance, reservoir balance and host balance calculation which were based on the calculation of the ingredients, and as a basis, the whole plant reservoir, main and auxiliary machinery having been selected and carried on the layout process; and then it was carried on the process calculation, equipment specification design, process layout design which were focus on the Cement grinding. Using the most current large-scale cement production line cement grinding system one of the preferred options, with a roller press to squeeze the Joint cement grinding system, it could maximum decrease the energy consumption, energy consumption for clinker design 2950kJ/kg, investment of capital construction, in the same time, it also maximum enhance the yield and quality, satisfy the requirement of protecting environment and make the technical economic index advanced and reasonable.KEY WORDS: cement clinker design, cement extrusion joint grinding, ball mill,roller press目录前言 (1)第1章工艺设计的指导思想与原则 (2)1.1总体设计 (2)1.1.1指导思想 (2)1.1.2设计原则 (2)1.1.3 厂址选择 (5)第2章配料计算 (7)2.1毕业设计原始资料 (7)2.2设计内容 (8)2.3配料计算 (8)2.3.1 确定熟料的率值 (8)2.3.2 熟料热耗的确定 (8)2.3.3 计算煤灰掺入量 (8)2.3.4 用EXCEL计算干生料的配合比 (9)2.3.5 将干料配比折算成湿料配比 (13)第3章物料平衡 (14)3.1烧成车间生产能力和工厂能力的计算 (14)3.1.1 窑型和规格的选取 (14)3.1.2 窑的台时产量标定 (15)3.2 原、燃材料消耗定额的计算 (15)3.2.1 生料消耗定额 (15)3.2.2 设计任务书要求 (16)3.2.3 干石膏消耗定额 (17)3.2.4 干混合材消耗定额 (17)3.2.5 干煤的消耗定额量 (18)3.2.6 设计水泥产量 (18)第4章主机平衡 (20)4.1主机设备及工作制度 (21)5章储库平衡 (24)5.1库的预计储期及储量 (25)5.2生产工艺流程及特点 (25)5.2.1工艺流程描述 (25)5.2.2物料储存方式、储存量及储存期 (30)5.3水泥粉磨系统的比较和选择 (31)5.4工艺流程简介 (33)5.4.1熟料储存及输送 (33)5.4.2水泥配料库及输送 (33)5.4.3水泥粉磨 (33)5.4.4水泥储存及散装 (33)5.4.5水泥包装及成品库 (34)第六章重点车间工艺计算 (34)6.1磨机计算 (34)6.1.1 磨机功率 (34)6.1.2 磨机产量 (35)6.1.3 磨机通风 (35)6.2磨机系统计算 (35)6.2.1选粉机最大循环负荷率 (35)6.2.2收尘器选型 (36)6.2.3风机选型 (36)6.2.4出磨提升机选型 (37)6.2.5斜槽选型 (37)6.3 辊压机系统 (38)6.3.1 辊压机选型 (38)6.3.2V型选粉机选型 (38)6.3.3 旋风除尘器选型 (38)6.3.4 循环风机选型 (38)6.3.5 入料提升机选型 (39)第七章全场质量控制网 (40)结论 (42)谢辞 (43)参考文献 (44)附录 (46)外文资料翻译 (47)前言毕业设计是学生完成所有理论课和实验实习课程后的一个教学环节,它在教师的指导下,由学生综合运用学过的专业基础理论和实践生产知识,查阅工具书和各种技术资料以达到计算绘图编写说明书等来解决实际技术问题的教学环节,也是从事技术工作的一次技术演习,与先前教学过程相比,具有较强的综合性、实践性和探索性,是学生在校学习的最高阶段。
水泥稳定碎石底基层 基层配合比设计说明书
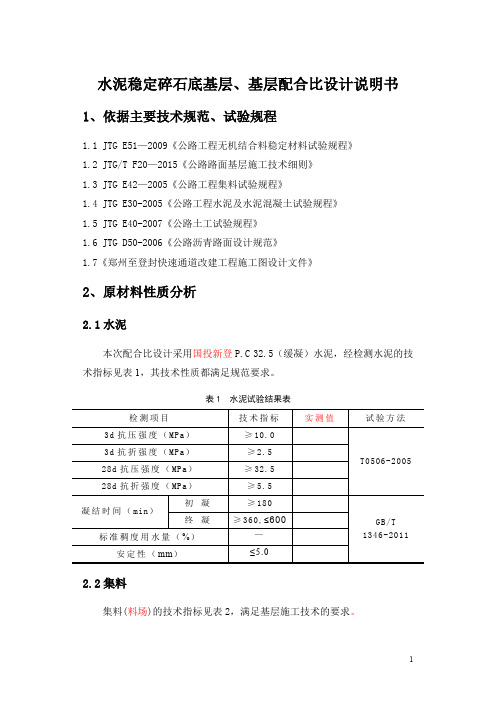
水泥稳定碎石底基层、基层配合比设计说明书1、依据主要技术规范、试验规程1.1 JTG E51—2009《公路工程无机结合料稳定材料试验规程》1.2 JTG/T F20—2015《公路路面基层施工技术细则》1.3 JTG E42—2005《公路工程集料试验规程》1.4 JTG E30-2005《公路工程水泥及水泥混凝土试验规程》1.5 JTG E40-2007《公路土工试验规程》1.6 JTG D50-2006《公路沥青路面设计规范》1.7《郑州至登封快速通道改建工程施工图设计文件》2、原材料性质分析2.1水泥本次配合比设计采用国投新登P.C 32.5(缓凝)水泥,经检测水泥的技术指标见表1,其技术性质都满足规范要求。
表1 水泥试验结果表2.2集料集料(料场)的技术指标见表2,满足基层施工技术的要求。
表2 底基层、基层用集料检测项目表3、混合料配合比设计3.1 级配设计底基层、基层水泥稳定碎石混合料级配设计计算见表3和图1。
表3 底基层、基层水泥稳定碎石级配设计图1 淮息标水泥稳定碎石级配曲线3.2 水泥稳定碎石混合料最佳含水量、最大干密度的确定振动压实方法确定的混合料最佳含水量、最大干密度及与重型击实对比结果见表4。
表4 水泥碎石重型击实和振动压实试验结果由表4的试验结果可以看出,振动压实的最大干密度与重型击实确定的最大干密度关系为:ρ振动击实=1.033ρ重型击实3.3 7d 无侧限抗压强度试验以振动压实试验方法确定的最佳含水量、最大干密度为基准,分别按3.0%、3.5%和4.0%水泥剂量采用振动法成型无侧限抗压强度试件,试件的压实度按底基层为振动压实试验确定的最大干密度的97%,基层为振动压实试验确定的最大干密度的98%,尺寸为Φ15cm×15cm ,养生温度为20℃,按标准试验方法进行试验。
95%概率的强度值Rc0.95 =(-c R -1.645S ),其中:-c R为平均值,S 为标准差,具体试验结果见表5。
日产5000t水泥熟料NSP窑的设计(说明书)

洛阳理工学院课程设计说明书课程名称:新型干法水泥生产技术与设备设计课题:5000t/d水泥熟料NSP窑的设计专业:无机非金属材料工程班级:学号:姓名:成绩:指导教师(签名):年月日课程设计任务书设计课题:5000t/d水泥熟料NSP窑的设计一、课题内容及要求:1.物料平衡计算2.热平衡计算3.窑的规格计算确定4.主要热工技术参数计算5.NSP窑初步设计:工艺布置与工艺布置图(窑中)二、课题任务及工作量1.设计说明书(不少于1万字,打印)2.NSP窑初步设计工艺布置图(1号图纸1张,手画)三、课题阶段进度安排1.第15周:确定窑规格、物料平衡与热平衡计算、主要热工参数计算2.第16周:NSP窑工艺布置绘图四、课题参考资料李海涛. 新型干法水泥生产技术与设备[M].化学工业出版社严生.新型干法水泥厂工艺设计手册[M].中国建材工业出版社金容容.水泥厂工艺设计概论[M].武汉理工大学出版社2011.5.3设计原始资料一、物料化学成分(%)二、煤的工业分析及元素分析三、热工参数1. 温度a. 入预热器生料温度:50℃;b. 入窑回灰温度:50℃;c. 入窑一次风温度:20℃;d. 入窑二次风温度:1100℃;e. 环境温度:20℃;f. 入窑、分解炉燃料温度:60℃;g. 入分解炉三次风温度:900℃;h. 出窑熟料温度:1360℃;i. 废气出预热器温度:330℃;j. 出预热器飞灰温度:300℃;2. 入窑风量比(%)。
一次风(K1):二次风(K2):窑头漏风(K3)=10:85:5;3. 燃料比(%)。
回转窑(Ky ):分解护(KF)=40:60;4. 出预热器飞灰量:0.1kg/kg熟料;5. 出预热器飞灰烧失量:35.20%;6. 各处过剩空气系数:窑尾αy =l.05;分解炉出口αL=1.15;预热器出口αf=1.40;7.入窑生料采用提升机输送;8.漏风:预热器漏风量占理论空气量的比例K4=0.16;分解炉及窑尾漏风(包括分解炉一次空气量),占分解炉用燃料理论空气量的比例K6=0.05;9. 袋收尘和增湿塔综合收尘效率为99.9%;10. 熟料形成热:根据简易公式(6-20)计算;11. 系统表面散热损失:460kJ/kg熟料;12. 生料水分:0.2%;13. 窑的设计产量:5000t/d(或208.33t/h)。
C50细石混凝土配合比设计书

C50细石砼配合比设计计算说明书一、设计依据1、《普通混凝土配合比设计规范》2、《公路桥涵施工技术规范》3、招标文件和图纸设计。
二、使用部位及技术要求1、使用部位:梁绞缝2、技术要求:①设计标号:C50。
②施工坍落度:50mm ~70mm三、原材料1、水泥:①河南七里岗水泥厂,“回生”牌,P.O42.52、碎石:禹州石料厂,5~10mm连续粒级碎石。
3、砂:泌阳砂场,中砂。
4、水:地下饮用水。
5、外加剂:山西凯迪建材有限公司,NOF-2型缓凝高效减水剂,掺量1.0%,减水率19.6%6、掺合料:粉煤灰,平顶山姚孟电力粉煤灰开发公司,I级。
四、计算步骤:1、试配强度:fcu,o=fcu,k+1.645σ=50+1.645×6.0=59.87Mpa其中:fcu,o—混凝土配制强度,Mpa; fcu,k—混凝土立方体抗压强度标准值,Mpa σ—混凝土强度标准差,Mpa。
2、水灰比W/C=(αa.fcu)/(fcu,o+αa.αb.fce)=(0.46×1.1×42.5)/(59.87+0.46×0.07×1.1×42.5) =0.35式中:αa、αb—回归系数fce=γcfce,g:γc—水泥强度等级的富裕系数,取1.1; fce,g—水泥强度等级值,Mpa。
根据公路桥规要求,确定以0.35为基准水灰比。
3、确定用水量:mwo=210×(1-0.196)=169Kg;4、确定用灰量:mco=mwo/(W/C)=177/0.35=483Kg;5、砂率:βs=33%6、粗、细骨料的确定:(采用重量法)由下式计算: mco+mgo+mso+mwo=mcpβs=mso/(mso+mgo)×100%mco--每立方混凝土的水泥用量(Kg) m--每立方混凝土的碎石用量(Kg) mso--每立方混凝土的砂用量(Kg) mw--每立方混凝土的水用量(Kg) mcp--每立方混凝土拌合物假定容量(Kg),取2450Kg。
M20水泥砂浆配合设计说明书
砂浆配合比设计说明书强度等级: M20水泥砂浆编制:审核:日期:检验单位:***监理单位:***M20水泥砂浆配合比设计说明书一、设计依据1、JGJ∕T 98-2010 《砌筑砂浆配合比设计规程》2、JGJ/T70-2009《建筑砂浆基本性能试验方法标准》3、JTG/T F50—2011《公路桥涵施工技术规范》4、施工图设计二、工程要求1、强度等级:M20;2、稠度要求:50~70mm3、保水率(%):≥804、拌和方法:机械;捣实方法:人工插捣。
三、使用部位:涵洞及附属工程、浆砌、抹面。
四、材料要求:1、水泥:采用台泥(英德)水泥有限公司生产的P·O 42.5 水泥,报告编号:***;2、砂:西江,Ⅱ区中砂,报告编号:***;3、水:采用自来水,报告编号:***;五、配合比的设计与计算:1、计算试配强度:f m,0=kf2=1.20×20.0=24.0(MPa)式中:f m,0——砂浆的试配强度(MPa);f2——砂浆设计强度等级值(MPa);k——系数,取1.20。
2、计算水泥用量:Qc=1000×(ƒm,0–β) /(α׃ce)= 1000×(24.0+15.09) /(3.03×42.5)=304kg/m3根据查JGJ/T98-2010砌筑砂浆配合比设计规程表5.1.2-1中规定M20水泥用量不得低于340kg/m3适当调整,初步确定水泥用量为380 kg/m3式中:Qc——每立方米砂浆的水泥用量(kg);ƒce——水泥实测强度(MPa),此处取42.5MPa;α、β——为砂浆的特征系数,其中α取3.03,β取-15.09。
3、每立方米砂浆砂子用量:采用砂的堆积密度1540kg/m34、选用每立方米砂浆用水量:根据现场施工需要,查JGJ/T98-2010砌筑砂浆配合比设计规程表5.1.2-1砂浆用水量取300 kg/m3六、经初步计算和调整水泥用量后的每方材料用量:3)六、计算试10L水泥砂浆的材料用量:六、经试配后水泥砂浆拌合物性能:七、水泥砂浆力学性能试验:八、配合比的选定在满足设计和施工要求的条件下,本着经济节约、优选的原则,选用编号为2的配合比为M20砂浆配合比。
混凝土配合比设计说明
C30F250胸墙、护轮坎、扭王块混凝土配合比设计说明书一、设计依据:1、施工图纸2、普通砼配合比设计规范JGJ55-20113、水运工程混凝土施工技术规范JTS202-2011二、设计要求:设计强度等级30MPa设计坍落度140--160 mm三、原材料1、水泥:P.O42.5 产地:日照山水厂牌:日照山水水泥表观密度:3100kg/m32、碎石:5-31.5mm连续级配(5-16mm60%;16-31.5mm40%:)产地: 日照五莲表观密度:2700 kg/m33、砂:中砂产地: 胶南吉利河砂表观密度:2570kg/m34、水:当地饮用水5、引气减水剂GX-N1 厂家: 日照广信建材建材有限公司6、磨细粒化高炉矿渣粉S95级厂家:日照钢厂四.、计算:(1)确定混凝土配制强度. 由规范JTS202-2011知标准差σ=4.5f cu,o=f cu,k+1.645σ = 37.4 MPa(2)f b= r s*f ce根据胶凝材料掺量及水泥28d平均强度取r s=1.0,f ce=45 则f b=1.0*45=45;由表查得a a=0.53, a b=0.20,计算水灰比W/C=a a* f b /(a a a b f ce+ f cu,o)=0.57根据耐久性及施工经验选取水灰比为:0.42(3)根据施工工艺及运送条件,选用混凝土坍落度为140—160mm,碎石最大粒径为31.5mm,同时因采用引气减水剂,经过试拌调整掺量为1.8%,用水量可减少至175kg/m3。
(4)选用砂率根据规范JGJ55-2011要求及施工需要砂率选取42%。
(5)确定胶凝材料用量由混凝土单位用水量和水灰比计算混凝土单位用灰量m co=417kg/m3(6)计算粗、细集料单位用量采用绝对体积法A取5V=1000(1-0.01A)-W w/ρW-m B /ρ B (1)W S=VγρS (2)W G= V(1-γ)ρG (3)由公式(1)(2)(3)解得m so=691kg/m3 m go=1002kg/m3采用磨细粒化高炉矿渣粉和粉煤灰双掺法调整配合比:磨细粒化高炉矿渣粉掺加30%,水泥用量为m co=292 kg/m3 矿渣粉用量为KF=125 kg/m3 则配合比为C:KF:S:G:W:M外=292:125:691:1002:175:7.51(7) 按基准配合比分别增加和减小0.03的水灰比,则按同样的计算方法可得下表数据:水灰比水泥kg/m3矿粉kg/m3砂kg/m3碎石kg/m3水kg/m3引气减水剂kg/m35-16mm 16-31.5mm0.45 272 117 702 581 388 175 7.000.42 292 125 691 601 401 175 7.510.39 314 135 679 563 375 175 8.08五、强度复核水灰比坍落度(cm)砼容重(kg/m3)7天强度28天强度KN Mpa 平均值KN Mpa 平均值0.45 16 2240 625.57 27.828.1785.27 34.935.0 641.25 28.5 792.04 35.2632.26 28.1 785.29 34.90.42 15 2290 747.07 33.232.9893.27 39.739.7 735.77 32.7 882.07 39.2740.26 32.9 904.55 40.20.39 14 2250 830.25 36.937.41003.5 44.649.2 839.27 37.3 983.29 43.7852.77 37.9 987.75 43.9六、配合比选择:根据试拌结果考虑经济合理性,选用水灰比为0.42的配比做为施工配比:每方混凝土各材料用量为:水泥292 kg/m3,矿粉125 kg/m3,砂691kg/m3,石子1002 kg/m3,水175 kg/m3,引气减水剂7.51kg/m3。
日产5000吨水泥熟料水泥厂生料粉磨系统设计
摘要本次设计的任务是日产5000吨水泥熟料水泥厂生料粉磨系统工艺设计。
近年来随着我国装备制造业技术水平和生产能力的不断提高,水泥生产线的规模大型化已渐成趋势。
从国内外诸多水泥厂建设过程的经历来看,主机选型特别是生料磨的选型合理与否是影响项目投资,工程进度和投产后经济效益的重要因素。
目前国内采用的生料磨系统主要有球磨烘干兼粉磨,立磨和辊压机终粉磨这三种系统。
粉磨效率低,能耗大是球磨机系统的缺点。
辊压机系统在粒度级配,操作维修等方面有缺陷。
而立磨在粉磨和烘干能力,能耗及喂料粒度等方面性能都很优越。
所以立式磨属当代水泥工业原料粉磨系统的首选。
基于物料平衡计算和设备选型计算,此次设计选择了产量为400t/h的MLS4531立磨。
关键字:工艺设计生料粉磨系统立磨系统物料平衡设备选型AbstractThedesign of thetask isto produce5,000 tons ofcement clinker oncement raw material grindingsystemprocessdesign.As China's equipment manufacturing industry in recentyears, tec hnological level andproductioncapacity continuest oimprove,largescale cement production linetechnology has become the trend.The processof building a lot ofcement fro mforeign experience point of view, thehost selection in particular theselection of raw mill is reasonable or not is the impact o fproject investment,project progress and put into operationan importantfactorin economic. At present,rawmill system used in themaindrying and grinding ball mill, vertical mil land rollerpressfinishgrinding these three systems.Gri nding efficiency is low,energy consumption is theball mill s ystemshortcomings. Rollerpress system in the particle size, operationand maintenanceandso flawed.Standing mill in grindi ng and dryingcapacity, energy consumption andfeedparticlesize, etc. are all excellent performance. Soare modern ceme nt verticalmill grinding system of choiceforindustrial raw materials. Based on materialbalance calculations andequipmentsizing, the designoptions of the output of 400t/h o fMLS4531 vertical mill.Keyword:Process DesignRawmaterial grinding system Rolle rmill systemMaterialbalance Equipment Selection目录摘要ﻩ错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某水泥厂水泥粉磨车间工艺初步设计 设计说明书
学院:材料科学与工程学院 班级:10建材3班 姓名:杨辉 学号:20103672 指导老师:李有光 2
目 录 第一部分 水泥厂粉磨车间设计依据.......................3 第二部分 粉磨系统的选择...............................3 2.1粉磨系统确定依据..................................3 (1)采用库底配料系统方案.....................................3 (2)选择圈流(闭路)粉磨系统..................................3 (3)采用尾部卸料粉磨系统......................................4
(4)粉磨系统流程图............................................4
第三部分 水泥厂粉磨车间设备选型........................4 3.1磨机的选择..................................................4 (1)磨机要求生产能力计算.......................................4 (2)磨机规格及性能.............................................5 (3)磨机需用功率计算...........................................5 (4)磨机生产能力计算...........................................5 (5)磨机利用率验算.............................................5 (6)磨机系统工作制度...........................................5 3.2选粉设备选型.................................................5 3.3收尘设备选型.................................................6 3.4其他附属设备选型.............................................6 (1)风机.......................................................7 (2)检修设备...................................................7 (3)输送设备...................................................7 (4)管道阀选型.................................................9
第四部分 工艺设备表.................................... 9
第五部分 参考资料......................................9 第六部分 设计心得......................................9 3
第一部分 水泥厂粉磨车间设计依据 根据该厂总平面布置,水泥粉磨车间西面为熟料、石膏和混合材储库,东面紧靠水泥筒库。拟粉磨物料已经破碎、烘干,入料粒度≤25mm。要求出磨水泥细度为3~5%(4900孔筛余),该厂主要生产P•O42.5级水泥,从物料平衡表得知,水泥年平衡产量为200000t/年。该厂所处地区粉尘排放标准为≯150mg/Nm3。
第二部分 粉磨系统的选择 2.1粉磨系统确定依据: 根据要求,该厂水泥年平衡产量为200000t/年。总体上将该厂定位于中、小型水泥厂,所以在保质、保量的前提下,尽可能简化工艺流程,不一定选择理论上最好的、最先进的工艺流程。
(1)采用库底配料系统方案: 物料配料入磨主要有两种布置型式:磨头仓配料、库底配料。 磨头仓配料是在磨头设置配料小仓分仓备料,集中配料入磨。这种布置型式有利于集中控制,可及时调整流量和配比;库底配料是在各种物料库底分别设置计量配料设备,向同一胶带输送机按比例供料。该胶带输送机直接向磨机供料,不需再设中间储仓。这种布置型式可简化工艺流程。为降低布置厂房土建费用,增大磨头空间,简化工艺流程,免去物料的中间存储过程,本设计采用库底配料系统方案。另一种方案——磨头仓配料更适宜原料种类较多时采用,其易造成磨头过于拥挤,使设备检修困难。
(2) 选择圈流(闭路)粉磨系统: 虽然开路系统流程简单、投资低、操作简单、易于维修,但是物料必须全部达到产品的细度才能出磨,因此当有产品的细度达到要求时,已经被磨细的物料会产生过粉磨现象,妨碍粗料的进一步磨细,因此降低了粉磨的效率,提高了电耗。综合考虑到要减少环境污染、 4
节约能源、尽量提高产品质量等因素,本车间采用闭路系统。配置了高效选粉机的闭路系统在提高粉末效率、降低电耗、降低磨损件(耐磨合金制的衬板和研磨介质)的磨耗等方面都有显著优势。更重要的是其解决了物料过粉磨的问题,生产出的产品细度均匀、产品细度波动小。
(3)采用尾部卸料粉磨系统: 根据设计条件,待粉磨物料已经已破碎、烘干,故选择尾部卸料粉磨系统。对于闭路系统中的另一种形式——中部卸料粉磨系统,其通风量大、烘干物料能力强的优势并不能体现,而且其机械设计及维修较为复杂,本设计不予采用。
(4) 粉磨系统流程图
物料从磨头喂入,经粉磨后从磨尾卸出,由提升机送到选粉机内进行选粉,粗粉由磨头端重新入磨,细粉经收尘后作为成品即为水泥成品。 第三部分 水泥厂粉磨车间设备选型
3.1磨机的选择: (1)磨机要求生产能力计算 水泥年平衡产量为200000t/年,即Q=200000t/年, 5
由:G=Q/(8760η) 根据《水泥厂工艺设计概论》P41,水泥磨闭路年利用率<0.82 据流程,选定预定的主机年利用率η=0.78 所以,主机要求小时产量GH=29.27t/h
(2)磨机规格及性能 闭路系统,可提高粉磨产量20%左右。据此,查《水泥厂工艺设计手册》,选磨机规格φ3.0×9 参数如下: 研磨体装载量:75吨 有效容积:50 m3 产品细度:3~5%(4900孔筛余) 设计标定产量:30 t/h 传动方式:边缘 转速:18.6 r/min 减速机:ND800 i=5.6 A=800mm 电动机: YR500-4 6KV 1000KW 设备重量:126吨
(3)磨机需用功率计算 查《水泥厂工艺设计概论》, N0=0.22DVn(G/V)0.8=0.2×50×18.6×2.9×(75/50)0.8=821kw 磨机用电动机功率:K2=1.0-1.1 取 K2=1.05 K1=1.3 N=K1K2N0=1.3×1.05×821=1120.7kw
(4)磨机生产能力计算 查《水泥厂工艺设计概论》, qη=46 ~48,取qη=47 Q=0.22VDn(G/V)0.8qη/1000=0.22×50×2.9×18.6×(75/50)0.8×47/1000=38.57 t/h
(5)磨机利用率验算 根据其他工厂同类型同型号磨机的生产能力,标定该粉磨系统水泥产量30 t/h,则 η=Gy/(GH标×8760)=200000/(30×8760)=0.761
(6)磨机系统工作制度 6
磨机工作制度采用三班制,8小时一班,一年时间以365天计,除去设备检修时间,平均之后每天工作20个小时。 磨机的年产量 Q=30×21×365=219000 t/年
3.2 选粉设备选型 目前,选粉机的主要类型主要有:通风式、离心式、旋风式和高效选粉机。通过式选粉机主要应用于风扫式磨机的粗分离;离心式选粉机结构简单、设备费用低、安装空间小、运转、运转可靠,但产品细度范围调节范围窄、需大幅调节时要停机进行,选粉效率低;旋风式选粉机风叶磨损小、运转平稳、调节细度方便、选粉效率高,但设备占用空间大、单位产品的设备投资和电耗较高;O-Sepa选粉效率高、可实现大范围调节产品细度、颗粒级配合理、能将高浓度含尘气体作为分选气流,使用、体积小、重量轻、维修简单。本工艺流程综合考虑,选用O-Sepa高效选粉机。 根据磨机产量为30t/h,查《水泥厂工艺设计实用手册》,O-Sepa 选粉机选用N500. 空气量为500 m3/min 电动机功率为15 ~50KW 选择功率为45KW 转速为190~420 r/min 选用转速为 300r/min 最大喂料量90 t/h 选粉机电动机选型为Y315s-10 ,额定功率:45kW 转速:585r/min
3.3收尘设备选型 从美国引进的PPC系列箱式脉冲袋收尘器,系高效除尘设备之一,它集分式反吹风和喷吹脉冲两种清灰方式的优点,具有体积小、结构简单、操作维护方便、入口允许含尘浓度高、清灰效果好等优点,且可不停机检修。能直接处理立磨和O-Sepa选粉机出口的高含尘浓度的烟气,最高入口含尘浓度可达1300g/Nm3。所以,本设计选用与O-Sepa选粉机配合好、脉冲收尘好的箱式脉冲袋收尘器。 选粉机的处理风量为:500×60=30000m3/h 根据《水泥厂工艺设计实用手册》选用气箱式脉冲袋式收尘器,型号为PPCS64-7,处理风量为31200 m3/h,总过滤面积为434m2,净过滤面积为372m2 ,室数为7,滤袋总个数为448,规格φ130mm×