滚切式双边剪切机钢板跑偏诊断及实用技巧
双边剪夹送辊的同步控制系统

辊 的压 下压力 , 8 对 个夹送 辊 的负荷分 配适 当调 整 。 23 夹 送辊 同步性 能诊 断与分析 .
的 变频 电机 。其 中人 口、 口固定 侧底 部 夹送 辊 电 出
机安装 编码 器 。
2 1 夹 送辊 的主, . 从通 讯
输 出 0.0F L P O RO T与速 度 给 定 O . 23 O LS DC R U 20 2
S E D R F 相 加 。根 据夹 送辊 辊径 差异 及 上夹 送 P E E 3
4读取。 1
要作 用是在 钢板 接触 刀刃之前 将钢板 精确传 送 到剪
切 区域 。如 果 8 夹 送 辊 的 同步 性控 制 不 一致 , 个 钢
从 传 动 系统 能够 检测 通讯 中断故 障 , 步骤 由 该
参 数 7 . H I O T和 7 . H O O S 01 C 2TME U 3 O1 C 2C M L S 4 CR T L来定 义 。 22 夹 送辊从 机 的负荷分 配及优化 .
往 前 夹送 的过 程 中很 容 易 出现跑 偏现 象 , 终导 致 最
钢 板 两边 出现 严 重 的错 刀 。因此 , 边剪 夹送 辊 的 双
同步控 制 系统 必须 经 过参 数调 整 及 系统 的优 化 , 让
夹 送辊 的控 制 系统 与 现场 电机 完 美 匹配 , 能使 钢 才 板 的运行方 向得 到保证 。
SG A 也 可 以在 相 同的 D C 信 息 中 , IN L2 DS 通过 通 讯
连接进 行传 送 。7 .1 S E I N L3在被发 送 01 T RSG A MA 到从 机 之前 , 由参数 7 . S E G 3S A E 可 03 MA T R S N C L 0
滚切式定尺剪故障解析

Doi:10.3969/j.issn.l 006-110X.2018.zl.019滚切式定尺剪故障解析贺卓亚(天津钢铁集团有限公司炼轧厂中厚板,天津300301)[摘要]针对某中厚板生产线滚切式定尺剪多次出现导向连杆断裂、上刀台滑板联接螺栓切断造成滑板脱落 的现象开展了分析。
从设备结构和工作原理人手,对生产数据进行了认真分析。
根据导向连杆失效情况和上刀台运行 轨迹分析,找到了故障产生的原因,制定了检修方案,根治了此类问题,保证了定尺剪的安全运行。
[关键词]定尺剪;导向连杆;主减速机;上刀台Fault Analysis of Rolling Cut-to-length ShearHE Zhuo-ya(Steelmaking and rolling plant , Tianjin iron and steel Group Co ., Ltd . Tianjin 300301, China ) Abstract This paper analyzes the phenomenon of slide fall-off caused by the breakage of guide connecting rod and bolt cut-off of slide plate of upper slitter platform in a medium and heavy plate production line . Starting with the structure and working principle of the equipment , the production data are carefully analyzed . B ased on the analysis of the failure of the guide rod and the runnmg track of the upper slitter platform , the cause of the failure is found , the maintenance scheme is formulated , the problem is solved , and the safe operation of the cut -to-length shear is ensured .Key words cut -to-length shear , guide rod , main reducer , upper slitter platform〇引言某中厚板生产线滚切式定尺剪多次出现导向 连杆断裂的问题,并且上刀台的滑板经常出现联 接螺栓切断、滑板脱落的现象。
三轴三偏心滚切式双边剪切机
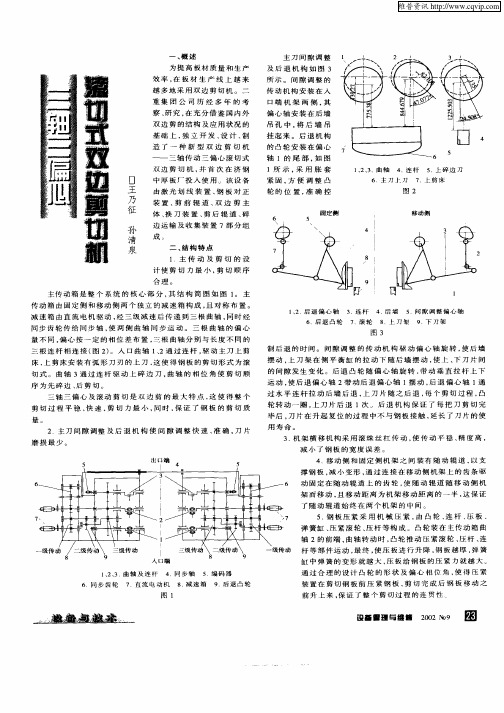
撑钢 板 , 小 变形 , 过 连接 在移 动侧 机 架上 的齿 条驱 减 通
动 固 定 在 随 动 辊 道 上 的 齿 轮 , 随 动 辊 道 随 移 动 侧 机 使 架 而 移 动 , 移 动 距 离 为 机 架 移 动 距 离 的 一 半 , 保 证 且 这 了随动 辊 道始 终在 两 个机 架 的 中间 。 5 钢板 压 紧 采 用 机 械 压 紧 , 凸 轮 、 杆 、 板 、 . 由 连 压 弹 簧 缸 、 紧 滚 轮 、 杆 等 构 成 。 凸 轮 装 在 主 传 动 箱 曲 压 压 轴 2的 前 端 , 曲轴 转 动 时 , 轮 推 动 压 紧 滚 轮 、 杆 、 凸 压 连
量 不 同 , 心 按 一 定 的 相 位 差 布 置 , 根 曲 轴 分 别 与 长 度 不 同 的 偏 三 三 根 连 杆 相 连 接 ( 2 。 人 口 曲 轴 1 2通 过 连 杆 , 动 主 刀 上 剪 图 ) 、 驱
12 后 退 偏 心 轴 、.
6 后退 凸轮 .
3 .连 杆
7 滚轮 .
床 , 剪 床 安 装 有 弧 形 刀 刃 的 上 刀 , 使 得 钢 板 的 剪 切 形 式 为 滚 上 这
切 式 。 曲 轴 3通 过 连 杆 驱 动 上 碎 边 刀 , 轴 的 相 位 角 使 剪 切 顺 曲 序 为先 碎边 、 剪切 。 后 三 轴 三 偏 - 滚 动 剪 切 是 双 边 剪 的 最 大 特 点 , 使 得 整 个 C及 这
4. 墙 后
5 .间 隙 调 整 偏 心 轴
9 .下 刀 架
8 上 刀架 .
图 3
制后 退 的时 间 。间 隙调 整 的传 动机 构 驱 动 偏 心 轴 旋转 , 后墙 使 摆 动 , 刀 架 在 侧 平 衡 缸 的 拉 动 下 随 后 墙 摆 动 , 上 、 刀 片 间 上 使 下
滚切式双边剪与圆盘式双边剪对比分析(郝金川)最终

滚切式双边剪与圆盘式双边剪对比分析大连重工·起重集团有限公司设计研究院郝金川侯晓伟谢献恩摘要:中厚板生产线新上或技改项目都存在剪切设备的选型问题。
本文就两种常用切边剪设备的剪切机理、主要特点、剪切能力、结构性能及投资分析等方面进行分析比较。
关键词:滚切式双边剪;圆盘剪;技术分析1概述中厚板车间主要由炉区、轧机区及精整区等部分组成。
剪切机是精整区必不可少的设备,剪切机分别用于剪切定尺、切头、切尾、切边及切试样等不同缺陷部位。
在中厚板生产线中剪切机的种类很多,根据剪刃形状与配置方式等特点来分,切边剪可分为斜刃式即铡刀剪、圆盘式即圆盘剪和滚切式即滚切剪三种型式。
本文将对国内常用的滚切式双边剪和圆盘式双边剪两种剪切设备进行技术分析。
2 剪切机组工作原理剪切机组主要由一台双边剪本体、前后运输辊道、激光划线装置、磁力对中装置和切边收集等辅助设备组成。
双边剪本体由固定剪、移动剪、剪刃更换装置及废料溜槽等部分组成。
双边剪前设有激光划线装置,用于标示钢板的剪切范围,移动侧光束的位置可根据剪切钢板宽度进行调整。
当钢板位置需要进行调整时,位于辊道之间的磁力对中装置可调整钢板在辊道上的横向位置。
移动剪与固定剪相对布置,当剪切不同宽度钢板时可调整移动剪的位置以满足钢板切边的需要。
双边剪机架前后设有夹送辊,在剪切时输送钢板,移动侧的夹送辊随移动剪一起进行位置调整。
2.1 滚切式双边剪滚切式双边剪采用三轴三偏心滚切式,每侧剪切机有三个偏心轴,其中两个用于切边剪,实现滚动剪切,一个用于碎边剪。
滚切式双边剪采用大圆弧剪刃在滚动中对钢板进行剪切。
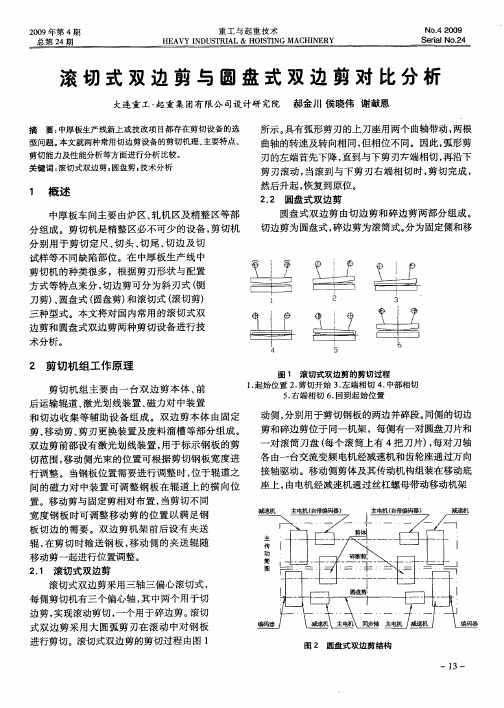
滚切式双边剪的剪切过程由图1所示。
具有弧形剪刃的上刀座用两个曲轴带动,两根曲轴的转速及转向相同,但相位不同。
因此,弧形剪刃的左端首先下降,直到与下剪刃左端相切,再沿下剪刃滚动,当滚到与下剪刃右端相切时,剪切完成,然后升起,恢复到原位。
图1 滚切式双边剪的剪切过程1.起始位置2.剪切开始3.左端相切4.中部相切5.右端相切6.回到起始位置2.2 圆盘式双边剪圆盘式双边剪由切边剪和碎边剪两部分组成。
复卷机收卷跑偏的原因【详解】

跑偏是指膜卷端面上的部分薄膜错出的现象,是薄膜在收卷过程中发生滑动错层所致。
1.跑偏产生的原因及对策:(1)跑偏与端面不齐属同一类别的分切质量问题,从程度上来说,跑偏比端面不齐的错位程度更为严重;从性质上来说,一般端面不齐是持续性问题,而跑偏多是偶发性问题;从原因上分析,造成端面不齐的原因均有可能造成跑偏问题的出现。
(2)由于跑偏比端面不齐的错位程度更为突出,因此分析端面不齐时着眼点应放在细微处,分析跑偏问题时着眼点应开阔一点,特别是注意分切速度的因素影响,加速、减速过于迅速,对平滑性好的薄膜则易产生滑移造成错层,宜放慢分切速度。
(3)对于分切较窄的产品而言,膜卷收卷过紧也会使膜发生横向滑移,膜卷过松会造成空气的卷入,都会造成膜卷端面错层,应调整收卷张力。
2.跑偏对使用的影响跑偏对使用的影响与端面不齐基本相同,主要也是跟踪对位的问题和对产品外观的影响。
由于跑偏的错位程度比端面不齐明显得多,完全不符合客户的使用要求,因此必须作二次加工处理,符合要求后才能定级、包装入库。
扩展资料:卫生纸复卷机在生产中原纸在复卷过程中起皱怎么办?解决方法:如果原纸在复卷过程中出现起皱现象,请先检查起皱从哪里开始,如果原纸出现死皱,则应先将其摊平后再进行除皱,检查其防皱杆,是否出现不平衡现象(即两端不等高)、防皱杆是否过低,原纸在传送过程中经过哪条防皱杆起皱,防皱杆是否弯度不够,请仔细观察,找出起皱原因,然后将防皱杆一做调整,直至复卷无皱为止。
后需要提醒的是,卫生纸复卷机使用一段时间后,要定期对设备进行保养,不但可以延长使用寿命,还可以提高生产效率,优势及特点:复卷机,卫生纸生产设备。
可以分为全自动卫生纸复卷机和半自动卫生纸复卷机。
全自动卫生纸复卷机采用PLC电脑编程技术,人机界面操作,自动喷胶、变频调速、封边、修边一次完成。
优势1、配备加工无心、实心、卷纸管卫生纸,瞬间可完成产品间的切换。
2、自动修边、喷胶、封口、抽轴瞬间同步完成,使卷纸转入带锯切断及包装时无纸张损耗。
中精轧钢机跑偏故障分析及改进

中精轧钢机跑偏故障分析及改进我国国民经济的飞速发展,我国的钢铁的产量已跃居世界首位,年产量达7.17亿吨。
钢铁中轧钢机械是其中的关键设备之一,他的工作状况直接影响着生产效率、产品质量及生产的稳定性和连续性。
轧钢时由于工况比较恶劣,轧钢经常出现各种故障,对生产影响较大。
本文结合陕西龙门钢铁公司西安轧钢厂实际应用的精度轧生产线对其出现的故障进行了深入的分析,并提出相应的改进措施,经改进后轧钢厂生产线已出现了良好的生产效果,希望对国内相关的生产企业提供有益的借鉴和帮助。
1 轧钢机的主要故障-跑偏故障轧钢机在生产过程中由于工作环境恶劣,震动噪音大及各种不利因素的影响,轧钢机会发生自动横移的现象,其位移距离可达10—50mm,通常称为轧机跑偏现象。
这是轧钢机生产过程中经常发生的状况,频率可达每月30~50次。
跑偏故障发生后,轧机跑偏会造成跑槽和导卫之间横向错位,使轧件不能顺利进入导卫,在连续的轧钢过程中轧件不能由出口导卫进入下一跑槽,造成废钢事故。
此时必须停机,重新调整轧辊位置,这样会严重影响轧钢的生产效率和质量。
为此跑偏故障是轧钢过程中的主要故障之一[2-3],是影响轧钢生产的关键因素。
2 跑偏现象的分析与改进2.1 跑偏故障产生的原因轧钢机通常是由多台轧钢机组成的连续生产线。
如西安轧钢厂的中精轧钢机为由12架轧机组成的线材生产线,当轧辊磨损或轧制品种变换时,必须将轧辊从横向拆卸下来,进行更换。
为了减少停机时间,加快轧辊的更换和调整速度,现代化的轧机都配有如图1所示的液压换辊装置,利用平移油缸可快速地将换辊小车和轧座、轧辊整体移出进行更换,然后返回工作位。
为保证轧钢过程中生产的稳定性和可靠性,换辊和复位后应该将机座牢固地固定起来,为此采用了图2所示的加紧油缸进行复位后的锁紧。
从理论分析可知,当精轧机组平移油缸,活塞的直径D1为100mm,活塞杆的直径600mm,最大压强为14MP,其平行推力为:F精左=109.9kNF精右=70.3kN中精轧机活塞直径D2为140mm,活塞杆直径90mm时,F中精左=215.4kNF中精右=136.4kN而夹紧油缸所施加的横向夹紧力为80KN,摩擦角为10度,摩擦系数取u=0.2时,施加在轧钢机上的夹紧力为:F精夹=184.3kNF中精夹=276.5kN此时,精轧机组和中精机组的夹紧力远大于平移油缸的推力,即F精夹=184.3 kN F精左= 109.9kNF中精夹= 276.5 kN F中精左=215.4kN只要夹紧缸工作正常,轧钢机组可以牢靠地固定相应的位置上不发生轧机跑偏现象,图3所示为加紧油缸工作时的受力分析。
滚切式双边剪与圆盘式双边剪对比分析
剪切能力及性 能分析等方面进行分析 比较。
关键词 : 滚切 式双边剪 , 圆盘剪 , 技术分析
1 概 述
中厚 板 车 间 主要 由炉 区 、 机 区 及精 整 区等 部 轧 分 组 成 。剪切 机 是精 整 区 必不 可少 的设 备 , 剪切 机
2 1 滚 切式 双边 剪 . 滚切 式双 边剪 采用 三轴 三偏 心 滚切 式 , 每侧 剪切 机有 三个 偏心 轴 , 中两 个用 于切 其
图 : .
—/ : _ 一 _
= l } :『I圆 ! 盘剪厂 ] —
:
一
L
\
I
L.j . H - r I
4
2 剪切机组工作原理
剪 切 机 组 主 要 由一 台双 边 剪 本 体 、 前
后 运 输辊道 、 光 划 线装 置 、 力对 中装置 激 磁 剪 、 动剪、 移 剪刃 更换 装 置 及废 料 溜槽 等 部分 组 成 。
圈 1 滚切式双边剪的剪切过程 1起始位置 2 剪切开始 3 左端相切 4 中部相切 . . . . 5 右端相切 6 回到起始 位置 . .
方 式 等特 点来 分 , 边剪 可 分为 斜 刃 式 ( 切 铡
≥兰车兰;
l
产—亍
2
乒;= 寺
刀剪) 圆盘 式 ( 、 圆盘剪) 和滚切式 ( 滚切剪) 三 种型 式 。本 文 将对 国内 常用 的 滚切 式双 边 剪 和 圆盘 式双 边剪 两种 剪 切 设备 进 行 技
术分 析 。
在底座上移动 , 完成机架开 口度 的调整 , 以便剪切 样 本为例 , 剪切 能力参 数见表 l 其 。 不 同宽度 的钢 板。 圆盘 式双边剪 结构见 图 2 。 滚 切 式双 边 剪 可剪 切 最 大 厚 度为 5rm , 0 a 剪
滚切式双边剪剪刃间隙调整的研究
( a g a gHe v lt l, in tn41 1 1 C ia Xin g n a yP aeMi X a ga 1 0 , h n ) l
●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●0 ●◇ ● <> ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●( ) ●0 ●◇ ● 、 >● ◇ 。 ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●
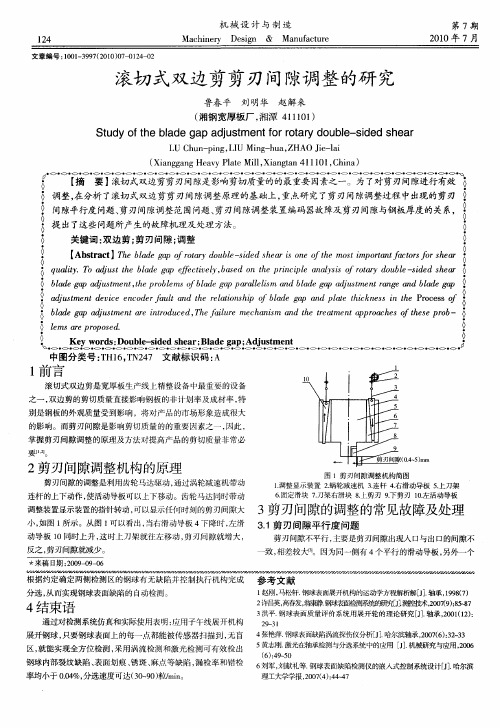
连杆的上下动作 , 使活动导板可以上下移动。齿轮马达 时带动 调整装置显示装置的指针转动 , 可以显示任何时刻 的剪刃间隙大
3 剪刃间隙的调整的常见故障及处理
致 , 差较 大日 因为 同一 侧有 4个 平行 的滑 动 导板 , 外一 个 相 。 另
小 , 图 1 示 。从 图 1 以看 出 , 滑 动导 板 4下 降 时 , 滑 31剪 刃 间隙平行 度 问题 如 所 可 当右 左 . 动导 板 1 0同时 上 升 , 时上 刀 架 就往 左 移 动 , 刃 间 隙就 增 大 , 这 剪 剪刃 间隙 不平 行 , 要是 剪刃 间 隙 出现入 口与 出 口的间 隙不 主
b e a js et eirdcd Te a u cai dt e m n a r ce o t s po 一 6 l p a ut n a t ue , fir m hn m a eta tp o hs h e r d a g d m no r h le e s n h r e p a e b t f
d ut t v eec dr a l ad terl i s i o ba a a lt hc es nt rcs ajsm n e i n o e f u n h e t nh l eg dpaeti n s i ePo eso e d c t ao pf d p n k h f
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2 6 卷2 0 1 3 年第 3 期( 总第 1 0 5 期)
滚切式双边剪切机钢板跑偏诊断及实用技巧
王 波
( 重 庆钢铁 股份 公 司维检 部 )
摘
要
双 边 剪剪切 过 程 中跑 偏是 引起 双边 剪切 边质 量缺 陷的主 要 原 因之 一, 而跑偏 主
( 4 ) 历史 趋势 组
历史趋势为查询各工艺设备运行状况 、 控制系 统性能、 故障查找等提供参考 , 主要包括实时趋势、 历史数据保存。
5 结 论
系统投 人运行 后 , 现场 运行 的结果 表 明 , 圆盘 下料平均合格率 > 8 0 . 1 %, 配煤合格率由老区旧配 煤 系统 的 5 1 . 5 %提高 到现在 新 区 的 8 7 %, 该 系统从
2 8 . 6 2 9 . 9 4 1 2 2 . 6 3 7 9 . 1 5 O . 0 o 0 . 0 o O . 0 o 4 4 . 9 3
3 3 2 . 2 9 3 0 . 4 4 l 1 9 . 4 8 0 . 8 4 O . o 0 0 . o 0 0 . o 0 4 5 . 0 7 4 3 0 . 1 3 2 9 . 2 6 l 1 5 . 3 2 7 8 . 1 5 O . o o O . o o 0 . o 0 4 5 . 1
要 与 夹送 辊 相 关 。 本 文 主要 分析 了夹送辊 倾 角、 水 平 平行 度 、 辊径 、 压 紧 油缸 压 力和 标 高五检 测 和调 整方 法 。
关 键 词 夹送 辊 倾角 跑偏 双边 剪 诊断 技 巧
及仪表 , 1 9 9 7 , 2 4 ( 2 )
【 2 】 诸 静 .模 糊控 制理 论 与 系统 原 理 f M】 .北京 : 机械工业 出
版社 . 2 0 0 5
—
7—
1 . 引言
跑偏现象 , 经过长期的实践与摸索 , 积累了一些双 边剪滚切式钢板跑偏现象的实际故障诊断和实用 技巧。 双边剪跑偏主要分为以下四种情况 : 2 . 双 边滚切 式 剪机在 送板 过程 中跑偏 实际生产 中, 根据待剪钢板 的长度 、 厚度确定
钢板 剪 切 中送 板 长度 ( 送 板 步长 ) , 目前我 们一 次送
根本上保证 了生产的稳定 , 减少生产事故 , 实现了 生产 自 动化 , 大大地增加了焦炭产量 以及各岗位 的
合格 率
秤 秤 秤 秤 2 秤
2 7 0 0 0 1 5
表 1
秤 秤
配 比 1 0 1 0
圆盘 1 # 仓 2 # 仓 3 #仓 4 # 仓 5 # 仓 6 } } 仓 7 } } 仓 8 } } 仓
秤
3 8
协同合作能力。 同时降低了操作劳动强度 , 改善环 境, 提高了系统运行的可靠性和稳定度 , 并且降低 了维修成本和节约能源。 创造了可观的经济效益和
社会 效 益 。 如表 1 所示。 流量是 3 0 0 t / h , 采 集时 间 l O mi n , 波 动范 围误差 是 5 %。
参考文献 【 1 】 王锦标.现场总线和现场 总线控 制 系统O ) .化工 自动化
设定
3 0. 0 0 3 0 . 0 0 l 1 4 . 0 0 8 1 . 0 o 0. 0 0 0 . O 0 0 . O 0 4 5 . 0 0
流量
l 2 3 1 . 4 8 2 5 . 2 4 9 5 . 3 4 8 5 O . 0 0 0 . 0 o 0 . 0 o 4 6 . 7 4
目 前 ,国内双边滚切式剪机在实际工作 中, 应 用非常广泛 , 但实际使用过程钢板跑偏现象时有发 生 ,很 多钢板厂在使用范围上都控制在 l O m m以 上 ,以保证钢板剪切质量 。而重钢 中板厂 , 目前 6 a r m至 1 0 m m的合同相对较多 , 且市场价格较好 , 所以为有效提高钢板的剪切质量 , 控制剪切钢板的