不锈钢复合板轧制法和爆炸法的对比
铜铝复合材料的研究与应用

种情况 : 一是铜铝原子 的热运动和扩散使基体金属 由
铜铝爆炸复合板具有较高 的结合强度 。 其原 因是
结合 区内存在金 属 的塑 性 变形 和熔 化 。 界 面 附 近存 在 在 着铜 和铝 的原子 的相 互 扩 散 , 合 区发 生 了冶金 过 结
1 铜 铝 复合 材 料 的加 工 方 法
铜 铝 复合材 料 的加 工方 法 很 多 , 体 可分 为 固 一 大 固相复 合法 和 液 一固 相 复 合 法 两 大 类 。 固 一固相 复 合法 包 括轧制 复合 、 炸复 合 、 压拉 拔 复合 等 , 一 爆 挤 液 固相复 合法包 括充 芯连铸 、 结 晶器连铸 等 。 双 11 轧制 复合法 . 轧 制 复 合 法 的基 本 原 理 是 : 轧 制 压 力 的作 用 在
有一 定 的危险性 。
定粗糙度 的界面; 足够大 的压力 以及塑性变形 ; 合
铜 铝 轧制 复合 前 的表 面处 理 可分 为 化学 法 、 械 机
适 的热 扩散 。
法和建立覆膜法。为了获得更好的表面处理效果 。 化 学法和机械法相结合成为常用 的方法。铜铝 轧制 复 合的工艺一般为冷轧复合 一 加热 一 热轧( 二次轧制 ) , 具有复合强度大、 工艺 简单、 效率较高等优点 J 。在
中图分类号 :G 3 . ;G 4 . 1T 16 2 T 3 5 8 T 16 1 ; G 4 . 1 文献 标识 码 : 文章编号 :6 1 6 9 ( 0 8 0 OO 0 A 17 — 75 2 0 ) 4一 O 6— 4
铜铝复合材料作为一种新型复合材料 , 不仅具有 铜的导电性好 、 导热率高、 接触 电阻低 、 外表美观等优
水电站不锈钢复合钢板施工中遇到的技术问题
马 氏体 型不锈钢抗点腐蚀能力较好 ,双相不锈钢的点腐蚀倾 向比纯奥氏体不锈钢大,这是 因为两种组织 电位不同所致。 铬 (r C )、钼 ( Mo)含量 较高的不锈钢耐蚀 性较好 ,这些 元素既加强了钝化膜 ,又抑止产生点蚀 ,特别是钼元素是抑
止 点 蚀 溶解 的合 金 元 素 。铁 素 体 不 锈 钢抗 应 力 腐蚀 能 力强 于
高 碳 马 氏体 组织 的 产生 ,从而 防 止裂 纹 的 出现 。 焊 接前 应 采 用 机 械 方 法 、 加 热 烘 烤 法 及 有 机 溶 剂 ( 丙 如 酮 、酒 精 、香 蕉水 等 ),清 除焊 丝表面 和 焊 接坡 口及 坡 口两 侧 2 mm 以上 范 围 内 的油 污 、水 渍 、锈 迹 、 氧 化膜 及 其 它污 物 。 O
元素的焊接材料。譬如 ,单相奥 氏体 不锈钢0 C l N1 焊接覆 6 r9 0 层时应选用C l r8一N8 i型焊接材料 ,这样可 以保证焊接接头 的 耐蚀性要求。过渡层焊接应选 用高铬 高镍的C2 r5一Nl 型 或 i 3 C2 r5一N2 型焊接材料 ,这样可 以降低 或消除熔化线上 的脆 i0
奥 氏体不锈钢 。而奥 氏体 不锈钢在水工金属结构中使用最为
广 泛。 覆 层 为 马 氏体 不 锈 钢 、半 铁 素 体 不锈 钢 以及 沉淀 硬 化
型不锈钢 ,主要用于硬度、强度要求高 ,具有耐磨性要求的 地 方 ,但 是水 中含 有氯离 子 或水 中的 P 值 偏小 的水 域慎 H
用。
/ \ // /  ̄
/
。
相 是 在 随 后 的冷 却 速 度 过程 中 温度 低 于 1 0 。 后 由相 晶 粒 边 3 0C 界 形核 和 生 长 ,即发 生 6 一 y相 的转 变 形成 的 。 它的 形 态和 相
铜 钢复合材料及其制备工艺

Material Sciences 材料科学, 2018, 8(11), 1047-1054Published Online November 2018 in Hans. /journal/mshttps:///10.12677/ms.2018.811125Copper/Steel Composite Material and ItsPreparation ProcessXu Han1, Benkui Gong1*, Lei Wang1, Rui Feng1, Jianping Niu2, Dongdong Liu21School of Material Science and Technology, Shandong University of Technology, Zibo Shandong2Hebei Wanfeng Metallurgical Parts Co., Ltd., Zhangjiakou HebeiReceived: Oct. 30th, 2018; accepted: Nov. 14th, 2018; published: Nov. 21st, 2018AbstractThis paper introduces several main preparation processes and principles of copper/steel compo-sites, summarizes the interface bonding mechanism of copper/steel composites, and forecasts the development and application prospects of copper/steel composites.KeywordsCopper/Steel Composite, Preparation Technology, Interface, Binding Mechanism铜/钢复合材料及其制备工艺韩旭1,宫本奎1*,王磊1,冯锐1,牛建平2,刘东东21山东理工大学材料科学与工程学院,山东淄博2河北万丰冶金备件有限公司,河北张家口收稿日期:2018年10月30日;录用日期:2018年11月14日;发布日期:2018年11月21日摘要本文介绍了铜/钢复合材料的几种主要的制备工艺及原理,总结分析了铜/钢复合材料的界面结合机理,展望了铜/钢复合材料的发展及应用前景。
爆炸焊

第七章爆炸焊(Explosive Welding)本章主要内容:4.0 超声波特性4.1 概述4.2 超声波焊接设备4.3超声波焊接工艺4.4 超声波焊接应用本章教学目标:1. 掌握超声波基本原理及能量转换和传递过程2. 掌握超声波焊设备各部分组成及作用。
3. 掌握超声波焊按接头形式的分类4. 理解焊接工艺参数选择原则5. 了解超声波的主要应用领域导言爆炸具有巨大的威力,主要是因为炸药起作用。
我们知道炸药具有很大威力,炸药可在十万分之一秒(10-5)内完全燃烧,释放储存的全部能量,也就是它平均每秒种放出的能量达一亿卡,这种释放能量的速度比世界上最大的电站还要大。
另外炸药在爆炸过程时,放出大量气体,据测定,炸药在爆炸时体积会突然增加47万倍,在炸药中心产生的巨大压力和几千度高温,形成一股巨大的爆炸能量,这一巨大的压力和高温,被人们巧妙地用作焊接金属的能量,这种方法就是爆炸焊接。
爆炸焊:爆炸焊是以炸药为能源进行金属间焊接的方法。
这种焊接是利用炸药的爆轰,使被焊金属面发生高速倾斜碰撞,在接触面上造成一薄层金属的塑性变形,在此十分短暂的冶金过程中形成冶金结合。
爆炸焊是利用炸药爆炸产生的冲击力,造成焊件的迅速碰撞而实现连接焊件的一种压焊方法。
焊缝是在两层或多层同种或异种金属材料之间,在零点几秒之内形成的。
进行爆炸焊时不需填加填充金属,也不必加热。
爆炸焊接现象人们在弹片与靶子的撞击中早已观察到了。
但最早记入文献的是美国的卡尔。
1957年,美国的费列普捷克成功地实现了铝和钢的爆炸焊接。
50年代末,国外开始了系统的研究。
60年代中期以后,美、英、日等国先后开始了爆炸焊接产品的商业性生产。
我国是1963年开始爆炸焊的试验和研究的。
50多年来, 爆炸焊技术及产品已经较为广泛地应用于国民经济的一些部门。
一、爆炸焊分类及特点1) 按初始安装方式不同,爆炸焊接有平行法和角度法两种基本形式。
①以金属复合板爆炸焊为例,说明安装工艺。
十、爆炸焊接

图10.6两个低碳钢零件爆炸焊接图10.7铜零件(上)和钢零件爆炸
合适的引爆方式也很重要。端部引爆、边缘线引爆、中心引爆、四周引爆是常用方式。为避免雷管周围出现不结合的圆形区域,可把雷管延伸到要求复合的金属区以外或附加一个炸药包。
为防止烧伤、压痕、起皮、撕裂等缺陷,炸药与覆层之间要用橡胶、沥青、油灰、软塑料、有机玻璃、马粪纸、油毡等材料作缓冲层。
平行安装时,间距是决定碰撞点弯折角的唯一因素,其大小对界面的波浪形尺寸有一定影响。通常根据覆板的厚度和密度确定初始安装间距,如表10.2所示,一般取0.5~1t为宜,引爆速度高时取下限(t为覆板厚度)。
6000
35
பைடு நூலகம்200
35
470
158
372
460
覆板厚3mm
Ti+钢
4500
7870
6100
6000
250
200
144
200
覆板厚3mm
Ni+钢
8900
7870
5800
6000
150
200
81
200
覆板厚3mm
3、动态碰撞角βd按下式求得
显然,βd有一个由Vpmin和声速决定的最小值,只有达到这一最小值,才能获得满意的爆炸焊接头质量。
第四节爆炸焊工艺
一、焊前准备
爆炸焊过程中冲击波及金属射流虽有清除氧化膜作用,但只限于厚1~10μm氧化膜,因此焊前表面清理仍是十分重要的。表10.1列出常用清理方法。
2爆炸合成新材料中的几个关键问题

爆炸合成新材料中的几个关键问题李晓杰1、2汪旭光1、3张勇1、4王耀华1、5邓家艾1、61 中国工程爆破学(协)会;2 大连理工大学工业装备结构分析国家重点实验室3 北京矿冶研究总院;4 大连船舶重工集团爆炸加工研究所有限公司5 中国人民解放军理工大学;6 南京三邦金属复合材料有限公司一、引言随着现代实验技术、计算技术的发展,人们对爆炸这样高速猛烈现象的认识正在逐步深入,炸药爆炸的应用不再仅限于战争、采矿、拆除建(构)筑物这些破坏效应;人们还开发了利用爆炸的高速度、高压力、高温环境,以及物理、化学效应的众多工业应用。
爆炸加工就是其中的一朵奇葩,如:用薄片炸药去爆炸冲击奥氏体钢材,可以使材料表面硬化,由此衍生的爆炸硬化技术[1](Explosive Hardening)已经在工厂室内进行大量的铁道辙叉预硬化加工(如乌克兰和我国秦皇岛等地);用小量的爆炸处理大型容器的焊缝的爆炸消除焊接残余应力技术[2、3],可以消除焊缝应力、改善应力腐蚀,已经用于大型化工储罐和三峡等水利工程引水压力管线,实现了焊接应力现场消除;利用水中爆炸实现了金属板料的无模成型和连铸结晶器等精密部件成型[4、5];在数千米的油井下也正在进行射孔、整形、补贴和压裂增采等爆炸作业[6]。
人们甚至将爆炸冲击效应用于食品、生物材料的处理,如:对于肉类进行的冲击爆炸嫩化[7]、对木纤维进行爆炸膨化等等[8]。
其中用于新材料合成的爆炸加工技术包括有:用于制造金属包覆材料的爆炸复合(焊接)技术,用于金属与陶瓷粉末冶金的爆炸粉末烧结技术,用于陶瓷粉末和金刚石等超硬材料粉末制造的冲击波合成方法,以及制备纳米粉末的气相爆轰合成方法等。
二、爆炸复合爆炸复合(Explosive Cladding)是一种制造金属包覆材料的技术,也是焊接异种金属的特种焊接技术,是力学与金属材料学相结合的产物。
爆炸复合的基本原理是利用炸药爆炸驱动复板与基板产生高速斜碰撞,碰撞在材料接触面上剥离并喷出微量的金属射流,产生“自清理”作用使焊合面露出无污染的洁净金属本体;同时射流后部的金属本体接触面在碰撞高压、大变形,以及高速近乎绝热变形和高压压缩所产生高温的联合作用下,产生固相扩散和熔化焊合;焊合后界面的高温又会迅速向小变形的低温基体内散热,使高压界面结合态被快速淬火固定下来,阻止金属过度扩散反应和大量脆性相的生成。
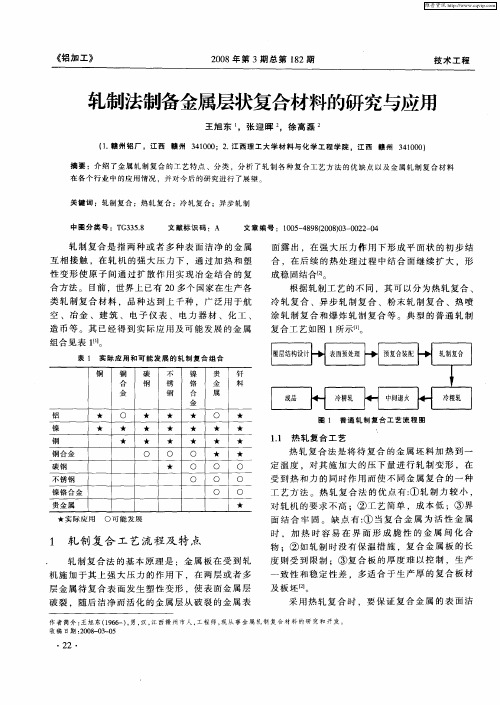
轧制法制备金属层状复合材料的研究与应用
《 加工》 铝
20 0 8年第 3期总 第 12期 8
技术 工程
轧制法制备金属层状复合材料的研究与应用
王旭 东 ,张迎 晖 ,徐 高磊
《 . 州 铝厂 ,江 西 赣 州 3 1 0 ;2 江 西理 工大 学 材 料 与 化 学 工程 学 院 .江 西 赣 州 3 1 0 ) 1赣 400 . 4 0 0
1 轧 制 复 合 工 艺 流 程 及 特 点
.
物 ;② 如 轧制 时没 有 保 温 措 施 ,复合 金 属 板 的长
轧制 复 合 法 的基 本 原理 是 :金属 板 在 受 到 轧 机施 加 于其 上 强 大 压 力 的作 用 下 ,在两 层 或 者多 层金 属 待 复 合 表 面 发 生 塑性 变 形 ,使 表 面金 属 层 破 裂 ,随 后 洁 净 而活 化 的金 属 层 从破 裂 的金 属 表
・
22 ・
维普资讯
王旭 东 , : L l 制备金 属层 状复 合材 料的 研究 与应 用 等 S  ̄法 J
净 和 活 化 。但 金 属 在 加 热 时 不 可 避 免 的产 生 氧 化 现 象 .一 般 采 用 控 制 气 氛和 利 用 中问 夹 层 材 料 的 工 艺 来处 理 。在研 究不 锈 钢 一 和 铝 一 双金 属 热 铝 镍 轧 复 合 时 发 现 :采用 可 控 气 氛热 轧 复 合 不 仅 可 以
根 据 轧制 工艺 的 不 同 ,其 可 以分 为热 轧 复合 、
互 相接 触 ,在 轧 机 的 强 大压 力 下 ,通 过加 热 和塑 性 变形 使 原 子 间 通 过 扩散 作 用 实 现 冶金 结 合 的 复 合 方法 。 目前 ,世 界 上 已有 2 0多个 国家在 生产 各 类 轧 制 复 合 材料 ,品种 达 到 上 千 种 .广 泛 用 于航 空 、冶 金 、建 筑 、 电 子 仪 表 、 电力 器 材 、化 工 、 造 币 等 。其 已经 得 到 实 际 应 用及 可 能 发 展 的 金 属 组合 见表 l 。 【 ”
铜钢复合材料生产工艺及军工应用前景

研究与探讨esearch and discussion铜钢复合材料生产工艺及军工应用前景一、简介金属复合材料技术可以发挥组元材料各自的优势,实现各组元材料资源的最优配置,节约贵重金属材料,实现单一金属不能满足的性能要求, 它既可以替代进口并填补国内空白,又具有广阔应用范围,具有很好的经济效益和社会效益。
因使用需要,枪炮弹壳应该使用铜板或铜包钢板冲压而成。
相比于钢,铜属于相对紧缺和贵重资源,所以目前世界上大多数国家采用铜钢复合材料制造弹壳。
铜钢复合可以通过多种工艺手段获得:1、热浸镀铜复合法。
2、热渗铜复合法。
3、铜-钢爆炸复合法4、铜-钢带轧制复合法。
5、铜粉末-钢带轧制复合法。
二、工艺比较与分析1、热浸镀铜工艺热浸镀铜是将钢板(带)热浸在铜液中,使钢板(带)表面附着厚度40-150μm金属铜或铜合金;热浸镀铜的铜钢复合材料其表面复合的铜层厚度受到限制,一次性热浸镀的复合铜层厚度不超过150μm,如果工艺不严格,表面容易出现针孔,水纹、气泡、浮,渣、沙眼等情况,影响其耐腐蚀性,因此必须增加封孔工艺。
该工艺容易产生脆性化合物,对变形处理不利。
2、热渗铜工艺该工艺是将钢(铁)工件用含铜粉的渗剂埋起来,在一定温度下经过较长时间使铜渗入钢件表面;热渗铜使铜钢复合材料表面出现脆性金属间化合物,影响产品的机械性能,热渗铜工件外表层含铜量一般不大于30%,此工艺方法只适合铸钢件或铸铁件及渗铜后不再变形的工件,不适用变形材料。
3、爆炸复合工艺爆炸复合工艺包括单一爆炸复合和爆炸+轧制复合两种方法。
该工艺是将金属铜或铜合金板带与钢板(带)通过爆炸或爆炸+轧制复合。
铜钢爆炸复合法是一种最成熟的生产工艺,建国后我国在宝鸡等地已建成多条生产线。
该复合法存在以下几个重大缺陷:只能单张板生产,且每次只能单面复合,生产效率极低;带来严重环境污染;表面复合层厚度较厚,一般复合层厚度不低于1.5毫米,生产成本高。
4、层状(板与板)轧制复合层状轧制铜钢复合只适用于薄板带生产,不适于中厚板带生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢复合板轧制法和爆炸法的对比
项 目 轧 制 法 爆 炸 法
生产条件
不受气候、环境等外界影响;可规模化工业生产、生产效率高、交货迅速。 受气候、环境影响;生产效率低,
难以形成生产规模。
对环境的影响 零排放、零污染
爆炸时噪声、粉尘污尘、爆炸时产
生的亚声波对人体有害。
产品规格 产品幅面,总厚度以及复层厚度可根据需要任意设计。规格齐全,复层厚度可薄至0.1mm 产品幅面,总厚度以及复层厚度受限于原料,规格较少,复层一般要求3mm以上,否则爆炸时易将复
层甚至是基层炸穿,形成爆炸缺
陷。
界面状态
为平面状的冶金结合,不改变不锈钢的有效使用厚度 为你中有我,我中有你犬牙交错式的镶嵌结合,互相楔入深度0.4~
0.5mm,所以不锈钢的有效利用厚
度势必要减少0.5mm左右。
界面抗剪切强度
≥320Mpa,可承受反复弯曲变形而决不分层开裂、焊接热影响区不会开裂。 ≥210Mpa,焊接时会因热应力使热
影响区的结合界面产生分层开裂。
界面结合率 99.9~100% 95~100%
表面质量 经热轧后表面平整光滑,无缺陷。
当炸药用量不当或复材较薄时,往
往会将不锈钢炸穿成φ50—200甚
至更大的孔洞,这时需采用堆焊措
施补救。但堆焊层属于铸造体,其
抗腐蚀性能低于轧制体,所以会使
工作界面出现不均匀腐蚀。
国际市场情况 国外几乎全部选用。
国外选用量很少,但中国几十年来
一直选用。