基于UG/OPEN的铝型材挤压模具设计系统开发
ug模具设计三大系统设计方案精品文档25页
8.1.2 分流道设计
• 在单模腔或多模腔模具中,熔体必须通过设在模具分型面上的分流道而进 入模腔。
• 在MW中用于创建分流道的工具是“流道”。UG NX6较之旧版本不同的是, 旧版本中“流道设计”工具只应用于模具总装配体,而NX6.0则可以对模 具总装配体以外的模具部件(其他模式中创建的部件)进行流道设计。
8.4.1 推杆后处理
• “推杆后处理”工具是用来修剪顶杆标准件的专用工具。 • 在“注塑模向导”工具条上单击“推杆后处理”按钮,弹出“推
杆后处理”对话框,对话框中包括了两个功能标签:“修剪过程” 标签(如图8-46所示)和“修剪组件”标签(如图8-47所示)。
8.4.2 Trim Mold Components(模具修剪)
8.3.2 顶出系统标准件
• 为提高模具设计师的工作效率,MW提供了顶出系统标准件。顶杆标准件在 第7章已介绍过,推板(模板替代)或顶块无标准件,因此这里不作介绍。
• 单击工具栏上的“滑块和浮升销”按钮 ,程序就会弹出“滑块/浮升销设 计”对话框,如图8-40所示。
8.4 标准件修剪工具
• 模具系统的标准组件加载后再进行修剪,整个设 计才算完成。标准件的修剪工具包括推杆后处理、 Trim Mold Components(模具修剪)及腔体。
8.2.1 冷却系统的设计要点
• 冷却系统在设计过程中的须注意以下设计要点。 • 1. 冷却水路设置要使冷却效果均匀 • 2. 水管的尺寸与排放位置 • 3. 冷却水管的长度 • 4. 冷却水路类型
8.2.2 冷却管道设计
• 在MW模块中,冷却水管的创建仅适用于已项目初始化的模具总装配部件。 假如是一般模型部件,则只能以冷却标准件的加载方式来设计冷却水路。
铝型材宽展挤压模具设计及数值模拟
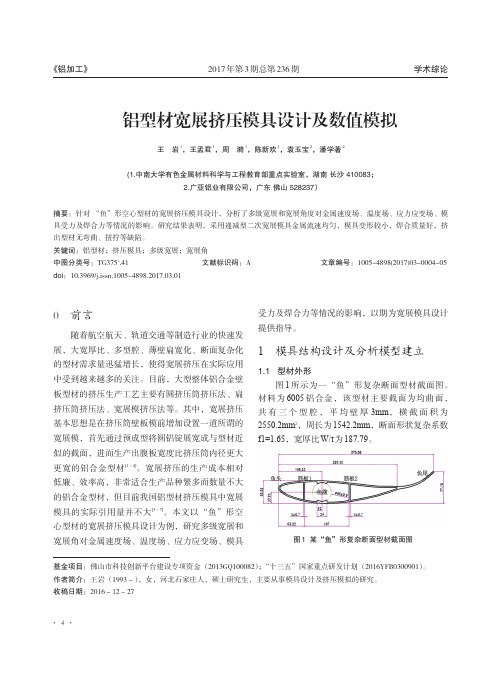
铝型材宽展挤压模具设计及数值模拟王岩1,王孟君1,周漪1,陈新欢1,袁玉宝2,潘学著2(1.中南大学有色金属材料科学与工程教育部重点实验室,湖南长沙410083;2.广亚铝业有限公司,广东佛山528237)摘要:针对“鱼”形空心型材的宽展挤压模具设计,分析了多级宽展和宽展角度对金属速度场、温度场、应力应变场、模具受力及焊合力等情况的影响。
研究结果表明,采用递减型二次宽展模具金属流速均匀,模具变形较小,焊合质量好,挤出型材无弯曲、扭拧等缺陷。
关键词:铝型材;挤压模具;多级宽展;宽展角中图分类号:TG375+.41文献标识码:A文章编号:1005-4898(2017)03-0004-05doi :10.3969/j.issn.1005-4898.2017.03.01基金项目:佛山市科技创新平台建设专项资金(2013GQ100082);“十三五”国家重点研发计划(2016YFB0300901)。
作者简介:王岩(1993-),女,河北石家庄人,硕士研究生,主要从事模具设计及挤压模拟的研究。
收稿日期:2016-12-270前言随着航空航天、轨道交通等制造行业的快速发展,大宽厚比、多型腔、薄壁扁宽化、断面复杂化的型材需求量迅猛增长,使得宽展挤压在实际应用中受到越来越多的关注。
目前,大型整体铝合金壁板型材的挤压生产工艺主要有圆挤压筒挤压法、扁挤压筒挤压法、宽展模挤压法等。
其中,宽展挤压基本思想是在挤压筒壁板模前增加设置一道所谓的宽展模,首先通过预成型将圆铝锭展宽成与型材近似的截面,进而生产出腹板宽度比挤压筒内径更大更宽的铝合金型材[1~4]。
宽展挤压的生产成本相对低廉、效率高,非常适合生产品种繁多而数量不大的铝合金型材,但目前我国铝型材挤压模具中宽展模具的实际引用量并不大[5~7]。
本文以“鱼”形空心型材的宽展挤压模具设计为例,研究多级宽展和宽展角对金属速度场、温度场、应力应变场、模具受力及焊合力等情况的影响,以期为宽展模具设计提供指导。
铝型材挤压模具设计及制造工艺

212文章编号:1001-4934(2007)02-0021-03铝型材挤压模具设计及制造工艺佘少玲(广东番禺职业技术学院 机械与电子系,广东 番禺 511483)摘 要:介绍了常用的铝型材挤压模具的制造工艺。
通过对铝型材零件的机构分析,阐述挤压模具采用分体设计便于制造。
分析了铝型材挤压模具的机加工、电加工及热处理和部分工艺参数选择的重要性。
最后通过试模后,该模具能够挤压出完全合格的铝型材。
关键词:挤压模具;电火花加工;热处理中图分类号:TG376文献标识码:BAbstract : Manufacturing process of aluminum extrusion die was introduced .By analyzing the structure of the part ,design is easy to manufacture by separating die by parts .The importance of parameter choosing during die manufacturing ,heat treatment and EDM was analyzed .Finally ,after trial ,the die can extrude qualified part .Keywords : extrusion die ;EDM ;heat treatment收稿日期: 2006-11-13作者简介:佘少玲(1968-),女,工程师。
0 引言近年来建材市场迅猛的发展带动了铝加工行业的飞速发展。
铝加工行业尤其是铝型材以其独特的断面被广泛应用到各行各业,铝型材的加工过程中挤压模具就显得尤为重要。
目前各生产厂家意识到挤压模具的重要性,都在模具的加工手段、方法、材料的选用等方面进行深入的探索和研究,以达到模具加工周期短、寿命长,同时要求模具挤压的制品精度和光洁等方面都有良好的外观。
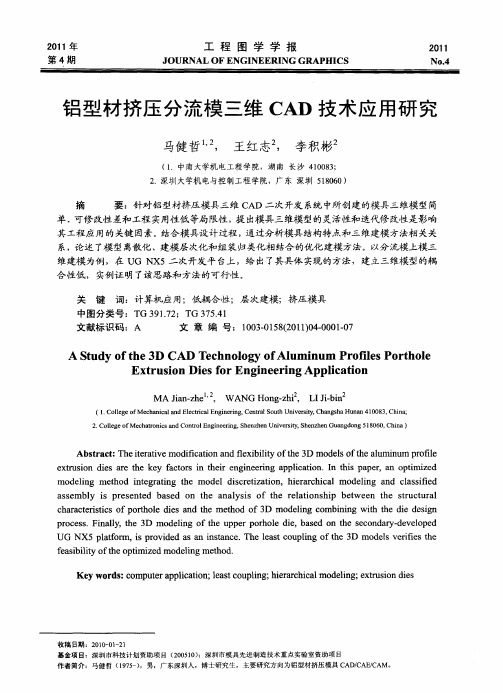
铝型材挤压分流模三维CAD技术应用研究
11 模 具 结构特 点 .
进 。考虑 到挤压模 具设计 的复 杂性和 理论 设计 的 不完善 ,一个 切 实可行 的发展方 向是 开发 一种 能
够 人机交 互 的智 能化 的三维挤 压模 具设计 系统 。
自从 1 7 9 7年 第一个 铝型材 挤压模 的 C D/ A
C M 系统 “ L XT”出现 后 【, 国内外 许 多学 A AE J 』
2 .深圳 大学机 电与控制 工程 学院,广 东 深圳 5 8 6 10 0)
摘
要 :针 对 铝型 材挤压 模 具三 维 C D 二 次开发 系统 中所创 建 的模 具三 维模 型 简 A
单、 可修改性差和工程 实用性低等局限性 , 出模具三维模型的灵活性和迭代修 改性是影响 提 其 工程应 用 的 关键 因素 。结合模 具设 计 过程 ,通 过分析 模 具结构 特 点和三 维建模 方法相 关 关
-
纸 的集 中管理 和快速 检索 口;廖 培根等 重点对 模 J
具 工作 带设计 开发 了应 用 模块 。 目前 的研究 工 J
作 主要集 中在系 统框架建 立 、经 验数据库 和模具 设计 方法耦 合等 方面 ,对 于作 为 C AD 系统基础 的模 具三维 模型创 建方面 研究 则相对 较少 。随着 异形 型材 需求增 加 ,模 具复杂程 度 大幅增加 ,现 有 的模 具 三 维 C AD 系 统 由于创 建 模 型 相对 简 单 ,可 修 改性不 强等局 限性 ,逐渐 成为模 具 j维
毕设论文——铝支座精密成型及模具设计
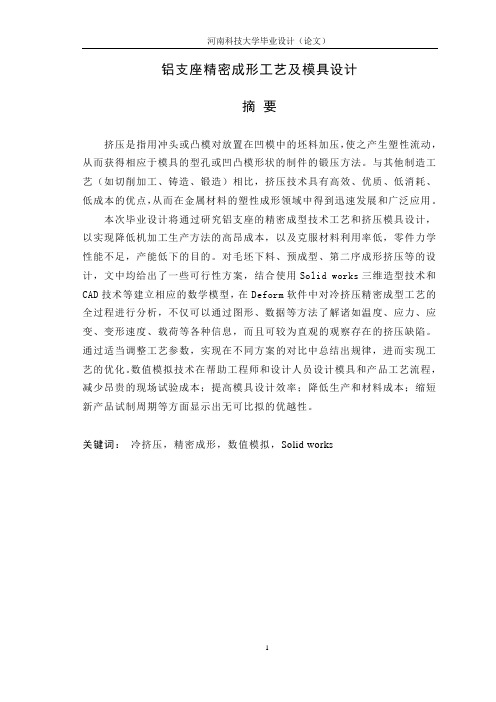
铝支座精密成形工艺及模具设计摘要挤压是指用冲头或凸模对放置在凹模中的坯料加压,使之产生塑性流动,从而获得相应于模具的型孔或凹凸模形状的制件的锻压方法。
与其他制造工艺(如切削加工、铸造、锻造)相比,挤压技术具有高效、优质、低消耗、低成本的优点,从而在金属材料的塑性成形领域中得到迅速发展和广泛应用。
本次毕业设计将通过研究铝支座的精密成型技术工艺和挤压模具设计,以实现降低机加工生产方法的高昂成本,以及克服材料利用率低,零件力学性能不足,产能低下的目的。
对毛坯下料、预成型、第二序成形挤压等的设计,文中均给出了一些可行性方案,结合使用Solid works三维造型技术和CAD技术等建立相应的数学模型,在Deform软件中对冷挤压精密成型工艺的全过程进行分析,不仅可以通过图形、数据等方法了解诸如温度、应力、应变、变形速度、载荷等各种信息,而且可较为直观的观察存在的挤压缺陷。
通过适当调整工艺参数,实现在不同方案的对比中总结出规律,进而实现工艺的优化。
数值模拟技术在帮助工程师和设计人员设计模具和产品工艺流程,减少昂贵的现场试验成本;提高模具设计效率;降低生产和材料成本;缩短新产品试制周期等方面显示出无可比拟的优越性。
关键词:冷挤压,精密成形,数值模拟,Solid worksAluminum Bearing Precision Forming Technology and DieDesignABSTRACTExtrusion punch or punch and refers to the use of the billet placed in die pressure, to produce plastic flow, which corresponds to the mold of hole or concave and convex shape of parts forging method. With other manufacturing processes, such as machining, casting, forging, extrusion technology has high efficiency, high-quality, low consumption, low cost advantages, thus in the field of plastic forming of metal material get rapid development and wide application.This graduation design will through the study of precision molding technology aluminum bearing process and extrusion die design, in order to achieve lower machining method is the high cost of production, and to overcome the low material utilization, insufficient mechanical properties, low capacity. The purpose of Under the blank material, preforming, second order design of extrusion forming, etc, are given in this paper some feasible solutions, combined with Solid works 3 d modelling technology and establish the corresponding mathematical model of CAD technology, in the Deform software to analyze the whole process of cold extrusion for precision molding process, not only can be through the graphics, data and other methods to understand, such as temperature, stress, strain, strain rate, load, etc all kinds of information, and can be more intuitive extrusion defects existing in the observation. By properly adjusting process parameters, implementation in different scheme comparison, summed up the regularity in achieving process optimization. Numerical simulation technology in helping engineers and designers to design mould and product process flow, reduce the cost of expensive field test; Improve the efficiency ofdie design; Reduce the production and the cost of materials; Shorten the new product trial production period, etc, show the incomparable superiority .KEY WORDS:cold extrusion,,precision forming,numerical simulation ,Solid works前言................................................... 第一章设计零件的工艺分析及方案选择.....................§ 1.1 任务零件...................................§ 1.2 任务零件的工艺分析及工艺参数的计算.........§ 1.3 任务零件方案初步选择 .......................§ 1.4 冷挤压力的计算 .............................§ 1.4.1冷挤压变形程度及许用变形程度..........§ 1.4.2冷挤压力的计算........................§ 1.5 坯料的前期处理 .............................§ 1.5.1下料..................................§ 1.5.2坯料的表面处理及润滑.................. 第二章任务零件的三维造型设计、模拟分析及设备选取..........§ 2.1凸、凹模的Solid works三维造型设计..........§ 2.1.1凸模的设计.................................§ 2.1.2凹模的设计.................................§ 2.2挤压过程的模拟分析 ..............................§ 2.2.1模拟前准备、前处理、后处理..............§ 2.2.2模拟结果分析 ..............................§ 2.3 液压机的选取..................................... 第三章铝支座冷挤压模具设计.............................§ 3.1 冷挤压模具装配简图及其工作原理 .............§ 3.2 模具设计要点 ...............................§ 3.2.1 凸模设计 ............................§ 3.2.2 组合凹模设计 ........................§ 3.2.3 预应力圈设计 ........................ 结论................................................... 参考文献................................................ 致谢...................................................挤压,特别是冷挤压,材料利用率高,材料的组织和机械性能得到改善,操作简单,生产率高,可制作长杆、深孔、薄壁、异型断面零件,是重要的少无切削加工工艺。
铝型材挤压成型过程有限元模拟及模具优化设计

铝型材挤压成型过程有限元模拟及模具优化设计张杨;邓小民【摘要】应用UG NX建立了平面分流组合模的几何模型,利用有限元软件DEFORM-3D对挤压过程进行有限元模拟,研究了挤压铝合金空心型材时金属的流动情况.模拟结果表明,即便是对称性较好的铝合金窗用光企型材(有一个对称轴)模具,按照常规的设计方法也很难避免金属的流速不均问题,影响型材的成型度.对于绝大多数空心型材来说,其断面往往都是不对称的,仅依靠设计者的经验和判断设计模具是很难避免金属流速不均问题的.而采用有限元模拟的方法,则可以及时发现设计中存在的不足,并通过修改设计方案,达到满意的效果,为设计模具提供科学的依据.【期刊名称】《有色金属加工》【年(卷),期】2010(039)003【总页数】4页(P36-39)【关键词】平面分流组合模;铝型材;挤压;有限元模拟;工作带长度【作者】张杨;邓小民【作者单位】安徽工业大学材料科学与工程学院,安徽,马鞍山,243002;安徽工业大学材料科学与工程学院,安徽,马鞍山,243002【正文语种】中文【中图分类】TG375铝材以其重量轻、比强度高、加工性能好、可焊接、耐腐蚀和美观等良好特性在现代生产生活中得到了日益广泛的应用[1],尤其是铝合金空心型材,不仅大量应用于民用建筑,而且广泛应用在现代交通运输工具方面。
随着铝型材的应用范围不断扩大,其种类越来越多、结构越来越复杂,市场对产品的要求也在逐年提高,而决定型材形状、尺寸精度、表面粗糙度的关键在于挤压模具的设计。
空心型材的多样化、复杂化,造成模具设计时对各分流孔的数目、面积、布置等的考虑变得更加复杂[2]。
目前,挤压空心型材广泛采用平面分流组合模。
由于平面分流组合模的结构复杂,挤压时金属又是在密闭的型腔中流动,因此模具设计者对挤压过程中的金属流动情况以及模具的应力、应变状况难以掌握[3]。
要想得到质量合格的产品,必须尽量保证制品断面上每个质点以相同的速度流出模孔。
UG 智能冲压模具原型系统设计
UG 智能冲压模具原型系统设计校江超【摘要】Using UG NX4 .0 as CAD platform and VC + +6 .0 as the integrated environment ,the third-party software interface function UG / OPEN API is adopted to study secondary development technology for UG . The stamping feature recognition ,CAPP and UG secondary development are integrated to enable design intelligent stamping die system .The stamping feature recognition module ,the stamping part CAPP module and the mould generation module ,which are required for the system to implement the intelligence and automation functions ,are studied in detail .T hese three module functions are respectively for reading stamping part manufacturing parameters ,devising an appropriate stamping process and automatically generating stamping parts by the UG/OPEN API function .It is verified that the design system works properly .%以UGNX4.0为CAD 平台,VC++6.0为集成环境,使用第三方软件接口函数UG/OPEN API对UG二次开发技术进行研究,并将冲压件特征识别、CAPP和UG二次开发三种技术进行融和,从而实现冲压模具智能设计系统.对系统实现智能化和自动化功能所需要包含的功能模块即冲压件特征识别模块、冲压件CA PP 模块和模具生成模块进行详细的研究,该三个模块分别是获取冲压件的制造特征及其特征参数、计算合理的冲压工艺路线的方法、使用 UG/OPEN API函数自动生成成形冲压件的模具.最后通过系统运行论证了实现系统的正确性.【期刊名称】《西安工业大学学报》【年(卷),期】2013(000)010【总页数】5页(P804-808)【关键词】UG;冲压工艺;模具;特征参数【作者】校江超【作者单位】西安工业大学机电工程学院,西安 710021【正文语种】中文【中图分类】TP37模具作为现代制造业的基本工艺装备之一,对产品和质量有着非常重要的作用,其制造技术水平可以衡量一个国家的产品制造水平[1].随着社会对生产率的要求,模具制造工业也正在逐步走向自动化.UG软件是当今世界模具设计的主要软件之一,鉴于UG软件在模具设计中的广泛应用,本文提出了对以UG为CAD平台的冲压模具智能设计原型系统的研究.1 冲压模智能系统设计本文提出的基于UG的冲压模智能设计原型系统,是以美国UGS公司的UGNX4.0为CAD平台,以 Microsoft公司的 Microsoft Visual C++6.0为集成环境,通过UG的用户接口函数UG/OPEN API函数对UG进行二次开发实现系统[2].系统包含了三个主要功能模块,分别为冲压件特征识别模块、冲压件CAPP模块和模具生成模块.三个模块的信息流向是从冲压件特征识别模块流向模具生成模块.冲压件特征识别模块的作用是获取冲压件的制造特征和特征参数;冲压件CAPP模块的作用是通过推理计算合理的冲压工艺路线;模具生成模块的作用是通过UG /OPEN API函数自动生成成形冲压件的模具.在系统运行过程中,三个模块将进行从冲压件特征识别模块到模具生成模块方向的参数传递并输出相关参数.用户在初始阶段输入零件后,运行系统,系统通过三个功能模块的顺序执行最终以零件和装配体的形式输出到UG界面.本系统设计功能为:在用户输入所需要设计模具的冲压件后,首先由冲压件特征识别模块自动提取冲压件的制造特征和特征参数并传递给冲压件CAPP模块,同时输出特征和特征参数,特征识别模块运行结束;CAPP模块在特征识别模块运行结束并接收到其传递的数据后,进行工艺决策,将工艺数据传递给模具生成模块,并输出工艺数据,CAPP模块运行结束;在CAPP模块运行结束后,模具生成模块接收来自CAPP模块的工艺数据,根据工艺数据自动生成模具所需要的零部件,组成装配体,并将零部件和装配体输出.为了能达到上述功能,建立了如图1所示的系统模型框架.由图1可以看出,系统的有效运行以三大模块为支撑,以下分别论述冲压件特征识别模块、冲压件CAPP模块和模具生成模块.图1 FR-CAPP-MG框架模型图Fig.1 FR-CAPP-MG framework model 1)冲压件特征识别模块冲压件特征识别模块识别制造特征及与制造特征相对应的特征参数.特征识别模块在整个框架中处于第二阶段,即在用户输入相应的冲压件之后.在冲压件特征识别模块运行前,用户需输入相关零件.输入零件的格式可以是PRT、STEP和IGES格式等.在用户输入待识别的冲压件之后,运行系统,特征识别模块将首先执行,其将自动提取冲压件的制造特征和特征参数.制造特征如冲孔特征,拉深特征等,将以特征号的形式进行编码然后传递给CAPP模块并输出[3].特征参数是某一特征在制造过程中所依赖的具体参数,如孔径就是冲孔特征下的特征参数,其准确性关系到具体的生产过程.不同的特征参数将导致同一工艺方法的不同工序.因此,冲压件特征识别模块的设计必须考虑到识别的准确性和参数传递的有效性.在特征和特征参数传递给下一个执行模块CAPP模块后,将特征和特征参数以文本文件的形式输出. 2)冲压件CAPP模块冲压件CAPP模块包含工艺决策和工序决策.CAPP模块在特征识别模块之后执行,其依赖于特征识别模块所传递的特征号和特征参数.根据特征号,CAPP模块决定采用何种工艺来成形冲压件;根据特征号所对应的特征参数来决定此工艺所对应的具体工序.对于单个特征的冲压件来说,CAPP模块直接获取了特征号,即获取了制造工艺,只需要对此工艺的工序进行决策便可完成.对于复合特征来说,如翻孔特征和拉深特征的复合特征,其中有拉深工艺和翻孔工艺,必须使用推理机来确定这两个工艺的先后次序,然后再决定具体工序安排.CAPP模块通过一定策略计算好工艺路线后,先将工艺号和工艺参数传递给模具生成模块,再将工艺号和此工艺号相对应的工艺参数以工艺卡片的形式输出,以便用户检查校对.CAPP模块所输出的工艺号决定了模具的类型和结构,其指导模具框架的设计;CAPP模块所输出的工艺参数决定了模具工作部件的尺寸和结构.由此可见,工艺号和工艺参数决定了模具的结构及尺寸.3)模具生成模块冲压模一般由模架和模具工作部件和辅助部件构成[4].模具生成模块是系统的最后阶段,其将根据CAPP模块传递的工艺号和此工艺号所对应的工艺参数来生成相应模具所需要的各个工作部件以及辅助零件.模具模架的类型和尺寸在生成模具前由系统提示用户选择.由于在设计冲压模时,一般选用的是标准模架,因此模架相应的零部件也已标准化,在模具生成过程中,调用模架库中的模架即可,不用重新生成模架.模具生成模块以零件形式(*.prt)和装配体形式(*.asm)输出到UG界面.2 系统关键技术研究2.1 系统流程本系统为基于UG软件的冲压模具智能设计系统,由三个功能模块组成,分别为钣金冲压件特征识别模块、钣金冲压件CAPP模块和模具生成模块[5].钣金冲压件特征识别模块的功能为读取并识别用户输入的三维实体零件;钣金冲压件CAPP模块的功能为接受来自钣金冲压件特征识别模块的数据,进行钣金工艺决策以及工艺路线的显示;模具生成模块接受来自钣金冲压件CAPP模块所生成的工艺数据,根据工艺数据和用户选择模具参数来实现模具的自动生成和显示.系统流程如图2所示.2.2 钣金冲压件特征识别钣金冲压件特征识别模块是智能设计系统的重要组成部分,如何应用UG提供的API函数来查询用户输入零件是解决特征识别的关键[6].鉴于用户输入零件的习惯是实体造型居多,因此本系统对输入零件的查询也针对实体.另外,如果用户需要对片体的特征识别,也可以用基于片体的查询规则来开发本系统.图2 基于UG的冲压模具智能设计原型系统流程图Fig.2 Working procedure of the intelligent stamping mould prototype system based on UG当用户输入零件后,计算机如何来区分零件的种类和参数是特征识别的中心问题.考虑到用户输入零件的形式以实体零件居多,因此识别零件时首先要获取的是实体零件的标志符,即零件的TAG值[7].在UG中,每个实体都有唯一的TAG值.拥有标志符的对象包括实体、特征、点、线、面、链表、表达式等.获取标志符即获取了这个对象的数据的入口,然后利用其他函数查询所需要的具体参数.使用UG /OPEN API函数开发的特征识别模块的流程如图3所示.图3 钣金冲压件特征识别模块流程图Fig.3 Working procedure of the sheet metal stamping part feature recognition module2.3 钣金冲压件CAPP模块钣金冲压件CAPP模块是在钣金冲压件特征识别模块运行结束后运行,其在获取特征号及特征参数后进行综合运算并得出工艺路线安排.由于工艺计算中并不涉及UG/OPEN API函数,故工艺计算时用C++语言即可.钣金冲压件CAPP模块流程图如图4所示.图4 钣金冲压件CAPP模块流程图Fig.4 Working procedure of the sheet metal stamping part CAPP module2.4 模具生成模块模具的自动生成和显示是系统最后完成的工作.模具生成模块需要利用特征识别模块和CAPP模块生成的数据来进行.模具生成模块流程图如图5所示.图5 模具自动生成模块流程图Fig.5 Working procedure of the automatic mould generation module在模具自动生成模块运行前,需要将标准件生成.在模具设计中,大量使用标准件可以节约成本,因此本系统在模具生成中主要是生成模具的工作部分件,即凹模、凸模等关键零件,这样可减少工作量并有利于提高运行效率.由于标准件是成系列的零件,其尺寸和结构都具有标准,因此,适合用UG的族表功能来实现标准件的生成.UG族表功能能够生成结构相同尺寸不同的系列零件.其原理是利用UG建模的三维参数化设计技术,即利用了尺寸驱动技术:在模型建立时,对模型的每个参数都自动设定了一个表达式,并且特定的模型使表达式具有特定的值.因而表达式和模型之间就建立了对应的关系,改变表达式的值就可以得到尺寸不同,结构相似的模型.因此利用UG族表功能来生成成系列的标准件是快速而有效的.在运用族表功能时,用户首先要建立标准件的一个模型,以此模型为种子模型,UG将自动识别此模型中的所有表达式.用户将表达式的值改变将获得一系列标准件.3 系统运行实例系统在开始运行前已使用UG/OPEN Menu-Script技术将菜单内嵌到UG的菜单栏里,实现和UG界面的无缝集成.3.1 无凸缘拉深、翻孔复合特征运行实例输入相关参数后,系统特征识别模块运行,提取相关特征,显示特征为“无凸缘拉深+翻孔特征”,提取并显示相关特征参数,并提示用户选择模具类型.界面如图6所示.图6 选择模具类型Fig.6 Choosing a mould type选择模具类型为“复合模具类型”,系统显示工艺路线为落料、冲孔、拉深、翻边复合模工艺路线,并提示用户选择是否生成模具.选择“生成模具”,系统提示选择模架导向类型,界面如图7所示.3.2 有凸缘拉深、翻孔、冲孔复合特征运行实例点击“冲压模具智能系统”菜单后,系统弹出“运行”子菜单,在点击运行菜单后,系统弹出主界面,输入相关参数后,系统特征识别模块运行,提取相关特征,显示特征为“有凸缘拉深+翻孔特征+冲孔特征”,并提取相关特征参数并显示,提示用户选择模具类型,界面如图8所示.图7 选择模架导向类型Fig.7 Choosing guide type of die set图8 选择模具类型Fig.8 Choosing a mould type选择模具类型为“复合模具类型”,系统显示工艺路线为落料、冲孔、拉深、翻边复合模工艺路线,并提示用户选择是否生成模具,并依次选择“生成模具”,“滑动导向”,“后侧导柱模架”,“250×200”后,系统将自动生成相关零部件,生成的翻边凹模如图9所示.图9 翻边凹模Fig.9 Generating flanging die4 结论目前,冲压件特征识别技术和冲压件CAPP技术的研究和应用比较滞后和薄弱.特征识别技术、CAPP技术是实现CIMS的关键步骤,其已成为企业实施CIMS技术的关键.本文所研究的冲压模具智能设计原型系统,不仅具备对CAD系统依赖性小的优点,而且在模具设计过程中,同时运用了特征识别技术和CAPP技术,使模具设计实现智能化和部分自动化,为企业实施CIMS技术提供了重要条件.智能系统不仅能缩短模具设计周期,提高模具设计质量,而且在整个信息流处理的过程中,使用部分人机交互式和部分自动化方式,使操作界面友好,并具备设计的智能性.智能系统使设计者能从成熟工艺的繁杂计算中解放出来,使其能把更大的精力投入到模具的创新性设计中去,对发展生产力和提高经济效益有显著效果.【相关文献】[1]王新华.冲模设计与制造实用计算手册[M].北京:机械工业出版社,2002.WANG Xin-hua.Practical Calculation Manual of Punching Die Design and Manufacture[M].Beijing:Mechanical Industry Press,2002.(in Chinese)[2] UZSOR R,RAMCHARAN D J,MARTIN-VEQA L A.An Experimental Expert System for Process-Planning of Sheet-Metal Parts[J].Computers Ind Eng,1991,20(1):59.[3] SITARAMAN S K,KINZEL G L,AITAN T.A Knowledge-Based System for Process -Sequence Design in Axisym-metric Sheet-Metal Forming[J].Journal of Materials Processing Technology,1991,25(3):247.[4] PARK S B,CHOI Y.A Study of Computer-aided Process Design System for Axisymmetric Deepdrawing Products[J].Journal of Material Processing Technology,2009,75(3):17.[5] XIAO X Z.An Expert System of Process Planning for Drawing[C]//Proceedingsof the Third Internation Conferences on Technology of Plasticity,2010:545.[6] XIAO X Z.Design of Knowledge Base for Axisymmetrical Deep-drawing Process Planning Expert System[J].International Conference on Production Research(ICPR),2011:1867.[7] NILLSON N J.Artificial Intelligence.A New Synthesis[M].Beijing:Mechanical Industry Press,2002.。
铝型材挤压成型数值模拟及优化设计
一 一
( 模具三维模型 a ) (l b/ ) 4网格模 型
图 1 模具 三维模 型及 14网格模型 /
关键工艺参数 : 坯料 预热温度 、 模具预热温度 和挤压 速度进行正交试验 ,得 出了在符合模具强度条件下 的最佳工艺参数组合 ,以求借 助先进的模具设计 制 造技术 ,帮助企业快速可靠地 开发优化铝型材挤压 模具与工艺规划。
表 2 试验方 案结果表
L 3一 l _ j
( 修 改后的工作带长度 a ) ) 出口速度分 布图 型材
图 3 修改后工作带设计 与型材 出口速度分布 图 3 2
《 装备制造技术)0 年第 l 期 21 1 2
32 虚拟 试 验结 果分 析 .
在满足模具挤压强度条件下 ,焊合室 内焊合 面 5 结束语
4 实验验证
生产试模 ,有效地提高了生产效率 ,降低 了生产成 本, 对生产实践有着重要的指导意义。
在原始工作带和工艺参数 的情下 ,进行第一 参考文献 : 次试模挤压 , 结果挤出型材 出现弯曲、 扭拧 、 波浪 、 麻 点等缺陷 ,有些位置挤 出后略向上翘 ,且上部有缩 口。通过对 比分析结果 , 发现上翘部位都在虚拟模拟
() a原工作带长度
一
( ) 出 口速度分布图像 b 型材
提高成品率 和生产率 的要求。针对该铝合金方 管型 材对焊合 品质要求较高 的情况 ,为 了获得其挤压 的
最佳温度 和速度参数 ,本文采用正交试验的方法[ 4 】 , 通过考察各组参数组合下 ,分 流组合模焊合 室内的 压力大小 , 来获得最佳挤压工艺参数。 选取 的 3 个因素为 : 坯料温度 、 模具温度和挤压 速度 。
Eq i me t u p n Ma u a t n e h oo y No 1 , 0 1 n f cr g T c n lg . 2 2 1 i
铝型材挤压模具设计课件
以便于管理和使用。
(3)模具外形尺寸标准化和系列化
四、挤压模具设计应考虑的因素
模子设计者确定的要素 模子制造者确定的因素 挤压生产者确定的因素 在设计前,拟定合理的工艺流程和选择最佳的工艺 参数,综合分析影响模具效果的各种因素,是合理
设计挤压模具的必要和充分条件。
五、模具设计的原则与步骤
确定设计模腔参数
一般平面模 舌型模和平面分流
六、模具设计的技术条件及基本要求
有适中而均匀的硬度
有足够高的制造精度
有足够低的表面粗糙度
有良好的对中性、平行度、直线度和垂直度
模具无内部缺陷
不得出现棱角
七、铝型材挤压模具的种类及组装形式
1、挤压工具分类
a)大型基本挤压工具 b)模具 c)辅助工具
2、挤压模具分类及特点
定义:
模子轴线与其工作端面所构成的夹角
模角α的特点及作用
a)平模的模角α等于90°——较大的死区,阻止铸锭表面的 杂质、缺陷、氧化皮等流到制品的表面;某些易在死区产 生裂纹与断裂的金属与合金,表面分层、起皮和小裂纹 a)平模挤压消耗挤压力大,模具易变形,甚至压塌 b)锥形模,减小挤压力 c)条件 d)摩擦力
⑥挤压力的大小 ⑦模具的弹性变形情况
A=A。+M+[Ky+Kp+Kr]A。
4、合理调整金属的流动速度
①每一个质点应以相通的速度流出模孔 ②尽量采用多孔对称排列 ③中心很远的部分可采用促流角,或采用导料锥来加速金属的流动 ④阻碍角 ⑤工艺平衡孔,工艺余量,或者采用前室模、导流模
5、保证足够的模具强度
八、设计实例
设计方案
尺寸
热处理 精度
制造工艺流程
车加工 铣加工取石墨电极时, 不能有疏松和夹杂 等缺陷
ug冲压模具设计教程
UG冲压模具设计教程1. 前言UG(Unigraphics)是一款功能强大的三维建模软件,广泛应用于冲压模具设计。
本教程将介绍UG软件在冲压模具设计中的基本操作和常用功能,帮助初学者快速入门。
2. UG软件介绍UG是由美国UGS公司开发的三维CAD软件,具有丰富的功能和用户友好的界面。
它在冲压模具设计中有着广泛的应用,能够帮助设计师快速完成模具设计工作。
3. UG冲压模具设计流程冲压模具设计一般包括以下几个步骤:步骤1:导入零件文件首先,我们需要导入待设计模具的相关零件文件。
UG软件支持多种文件格式的导入,如STEP、IGES等。
导入后,可以对零件进行浏览、编辑和分析。
步骤2:制定设计方案根据冲压零件的形状和要求,设计师需要制定合适的模具设计方案。
这包括模具类型、模具结构和材料选择等。
步骤3:创建模具组件在UG软件中,可以通过建立装配体和零件来创建模具组件。
对于冲压模具设计,通常需要设计上模、下模和导向装置等组件。
每个组件可以在3D空间中进行定位和调整。
步骤4:添加模具特征在模具组件上,设计师需要添加一些特征,如孔、凹槽、平台等。
这些特征可以使用UG软件提供的各种工具进行创建和编辑。
步骤5:模具装配完成模具组件的设计后,需要将它们进行装配。
UG软件提供了装配模块,可以将不同组件进行对位和组装。
步骤6:模具分析在设计完成后,可以利用UG软件进行模具的分析。
这包括模具的强度分析、运动模拟等,以确保模具的稳定性和性能。
步骤7:生成图纸最后,设计师可以利用UG软件生成模具的制图文件。
这些文件包括零件图、装配图和工程图等,可以用于制造和装配过程中的参考。
4. UG冲压模具设计的注意事项在进行UG冲压模具设计时,需要注意以下几点:•熟练掌握UG软件的基本操作,包括模型创建、编辑和装配等功能。
•了解冲压工艺和模具制造技术,以便设计出合理的模具方案。
•注意模具组件的设计精度和装配精度,避免出现尺寸和位置偏差。
•在进行模具分析时,要充分考虑材料的强度和使用条件,以保证模具的稳定性和寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( e t f l t m ca i l izo oai a & T c ncl o ee izo 4 0 6 h a D p.o e r eh nc ,Luhu V ct nl E co a o eh ia C l g,Luh u5 5 0 ,C i ) l n
1 铝 型 材 挤 压 模 具 设 计 的 一 般 过程
铝 型材 挤压 模具 一般 由上模 、 下模 、 位销 、 结 螺钉 等部 分组 成 , 的主要 设 计 要 素有 模 具外 径 、 定 联 它 分 流比、 分流 孔 的形 状 、 大小 和 分布 、 流桥 、 芯 、 分 模 焊合 室 、 径带 等 . 型材 平 面分 流模 的设计 流 程如 图 1 定 铝
所示.
2 铝 型材 挤 压 模 具 设 计 系统 的数 据 流 图
铝 型材挤 压 模具 的设计 是一 个较 为复 杂 的过 程 , 要 综合 考 虑 型材 截 面 、 压 工 艺 、 具 材 料 等 多方 需 挤 模
摘 要 : 析 了铝 型 材 挤 压 模 具 的 设 计 流 程 , 铝 型 材挤 压模 具设 计 数 据 流 图的 基 础 上 , U X 为 开发 平 台 , 分 在 以 GN 综
合运用各种 U / P N开发技 术开发 了铝 型材挤压模具设计 系统 。 GO E 包括 用户 菜单 、 具文件 新建界 面、 面数据 处 模 截
第l 0卷
第 2期
南 京 工 程 学 院 学 报 (自 然 科 学 版 )
Jun l fN nigIstt fT hooy Naua SineE io ) ora aj tueo  ̄ nlg ( trl cec dt n o ni i
Vo . 0, . 1 1 No 2
Ab ta t T e d sg r c d r rau n m r f e e t so d lsi n lz d s r c : h e in p o e u e f lmi u p o l xr in mo u e a ay e .B s d o ed sg aaf w d a r m o i u s a e n t e i d t o ig a h n l
s a l s l n e r t d w t X,r n t b y a d r l b y a d sg i c n l o ss te d sg f ce c n u l y o e m e sy it ga e i UG N h u ssa l n ei l, n i f a t b o t h e i e in y a d q ai f a n i y n i t
o l mi u p o l xr s n mo u e . v r u / E e eo me tt c n lg e r s d t e eo n au n m fau n m r f e e tu i d ls a o s UG OP N d v lp n e h o o i s a e u e o d v l p a l miu i o i e t so d l e i s se x r in mo u e d s u n g y t m, ic u i g u e me u n wl ul mo u e i e i tra e s c in aa p o e sn , n ldn sr n , e y b i d l f n ef c , e t d t rc s i g t l o tc n l g a a tr p o e sn , e t so d l t cu e d sg , a d t cu e g n rt n T i e i y tm i e h o o y p r mee r c si g xr in mo ue sr tr e in u u n s u t r e e ai . h s d sg s se r o n s
21 0 2年 6月
J n ,2 1 u. 02
文章 编 号 :6 2— 58 2 1 )2— 0 4— 7 17 2 5 (0 2 0 0 3 0
基 于 UG/ E 的 铝 型 材 挤 压 模 具 OP N 设 计 系统 开 发
贺晓华, 韦 林 , 吴 星, 富春 王
( 州职 业技 术学 院机 电工程 系, 西 柳 州 5 5 0 ) 柳 广 406
l miu p o l xr in mo l s au n m rf e e t so d u e . i u Ke r s e t so d l ;d t o ig a y wo d : x r i n mo u e a af w d a r m;s c n ay d v l p n ; U OP N u l e o d r e eo me t G/ E
中 图分 类 号 :G 7 . 1 T 3 5 4
De eo v lpm e fAl m i u o ie Ex r so o ul sg S se nto u n m Pr fl t u i n M d e De in y t m
Ba e n UG/ sd o oPEN
理、 工艺参数 处理、 挤压模具结构设计与结构生成等模 块. 该设计 系统与 U X无缝 集成 , GN 运行稳 定可靠 , 大大提
高 了铝 型 材 挤 压 模 具 的设 计 效 率 和 质 量 . 关 键 词 : 压模 具 ; 据 流 图 ; 次 开发 ; G O E 挤 数 二 U / PN