铝合金挤压模设计
铝合金外壳反挤压工艺及模具设计

模具零件尺寸的强度, 同时, 也是选择压力机吨位的
重要数据。
铝合金外壳反挤压力可按下式计算
P=q·N
式中 P— ——反挤压力, N
q— ——单位 挤压力, N/mm2。查 资 料 得 q=800N/
mm2
F— ——挤 压 的 作 用 面 积 , mm2。 经 计 算
F
=
! 4
×
402=1256mm2
4 模具结构设计
外壳反挤压件的好坏与反挤压模具的设计质量 有直接的关系, 合理的模具结构型式是制造合格反挤 压件的关键技术之一。因此, 根据具体的零件形状、尺 寸及材料, 必须要正确、合理地设计模具结构。按照如 上的工艺分析, 采用反挤压模具结构是最佳的设计方 案, 现介绍如下:
4.1 反挤压模具 外壳反挤压模具结构如图 3 所示。该模具由上、
Backwar d Extr uding Technology and Die Design of the Aluminium Alloy Casing
【Abstr act】The advantages of the production for the aluminium alloy casing with backward extruding technology replacing multi - pass ironing technology are marrated. The technological analysis is conducted, the extrusion part is formulated, the blank demension and the backward extruding force are calculated for the aluminium casing. The preparation treatment of the blank, the structure design of the backward extruding die and the manufacturing technical requirements of the main part are introduced. Key wor ds: aluminium alloy casing; backward extruding; technology; die structure
薄壁铝型材挤压模具设计和维护
1挤压模具介绍挤压模具结构设计和制造环节较多,包括选材、设计、制造、修模等环节,其成本占到型材挤压生产成本的35%左右。
在型材加工生产中,一般有两种主要挤压方法:分流组合模挤压法和穿孔针挤压法。
前者加工起来简单且成本较低,后者成本高且应用范围较小,在实际型材加工生产中,分流组合模应用更为广泛。
1.1挤压模具的工作条件。
对于大截面复杂型材的挤压成形,挤压难度比较大,对挤压模具的结构与形状要求也很高,特别是对于这种断面形状较复杂,壁厚相差悬殊,断面面积及外接圆大,多腔空心等型材,挤压模具的工作条件变得更加恶劣。
因此,对挤压模具要求较高,主要有如下几个方面:一是高温高压条件下工作;二是要具有较好的抗磨损能力;三是具有很高的强度和韧性,避免在工作中出现应力集中而使模具破坏。
1.2挤压模具的分类。
挤压模具种类很多,根据不同的分类条件可以进行归类。
分类的主要依据有模具结构和模孔压缩区断面外形。
分流组合模在目前是应用最为广泛的一种模具形式,平面分流组合模的组成结构主要包括上模、下模、定位销和联结螺钉四个部分,其工作原理是在一定的挤压力作用下,锅淀通过分流孔被分流成金属流,流经焊合室进行汇集和傅合,最终由模芯和模孔流出,形成具有所要求几何形状的型材产品。
1.3模具的设计步骤。
实际生产中,产品类型、工艺方法、设备和模具结构都是影响模具设计过程的重要因素。
但是在设计过程中,挤压模具模腔的设计一般按照以下步骤进行:1.3.1模腔参数确定和模孔布置。
模腔参数的确定主要根据挤压机、工艺规程和现场工具设备来确定。
模孔布置合理与否直接影响着模具强度,同时影响金属流动的均匀性。
一般在设计过程中,即使非对称的型材也要尽量保证模孔的对称性,同时使其尽量接近中心紧凑一些。
通常情况下,模孔多设置在同心圆上(模孔之间的间距大于30-50mm,模孔距离模具边缘大于25-50mm,模孔与挤压筒边缘的距离大于20-40mm)。
1.3.2设计模孔尺寸。
挤压模具设计说明书

由于B0=1.4㎜.本设计△=0.1
故Tk=1.4+0.1=1.5㎜
7.模孔工作带长度hg的确定
由于本型材制品的对称性较好,外形相对较小,一般可取2~6㎜,生产实践中对铝合金常用6~15㎜
本设计取hg=6mm
8.模芯的设计
一般伸出下模工作带3-5mm,本设计取4mm,模腔外形按空心型材的空心部分确定。
序号
(mm)
(mm)
单重wd
填充系数K
填充后长度Le
压余厚hy
(mm)
切压余后的有效长度Ld
挤压比
λ
制品长
L制
(m)
成品数
nx6
(m)
成品重
W制(kg)
成材率
W制/Wd
(%)
1
Φ95
Φ90
270
4.64
1.114
242
20
222
54.65
13.512×6m3.89 Nhomakorabea83.84%
2
Φ95
Φ90
320
5.50
因为本设计采用孔道式分流组合模
故:取H上=48H下=40模垫厚10㎜
5.组合模相关参数的确定:
1).分流孔的个数取4个,形状为扇形
2).扇形面积的确定:
因为分流孔面积与制品断面积的比值∑F分/F型=K,K即为分流比,,一般K对于空心型材时,取K=10~30。本设计取K=10
分流孔的面积∑F分=K. F型=10×241=2410 mm2
图7
依据经验a一般取2~5㎜,有的取8㎜.本设计取8㎜
图8
关于α的计算,由上图知
h=H/2+8=38.1/2+8=27.05㎜
铝合金挤压模具原理和设计
ALUMINIUM ALLOYS AND EXTRUDABILITY Al alloys can be extruded more or less suitable : • Soft Al alloys require less pressure, allow a high extrusion speed and complex profile shape. • Hard alloys require higher pressure thus reducing the extrusion speed. The profile thickness needs to be higher and the shape not too complex.
PRESS SPECIFIC PRESSURE It’s one of the most important parameter for presses. It represents the maximum pressure available on the press. Specific Pressure (SP) = Press force (MN) , container section (mm² )
EXTRUSION PARAMETERS / Press parameters
PRODUCTIVTY OF THE PRESS The extrusion productivity is directly linked to optimum profile weight and the extrusion speed. • P = F(speed, profile weight, others)
The profile weight per meter is linked to profile section by the relation : • Profile section = profile weight per meter AL alloy density
铝型材挤压模具讲解

铝型材挤压模具讲解一、铝型材挤压模具的基本概念1. 定义•铝型材挤压模具是在铝型材挤压生产过程中,用于将加热后的铝坯料通过挤压机的压力作用,使其通过特定形状的模孔,从而形成所需铝型材截面形状的工具。
例如,当需要生产一种带有多个中空腔室的复杂铝型材,如建筑用的隔热断桥铝型材时,就需要专门设计的挤压模具来实现。
2. 重要性•它直接决定了铝型材的形状、尺寸精度和表面质量。
一个设计良好、制造精确的挤压模具能够生产出高质量、符合标准的铝型材。
反之,如果模具存在缺陷,如模孔形状不准确或者表面粗糙度不符合要求,那么生产出来的铝型材可能会出现尺寸偏差、表面缺陷等问题,从而影响其在建筑、航空航天等各个领域的应用。
二、铝型材挤压模具的分类1. 按结构分类•平面分流模•这种模具主要用于生产空心铝型材。
它的特点是在模具内部设有分流桥和分流孔,铝坯料在挤压时先通过分流孔被分成几股金属流,然后在模芯的作用下重新汇合,形成空心型材的形状。
例如,在生产空调用的铝制散热管型材时,平面分流模能够很好地控制金属流动,保证型材的壁厚均匀性。
•实心模•实心模相对简单,主要用于生产实心铝型材。
它只有一个模孔,铝坯料直接通过这个模孔挤出形成所需的实心型材形状。
像一些简单的建筑用铝棒材或者工业用的实心铝型材零部件,就可以使用实心模进行生产。
2. 按用途分类•通用模具•通用模具适用于生产多种规格相近的铝型材。
这类模具的设计具有一定的通用性,可以通过调整一些参数,如挤压速度、模具温度等,来生产不同尺寸但形状相似的型材。
例如,在一些小型铝型材加工厂,为了降低成本,可能会使用通用模具来生产多种类型的建筑装饰用铝型材。
•专用模具•专用模具是为特定的铝型材产品专门设计制造的。
由于是针对某一特定型材的形状、尺寸和性能要求而设计,所以其生产的型材精度和质量更高。
比如航空航天领域中使用的一些特殊形状和高性能要求的铝型材,就需要专门定制的专用模具。
三、铝型材挤压模具的设计要点1. 型材截面分析•在设计模具之前,首先要对铝型材的截面形状进行详细分析。
挤压模具结构及设计原则
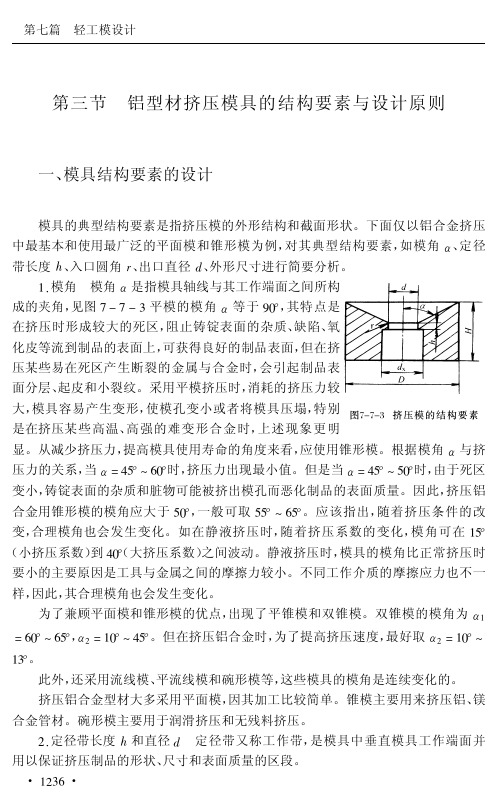
第三节铝型材挤压模具的结构要素与设计原则一、模具结构要素的设计模具的典型结构要素是指挤压模的外形结构和截面形状。
下面仅以铝合金挤压中最基本和使用最广泛的平面模和锥形模为例,对其典型结构要素,如模角!、定径带长度!、入口圆角"、出口直径#、外形尺寸进行简要分析。
!"模角模角!是指模具轴线与其工作端面之间所构成的夹角,见图#$#$%平模的模角!等于&’(,其特点是在挤压时形成较大的死区,阻止铸锭表面的杂质、缺陷、氧化皮等流到制品的表面上,可获得良好的制品表面,但在挤压某些易在死区产生断裂的金属与合金时,会引起制品表面分层、起皮和小裂纹。
采用平模挤压时,消耗的挤压力较大,模具容易产生变形,使模孔变小或者将模具压塌,特别是在挤压某些高温、高强的难变形合金时,上述现象更明显。
从减少挤压力,提高模具使用寿命的角度来看,应使用锥形模。
根据模角!与挤压力的关系,当!)*+(,-’(时,挤压力出现最小值。
但是当!)*+(,+’(时,由于死区变小,铸锭表面的杂质和脏物可能被挤出模孔而恶化制品的表面质量。
因此,挤压铝合金用锥形模的模角应大于+’(,一般可取++(,-+(。
应该指出,随着挤压条件的改变,合理模角也会发生变化。
如在静液挤压时,随着挤压系数的变化,模角可在!+((小挤压系数)到*’((大挤压系数)之间波动。
静液挤压时,模具的模角比正常挤压时要小的主要原因是工具与金属之间的摩擦力较小。
不同工作介质的摩擦应力也不一样,因此,其合理模角也会发生变化。
为了兼顾平面模和锥形模的优点,出现了平锥模和双锥模。
双锥模的模角为!! )-’(,-+(,!.)!’(,*+(。
但在挤压铝合金时,为了提高挤压速度,最好取!.)!’(, !%(。
此外,还采用流线模、平流线模和碗形模等,这些模具的模角是连续变化的。
挤压铝合金型材大多采用平面模,因其加工比较简单。
锥模主要用来挤压铝、镁合金管材。
碗形模主要用于润滑挤压和无残料挤压。
铝型材挤压工艺设计规程

1、目的规范热挤压型材(基材)的生产作业活动,以达到准确成形、保证质量、提高效率的目的。
2、适用范围适用于在本公司挤压生产的整个过程。
3、职责3.1车间主任负责指导和监督车间员工按本规程的规定操作。
3.2其他各岗位员工严格按本规程的规定进行操作。
4、操作规程4.1挤压生产工艺流程图:4.2生产前的准备4.2.1模具的准备(责任人:挤压班长)4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使用的模垫应及时清除出车间,防止错用不合格的模具和模垫。
4.2.1.2派模工接到生产计划指令后,组织合格模具,送抛光工处进行抛光,完毕配送机台。
4.2.1.3模具在炉中的停留时间最长不超过8小时。
4.2.1.4模具加热及保温控制如表14.2.2盛锭筒的准备(责任人:挤压班长)1.1.1.1盛锭筒必须保持干净,无严重磨损或大肚,否则,挤压产品将会出现夹渣或气泡。
1.1.1.2盛锭筒与模具配合的端面应平整无损伤和粘铝否则挤压时会跑料。
1.1.1.3盛锭筒的加热元件必须完好并有足够的加热能力。
否则,盛锭筒将无法达到工艺要求的温度。
1.1.1.4盛锭筒温度控制在380℃-430℃之间,严禁超出范围。
1.1.1.5每班上班前,应对盛锭筒进行一次清缸。
在正常挤压时,每隔20-50支锭应进行一次清缸,以确保盛锭筒内清洁干净。
1.1.1.6盛锭筒应避免急冷急热,在正常情况下,盛锭筒应在工艺要求的温度范围内长期保温,交班时不要断电。
1.1.3铝合金圆铸锭的准备(责任人:主机手)1.1.3.1根据排产单的要求选用相应牌号的合金,其数量由生产任务的多少决定。
1.1.3.2各机台所使用的铝合金圆铸锭必须是有炉次编号的圆铸锭。
1.1.3.3圆铸锭在入炉加热之前,应作表面质量自检,自检由主机手负责,凡是有明显夹渣、冷隔、中心裂纹和弯曲的圆铸锭,都不应入炉加热,应将其挑选出来退回熔铸车间。
1.1.3.4不允许圆铸锭在地面上滚动,凡是表面有泥沙、灰尘时,均应清理干净后再入炉加热。
铝合金挤压工艺及模具毕业设计

一、绪论1.1 挤压加工方法挤压是有色金属、钢铁材料生产与零件成型加工的主要方法之一,也是各种复合材料、粉末材料等先进材料制备与加工的重要方法。
从大尺寸金属铸锭的热挤压开坯、大型管棒型材的热挤压加工至小型精密零件的冷挤压成型,从粉末、颗粒料为原料的复合材料直接固化成型到金属间化合物、超导材料等难加工材料,现代挤压技术得以广泛的应用。
挤压加工的方法主要有正挤压,反挤压,侧向挤压,玻璃润滑挤压,静液挤压,连续挤压。
挤压加工特点是处于强烈的三向压应力状态,这有利于提高金属的塑性变形能力,提高制品的质量,改善制品内部微观组织和性能。
除此以外,挤压加工还具有应用范围广,生产灵活性大,工艺流程简单和设备投资少的特点。
应用挤压加工工艺最多的材料是低熔点的有色合金,如铝及铝合金。
1.2 铝加工行业的分布中国的铝加工企业主要集中于沿海(广东、福建、浙江、上海、江苏、山东、河北、天津、北京、辽宁)地区,即珠江三角洲(广州一深圳为中心的经济圈)、长江三角洲(上海为中心的经济圈)、环渤海湾地区(京津经济圈)所占比例较大,许多铝加工企业都云集于此三大经济圈。
在珠三角地区,主要集中在佛山地区,其中大沥更是全国,甚至世界地区铝加工业的佼佼者。
1.3铝及铝合金的特点与应用铝及铝合金具有一系列特性,在金属材料的应用中仅次于钢材而居第二位。
目前全世界铝材的消费量在1800万吨以上,其中用于交通运输(包括铁道车辆、汽车、摩托车、自行车、汽艇、快艇、飞机等)的铝材约占27%,用于建筑装修的铝材约23%,用于包装工业的铝材约占20%。
随着中国经济建设的高速发展,人民生活水平的不断提高,中国的建筑行业发展迅速,包括铝型材在内的建筑装饰材料不断增加。
铝型材的应用已经扩展到了国民经济的各个领域和人民生活的各个层面。
根据铝合金的成分和生产工艺特点,通常分为变形铝合金与铸造铝合金两大类。
变形铝合金也叫熟铝合金,根据据其成分和性能特点又分为防锈铝,硬铝,超硬铝,锻铝和特殊铝等五种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空心型材II级是除了空心部分是圆的,直径较小,断面形状是对称的,或者内径较小,外形是不对称的以外。外接圆不大于Φ130mm,只有一个空心部分,其空心部分是非圆形的。所以这里属于空心型材II级。
2.2.2直角部位的圆角半径
挤压制品拐角情况常见,多成直角形式。制品是凸形直角,则模孔便是凹形直角,总是与他对应相反的。这种部位不管是在模具上还是在制品上,挤压中都会出现应力集中的情况,而且易于磨损,影响非常不好。为了避免这类尖角,模具设计往往采用过渡圆角。
摘 要
Abstract
2.5挤压工具总体设计..................................................................................................................9
4.5挤压垫的设计........................................................................................................................29
—
0.53
0.58
0.66
0.76
0.89
—
10
>38.00~50.00
0.36
—
0.61
0.66
0.79
0.91
1.07
1.27
11
>50.00~100.00
0.61
—
0.86
0.97
1.22
1.45
1.73
2.03
12
>100.00~150.00
0.86
—
1.12
1.27
1.63
1.98
2.39
(7)轻金属及轻合金具有良好的挤压特性,特别适合于挤压加工,如铝及铝合金可以通过多种挤压工艺和多种模具结构进行加工。近年来,由于平面分流组合模的不断改进和发展,通过焊和挤压法来生产复杂的空心铝制品获得广泛的应用和推广。
1.3研究目的和意义
挤压工具分为基本工具和模具。模具包括模子,穿针孔等直接参与金属变形且消耗比价大的工具,模具是最重要的挤压工具。在现代化大生产中,基本挤压工具和模具对现实整个挤压过程有着十分重要的意义。模具的寿命是评价某挤压方法经济可行的决定性因素。基本工具是由挤压筒,挤压垫,挤压轴,针支撑,支撑环,压型嘴和模架组成。采用模具加工成形金属构件,具有生产效率高,质量好,节省材料,成本低以及规格灵活多变等特点,近几年来,在国民经济建设的各个领域中,得到了广泛的应用。据资料统计,制造一辆汽车需要模具4000套左右,生产一个照相机需要模具400余套,一个系列的铝合金门窗产品需要挤压模具110套之多,在人们生产生活中所接触到的工业制品及零件产品,有70%以上是用模具加工而得的,故产品与模具是密不可分的,即“没有模具就没有产品”。
0.18
0.45
0.30
0.35
0.42
—
—
—
6
>6.00~12.00
0.20
0.60
0.35
0.40
0.46
0.50
—
—
7
>12.00~19.00
0.23
—
0.41
0.45
0.51
0.56
—
—
8
>19.00~25.00
0.25
—
0.46
0.51
0.56
0.64
0.76
—
9
>25.00~38.00
0.30
2.79
13
>150.00~200.00
1ቤተ መጻሕፍቲ ባይዱ12
—
1.37
1.57
2.08
2.51
3.05
3.56
14
>200.00~250.00
1.37
—
1.63
1.88
2.54
3.05
3.68
4.32
(1)在挤压过程中,被挤压金属在变形区能获得比轧制锻造更为强烈和均匀的三向压缩应力状态,这就可充分发挥被加工金属本身的塑性。因此,用挤压法可加工那些用轧制法或锻造法加工有困难,甚至无法加工的低塑性,难变形金属或合金。对于某些必须用轧制或锻造法进行加工的材料,也常用挤压法先对铸锭进行开坯,以改善其组织,提高其塑性。目前,挤压仍然是可以用铸锭直接生产产品的最优越的方法。
(2)根据市场化的优胜劣汰原则,将形成年产量大10万t/a以上的大型挤压集团若干家,有的做大做强,有的做专做特,统领全国铝挤压行业的发展。
(3)铝型材挤压工艺装备正在向大型化,专业化,现代化,标准化,装配式发展,大量的落后的中小型挤压机及其辅助设备,表面处理设备,熔铸和工模具制造舌设被淘汰或更新换代。
(5)挤压过程对金属的力学性能也有良好的影响。特别是对某些具有挤压效应的铝合金来说,其挤压制品在淬火时效后,纵向强度性能远比其他方法加工的同类产品要高。这对挖掘铝合金材料潜力,满足特殊使用要求具有实际价值。
(6)工艺流程短,生产方便,一次挤压即可获得比热模锻或成形轧制等方法面积更大的整体结构零件,而且设备投资少,模具费用低,经济效益高。
这类过渡圆角的取值,对于6063合金挤压最小可取r=0.4mm,其他铝合金挤压可取r=0.6mm;对于难变形的其他有色金属,其过渡圆角的半径取值要适当增大一些。故这里取r=0.5mm。
2.2.3尺寸偏差
挤压件的尺寸及偏差是由模具、挤压设备和其它有关工艺因素决定的。其中受模具尺寸变化的影响很大,而影响模具尺寸变化的原因有模具的弹性变形、模具的温升、模具的材料以及模具的制造精度和模具磨损等。通过查询GB 5237.1 —2004知道,型材横截面尺寸的允许偏差分普通级、高精级和超高精级,型材的横截面尺寸允许偏差等级由供需双方商定,但采用6063、6063A铝合金的型材,对有装配关系的尺寸,其允许偏差应选用高精级或超高精级,这里选用高级精度,如表2-1所示
随着中国国民经济持续快速健康的发展,铝型材的需求将会越来越大,同时装备和技术水平也将越来越先进,相信中国铝型材产品将会有更大的发展空间。伴随着《有色金属产业调整和振兴规划》的实施,高附加值产品和技术创新将日益重要,随着产业链的不断整合,中国的铝型产业将更加快速、高质量的发展。
(1)经过产品结构调整后,在激烈的市场竞争中,一大批设备落后,档次较低,经营不善的中,小型企业被淘汰或者被关,听,并,转,有生命力的建筑型铝型材生产企业已由1996年的1000余家减少到600家左右,估计到2015年前后可能只剩下300家左右。到时,中国的铝挤压企业将完成分散的小型的作坊式经营向集中的大型化的现代化企业转换。
(3)挤压加工灵活性大,只需要更换模具等挤压工具即可在一台设备上生产形状,规格和品种不同的制品,更换挤压模具的操作简便快捷,费时少,工效高。这种加工方法对订货批量小,品种规格多的轻合金材料加工生产厂最为经济。
(4)挤压制品的精度高,制品表面质量也好。随着工艺水平的提高和模具质量的改进,现已能生产壁厚为0.6 0.10mm,超薄,超高精度,高质量表面的型材。这不仅大大减少总工作量和简化后步工序,同时也提高了被挤压金属材料的综合利用率和成品率。
模具是金属压力加工的基础,模具的设计与制造技术是金属压力加工的核心,而模具的质量和使用寿命是决定金属压力加工过程是否经济可行的关键。模具技术特别是设计制造精密,复杂,大型,寿命长的模具是衡量一个国家工业水平的重要标志之一,因此有“模具是工业之母”之说。本次设计主要针对挤压铝合金卷闸门(4603)产品所用的挤压模进行工艺设计和结构设计,设计的理论和过程对挤压模具行业发展具有一定的指导意义,同时通过对模具的设计不仅可以熟悉设计挤压模具的工艺过程,同时能够提高我的综合应用专业知识的能力。
(4)经过几年强有力的结构调整,我国的建筑铝型材的合金品种,状态,产品规格范围,产品的品质将有大幅度的提高。
1.2挤压加工的工艺特点
近年来随着科学技术的不断进步和国民经济的飞速发展,使用部门对铝合金型材的尺寸精度,外观造型及表面粗糙度等质量指标提出了新要求,现在,挤压成型是铝型材的主要加工方法。归纳起来,挤压成形有下列特点。
4.6模具实体图............................................................................................................................30
第一章概述
1.1我国建筑铝型材工业发展现状及趋势
第二章挤压产品的工艺分析
2.1计算产品
产品代号:PKC-4603
牌号及状态:6063 T5
密度:2.69g/cm3
壁厚:1.25mm
米重:0.711kg/m
技术标准:GB5237.1-2004
图2-1基本尺寸
2.2工艺性分析
2.2.1截面形状和尺寸分析
型材断面大小用外接圆来衡量,外接圆越大,所需要的挤压力就越大。一般来说,每台挤压机上能挤压出的最大外圆的型材不是固定不变的,她与挤压筒直径有关,如20MN挤压机的挤压筒直径一般为Φ170~Φ200mm,最大的可以为Φ200mm,挤压型材的最大外接圆一般比挤压筒直径小25~50mm,挤压空心型材时应该更小点。但用宽展挤压时,型材的最大外接圆可比挤压筒大15%~36%。由图2-2可知,该型材是一个空心型材,外侧长54mm,宽44mm,空心部分是一个长方形,其尺寸是36.5×41.5mm,壁厚为1.25mm,型材产品断面面积为264mm2,外接圆直径为69.5mm。
1.1.2我国建筑铝型材工业的发展趋势
自上世纪50年代,铝型材生产在中国落地生根。改革开放至今30年,中国的铝型材产业一直蓬勃发展。产品结构一直以建筑用材为主,但是随着中国工业水平和规模的不断提高,工业用材产量也逐年攀升。在汽车制造、轨道交通、电力、机械装备制造业、家电等行业,对铝型材的需求迅速增加,新产品、新工艺、新用途的铝型材不断出现,推动了技术进步和行业持续健康发展。