新能源动力电池正极柱工程图
动力电池简化模型结构

动力电池简化模型结构动力电池的结构包括以下部件:1、电池盖2、正极----活性物质为氧化钴锂3、隔膜----一种特殊的复合膜4、负极----活性物质为碳5、有机电解液6、电池壳动力电池特点:高能量和高功率;高能量密度;高倍率部分荷电状态下(HRPSOC)的循环使用;工作温度范围宽(一30~65℃);使用寿命长,要求5—10年;安全可靠。
动力电池结构与原理?动力电池系统的工作原理如下:电池单元。
电池是将化学能直接转化为电能的基本单元设备,包括电极、隔板、电解质、外壳和端子,设计为可充电。
电池模块。
电池模块以串联、并联或串并联方式组合多个电池单元,只有一对正负输出端子,作为电源组合使用。
单位。
电池由几十个电池单元或电池模块串联组成一个电池单元。
多个电池单元串联连接以形成动力电池组件。
CSC采集系统。
每个电池单元具有多个CSC 采集系统,以监控每个电池单元或电池组单元的电压和温度信息。
CSC采集系统向电池控制单元报告相关信息,并根据BMU指令进行单体电压均衡。
电池控制单元。
安装在动力电池组件内部,是电池管理系统的核心部件。
电池控制单元将整车单体电压、电流、温度、高压绝缘等信息上报给整车控制器,并根据∨CU的指令控制动力电池。
高压电池分配装置。
它安装在动力电池组件的正负输出端,由高压正继电器、高压负继电器、预充电继电器、电流传感器和预充电电阻等组成。
维护开关。
位于动力电池总成的中间面,打开驾驶室内辅助仪表的手套箱开关,操作维修开关。
在检查和维护高压部件之前关闭维修开关可以确保切断高压。
结构主要分为主控模块和从控模块两大块。
具体来说,由中央处理单元(主控模块)、数据采集模块、数据检测模块、显示单元模块、控制部件(熔断装置、继电器)等构成。
一般通过采用内部CAN总线技术实现模块之间的数据信息通讯。
原理:电池放电时,负极发生氧化反应向外电路释放电子,正极发生还原反应,从外电路得到电子,电池充电时过程正好相反,负极得到电子发生还原反应,正极失去电子发生氧化反应。
锂离子电池基本结构ppt课件
120 mAh/g
电位平 台 3.7V
4V
4.2V
性价比 3 2 1
特点
性能稳定,高比容量,放电平 台平稳
高比容量,价格较低热稳定性 较差,
低成本,高温循环和存放性能 较差
10
1
LiCoO2正极材料
具有层状结构,理论容量274 mAh/g,实际容量140mAh/g 充放电过程中,层状结构易转化为尖晶石结构,高温循环性 能差。
负极 采用石墨层间化合物LiXC6; 隔膜 聚烯烃微孔膜(PE / PP); 电解液 锂盐的有机溶液(LiPF6+PC /EC/DMC) 外壳五金件 铝/钢壳、盖板、极耳、绝缘片
3
锂离子电池结构示意图
4
1、锂离子电池结构——正极
(1)正极物质:活性物质、导电剂(碳黑)、黏结剂 组 (2)正极集流体:Al箔 成 (3)正极极耳:Al带
13
4
LiFePO4正极材料
具有橄榄石型结构,具有层状结构,理论容量274mAh/g, 实际容量170mAh/g,原料资源丰富,价格低廉,且无毒对 环境友好。
离子和电子电导率低,大电流放电性能不好。
解决途径:加入导电性物质、掺杂、包覆。
14
层状结构材料( LiCoO2、 LiNiO2等)
15
尖晶石结构材料LiMn2O4
Li-ion Battery 第四章 锂离子电池基本结构
;.
1
一、锂离子电池的组成
正极
LiCoO2 、 LiNiO2 、 LiMn2O4 等
电池组成
负极
人造石墨系列、天然石墨系列、焦炭系列等
电解质
有机溶剂电解质(液态) 聚合物电解质(固态、凝胶)
锂动力电池保护板接线

锂动力电池保护板接线
锂动力电池保护板分正极板和负极板,负极板分为负极同口板、负极分口板,其功能都是一样的,但不支持通过软件来修改正、负极保护板的设置,所以只能按照保护板接线图来确定保护方式。
(1)负极板分口接线
负极板分口接线如图1所示,负极板分口接线顺序见表1。
表1 负极板分口接线顺序
(2)负极板同口接线
负极板同口接线如图2所示,负极板分口接线顺序见表2。
(3)正极板同口接线
正极板同口接线如图3所示,正极板分口接线顺序见表3。
5)检测电压无误后,将保护板插入保护板插座。
6)测量电池B+,B-电压与P+,P-电压是否一致,若两电压一致,说明保护板工作正常(保护板相当于开关,开关已经打开,电流可安全通过)。
如不一,按照上面接线顺序检查接线是否正确。
同口和分口保护板排线的接线方法是一样的,区别在于放电线、充电线的接线方法不一样。
同口充放电的负极都是接在P-线上;分口是充电线接在C-线上、放电接在P-线上。
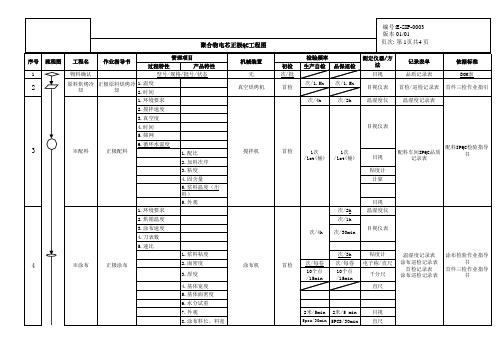
聚合物圆柱电池QC工程图(含附属全套EXCEL表)
直尺/卡尺
正极焊接过程 巡检记录表 首检记录表
正极片检验作业指 导书
巡检作业指导书
5pcs/15min 5PCS/1h
12
※正极耳焊 接
正极耳焊接
13
贴胶纸 正极贴胶纸
14
外观检验 正极外观全检
15
转序检验
正极计数
2.焊接拉力 3.外观
尺寸、外观
超声波金属焊接机 首检 5pcs/15min 5PCS/1h
次/1.5h 次/1.5h
测定仪器/方 法 目视
目视仪表
记录表单
依据标准
品质记录表
BOM表
首检/巡检记录表 首件三检作业指引
次/4h
次/2h
温湿度仪
温湿度记录表
目视仪表
首检
1次
1次
/lot(桶) /lot(桶)
目视
粘度计 计算
配料IPQC检验指导
配料车间IPQC品质
书
记录表
次/4h
次/2h 次/1h
目视 直尺
5
※削边
正极削边 张力、转速
尺寸、外观
削边机
首检 次/5min 次/每卷 目视/直尺 首检/巡检记录表 巡检作业指导书
转速
目视仪表
6
※对辊
正极对辊
1.外观/极片柔韧
性 2.厚度
对辊机
首检
3pcs/5min 3PCS/30min (每批至少
3pcs/30min 检测两次)
目视/对折 千分尺
备注
首检/巡检记录表
巡检作业指导书 首件三检作业指引
3.长度
直尺
序号 流程图 工程名
7
※裁大片
聚合物电芯正极QC工程图
新能源汽车动力电池及电源管理 ppt课件
ppt课件
8
镍氢电池的失效
• 储氢合金既承担着储氢的作用,又起到催化剂作用,在电 池出现过充和过放电时,可以消除由正极产生的O2和H2。 从而使电池具有耐过充、过放电的能力。但随着充、放电 循环的进行,储氢合金的催化能力逐渐退化,电池的内压 就会上升,最终导致电池漏液失效。
单体电池
电池模组
ppt课件
进行
ppt课件
25
电源系统的常规维护程序
• 在进行充放维护过程中,检查管理系统的功能是否运转正常 • 在充放维护过程中,检查风扇是否在规定的温度下开启和关闭,是否
运转正常 • 产品在充放维护结束后,检测对蓄电池包的绝缘电阻,测得的绝缘电
阻应满足指标的要求。用电压表分别测试蓄电池包的正极端子、负极 端子与蓄电池包的最大电压,同时测得的电压值应不超过上限要求 • 维护后如果动力电源系统的功能都正常,然后再进行使用,如果有异 常情况和故障出现,应立即排除,无法排除的故障应及时与厂家联系。
• 1、拆卸 • 将电池包从车上拆卸下来。若电池包在车上安装位置合适,利于开包检查和
维护,可不进行拆卸 • 2、开包 • 观察电池包外观,看是否有燃烧、漏液、撞击等痕迹 • 拧下电池包上盖固定螺钉,将电池包上盖取下,打开电池包 • 注意避免上盖与电池接触,勿损伤电池包
ppt课件
31
电池拆卸专用举升平台-适用于底盘安装电池
ppt课件
19
凯美瑞混合动力汽车蓄电池系统
• 蓄电池组中某个单体出 现故障时一般不对蓄电 池单体进行拆检,而是 对整组电池更换,并将 更换下来的蓄电池置于 通风、干燥、安全的位 置存放。
ppt课件
20
丰田混合动力汽车蓄电池系统检测与维护
• 维护准备
动力电池模组极柱寻址

动力电池模组极柱寻址动力电池模组是电动车辆中的重要组成部分,它通过将多个电池单体组合成一个整体,提供了电动车辆所需的高能量密度和高功率输出。
在动力电池模组中,极柱的寻址是一个关键步骤,它确保了电池之间的连接和通信。
极柱寻址是指在动力电池模组中,对每个电池单体的正极和负极进行标记,以便正确连接并实现电力传输。
由于电池单体数量众多,而且电池单体的正负极相同,因此需要进行极柱寻址以避免错误连接和混乱。
为了进行极柱寻址,首先需要对每个电池单体进行编号或标记。
通常使用数字或字母对电池单体进行编号,例如从1到n。
然后,对于每个电池单体的正极和负极,使用相应的符号进行标记,例如“+”表示正极,“-”表示负极。
这样,每个电池单体就都有了一个唯一的标识和指示。
在实际操作中,极柱寻址可以通过人工操作或自动化设备进行。
对于小规模的电池模组生产,人工操作可能更为常见。
工作人员可以根据编号和符号将正极和负极正确连接,确保每个电池单体都被正确地寻址。
对于大规模的电池模组生产,可以使用自动化设备进行极柱寻址。
这些设备通常具有高度精确的控制系统和机械装置,可以快速而准确地将正极和负极连接起来。
通过使用自动化设备,可以降低错误率和提高生产效率。
极柱寻址的正确与否直接影响到电池模组的性能和安全性。
如果极柱寻址不正确,可能会导致电池单体之间的不平衡和通信故障,进而影响整个电池模组的性能和寿命。
因此,极柱寻址的准确性和重要性不容忽视。
在实际应用中,动力电池模组的极柱寻址可以通过标准化和规范化来提升。
制定统一的标准和规范可以保证生产过程的一致性和可追溯性,降低错误率和提高生产效率。
同时,通过培训和技术指导,可以提高工作人员对极柱寻址的认识和操作技能,确保极柱寻址的准确性和一致性。
总而言之,动力电池模组的极柱寻址是确保电池之间正确连接和通信的关键步骤。
通过使用标记和编号的方法,以及人工操作或自动化设备,可以实现准确的极柱寻址。
极柱寻址的正确与否直接影响到电池模组的性能和安全性,因此应该重视和加以规范。
新能源汽车电池盖板组装工艺流程
载具B
6正负极柱 装陶瓷环 人工
8正负极 上塑胶注塑
吸塑盘周转
吸塑盘周转
吸塑盘周转
载具B
载具B
13防爆阀贴 聚酰亚胺高 温胶带 人工
12负半自动
14 正负极软连 接贴聚酰亚胺 胶带 人工
15 外检 人工 全检
吸塑盘周转
吸塑盘周转
吸塑盘周转
吸塑盘周转
吸塑盘出货
新能源汽车电池盖板生产工艺流程图
1盖板+防爆 阀焊接 人工 2防爆阀 气密性 半自动组装 3正极柱+密封 圈+陶瓷柱+正 极下塑胶 人工 4负极柱+密封 圈+陶瓷柱+负 极下塑胶 人工 5装入盖板 人工
载具A
10 OCV测试 半自动机组 装 全检 9 氦气检漏 半自动组 装 全检
载具B
载具B
7正负极 装卡簧 半自动组装
16 包装 人工
2018/3/19
动力电池结构简介
动力电池系统简介术语解释缩略语描述BMS电池管理系统Battery Management SystemCSC电池监控单元Cell Supervision CircuitBMU电池管理单元Battery Management UnitTCB温度控制板Temperature Control BoardPDM功率分配模块Power Distribution ModuleBPM后备电源模块Backup Power ModuleCAN控制器局域网Controller Area NetworkSOC荷电状态State of ChargeSOH健康状态State of HealthNTC负温度系数Negative Temperature CoefficientA-CAN BMU与整车HCU通信所使用的CANC-CAN BUM与CSC通讯所使用的CANCH-CAN BMU与充电机通讯所使用的CANMSD维护开关Manual Service Disconnect动力电池系统构成01 0302 04电池箱高压盒热管理附件高低压线束电池箱在整车中的位置(大巴示例)1.底盘上表面(最常见)2.尾部正后方(最常见)3.尾部侧面(常见)4.顶部(不常见)电池箱1.高压连接器正2.高压连接器负3.加热输出4.加热输入5.低压输入6.低压输出7.维护开关(MSD)插座8.气压平衡阀(上盖)9.工装挂钩10.警示标识(踩踏、触摸高压)气压平衡阀平衡阀外侧平衡阀内侧MSD组件(带Fuse)MSD组件(不带Fuse)1.箱盖2.箱体密封垫3.电池监控单元(CSC)4.铜巴5.模组6.箱体7.气压平衡阀依据GB4208《外壳防护等级(IP代码)》,公司产品达到IP67.IP676-防止金属件接近危险部件/尘封(最高为6级)●直径1.0mm的金属件不能进入壳内●尘密效果:无灰尘进入7-防短时间浸水影响(最高为8级)●静止水深:<1m●浸入时间:≤30min1.铝巴2.温度采样线3.电压采样线4.模组总正5.模组总负123模组(Module)模组爆炸图1.顶盖绝缘片板2.线束板3.电芯4.侧板5.端板6.底板电芯直接封装在壳体内,温度采样点和电压采样点如图所示。
电芯极柱的方式
电芯极柱的方式一、介绍电芯是现代电动汽车及移动设备中不可或缺的重要组件,而电芯的极柱则是电芯中至关重要的组成部分。
本文将详细介绍电芯极柱的方式,包括其定义、结构、制造工艺以及应用领域。
二、定义电芯极柱是电池的两极之一,用于传导电流和连接电芯与电器设备。
其主要作用是将电芯的正极或负极连接到设备的正极或负极,使电流能够在电芯与设备之间流动。
三、结构1. 正极极柱正极极柱通常由铝制成,具有较高的导电性和化学稳定性。
正极极柱的结构包括以下几个部分: - 正极集流体:用于收集和分配电流 - 正极材料:通常采用锂离子化合物,如锂铁磷酸盐(LFP)、锂镍锰钴酸(NMC)等 - 正极壳体:用于固定和保护正极材料,防止外部环境对正极的侵蚀2. 负极极柱负极极柱通常由铜制成,具有较低的电阻和高的导电性能。
负极极柱的结构包括以下几个部分: - 负极集流体:用于收集和分配电流 - 负极材料:通常采用石墨等碳材料 - 负极壳体:用于固定和保护负极材料四、制造工艺电芯极柱的制造工艺对电芯性能和电池寿命至关重要。
下面是常见的电芯极柱制造工艺: 1. 材料准备:根据正极和负极极柱要求,准备相应的铝和铜材料。
2. 材料切割:使用专业的切割设备,将铝材和铜材切割成所需形状和尺寸。
3. 表面处理:对切割后的材料进行表面处理,以提高其抗氧化性和导电性。
4. 成型:将正极和负极材料分别压制成柱状,并在适当的温度和压力下完成成型。
5. 引线焊接:将正极和负极分别与引线进行焊接,以便连接电芯与外部电路。
6. 清洗和检查:对成品进行清洗和检查,确保其质量符合要求。
7. 包装和封装:将电芯极柱进行包装和封装,以提高其安全性和便携性。
五、应用领域电芯极柱广泛应用于各种电池产品中,包括但不限于以下几个领域: 1. 电动汽车:电芯极柱是电动汽车电池组的重要组成部分,用于储存和释放电能,驱动电动汽车的电机。
2. 移动设备:电芯极柱被应用于手机、平板电脑、笔记本电脑等移动设备的电池中,供电给这些设备的电路板。