数控6
数控技术及应用第6章 数控机床的电气驱动-步进电动机
工作方式
步进电机的工作方式可分为:三相单三拍;三相单、 步进电机的工作方式可分为:三相单三拍;三相单、 双六拍;三相双三拍等 双六拍;三相双三拍等。“单”是指每次只有一相 绕组通电,“三拍”是指每三次换接为一个循环。
一、三相单三拍
(1)三相绕组联接方式:Y 型 三相绕组联接方式: (2)三相绕组中的通电顺序为: 三相绕组中的通电顺序为: A相 → B相 → C相 通电顺序也可以为: 通电顺序也可以为: A 相 → C 相→ B 相
A 相通电使转子1、3齿和 AA' 对齐。 相通电使转子1 对齐。
A
B'
A C' B
B'
C' B
A'
C
A'
C
B相通电,转子2、4齿 相通电,转子 、 齿 相通电 相轴线对齐, 和B相轴线对齐,相对 相轴线对齐 A相通电位置转 °; 相通电位置转30° 相通电位置转
C相通电再转 ° 相通电再转30° 相通电再转
(3)工作过程 ) A 相通电,A 方向的磁 相通电,
A
B' 4 1 2 3 A'
通经转子形成闭合回路。 通经转子形成闭合回路。
C' B
若转子和磁场轴线方向 原有一定角度, 原有一定角度,则在磁 场的作用下,转子 场的作用下,
C
被磁化,吸引转子, 被磁化,吸引转子,由于磁力线总是要通过磁 阻最小的路径闭合, 阻最小的路径闭合,因此会在磁力线扭曲时产 生切向力而形成磁阻转矩,使转子转动,使转、 生切向力而形成磁阻转矩,使转子转动,使转、 定子的齿对齐停止转动。 定子的齿对齐停止转动。
2、步进电动机
工作原理: 工作原理 : 步进电机是利用电磁铁原理,将脉冲 脉冲 线位移或角位移的电动机。每来一个 信号转换成线位移或角位移 线位移或角位移 信号 电脉冲,电机转动一个角度,带动机械移动一小 段距离。 特点: 特点:(1)来一个脉冲,转一个步距角。 (2)控制脉冲频率,可控制电机转速。 (3)改变脉冲顺序,改变转动方向。 (4)角位移量或线位移量与电脉冲数成正比。
UG数控加工讲义(6——孔加工)
UG数控加工讲义(6)钻销加工操作流程与实例一、操作流程1、创建程序、刀具、几何体以及加工方法。
2、创建操作,选择操作子类型。
选择程序、刀具、几何体以及加工方法父节点。
3、在创建操作对话框中指定待加工的孔、加工表面、底面,设定刀具轴线方向、钻销方式、避让等参数。
4、设置切削参数、非切削参数和进给率等。
5、生成刀轨。
6、通过切削仿真进行刀轨校验、过切及干涉检查。
7、输出CLSF文件,进行后处理,生成NC程序。
二.钻销实例操作本例对零件表面的孔进行加工。
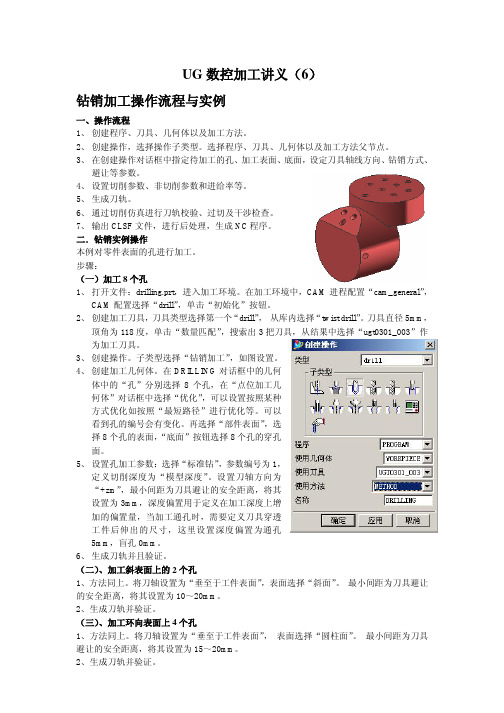
步骤:(一)加工8个孔1、打开文件:drilling.prt,进入加工环境。
在加工环境中,CAM进程配置“cam_general”,CAM配置选择“drill”,单击“初始化”按钮。
2、创建加工刀具,刀具类型选择第一个“drill”,从库内选择“twist drill”。
刀具直径5mm,顶角为118度,单击“数量匹配”,搜索出3把刀具,从结果中选择“ugt0301_003”作为加工刀具。
3、创建操作。
子类型选择“钻销加工”,如图设置。
4、创建加工几何体。
在DRILLING对话框中的几何体中的“孔”分别选择8个孔,在“点位加工几何体”对话框中选择“优化”,可以设置按照某种方式优化如按照“最短路径”进行优化等。
可以看到孔的编号会有变化。
再选择“部件表面”,选择8个孔的表面,“底面”按钮选择8个孔的穿孔面。
5、设置孔加工参数:选择“标准钻”,参数编号为1,定义切削深度为“模型深度”。
设置刀轴方向为“+zm”,最小间距为刀具避让的安全距离,将其设置为3mm,深度偏置用于定义在加工深度上增加的偏置量,当加工通孔时,需要定义刀具穿透工件后伸出的尺寸,这里设置深度偏置为通孔5mm,盲孔0mm。
6、生成刀轨并且验证。
(二)、加工斜表面上的2个孔1、方法同上。
将刀轴设置为“垂至于工件表面”,表面选择“斜面”。
最小间距为刀具避让的安全距离,将其设置为10~20mm。
2、生成刀轨并验证。
数控加工基础教案——第六章数控机床的操作与维护(劳动版)
(一)、组织教学:(考勤、学习准备等)(二)、复习旧课:自动编程的特点和使用。
(三)、讲授新课:第六章数控机床的操作与维护§6—1 数控机床的操作面板一、操作面板的符号及意义数控机床的操作面板是指数控机床上所配置数控系统的操作与控制面板,面板上具体内容按不同型号、用途的数控系统分别设置。
1、面板上一些英文专用符号及意义如下:(图6—2)(1)COPY(程序复制):(2)DEL(删除):(3)LF(ENTER、EOB):(4)MDI(手动数据输入):二、操作面板各功能键的使用1、START 启动功能键:启动加工程序运行回启动自动加工的执行。
2、STOP 停止功能键:停止正在执行的指令。
3、PAUSE 暂停功能键:实施硬件暂停,需按动启动键,即可继续运行加工程序。
4、SINGL BLOCK 单段键:按启动键执行一条相应程序段。
5、BLOCK DELET 单段中止功能键:中止单段执行功能,并恢复连续执行方式。
6、AUTO 自动运行方式:机床连续执行加工程序。
7、EDIT 编辑功能键:在编辑方式下,可以键入(输入)加工程序,或对已存储的加工程序进行检索、修改等。
8、MDI 手动资料数据输入功能键:便于对刀及效验加工程序。
9、AUX GRAPH 图形显示功能键:在加工程序经输入后,可通过该功能显示其加工轮廓的图形,或配合有关按键操作后,动态模拟显示其刀具轨迹等内容,初步效验程序的准确性。
§6—2 数控机床常用的操作方法数控机床的种类很多,不同类型的数控机床,其操作方法也不尽相同,下面以金属切削类数控机床为例,着重介绍一些具有共同性的操作方法。
一、机床的移动部件返回参考点1、自动返回参考点操作通过机床内部所设定的“返回参考点键”。
使机床从当前位置自动返回至机床固定原点位置。
2、手动方式返回参考点操作先按回零键,再按各轴方向键,使坐标轴返回参考点位置。
二、手动功能的应用应用手动功能,可进行一些简单运动的操作,如单坐标轴的直线方式快速运动或按指令进给速度进行的切削加工,以便对机床进行调试、对刀及加工程序局部效验。
USBCNC6使用说明

维斯特科技 USBCNC6型USB接口运动控制卡USB CNC For Mach3接口卡使用说明(中澳技术)注意事项HyTechWorks以“如其所示”的方式提供其产品和服务,对使用本公司产品造成的任何直接/间接人身伤害和财产损失不承担责任。
如果设计和使用不当,自动机床会具有一定的危险性和破坏性,请确保设计和使用的安全以及遵守相关法规法则,如果不确定,请咨询相关专家而不要冒险。
HyTechWorks保留更改设计而不另行通知的权利。
目录注意事项.............................................................................................................- 1 -目录.....................................................................................................................- 2 -产品简介.............................................................................................................- 1 -最低系统要求.....................................................................................................- 2 -外形和连接.........................................................................................................- 3 -USB接头.....................................................................................................- 3 -步进电机接头.............................................................................................- 4 -主轴电机接头.............................................................................................- 5 -继电器接头.................................................................................................- 6 -对刀器接头.................................................................................................- 7 -零点开关及开关量接头.............................................................................- 7 -正常工作/固件恢复模式跳线...................................................................- 8 -驱动程序安装.....................................................................................................- 8 -多重接入...................................................................................................- 14 -Mach3安装和设置............................................................................................- 17 -Mach3插件安装........................................................................................- 17 -继电器和开关输出设置...........................................................................- 21 -X/Y/Z/A/B/C轴设置..................................................................................- 23 -主轴和其它PWM设置............................................................................- 29 -自动回零/软件限位设置.........................................................................- 34 -从动轴操作...............................................................................................- 38 -自动对刀设置...........................................................................................- 40 -紧急停止设置...........................................................................................- 48 -Mach3软件狗设置...................................................................................- 51 -固件更新...........................................................................................................- 54 -正常操作...................................................................................................- 54 -固件恢复...................................................................................................- 59 -接口的枚举和打开...................................................................................- 60 -接口基本信息的读取...............................................................................- 60 -运动的控制...............................................................................................- 62 -其它控制...................................................................................................- 63 -产品简介USBCNC6是一个用于6轴数控机床控制的USB接口,其工作特征如下:²USB接口连接PC,适用任何具有USB接口的上网本,笔记本,台式机以及平板等PC兼容计算机。
数控加工工艺 第6章 壳体类零件的数控加工工艺

3. 最后一步加工结合零件表面精度要求,为了保证零件已加 工表面的粗糙度的,卡盘的卡爪必须选用软爪。
任务规划
选定刀具及功能
序 刀具 号号
1 T1
刀具 补偿
号
1
刀具规格名 称
φ80盘铣刀
数量 1
加工工步
铣削上表面铣削底面的毛坯 余量
备注
编写加工程序
结合实际加工情况设定安全平面,抬刀高度, 切削方式、转移方式等。
加工程序编制
1. 打开零件模型并绘制盘铣上表面刀路辅助线 2. 点击“开始”按钮,选择“加工”选项,进入加工环境界面。 3. 在工序导航器的空白处右击并选择“几何视图”。
1. MCS设置与实际机床加工时一致,把安全平面距离设置为ZM正 方向50mm。
2 T2
2 φ11.5麻花钻 1
预钻中间孔
3 T3 4 T4
3
φ20机架刀
1
粗铣40mm×40mm型腔 粗铣φ60mm圆形和正六边形
3刃
4 φ8HSS立铣刀 1
清角40mm×40mm型腔 铣削中心孔到φ11.7mm
2刃
5 T5
5
φ8定心钻
1
钻定心孔
6 T6 7 T7 8 T8 9 T9
6
φ6.5麻花钻 1
无其它表面处理等特殊要求。
毛坯选择
零件图纸显示最大尺寸为外接圆φ100mm的 正六边形,厚度为30mm,结合装夹尺寸和加 工预留量,可选择φ105mm的铝棒,下料厚
度为36.5mm。
任务规划
设计加工 工艺路线
1. 铣削工件上表面(成型到工件原点Z0 的坐标处)。
6-3数控车床常用指令(二).
(2)复合固定循环切削(G70---G76) 用这些加工指令,只需给定最终精加工路径、循环次数 和每次加工余量,机床就能自动确定粗加工的刀具路 径。 a)外径粗车循环 G71 该指令适用于对毛坯料粗车外径和粗车内径。
直径形式该指令的编程格式为: G71 P ns Q nf U Δu WΔw D Δd (F_ S_ T_ ) 其中ns ---指定精加工路线的第一个程序段顺序号 nf---指定精加工路线的最后一个程序段顺序号 Δu---X轴方向(径向)精加工余量(直径值)。 Δw---Z轴方向(轴向)精加工余量。 Δd---切削深度(半径值) 或 G71 U Δd R e G71 P ns Q nf U Δu WΔw (F_ S_ T_ ) 其中 e ---为每次切削循环的退刀量,可以由参数指定。
28
如图示:用棒料加工出红色所示的锥面,则程序为: N01 T0100 ; N02 G50 X50. Z40. M08 ; X N03 G00 X36. Z30. M03 ; N04 G94 X6. Z22. K-2. F0.3 ; N05 Z21. ; N06 Z20. ; N07 G00 X50.Z40.T0000 M01 ; O Z 20 10 2 2
Z
b)切削大锥面的输入格式为: G94 X(U)_ Z(W)_ K _ F_ ; 其中,X(U)_ Z(W)_ 同圆柱端面,K_ 表示锥面轴向尺寸之差 而且,当所切削的锥面起始点Z坐标大于终点Z坐标时为正, X 反之为负. 如图可以表示为: G00 X36. Z30. ; G94 X6. Z20. K-2. F_ ; O Z 20 10 2
8、固定循环切削 固定循环切削是指对于在加工过程中,必须重复加工多 次才能完成轮廓加工的典型切削形式,刀具运动的路 径预先编好,存储在存储器中,用专门的G代码进行指 令。有单一形状固定循环和复合形状固定循环之分。 (1)单一形状固定循环指令(G90、G94) *外圆切削循环指令格式为: G90 IP_ F__ ; (其中IP_是外径、内径切削终点坐标, F_是切削加工时刀具的进给速度,其他都是按照快速 进给速度进行的) 该指令主要用于轴类零件的外圆、内圆和锥面的加工。
第6章 数控编程的基础知识
(2)与坐标字有关的G代码 G90—绝对尺寸指令 (系统缺省时默认为绝对尺寸状态) 所有点的坐标均以原点为基准计量的坐标 系称为绝对坐标系。绝对坐标值是相对编 程零点的坐标值。 G90表示程序段的坐标字按绝对坐标编程
G91—增量尺寸指令 运动轨迹终点坐标以其起点为基准计量 的坐标系称为增量坐标系(亦称相对坐 标系)。增量坐标值是刀具运动的终点 相对于起始点的坐标值增量。 G91表示程序段的坐标字是按增量坐标 编程。
二、加工程序的结构和程序段格式 1.程序段的结构 一个完整的程序是由若干程序段组成的。 程序段是一个完整的机床控制信息,表示机 床的一种操作。 2.程序段的格式 程序段格式是指程序段中字母、数字和符号 的规定排列形式。 目前国内外广泛采用字地址程序段格式。
字地址格式: 特点:每个程序段都由若干个字组成。 每个字都由英文字母和随后的数字组成, 它代表数控系统的一个具体指令。 字地址格式又称为可变程序段格式。 除地址格式外还有固定程序段格式,但较 为少见。
10英寸YOA5英寸X第一种方法: 用G92编程: Nxx G20 Nxx G92 Nxx G00 第二种方法: Nxx G20 Nxx G00 Nxx G92
G90;(建立英制,绝对坐标) X10 Y5 Z0; X0 Y0 Z0;
G90; X-10 Y-5 Z0; X0 Y0 Z0;
第三种方法: 用G54编程: Nxx G20 G90; Nxx G54 G00 X0 Y0 Z0; 这时固定偏臵01内存值为: x= -10,Y=-5,Z=0。
数控车床
数控铣床
2.坐标数与多坐标加工 坐标数是指数控机床有几个方向采用了 数字控制。
如一台数控车 床,其X和Z方 向采用了数字 控制,则它是 一台两坐标数 控车床。
机床数控技术--习题答案—第6章数控伺服系统
第5章 位置检测装置习题及答案1.伺服系统中常用的位置检测装置有几种?各有什么特点?答:伺服系统中常用的位置检测装置有:旋转变压器、感应同步器、脉冲编码器和光栅,各检测装置的特点如下:旋转变压器:又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种。
其特点是坚固、耐热、耐冲击、抗干扰、成本低,是数控系统中较为常用的位置传感器;感应同步器:感应同步器是从旋转变压器发展而来的直线式感应器,相当于一个展开的多级旋转变压器。
踏实利用滑尺上的励磁绕组和定尺上的感应绕组之间相对位置的变化而产生电磁耦合的变化,从而发出相应的位置信号来实现位移检测的,其特点为:精度高,工作可靠,抗干扰能力强,维修简单、寿命长,测量距离长,工艺好、成本低、便于成批生产;脉冲编码器:脉冲编码器分为光电式、接触式和电磁感应式三种。
数控机床主要使用光电式脉冲编码器。
光电式脉冲编码器按编码方式又分为绝对值式和增量式两种,常用的为增量式脉冲编码器,其优点是结构简单、成本低、使用方便,缺点是有可能由于噪声或其它外界的干扰产生计数误差,若因停电、刀具破损而停机,事故排除后不能再找到事故发生前执行部件的正确位置;光栅:在高精度数控机床和数显系统中,常使用光栅作为位置检测装置。
它是将机械位移或模拟量转变为数字脉冲,反馈给CNC或数显装置来实现闭环控制的。
计量光栅分为圆光栅和长光栅两种。
圆光栅用于测量转角位移,长光栅用于测量直线位移,由于激光技术的发展,光栅制作的精度有了很大的提高,现在光栅精度可以达到微米级甚至亚微米级。
2. 旋转变压器由哪些部分组成?其检测的基本原理如何?答:旋转变压器又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种,结构如下图所示:有刷式旋转变压器的结构无刷式旋转变压器结构示意图1-转轴 ; 2-轴承 ; 3-机壳; 4-转子铁心; 5-定子铁心6-端盖 ; 7-电刷 ;8-集电环旋转变压器是根据互感原理工作的。
第六讲 数控铣削工艺相关知识概述
3 零 件 图 形 的数 学 处 理
数控 铣 削加 工 中 , 工 编程 尺 寸不 能 简单 地 直 手 接选 取工件 图样上 的基 本尺寸 。零件 图形 可按下 述 方式 进行调 整 : )精 度 高 的 尺 寸处 理 , 将 基 本 尺 1 可 寸换算 为平均 尺 寸 ; )几何 关 系 的处 理 , 持 原来 2 保
的零 件 加 工 部 位 ; ) 能 4
法解 决 的 , 考虑 采用 粗加 工 、 可 精加 工及 对称 去 除余
量 等常 规方 法 。此 外 , 应 分 析 零 件所 要 求 的加 工 还 精度 、 寸公 差等 是 否得 到保证 、 无 引起矛 盾 的多 尺 有 余尺 寸 或影 响工 序安 排 的封 闭尺寸 等 。
刀半径 R 越 大 , 刀 端 刃 铣 削 平 面 的能 力 越 低 , 铣 加 工表 面 的能力 和加 工工 艺性 越差 。应 采用 统一 的定
位 基 准 。 在 数 控 加 工 中 , 该 保 证 2次 或 2次 以 上 应
进行 连续 走 刀加工 ; )分 析工 序 中 的数 控加 工 精度 3 能否 达 到图样 要求 ; )注 意给 后 续 工序 留有 足 够 的 4 加工余 量 , 出零 件 图样 中有较 高位 置精 度 的表 面 , 找
数 控 铣 削 加 工 讲 座
第 六讲 数 控 铣 削 工艺 相 关 知 识 概 述
来 羽 文 长 安 余 英 良。 , ,
(. 1 郑州 广 播 电视 大 学 , 南 郑 州 4 0 0 ; 河 I 50 7 2 许 昌高 级 技 工 学校 , 南 许 昌 4 1 0 ; . 河 6 0 0 3 漯 河 职 业技 术 学 院 , 南 漯 河 4 2 0 ) . 河 6 0 2
《数控原理与系统》第6章_主轴驱动及控制
2. 開關量信號 (1) RDY準備好信號: 欲使主軸驅動工作,可 閉合RDY觸點,主軸驅動進入正常工作狀態。 (2) EMG急停信號: 當EMG常閉觸點打開時, 電動機立即制動至停轉。 (3) FOR、 REV信號: 用於指定主軸正反轉, 其與模擬量的極性組合見表6.1。
KI f
第6章 主轴驱动及控制
( 1 )在基速 n0 以下,採用調壓調速,即在勵 磁電流If不變,Φ為常數的情況下,用改變電樞 電壓Ua的方法調速。 這時輸出的最大轉矩Mmax 取決於電樞電流最大值Imax, 即 Mmax=CMΦImax 而對一臺主軸電動機來說,最大電流為恒 定,因此所能輸出最大轉矩是恒定的,而輸出 功率隨轉速升高而增加,因此基速n0以下稱為 恒轉矩調速。
第6章 主轴驱动及控制
6.1.2 主軸系統的分類與特性 1. 主軸系統的分類 根據變速方式的不同,主軸系統可分為有 級變速、 無級變速和分段無級變速三種形式。 其中,有級變速僅用於經濟型數控機床, 大多 數數控機床均採用無級變速或分段無級變速。
第6章 主轴驱动及控制
為滿足變速的要求,早期的數控機床常採用 直流主軸驅動系統。由於直流電動機存在體積大、 恒功率調速範圍窄、電刷易磨損、維護比較麻煩 等缺點,而逐漸被交流主軸驅動系統所取代。目 前,絕大多數數控機床均採用鼠籠式交流非同步 電動機配置向量變頻調速器,構成主軸驅動系統。
U a I a Ra E E Ce n M C M I a
KI t
第6章 主轴驱动及控制
+
Ia If Ra +
U a
E
M
- M
n
-
圖6.1 主軸電動機電路模型