思进压铸机220说明书
铝锭铸造机组说明书

目录1.绪言 (3)2.设备参数 (3)2.1.机组使用环境条件 (3)2.2 产品技术条件 (6)2.3.设备尺寸参数 (6)2.4.设备其它条件 (7)2.5设备技术参数 (7)2.6.操作人员要求 (9)3.设备的组成描述及主要技术参数 (10)3.1.机组组成............................................................................................................. 错误!未定义书签。
3.2.出铝溜槽 (10)3.3.水平铸造机(附图三) (11)3.4. 扶接锭装置(附图六) (18)3.5.冷却输送机(附图七) (20)3.6.堆垛机(附图八) (21)3.7.成品运输机 (26)3.8.液压系统(附图十) (28)3.9.气动系统 (31)3.10.电气说明 (35)4.机组的操作说明 (36)4.1机组正常情况下的运行顺序 (36)4.2.机组正常情况下的关机顺序 (37)4.3.机组的操作顺序流程图(其中“1”表示开关闭合,“0”表示开关断开) (37)4.4.机组自动运行时的动作描述 (42)4.5.机组自动操作说明 (46)4.6.机组半自动操作说明 (47)4.7.机组手动操作 (47)5.保养与维修 (48)5.1.总则 (48)5.2.液压系统的维修、保养与调试。
(50)5.3.气动系统的保养、维修与调试 (57)5.4.电气系统 (58)5.5.常见故障的诊断与处理 (58)5.6.定期检查及检查方法 (65)5.7.注意事项 (75)6.主要备件清单 (76)6.1.轴承元件 (76)6.2.液压系统元件清单 (80)6.3.气动系统元件清单 (83)6.4.铸机链轮、链条 (85)1.绪言20kg铝锭铸造机组为一普通铝锭连续铸造的自动化生产线。
金属铝水从混合炉出来,经溜槽和分配器注入水平式的铸造机上铸模而凝固成型。
5_电气系统说明书

第五章.电气系统5.1 简述1.电气控制部分采用的核心器件是可编程序控制器(简称PLC),整机动作和数据计算通过PLC控制,使庞大而复杂的控制系统简单化,且占用空间小、安装维护简易、运行稳定可靠、故障率极低。
2.本机的数据和功能调整采用触模屏形式,使之具有更大的灵活和多功能性,能很好的满足压铸工艺对压铸机的性能要求;清晰齐全的帮助界面指导操作者进行操作;提示信息能及时和准确提供机器的状态。
3.本机器的电气操作简单方便,主要由两部分组成:显示屏操作和操作面板操作。
压铸机的所有工艺参数通过显示屏输入或更改;操作面板上装有各种动作按钮、旋钮及指示灯等。
全部动作均由PLC控制来实现,在调试过程中采用“手动”程序操作。
正常生产中用“自动”工作程序操作。
4.机器主电箱内装配自动空气开关、接触器、保险丝、电源插座、隔离变压器等电器配件,实现动力控制和电器保护等功能。
5.机器的入线电源为AC380V 50HZ三相五线制。
N为中性线,PE为保护接地。
电箱中PLC、排气扇、蜂鸣器、接触器及稳压电源的输入电压为AC220V。
稳压电源的输出为DC24V。
其它电气元件(如:接近开关、比例放大板等)电源均为DC24V。
注意:1.本“电气系统”中凡标注(选项)的项目不是所有机型都具备。
2.本说明书中所附的电气资料仅供维修时参考,如有更改恕不一一通知。
5.2 电气原理图DM800原理图(1)DM800原理图(2)DM800原理图(3)DM800原理图(4)DM800原理图(5)DM800原理图(6)DM800原理图(7)DM800原理图(8)DM800原理图(9)5-115.3.主电箱面板功能说明 5.3.1主电箱门面板布置图5.3.2功能表5.4.操作面板按钮/旋钮功能说明5.4.2.功能表5-135-145.5.PLC输入/输出表5.5.1.PLC输入表(见PLC模块排列表)5-155-165.5.2.PLC 输出表(见PLC 模块排列表)5.5.3.PLC 模块排列图PW2→ 为CPU 电源CPU → 为CPU 处理器模块;通讯接口; MD0→ 为CPU 自带模拟输入输出模块;地址为:I7.0- I7.7、AIW0、AIW1、AIW2、AIW3;MD1→ 为CPU 自带16点输入/16点输出模块;地址为:I6.0-I6.7、 I8.0-I8.7;Q4.0- Q4.7、Q5.0- Q5.7;MD2→32点输入模块;地址为:I0.0- I0.7、I1.0- I1.7、I2.0- I2.7、I3.0- I3.7;MD3→32点输出模块:地址为:Q0.0- Q0.7、Q1.0- Q1.7、Q2.0- Q2.7、Q3.0- Q3.7;MD4→16点输入/16点输出模块:地址为:I4.0- I4.7、I5.0- I5.7、Q6(8位)、Q7(8位) MD05→模拟量输出模块;5-205.7.电气布置接线图5.7.1主电箱电器布置图 1. 接线端子 HYT-304 30A4P 2. 接线端子 HYT-1010 10A10P 3. 交流接触器 LC1D32M7C 4. 交流接触器 LC1D18M7C 5. 热继电器 LRD3357C6. 导轨 35mm7. 电源插座 AC220V 10A 8. 变压器 AC380V/AC220V 300W 9. 自动三极开关 EZD160E3100 10. 单极开关 GSB2-10/1 C 型AC 220V 11. 双极开关 GSB2-10/2 C 型 AC 380V 12. 熔断器架 NNE 001127 5A 13. 中间继电器 RXM2LB2BD+RXZE1M2C 14. 平板式开关电源 ABL2REN24150 15. 输出放大板 SCB-14B 16. 双路比例放大板 DAB-168A 17. 线槽 35X60 18. 线槽 40X6019. CPU 模块 SIEMENS 313C20. 数字输入模块 6ES7 321-1BL00-0AA0 21. 数字输出模块 6ES7 322-1BL00-0AA0 22. 数字输出模块 6ES7 322-1BL00-0AA023.数字输入输出模块 6ES7 323-1BL00-0AA024.模拟量输出模块 6ES7 332-5HD01-0AB025.排风扇 SU12038H26.过滤罩 105X10527.连接器 HLE24PSEPG2128.蜂鸣器KH-403-2 AC220V29.报警灯 HY-T-220-1 AC220V30.派克双路放大板 PCD00A-40031.嵌入式曲线仪 RTDC-02(实时用)5.7.2连接器线号表5.7.4行程开关分布图5.7.5电磁阀线圈分布图5.8.显示屏画面清单及操作说明显示屏画面主要提供操作者与机器设备之间的沟通,请使用前仔细阅读和理解此部分内容。
YMSP2260使用说明书1

YMSP2260单轴撕碎机使用说明书张家港市贝盈机械厂目录1、前言2、机器说明3、技术参数4、运输和安放5、功能描述6、安全指南7、安装8、操作和日常保养9、故障排除10、维修11、减速机使用说明12、液压系统机器使用前,减速箱必须接冷却水。
1、前言首先欢迎使用本公司的产品,在安装使用本机器之前应仔细阅读使用说明书,深刻领会并熟练掌握操作技巧时,才能对机器进行安装和操作使用,这样有利于延长机器的使用寿命,提高机器的工作效能,以免造成人身事故和机器损坏。
如在阅读本说明书后仍有不明白之处,可向经销商或我公司的技术部门咨询。
注意:机器的刀片很锋利,易割伤人,使用时应非常小心。
身体的任何部位(手、脚、头发等)及衣服手套不得进入机器危险工作区域,(机器上贴有警示牌)。
2、机器说明YMS系列单轴撕碎机坚固、耐用。
机器采用了密排小刀片刀滚结构,并设有推料板强制喂料等机构,具有低转速、低噪音、大扭矩、高效节能等优点。
本机器刀体采用高合金AISID-2材料,具有强度高、韧性好、不易断裂和耐磨等特点,并能在工作中保证有锋利的刀刃,拆装、维修、保养十分方便。
本机设有机械、电器过载保护。
适合回收各种管状材料、难处理材料、塑料容器、及塑料桶、塑料薄膜、纤维、纸张等。
禁止将金属物品投入破碎机。
本机只用于非金属物料的破碎工作,如果要破碎其他材料请事向与本公司或经销商咨询,以免损坏机器。
所有机器维修工作必须由具有资质有维修机器经验的技术人员完成,以免造成机器损坏。
刀具的维修更换都必须严格遵照手册进行以免造成人身事故或机器损坏。
如果您在使用中出现什么疑难问题请先与本公司或经销商联系。
3、技术参数设备型号YMSP2260旋转刀数量26喂料口尺寸(毫米) 550×500回转直径(毫米) 220转速 (每分钟转数) 83功率 (kW) 22重量 (公斤) 1700电机防护等级IP44噪音(decibel 分贝) ≤754、运输和安放4.1吊举搬运将吊带可靠地固定在机器的吊耳上,在保证吊运不会损坏机器时,才能吊运,。
EK220中文说明书

附加功能
2 组附加的数字量输入可用作 脉冲输入或状态输入,用于站场监 控和脉冲比对等多种用途。
EK220 采用 1 节锂电池供电。 在标准操作模式下,电池使用寿命 为 5 年。作为可选项可增加一节电 池,电池使用寿命延长一倍。计算 电池剩余电量时,要考虑 EK220 当 前的工作状态。如果电池寿命仅为 3 个月或更少时,显示屏幕上会显示 相关信息。这个信息会被状态记录 器记录。按正确程序更换电池不会 造成封条的破坏。所有参数保存在 非易失性存储器中。
EK220具有四组数字输出,能够应用于天然气计量领域和站控系统。具有可编程串行接 口和各种通讯协议输出等功能。
EK220其他的一些附加功能,如防爆隔离接口、本安外部供电及数据通讯功能 等,扩展了体积修正仪的应用范围。
站控
除了体积修正和数据记录功能外,EK220 可用于不同计量场合的灵活 数据记录,与 modem 或者 RTU 相配合还可用于系统监控。
除了数据记录档案,EK220 还 提供 3 个记事本,可用来持续监控 体积修正仪的操作状态。事件记事 本用来记录最近 500 个事件和状态 改变。变更记事本记录修正仪设置 的最近 200 个修改。标定档案(标 定数据记录)记录最多 50 个正式标 定所涉及参数和数据的修改。
通讯接口
本地组态或数据读取可通过修 正仪前面板上的光电接口 (IEC62056-21)来进行。
- 连接第2个传感器 - 纪录数据功能 (可编程) - 监控限值 (事件处理功能)
2nd p-sensor
监控
通过 - GPRS (TCP/IP) - 直接连接 - 以太网卡 (TCP/IP) - RTU
T2200操作手册

一.面板介绍二.前进显示选项(Advance Display Options)Advance Display Options前进显示可选项。
可以用它来选择你想允许或禁止的屏幕。
用这个选项屏你可选择使用者允许进入和禁止进入那些屏幕。
按2秒钟ANCE DISPLAY OPTIONS(前进显示可选项开始)01 HEAT SELECT: 加热方式选择(ON)接通02 PILOT ASSIGNMENTS/SCH INHIBIT: 先导分配/程序禁止(OFF)断开03 C-FACTOR/CURRENT LIMITS: C系数/电流极限(ON)接通04 ANALOG DISPLAY: 模拟量显示(ON)接通05 STEPPER DISPLAY: 递增器显示(OFF)断开06 SETUP DISPLAY: 设定模式显示(ON)接通07 V ALVE MAPPING DISPLAY: 阀路线设置显示(ON)接通08 IO MAPPING DISPLAY: 输入/输出路线设置显示(ON)接通09 RELOAD FROM DEFAULTS: 从默认重新下载(OFF)断开10 NETWORK ADDRESS: 网络地址00-99END OF ADVANCE DISPLAY OPTIONS前进显示选项结束ON(通)1-45-8项可按三.加热方式显示选择(Heat Select)Heat Select加热选择显示用于设定在选定的顺序中向每项焊接功能提供触发热量PRE-HEAT: (A VC/SLOPE) 预热:(自动电压补偿/斜率上升) WELD:(A VC/ACC/A VC-SEAM/ACC-SEAM) 焊接:(自动电压补偿/自动电流补偿/自动电压补偿缝焊/自动电流补偿缝焊)POST-HEAT:(A VC/SLOPE/IMPULSE) 后热:( 自动电压补偿/斜率下降/ 脉冲)C-LMTS: C系数上下限HI: 上限LO: 下限C-FACT: C系数HI CURR LIMIT: 电流上限LO CURR LIMIT: 电流下限SCH 程序号ANALOG WINDOW 模拟量窗口MAX WAIT最大等待时间ACTUAL V ALUE 实际数值STEP:级数TWC:总焊点计数SWC:本级计数RESET:递增器复位PRGM:递增器编程ADDER:递增器递增量TIP DRESS:电极修磨次数光标移动到RESET()处,按↑↓键为递增器复位STEP COUNT为第一阶梯的设定的焊点数按(设定模式显示)(ALERT/FAULT/NONE) 递增器接近极限(报警/故障/无)02 END OF STEPPER: (FAULT/NONE) 递增器到达极限(故障/无) 03 HIGH CURRENT: (ALERT/FAULT/NONE) 电流上限(报警/故障/无) 04 LOW CURRENT: (ALERT/FAULT/NONE) 电流下限(报警/故障/无) 05 HIGH C-FACTOR LIMIT: (ALERT/FAULT/NONE) C系数上限(报警/故障/无) 06 LOW C-FACTOR LIMIT: (ALERT/FAULT/NONE) C系数下限(报警/故障/无) 07 HALF CYCLE: (ALERT/FAULT/NONE) 半周(报警/故障/无) 08 VOLTAGE COMPENSATION: (ALERT/FAULT/NONE) 电压补偿极限(报警/故障/无) 09 INSUFFICIENT LINE VOLTAGE: (ALERT/FAULT/NONE) 网络电压不足(报警/故障/无) 10 EXTENDED WELD: (ALERT/FAULT/NONE) 重焊一次(报警/故障/无) 11 CURRENT COMPENSATION: (ALERT/FAULT/NONE) 电流补偿极限(报警/故障/无) 12 NO ZERO CROSSING SYNC: (ALERT/FAULT/NONE) 无过零同期信号(报警/故障/无) 13 LOW BATTERY: (ALERT/FAULT) 电池电压低(报警/故障) 14 WELD PILOT: (ALERT/FAULT/NONE) 焊接先导(报警/故障/无) 15 SYSTEM COOLING: (ALERT/FAULT) 系统冷却(报警/故障) 16 WELD PROCEED: (ALERT/FAULT/NONE) 继续焊接(报警/故障/无) 17 CHAINED SEQUENCE: (ALERT/FAULT) 连锁顺序(报警/故障) 18 RETRACT PILOT: (ALERT/FAULT/NONE) 回抽先导(报警/故障/无) 19 BEAT MODE: (ALERT/FAULT/NONE) 如果在启动设定参数中选择了BEAT模式,控制器(报警/故障/无) 期望焊接先导在预热功能项开始执行前保持有效,若焊接先导提前失效,就产生这一故障条件.20 NO WELD: (ALERT/FAULT) 调整(报警/故障) 21 HEAT CYCLE LIMIT: (FAULT) 加热周数极限(故障) 22 I/O FAILURE: (FAULT) 输入/输出故障(故障)23 ISO OFF WHEN NEEDED: (FAULT) 当需要时隔离器接触器接通时,隔离接触器断开(故障) 24 CONTROL STOP: (FAULT) 控制器停车(故障) 25 PRESSURE NOT ACHIEVED: (FAULT) 未达到设定压力(故障) 26 ISO CNTR ERR-BRKR TRIPPED: (FAULT) 隔离接触器出错,断路器跳闸(故障) 27 PRESSURE SWITCH: (ALERT/FAULT/NONE) 压力开关(报警/故障/无) 28 SEC CURRENT COIL/BOARD: (FAULT) 次级电流线圈/次级电流电路板(故障) 29 SHOW / HIDE NONE SETUPS: (SHOW/HIDE) 显示或隐藏设置为“无”的设定参数(显示/隐藏) 30 INITIATION ON FAULT: (INHIBIT/ALLOW) 在故障条件下启动(禁止/允许) 31 INDEX PILOT ASSIGN ON REPEAT: (NO/YES) 连续焊时是否使先导分配换档(否/是) 32 SUCCESSIVE SEQUENCING: (NO/YES) 允许或禁止按设定的顺序号依次执行(否/是) 33 TRANSFORMER: (AC-WOUND/DC-STACKED/DC-WOUND/AC-STACKED) 变压器(交流卷绕/直流叠片/直流卷绕/交流叠片) 34 CURRENT LIMIT MODE: (A VERAGE/PEAK) 电流极限模式(平均/峰值) 35 CURRENT MONITOR MODE: (PRIMARY/SECONDARY) 电流监控模式(初级/次级) 36 EXTENDED WELD: (DISABLED/ENABLED) 重焊一次(禁止/允许) 37 HEAT CYCLE LIMIT (0=SEAM): nn (00 - 99) 加热周数极限(0=缝焊)38 HALF CYCLE FIRING: (DISABLED/ENABLED) 半周触发(禁止/允许) 39 ISOLATION CONTACTOR DELAY (SEC): (05) 隔离接触器延时40 ANALOG OUTPUT: (VOLTAGE/CURRENT LOOP) 模拟输出(电压/电流回路) 41 INITIATION FROM RETRACT: (INHIBIT/ALLOW) 在处于回抽状态下启动(禁止/允许) 42 RETRACT MODE: (LATCHED/UNLATCHED) 回抽模式上闩/不上闩43 RETRACT CYLINDER:(AIR-NORMAL/AIR-INVERTED/AIR-OIL-NO/AIR-OIL-NC)回抽缸: (正向气压/反向气压/汽-液-常开/汽-液-常闭)44 MAXIMUM TIP DRESSES: 05最大电极修磨次数45 DATA COLLECTION SAMPLE SIZE: 01样品数据采集大小46 DATA COLLECTION SAMPLE FREQUENCY: 0001样品数据采集频率47 GUN 1 CLOSE TO PRE-BLOCK POS (CY/2): 000枪1闭合到预设的阻挡位置(中开裆)48 GUN 1 ADV ANCE STOP TIME (CY/2): 000用这项参数来编写枪1的动态制动时间, 以周数计49 GUN 1 OPEN FROM BLOCK POS (CY/2): 000枪1位置从阻挡位置(中开挡)动作到全开位置50 GUN 1 OPEN TO BLOCK POS (CY/2): 000枪1位置从全开位置动作到阻挡位置(中开挡)51 GUN 2 CLOSE TO PRE-BLOCK POS (CY/2): 000枪2闭合到预设的阻挡位置(中开挡)52 GUN 2 ADV ANCE STOP TIME (CY/2): 000用这项参数来编写枪2的动态制动时间, 以周数计53 GUN 2 OPEN FROM BLOCK POS (CY/2): 000枪2位置从阻挡位置(中开挡)动作到全开位置54 GUN 2 OPEN TO BLOCK POS (CY/2): 000枪2位置从全开位置动作到阻挡位置(中开挡)55 NOMINAL LINE VOLTAGE: 000标称网路电压56 WAIT FOR LINE VOLTAGE: 000这项参数设定控制器允许继续执行焊接程序的最低网路电压57 LINE VOLTAGE WAIT TIME (CYC) 000这项参数规定了控制器允许等待网路电压超过所设定的最低网路电压的时间(周数)58 MAXIMUM LINE PRESSURE (PSI) 100 最大气路压力(lb/in2英磅/平方英寸)59 STATIC ANALOG 1 OUT V ALVE (PSI): 075 静态模拟1输出阀(lb/in2英磅/平方英寸)这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出60 STATIC ANALOG 2 OUT V ALVE (PSI): 075 静电模拟2输出阀(lb/in2英磅/平方英寸)这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出61 SEC. CURR COIL FACTOR (X1000): 1000次级电流线圈因数62 TIMER #1 (SEC): 000 #1 计时器(焊点计数用)(秒)63 TIMER #2 (SEC): 000 #2 计时器(焊点计数用)(秒)64 SCHEDULE #1 CNT: 000执行程序#1焊点计数65 SCHEDULE #2 CNT: 000 执行程序#2焊点计数66 TIMER #3 (SEC): 000 #3 计时器(焊点计数用)(秒)67 TIMER #4 (SEC): 000 #4 计时器(焊点计数用)(秒)68 SCHEDULE #3 CNT: 000 执行程序#3焊点计数69 SCHEDULE #4 CNT: 000 执行程序#4焊点计数V ALVE 阀序号RET 回抽TXR 变压比ANALOG(PSI) 模拟量(lb/in2英磅/平方英寸)STPR 递增器号FORGE 锻压阀开始周数设置显示按/输出设置显示)OFF/DEFAULT 1 重新装入I/O默认值:断开/默认值1 02 INITIATION TYPE: BINARY/DISCRETE 启动形式二进制/离散式03 V ALVE TYPE: BINARY/DISCRETE 气阀形式二进制/离散式04 PRESSURE TYPE: ANALOG/PRESSURE SELECT 压力形式模拟量/压力选择05 INITIATION MODE: NON BEAT/BEAT 启动模式程序一旦启动就执行到底/在预热功能项前断开启动信号就放弃程序06 ISOLATION CONTACTOR: DISABLED/ENABLED 隔离接触器无效/有效07 INPUT 1:输入1……22 INPUT 16: 输入1623 OUTPUT 1: 输出1…………32 OUTPUT 10: 输出10INPUT 1-16定义如下:NONE 无TIP DRESS MODE 电极修磨模式STEPPER RESET 递增器复位TIP DRESS GROUP 2 RESET 电极修磨第2组复位TIP DRESS GROUP 1 RESET 电极修磨第1组复位GUN 2 CLOSE BACKUP 枪2从大开挡转为小开挡GUN 2 OPEN BACKUP 枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP 枪1从大开挡转为小开挡GUN 1 OPEN BACKUP 枪1从小开挡转为大开挡WELD COUNTER RESET GUN 2 枪2焊点计数复位WELD COUNTER RESET GUN 1 枪1焊点计数复位HEAT DISPLAY SECURITY 阻止在加热显示屏幕上修改PROGRAM SECURITY 阻止程序修改NO STROKE/NO WELD 电极不动作/调整(电极动作但不通电) TRANSFORMER OVERTEMP 变压器过热RETRACT PILOT 2 回抽先导2RETRACT PILOT 1 回抽先导1WELD PROCEED 2 继续焊接2WELD PROCEED 1 继续焊接1PRESSURE SWITCH 压力开关TIP DRESS RESET 电极修磨复位FAULT RESET 故障复位STEPPER RESET GROUP 2 递增器复位组2 STEPPER RESET GROUP 1 递增器复位组1 ISOLATION CONTACTOR SA VER 隔离接触器储器触点节省装置WELD/NO WELD 焊接/调整WELD INITIATE 焊接启动BINARY SELECT 32/PILOT 6 二进位选择32/先导6 BINARY SELECT 16/PILOT 5 二进位选择16/先导5 BINARY SELECT 8/PILOT 4 二进位选择8/先导4 BINARY SELECT 4/PILOT 3 二进位选择4/先导3 BINARY SELECT 2/PILOT 2 二进位选择2/先导2 BINARY SELECT 1-PILOT 1 二进位选择1/先导1 OUTPUT 1-10定义如下:NONE 无输出REQUEST TO WELD 请求焊接FAULT 故障TIP CHANGE REQUIRED GROUP 2 电极更换要求组2TIP CHANGE REQUIRED GROUP 1 电极更换要求组1TIP CHANGE REQUIRED 电极更换要求TIP DRESS REQUEST GROUP 2 电极修磨要求组2TIP DRESS REQUEST GROUP 1 电极修磨要求组1TIP DRESS REQUEST 电极修磨要求GUN 2 CLOSE BACKUP 枪2从大开挡转为小开挡GUN 2 OPEN BACKUP 枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP 枪1从大开挡转为小开挡GUN 1 OPEN BACKUP 枪1从小开挡转为大开挡SCHEDULE ALARM 程序报警ADV ANCE V ALVE 2 向前动作阀2ADV ANCE V ALVE 1 向前动作阀1FORGE 锻压阀WELD/NO WELD MISMATCH 焊接/调整不匹配WELD/NO WELD 焊接/调整PRESSURE SELECT 4 压力选择4 PRESSURE SELECT 3 压力选择3 PRESSURE SELECT 2 压力选择2 PRESSURE SELECT 1 压力选择1END OF HOLD 维持结束RETRACT 2/OHMA BLOCK 2 回抽2/OHMA阻挡位置2 RETRACT 1/OHMA BLOCK 1 回抽1/OHMA阻挡位置1 WATER SA VER 冷却水节省装置STEPPER APPROCHING MAX 递增器接近极限END OF STEPPER 递增器到达极限READY TO WELD 已准备好进行焊接WELD COMPLETE 焊接完毕STEPPER SAM/EOS GROUP 2 递增器接近极限/递增器到达极限组2 STEPPER SAM/EOS GROUP 1 递增器接近极限/递增器到达极限组1ALERT 报警NO FAULT 无故障WELD IN PROGRESS/INIT ACK 焊接进行中/确认启动焊接INTENSIFICATION V ALVE 增压阀V ALVE6/BINARY V ALVE 32 阀6/二进位阀32V ALVE5/BINARY V ALVE 16 阀5/二进位阀16V ALVE4/BINARY V ALVE 8 阀4/二进位阀8V ALVE3/BINARY V ALVE 4 阀3/二进位阀4V ALVE2/BINARY V ALVE 2 阀2/二进位阀2V ALVE1/BINARY V ALVE 1 阀1/二进位阀1关于C-FactorC系数C-FactorC系数是能提供的最大次级电流百分之一变化的电流值.C系数等于焊接过程中总共可获得电流的1%.C系数有各种用途:∙它可用作一个I%值和实际电流值之间的转换系数..∙C系数的变化表达了焊接环境的变化.每次焊接之后,MedWeldT2200计算实际C系数.微处理器将平均次级电流除以焊接时的触发的I%来算出C系数.C系数是:C-Factor=Iprixn/%IxVnominal/Vline=Isec/%IxVnominal/Vline其中C-FactorC系数,Ipri初级电流,n=变压器匝数比,Vnominal额定初级电压,Vline焊接时实际电网电压,Isec次级电流C系数随着次级回路条件的变化而变化.C系数降低表明总的系统容量在减少.当焊机电流回路电阻增加时,这就很明显.由此,又造成次级回路的恶化.(电缆磨损和接触连接处恶化是二个例子.)C系数下降的例子在一个用次级软连接的转台式焊枪机构,焊枪通电时将牵引电缆.此力会造成电缆中多芯导线断裂.当剩下的导线束越来越少,电流通道将会减少,电阻增加.为此,C系数将会下降.可用以下数据来说明:∙控制器在触发下列焊接功能项WELD10CYC10000A焊接10周10000安培∙开始控制器需要53%来取得10,000A.过一段时间,控制器实际需要60%来取得要求的10,000A.∙开始的C系数=10,000A/53%=189.∙最终的C系数=10,000A/60%=167.相反地,在C系数增加的场合,系统的总能力增加.这种C系数的增加是与焊接环境的短路或分流联系起来的.当产生短路或分流后,并非全部电流都通过整个焊接回路,造成电阻减小.这是一个需要十分关心的问题.如果不是全部电流通过焊点,将使焊接电流低于要求值.根据分流的严重程度,很有可能形不成焊点核心.C系数增加的例子在这个例子中,一个机器人用一根无感电缆.机器人的动作使电缆扭曲.由此造成电缆内的导线相互摩擦.这种动作最终使电缆绝缘破坏.一旦出现这种破坏,无感电缆中的导线间开始产生分流.随着分流的增加,通过焊点的电流将会减少,而电流通道将会增加,造成了C系数增加.这可用以下数据来说明:∙焊接控制器在触发下列功能项:WELD10CYC65%I焊接10周65%I∙开始时控制器看到12,450A.∙在发生电缆内部导线短路后,控制器可能看到14,300A.∙开始的C系数=12,450A/65%=192.∙最终的C系数=14,300A/65%=220.C系数能用于提醒维修人员一个焊机的次级回路正在恶化.你能按电流门槛建立起C 系数的上下限以满足焊接过程的需要.当焊接过程测到C系数的上下限被超过,它就激活HIGH/LOWC-FACTORLIMITC系数上下限条件(此条件可在设定参数中定义为Fault故障或Alert报警).∙C系数下限是一个监视条件,通常定义为ALERT报警.∙C系数上限是一个焊接质量事件,通常定义为FAULT故障.LowC-FactorC系数下限C系数下限能测出电缆和导电接触的恶化.如何决定一个下限:在另一个例子中,一个焊接程序在递增器程序结束时需要14,000A.但同时你又不希望超过焊机最大电流容量的90%.这就意味着焊机的最小全电流容量为15,500A.因此,C系数下限为155.HighC-FactorC系数上限C系数上限能测出次级分流.如何决定一个下限例如,一个点焊的应用需要10,000A.,而最大可获得的电流为20,000A.那么C系数为200.但是,当模拟分流条件发现C系数为230时,焊点质量不符标准,那么C系数上限为230.编写焊接顺序本章介绍MedWeldT2200如何编写焊接顺序.其主要方面有进入Normal/Programming正常/编程模式.阅读和理解焊接状态数据."Chaining连锁"几个焊接顺序设定控制器的Weld/NoWeld焊接/调整状态.编写焊接程序是在Normal/Programming正常/编程模式下进的.当接通电源后,控制器会显示3个开始启动屏幕,然后进入Normal/Programming正常/编程模式屏幕.你也能从任何其他模式或屏幕打开或回到这个屏幕.为此,根据需要重复按MODE键.一个同以下例子相似的屏幕会出现:按下列步骤来选择一个焊接顺序:1.如果光标不处于上图的域(1),按键←或→键把它移到那里.2.按↑或↓键来选择要阅读或编辑的顺序.按下列步骤来编写预压周数时间.1.如果光标不处于上图的域(2),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写加压周数时间.1.如果光标不处于上图的域(3),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写PRE-HEAT预热脉冲周数时间.1.如果光标不处于上图的域(4),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来设定PRE-HEAT预热电流值:1.如果光标不处于上图的域(5),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:在HeatSelect加热选择的触发模式将会影响如何来编写电流.当选用A VC时,焊接热量是按最大可获得的初级电流百分数来编写.当选用ACC时,焊接热量编写为次级电流值(A.安培数).在Heat Select加热选择显示上所作的任何修改将会使电流值复位到它们的最低值:对A VC为20%,对ACC为00000A.请参阅"加热选择显示".二个冷却周数(域#6和#9)是可编写的.按下列步骤来编写COOL冷却周数时间:1.如果光标不处于上图的域(6)或域(9),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.1.7编写WELD焊接周数时间1.如果光标不处于上图的域(7),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:这项数值将受触发模式的影响.若选择A VC或ACC缝焊,当焊接先导为有效时,控制器将一直重复焊接功能项.当撤除先导后,控制器将执行顺序中的下一个功能项.按下列步骤来设定焊接电流值.1.如果光标不处于上图的域(8),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:请记住:你在HeatSelect加热选择显示中所选定的触发模式将决定焊接热量.对这个设定作的任何修改将使焊接电流复位到它的最低可设定值:对A VC是20%,对ACC是00000A.1.如果光标不处于上图的域(9),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写后热周数时间.1.如果光标不处于上图的域(10),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.如果后热功能项用来定义焊接脉冲,则按上述步骤来输入控制器将重复的焊接脉冲数.脉冲由加热和冷却周数组成,其周数则在WELD焊接和COOL冷却功能项中规定.附注:当在HeatSelect加热选择显示中对后热触发模式选定为Impulse脉冲时,此值就不再表示后热周数时间.它代表将提供的焊接脉冲数.(一个焊接脉冲由焊接周数与冷却周数组成.)按下列步骤来设定后热电流值:1.如果光标不处于上图的域(11),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:若对后热触发模式选择为Impulse脉冲,则该项数值就不会显示,也不能编写.请"先导分配显示".1.11编写维持周数时间1.如果光标不处于上图的域(12),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:如果焊接顺序被"连锁"到另一个顺序,该功能项就不执行.(在连锁顺序中,祗有最后一个顺序的Hold维持和OFF休止周数才被执行.)1.12编写休止周数时间按下列步骤来编写OFF休止周数时间:1.如果光标不处于上图的域(13),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:如果这个顺序连锁到另一个顺序,此功能项就不执行.连锁顺序中的最后一个顺序才执行功能项.(除非在设定参数中选用了DUAL双气缸形式),在连锁顺序的重复焊中,重复从第一个顺序的squeeze加压功能项开始.祗有在双气缸形式下,重复才会从连锁顺序中第一个顺序的第一个功能项开始.在OFF休止时间内,ENDOFHOLD维持结束输出有效,此输出保持时间与OFF休止周数相同.2.关于焊接状态数据据.状态信息只表示了收集的数据,不能编写修改.每焊一点,这个显示就更新一次.你无法将光标移到这些域.你祗能修改这一行的的第一个和最后一个域来选择WELD/NOWELD焊接/调整状态和连锁到那一个焊接顺序.这些在以下几节中进行描述.3.连锁顺序你可用显示下一行的第一个域来设置控制器从现在选择的焊接顺序连锁到另一个顺序.这个连锁能力使一个焊接顺序中可增加更多的焊接功能项.在Chaincommand连锁命令域,即下图中的高亮区,通常是设置为00.若不是00,就代表在执行完当前顺序的后热功能项后,"连锁到"那一个焊接顺序号.连锁能提高在一个顺序内的灵活性和焊接能力.用它来加到控制器的固定焊接程序(预热,焊接,后热)中去.一次焊接内通不同焊接电流,更为复杂的操作等成为可能.当MedWeldT2200开始一个连锁顺序,它执行连锁顺序中第一个顺序的每项功能项,直至完成后热功能项.然后,跨越HOLD维持和OFF休止而直接跳到它"连锁到"的焊接顺序.附注:控制器不执行连锁到新焊接顺序的启动功能项(预压,加压和预热).它跳到焊接和后热功能项,并核查是否再连锁到第三个顺序.如果焊接和后热功能项没有连锁到其他顺序,控制器就执行HOLD维持和OFF休止功能项.如果它被连锁到另一个顺序,则就再一次跨越HOLD维持和OFF休止周数而跳到新顺序的焊接功能项.理论上,MedWeldT2200能执行一个由所有50个顺序组成的连锁顺序.(任何连锁顺序中,Chaincommand连锁命令域设为0的顺序是它最后一个顺序.)但很少实际应用中会需要这么复杂的连锁.正常情况下,一个连锁顺序仅由二到三个顺序组成.也有可能重复一个连锁焊接顺序.此时将连锁顺序的最后一个顺序的OFF休止时间不设为0即可.在OFF休止周数内,控制器处理焊接故障并激活ENDOFHOLD维持结束输出(如果没有测到故障的话).这使控制器在测到故障情况下能在接到ENDOFHOLD维持结束输出通知启动另一次焊接前仃止任何自动操作.连锁并非是典型的应用.附注:在一个连锁顺序中,每个顺序都祗允许用一次.若编写二次,控制器会发出CHAINEDSEQUENCEERROR连锁顺序出错故障.4.选择WELD/NOWELD焊接/调整状态显示下一行的另一个可编写的域是WELD/NOWELD焊接/调整域.此域表示当前选择的状态.此状态可以改变.WELD焊接模式允许触发脉冲去接通焊接变压器初级.在NOWELD调整模式,控制器运行程序但不向工件提供焊接电流.附注:此域仅表示焊接电流是否被允许,它不表明最后一次焊接是否提供了焊接电流.如果控制器处于NOWELD调整,(不论是在Normal/Programming正常/编程显示上被禁止或是由于SYSTEMCOOLING/NOWELD系统冷却/调整输入成为无效),控制器将在不通焊接电流的情况下运行程序.在故障显示区(域13)将显示SYSTEMCOOLIING/NOWELD系统冷却/调整故障.欲从Normal/Programming正常/编程模式改变当前选择的模式(WELD焊接或NOWELD调整),按下列步骤操作:按←或→键将光标移到Normal/Programming正常/编程屏幕上的WELD/NOWELD 焊接/调整域.欲选择WELD焊接,按↑键,欲选择NOWELD调整,按↓键.欲选择Fault故障或StepperStatus递增器状态模式,按MODE;或用←或→键继续进行编程工作.I/O定义。
混炼机说明书
注. 意. :. 我. 厂. 设. 备. 在. 出. 厂. 前. 均. 已. 将. 行. 程. 开. 关. 位. 置. 及. 液. 压. 缸. 的. 流. 量. 调. 整. 好. ,. 请. 用. 户. 不. 要. 随. 意. 调. 整. ,. 以. 免. 使. 机. 器. 出. 现. 异. 常. 甚. 至. 损. 坏. 机. 器. 。.
EH-22 混炼机使用说明书 盛硕机械
1 概述 1.1 本说明书适用于 EH-22 混炼机,它详细描述了该机器设备的安装使用和维护的有关内 容,以及在此过程中需要注意的安全规范和可能出现的危险。任何操作人员在安装和使用此 设备前需仔细阅读本说明书,在确保熟悉相关内容后方可操作。如果仍有疑问或需要更详细 的资料,请与制造商联系。(请重点阅读本说明书第 7 章中的注意事项) 1.2 制造依据
江苏如皋市盛硕机械有限公司
1
地址:如皋市如城红星工业园电话:0513-87657787 传真:0513-87311786
EH-22 混炼机使用说明书 盛硕机械
2 结构特征及工作原理 2.1 结构特征
本机由混合缸、转子、星爬、括板.机架.机座.轴承(座)、齿轮(箱)、减速机、底盘、 液压站、液压缸、自动化润滑系统.电机、自动化电控柜等组成。详见 EH-22 外形简图。 2.1 工作原理
2.2 结构特点 2.2.1 该设备由转子.星爬.括板.混料盘的共同旋转达到对物料的混炼、捏和及分散的
效果。 2.2.2 该设备由可靠密封结构密封以减少粉料漏出. 2.2.3 可靠的电器控制系统实现手动.自动.远程控制运转.
江苏如皋市盛硕机械有限公司
2
地址:如皋市如城红星工业园电话:0513-87657787 传真:0513-87311786
GL220旋转式压片机技术说明书-
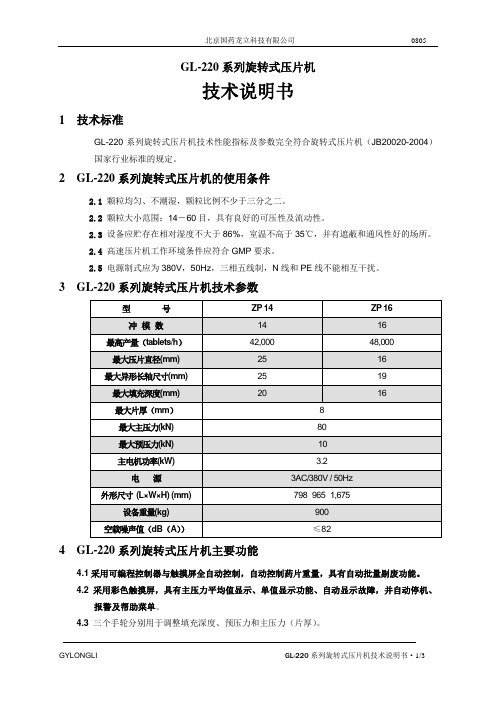
GL-220系列旋转式压片机技术说明书1技术标准GL-220系列旋转式压片机技术性能指标及参数完全符合旋转式压片机(JB20020-2004)国家行业标准的规定。
2GL-220系列旋转式压片机的使用条件2.1颗粒均匀、不潮湿,颗粒比例不少于三分之二。
2.2颗粒大小范围:14-60目,具有良好的可压性及流动性。
2.3设备应贮存在相对湿度不大于86%,室温不高于35℃,并有遮蔽和通风性好的场所。
2.4高速压片机工作环境条件应符合GMP要求。
2.5 电源制式应为380V,50Hz,三相五线制,N线和PE线不能相互干扰。
3GL-220系列旋转式压片机技术参数4 GL-220系列旋转式压片机主要功能4.1采用可编程控制器与触摸屏全自动控制,自动控制药片重量,具有自动批量剔废功能。
4.2 采用彩色触摸屏,具有主压力平均值显示、单值显示功能、自动显示故障,并自动停机、报警及帮助菜单。
4.3 三个手轮分别用于调整填充深度、预压力和主压力(片厚)。
4.4 稀油自动润滑系统的润滑油量可通过调整时间间隔自动控制,具有润滑油不足显示报警、润滑压力故障报警和自动停机保护功能;脂润滑点采用油枪定时加注润滑脂。
4.5 主电机采用变频调速,转速连续可调,并有产量上、下限控制功能。
4.6 具有主压力过载保护功能。
4.7 具有电控系统保护、主电机过载保护等多种自动保护功能,以及紧急停车、累计运行时间、机器参数修改权限密码设置等功能。
5 GL-220系列旋转式压片机主要结构特征5.1 片剂压制为预压和主压两次成型,主压力采用弹簧支撑装置。
5.2 采用固定转速、双叶轮加料器强迫给料系统;单提升结构导轨盘。
5.3 压片室四周为有机玻璃门窗,通过气弹簧支撑玻璃门窗,具有门窗开启保护功能;室内有吸粉装置;顶部有顶罩。
5.4 与药品接触的零部件材质,如给料系统、中冲盘及出片装置等全部采用不锈钢或无毒高分子材料。
5.5 整机外露表面采用拉丝处理。
【VIP专享】EBZ220掘进机产品说明书

1.概述1.1产品特点EBZ220TY型掘进机由煤炭科学研究总院山西煤机装备有限公司设计制造。
该机为悬臂式部分断面掘进机,适应巷道断面10~28m2、坡度±16°,可经济切割单向抗压强度≤90MPa的煤岩,属重型悬臂式掘进机。
该机主要特点是整机吨位大,切割硬度高,截齿损耗小,机器稳定性好,操作方便,可靠性高等。
1.2 主要用途、适用范围EBZ220TY型悬臂式掘进机主要是为煤矿综采及高档普采工作面采准巷道掘进服务的机械设备。
主要适用于半煤岩巷及岩巷的掘进,也适用于条件类似的其它矿山及工程巷道的掘进。
该机可经济切割单向抗压强度≤90MPa的煤岩,可掘巷道最大宽度(定位时)5.96m,最大高度4.835m,可掘任意断面形状的巷道,适应巷道坡度±16°。
该机后配套转载运输设备可采用桥式胶带转载机和可伸缩式带式输送机,实现连续运输,以利于机器效能的发挥。
1.3产品型号、名称产品型号、名称为EBZ220TY型掘进机。
型号的组成及其代表意义E B Z 220 TY设计代号切割机构功率(kW)纵轴式悬臂式掘进机1.4使用环境a)该机型适用于含有瓦斯、煤尘或其它爆炸性混合气体的环境;b)海拔不超过2000m;c)环境温度-20℃~+40℃;d)与垂直地面斜度不超过16°;2.主要技术参数2.1 总体参数机长 10.53m机宽 2.7m机高 1.85m地隙 250mm切割卧底深度 200mm龙门高度 400mm接地比压 0.159MPa机重 62t总功率 355kW经济切割煤岩硬度≤90MPa可掘巷道断面 10~28㎡最大可掘高度 4.835m最大可掘宽度 5.96m适应巷道坡度 ±16°机器供电电压 1140V牵引力 310kN截割型式纵轴截割功率 220/160kW截齿形式镐型截齿数量 30转速 65/32 r/min最大摆动角度上 45°下 28°左右各 36°平均单刀力 5496/7994 N2.3 装载机构装载形式三爪星轮(液压马达驱动)液压马达形式低速大扭矩液压马达液压马达工作压力 25MPa液压马达排量 2010ml/min液压马达转速 40r/min3装运能力 300m/h铲板宽度 3.0m铲板卧底 250mm铲板抬起 580mm星轮转速 45r/min运输形式边双链刮板(液压马达驱动)液压马达形式低速大扭矩液压马达液压马达工作压力 25MPa液压马达排量 450ml/min液压马达转速 110r/min槽宽 610mm龙门高度 400mm链速 1.2m/s锚链规格 18×64mm张紧形式黄油缸张紧2.5 行走机构行走形式履带式(液压马达分别驱动)液压马达形式斜轴式轴向柱塞马达液压马达工作压力 25MPa液压马达排量 107ml/min行走速度 0~9m/min接地长度 3.2m制动形式摩擦离合器履带板宽度 600mm张紧形式黄油缸张紧2.6 液压系统系统额定压力:油缸回路 25MPa行走回路 25MPa装载回路 25MPa输送机回路 25MPa系统总流量: 520 L/min泵站功率 132kw两联柱塞泵转速 1485 r/min两联柱塞泵流量 270/80 ml/r油箱有效容积 960L冷却方式板翅式水冷却器和蛇形管冷却油缸数量: 8个多路换向阀的调定压力 25MPa2.7 喷雾冷却系统灭尘形式内喷雾、外喷雾内喷雾压力 3MPa外喷雾压力 1.5MPa流量 63L/min冷却部件切割电动机、油箱2.8 电气系统供电电压 1140V控制回路 220、36、127V额定电流 280A总功率 355kW隔爆形式隔爆兼本质安全型输出分路数 5个。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
思进压铸机220说明书
压铸取件机是由鑫台铭研发生产的新一代压铸周边自动化设备三大件之一(取件机、给汤机、喷雾机)。
压铸取件机是通过机机连杆原理来实现从模具夹取产品后按理想的轨迹将产品送至的产品安全区域的机械设备。
可以单动,也可与压铸机、喷雾机、给汤机连线成全自动生产。
下面介绍床铸取件机操作说明:压铸取件机调整:手臂微动开关之调整手臂旋转气缸下方轴心处.微动开关自上而下分别为前进限、前待机限(1)、前待机限(11)、后退限。
手臂前进限:
手臂前进至前定位之开关,此开关在ON状态,后退横行前进或夹取动作才可继续进行,调整方向为从上向下观察以逆时针方向(以下视角相同)前待机限选择前待机时,此手臂前进至待机位置之开关,两者作用相同,此开关旋转至凸轮调整在自动状态ON时,手臂前进停止,待压铸机合模限动作后继前进至前进限,调整方向为逆时针方向.后退限:此为手臂后退至最后之开关,此开关动作ON时,压铸机可合模,调整方向为顺时针.夹手旋转角度之调整打开夹手旋转气缸外壳,旋转缸后方调整定位螺丝,使夹手旋回位置正确. 横行前进一后退距离调整:放松手柄螺母,旋转牙杆,使移动距离符合模具要求(调整分固定模与活动模,即其前进限与后退限),当有特殊模具而超出调节范围时,可适当调整底座横行牙杆,使之正常.速度之调整横行速度之调整横行速度之调整由横行气缸两头节流阀进
行调整风量,而控制其行走速度. 夹手旋转速度由旋转电磁阀上节流阀进行调整风量大小,而控制其旋转速度.
铸取件机运转.
手动-自动式取出机与自动的切换开关:
手臂手动动作开关往手臂前进方向押出时,手臂就会前进至前进限位置,开关往手臂后退方向押出时,手臂就会后退至最后位置.横行动作开关往横行前进方向押出时,机台就会前进至横行前进限位置:开关往横行后退方向押出时,机台就会后退至横行后退限位置.。