活塞杆技术要求
缸标准(挖掘机)
挖掘机用液压缸标准1范围本标准规定了挖掘机用液压缸的技术要求,试验方法和检验规则等。
本标准适用于挖掘机用液压缸,2引用文件液压缸产品标牌的技术要求液压缸外观、包装、运输技术要求液压缸涂装质量要求液压缸活塞杆电镀硬铬层质量要求液压缸焊接质量要求3 术语和定义、符号3.1 定义3.1.1 公称压力液压缸工作压力的名义值。
即在规定条件下连续运行,并能保证设计寿命的工作压力。
3.1.2 最低启动压力使液压缸启动的最低压力.3.1.3 理论出力作用在活塞或柱塞有效面积上的力,即油液压力和活塞或柱塞有效面积的乘积.3.1.4 实际出力液压缸实际输出的推(或拉)力。
3.1.5 负载效率液压缸的实际出力和理论出力的百分比。
3.2 符号液压缸的图形符号应符合GB/T786.1的规定。
4产品分类4.1 结构型式液压缸的结构型式,分缓冲结构型式和非缓冲结构型式4.2 型号液压缸的型号编制应符合JB/T2184的规定。
4.3 基本参数与尺寸4.3.1液压缸的公称压力应符合GB/T7938的规定。
4.3.2 液压缸径、杆径及活塞行程应符合GB/T2348和GB/T2349的规定。
4.3.3 活塞杆螺纹型式和尺寸应符合GB/T2350的规定。
4.3.4 活塞速度液压缸的活塞速度应符合表1的规定注:超出基本参数与尺寸范围的有特殊要求的缸,应与客户签订技术协议,设计时应满足其要求。
5要求液压缸应符合本标准的要求,并按规定程序批准的图样和技术文件制造。
5.1 基本要求5.1.1 环境温度缸的使用环境温度为-30℃-- +100℃。
5.1.2所有零件的材料应符合图样的规定,材料的性能应符合相应标准的规定。
注:在不降低产品质量的条件下材料允许代用,但材料的代用必须经设计部门主要技术负责人同意,重要零件的材料代用必须附试验分析报告一起报主管设计部门审批。
5.1.3 所有外购件和外协件应有合格证,必要时应进行抽验确认合格后方可装配。
5.2 性能要求5.2.1 工作特性5.2.1.1 无负载动作液压缸的动作必须平稳, 不得有抖动、发响和爬行等现象,初始状态下的最低启动压力应符合表2的规定。
气缸的技术指标及试验方法

气缸的技术指标及试验方法用于符合“1.气动元件的通用技术条件”的气缸。
2.1气缸(活塞运动速度<500mm/s)项目技术指标一般使用场合指标重要使用场合指标公称压力MPa 0.63 (0.80)1.00缸径mm 32--320最低工作缸径0.15 32--100压力MPa 缸径0.10125--320空载性能≤100 ≤50(最低速度mm/s) 运动应平稳、无爬行现象。
运动应平稳、无爬行现象。
负载性能按JB/LQ2060-86<<气动--气缸试验方法>>的规定,在活塞杆的轴向加相当于气缸最大理论输出力的80%的阻力负载,活塞的平均速度≥150mm/s,运动应平稳、无爬行现象。
耐压性以公称压力的1.5倍的压力保压1分钟,检查各部位无异常情况。
泄漏量cm3/min (标准状态)活塞的泄漏量不得超过3+0.15D。
(D:缸筒内径)活塞杆的泄漏量不得超过3+0.15D。
(D:活塞杆外径)其它部位不得有泄漏。
耐久性活塞运动累计长度≥300km。
各项性能符合指标要求。
活塞运动累计长度≥600km。
各项性能指标符合要求。
内部清洁度气缸内径(mm)异物重(mg)。
行程以100mm计,每增减100mm,相应增减10mg。
同左φ32-50 ≤80 ≤50 φ63-125≤120 ≤80 φ160-250≤180 ≤120 φ320 ≤250 ≤160解体检验检查零件应无明显的破损和不正常磨损。
试验方法按JB/LQ20601-862.2 薄型气缸项目技术指标气缸内径mm 12-25 32-63 80-125启动压力Mpa 单杠缸0.100 0.060 0.045 双杆缸0.150 0.070 0.055负载性能按JB/LQ20601-86≤气动-气动缸试验方法≥的规定,在活塞杆的轴向加相当于气缸最大理论输出力的80%的阻力负载,运动应平稳,各部分无异常现象。
耐压性以公称压力1.5倍的压力保压1分钟,检查各部位无松动、永久变形及其它异常情况。
完整word版液压缸设计说明书word文档良心出品
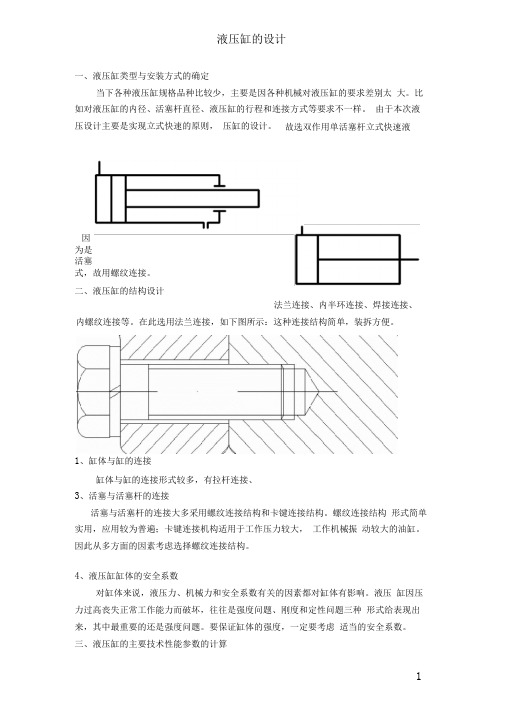
液压缸的设计一、液压缸类型与安装方式的确定当下各种液压缸规格品种比较少,主要是因各种机械对液压缸的要求差别太 大。
比如对液压缸的内径、活塞杆直径、液压缸的行程和连接方式等要求不一样。
由于本次液压设计主要是实现立式快速的原则, 压缸的设计。
因为是活塞式,故用螺纹连接。
二、液压缸的结构设计1、缸体与缸的连接缸体与缸的连接形式较多,有拉杆连接、3、活塞与活塞杆的连接活塞与活塞杆的连接大多采用螺纹连接结构和卡键连接结构。
螺纹连接结构 形式简单实用,应用较为普遍;卡键连接机构适用于工作压力较大, 工作机械振 动较大的油缸。
因此从多方面的因素考虑选择螺纹连接结构。
4、液压缸缸体的安全系数对缸体来说,液压力、机械力和安全系数有关的因素都对缸体有影响。
液压 缸因压力过高丧失正常工作能力而破坏,往往是强度问题、刚度和定性问题三种 形式给表现出来,其中最重要的还是强度问题。
要保证缸体的强度,一定要考虑 适当的安全系数。
三、液压缸的主要技术性能参数的计算故选双作用单活塞杆立式快速液法兰连接、内半环连接、焊接连接、内螺纹连接等。
在此选用法兰连接,如下图所示:这种连接结构简单,装拆方便。
(一)、压力所谓压力,是指作用在单位面积上的负载。
从液压原理可知,压力等于负载力与活塞的有效工作面积之比。
P=F/A(N/m2)式中:F—作用在活塞上的负载力(NA —活塞的有效工作面积(m)从上述可知,压力值的建立是因为负载力的存在而产生的,在同一个活塞的有效工作面积上,负载越大,所需的压力就越大,活塞产生的作用力就越大。
如果活塞的有效工作面积一定,压力越大,活塞产生的作用力就越大。
由此可知:1、根据负载力的大小,选择活塞面积合适的液压缸和压力适当的液压泵。
2、根据液压泵的压力和负载力,设计和选用合适的液压缸。
3、根据液压缸的压力和液压缸的活塞面积,确定负载的重量。
在液压系统中,为了便于液压元件和管路的设计选用,往往将压力分级。
空气压缩机检修技术要求
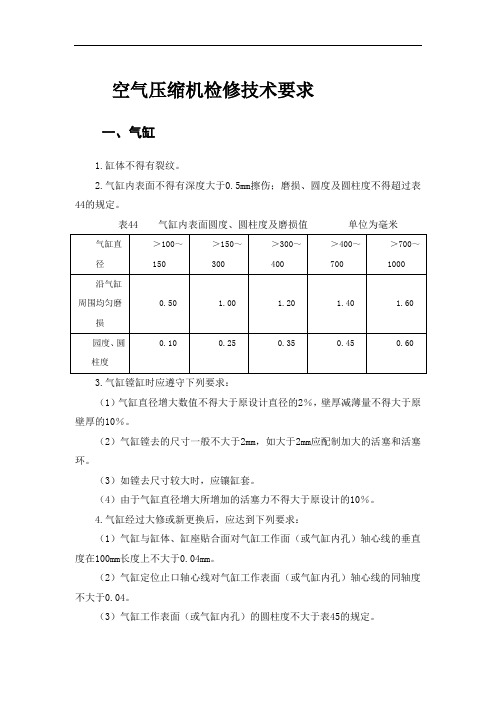
空气压缩机检修技术要求一、气缸1.缸体不得有裂纹。
2.气缸内表面不得有深度大于0.5mm擦伤;磨损、圆度及圆柱度不得超过表44的规定。
表44 气缸内表面圆度、圆柱度及磨损值单位为毫米3.气缸镗缸时应遵守下列要求:(1)气缸直径增大数值不得大于原设计直径的2%,壁厚减薄量不得大于原壁厚的10%。
(2)气缸镗去的尺寸一般不大于2mm,如大于2mm应配制加大的活塞和活塞环。
(3)如镗去尺寸较大时,应镶缸套。
(4)由于气缸直径增大所增加的活塞力不得大于原设计的10%。
4.气缸经过大修或新更换后,应达到下列要求:(1)气缸与缸体、缸座贴合面对气缸工作面(或气缸内孔)轴心线的垂直度在100mm长度上不大于0.04mm。
(2)气缸定位止口轴心线对气缸工作表面(或气缸内孔)轴心线的同轴度不大于0.04。
(3)气缸工作表面(或气缸内孔)的圆柱度不大于表45的规定。
表45 气缸工作表面圆柱度单位为毫米(4)气缸工作表面粗糙度:气缸直径≤600mm时,Ra≤0.8μm;气缸直径>600mm时,Ra≤1.6μm。
(5)立式空气压缩机两个气缸轴线的平行度,在100mm长度上不大于0.04mm 。
5.气缸内表面有轻微擦伤或拉毛时,可用半圆形油石,沿缸壁圆周方向,用手工往复研磨,直到以手触摸无明显的感觉为止。
二、活塞1.活塞不得有裂纹、断裂、严重拉伤、丝堵松动或活塞环槽严重磨损等缺陷。
2.活塞修理后应达到下列要求:(1)与活塞杆相配合的支承端面对活塞配合内孔轴心线的垂直度不得大于表46的规定。
表46 活塞杆端面与轴心线垂直度单位为毫米(2)活塞外圆柱面轴心线对活塞杆相配合内孔轴心线的同轴度:活塞直径≤120mm时为0.025mm;活塞直径>120~250mm时为0.030mm;活塞直径>250~500mm时为0.040mm。
(3)活塞的圆柱面、活塞环槽两侧面,与活塞杆外圆配合处及与活塞杆贴合平面的表面粗糙度均Ra≤1.6μm。
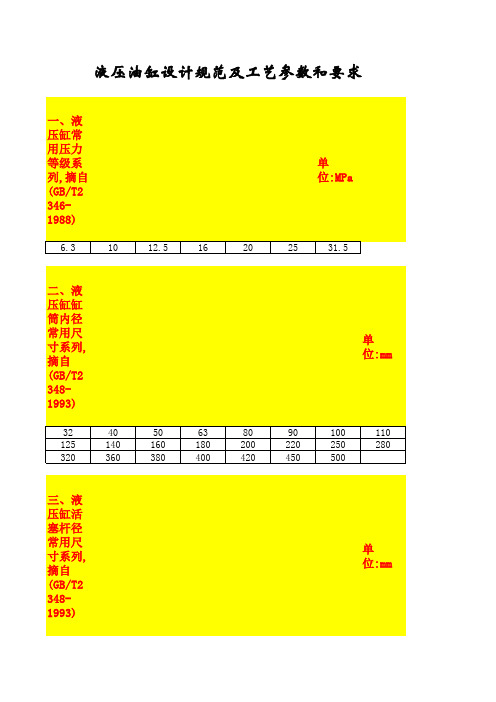
液压缸设计 及计算表
180
200
220
250
280
320
360
380
400
420
450
500
三、液 压缸活 塞杆径 常用尺 寸系列, 摘自 (GB/T2 3481993)
单 位:mm
16
18
20
22
25
28
36
40
45
50
56
63
70
80
90
100
110
125
140
160
180
200
220
250
280
300
320
360
63 19.62869 31.15665 38.94581 49.85064 62.3133 77.89163 98.14345
80 31.6512 50.24 62.8 80.384 100.48 125.6 158.256
90 40.05855 63.585 79.48125 101.736 127.17 158.9625 200.2928
2
110 66.76425 105.975 169.56 211.95 264.9375 333.8213
1.33
90 120.1757 190.755 305.208 381.51 476.8875 600.8783
180
1.46
100 110.7792 175.84 281.344 351.68 439.6 553.896
32 14.5645 23.11825 36.9892 46.2365 57.79563 72.82249
35 13.57045 21.5404 34.46464 43.0808 53.851 67.85226
轴类零件的技术条件规范

镀铬轴设计技术规范目的: 为了统一镀铬轴的设计和技术要求,特制定本规范 一、哥林柱图一1、常用材料:40Cr,其化学成分应符合GB/T3077-1999的规定; 哥林柱直径≥Φ160,采用锻件,整体调质后机械性能符合探伤要求见CM/HC17-2006 注塑机用哥林柱检验技术规范 哥林柱直径<Φ160,采用40Cr 热轧圆钢,热处理方式:调质;2、表面处理镀硬铬厚度: d<Φ120 时为0.03~0.05;d≥Φ120时为0.05~0.07;3、杆径d的公差采用f7(镀铬后尺寸),未注表面粗糙度Ra 6.3;4、形位公差见图一规定;5、两端中心孔标注见图二。
图二采用C型(带螺纹)的型式当哥林柱直径d<Φ120时,采用CM10L20/16.3;当哥林柱直径Φ120≤d<Φ180时采用CM16L30/25.3;当d>Φ180时,采用CM24L50/38;标注示例:GB/T 4459.5-CM24L50/38标注说明:D=M24,L=50,D2=Φ38;(L为螺纹长度)6、退刀槽宽度L1参照下表7、卸载槽宽L2约为哥林柱直径的0.9倍,直径d2约为哥林柱直径的0.85~0.9倍。
8、不同截面过渡处的R1、R2值:建议取过渡处较小直径的0.2倍左右9、两端倒角应大于或等于1/2螺距10、两端螺纹(见图三)图三(1)普通螺纹M1、M2公差等级采用g6,大径f6,并参照以下标准: GB/T 193《普通螺纹直径与螺距系列》GB/T 196《普通螺纹基本尺寸》GB/T 197《普通螺纹公差与配合》GB/T 197-1981 内外螺纹的基本偏差(2)梯形螺纹Tr1、Tr2参照以下标准:GB/T5796.1 梯形基本牙型尺寸GB/T5796.2 梯形直径和螺距GB/T5796.3 梯形螺距基本尺寸GB/T5796.4 梯形螺纹公差(3)调模端一般用梯形螺纹;当d≥Φ125时用梯形螺纹,d<Φ125时用普通螺纹,但与头部螺距不能相等。
第三节 活塞及活塞的检修
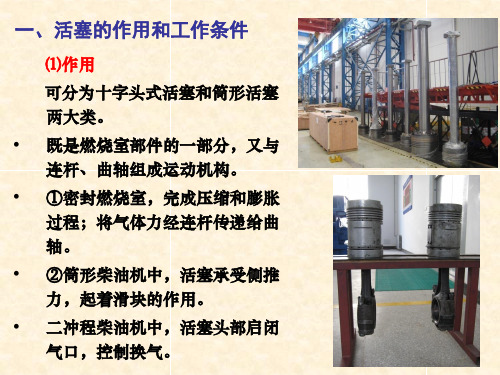
第一道活塞环工作条件最恶劣,直接承受高温、高
压燃气的作用。 活塞环运动形式复杂:轴向运动和轴向振动,径向 运动和径向振动,回转运动,扭曲振动。
活塞环工作中易出现的故障: ①因振动、与气口挂碰(二冲程机)、弹性张合等
作用有可能产生裂纹或折断。
②柴油机运行中,会因燃烧不良、滑油过多将活
塞环粘着在环槽里,失去密封作用,造成燃烧室窜
二、活塞的要求和材料 要求:
•
• 材料:
强度高、刚度大、密封可靠、散热性好、冷 却效果好、摩擦损失小、耐磨损; 对中、高速柴油机还要求重量轻(密度小)。
常用材料有三种:铸铁(合金铸铁、球墨铸铁) 、钢 (铸钢、耐热合金钢)和铝合金(高速机为了减小往复惯 性力)。
活塞:活塞头+活塞裙 活塞头:与燃气直接接触, 承受高温与高压。 活塞裙:与气缸套接触,产 生摩擦与磨损。 大中型柴油机活塞头跟裙部 分开制造(合理使用材料)。 活塞头通常由铸钢或耐热合 金钢制造。 活塞裙一般用耐磨铸铁制造。 中小型柴油机活塞头与裙部 制成一体,由铸铁制造。 某些小型高速机,活塞用铝 合金制造(减轻活塞重量)。
循环冷却(先周围后中部)。 此时需在活塞顶内设循环 腔或埋入蛇形管。 此种冷却方式可对活塞顶
部进行均匀而有效地冷却,
但对强化承度很高的现代柴 油机仍不能满足要求。
第三种为振荡冷却。 在活塞顶内腔中设臵大容积的冷却空间,并利用进、出口 位臵不同,保证冷却腔中的冷却液只充满40%~60%,并以 一定的循环速度流过。由于活塞运动的往复惯性力,使得冷 却液在腔室中产生上下冲刷振荡,加强对活塞顶的冷却作用。 振荡冷却方式 在大、中型强载 柴油机上普遍采 用。
活 塞 裙 部 的 椭 圆 变 形 演 示
中小型柴油机活塞的尺寸较小,
液压缸活塞和活塞杆动密封装置尺寸系列 第3部分:同轴密封件沟槽尺寸系列和公差-编制说明
液压缸活塞和活塞杆动密封装置尺寸系列第3部分:同轴密封件沟槽尺寸系列和公差征求意见稿编制说明一、工作简况1.任务来源国标委综合〔2018〕60号文“关于下达2018年第三批国家标准制修订计划的通知”中下达了《液压缸活塞及活塞杆动密封装置用同轴密封件沟槽尺寸系列和公差》的国标修定计划,计划编号为20181671-T-604,计划要求24个月完成。
该标准由全国液压气动标准化技术委员会归口(SAC/TC3),并由广州机械科学研究院有限公司负责起草。
该项目执行单位为全国液压气动标委会密封装置分技术委员会(TC3/SC3)。
2.主要参加单位和工作组成员主要参加单位: 广州机械科学研究院有限公司、西北橡胶塑料研究设计院有限公司、烟台未来自动装备有限责任公司、河北华密封橡胶科技股份有限公司。
工作组成员有:邱召佩、曹常贞、吕新春、郭学敬。
3.制定过程(1)预阶段(2018.10-2019.2)广州机械科学研究院有限公司在接到负责组织本标准的修订工作任务后,对标准的起草工作进行了前期调研。
调研过程中了解到的相关情况如下:A、GB/T15242.3-94中的沟槽尺寸系列不够丰富,规格仅到500,且沟槽截面涵盖不够广,无13.65mm×9.5mm,17.5mm×17.5mm等沟槽断面。
B、GB/T 15242.3-94缺少产品系列号,不便产品的查询和表述。
C、GB/T 15242.3-94中的导入角轴向长度偏小,装配中易损坏密封。
D、GB/T 15242.3-94中的间隙是按照直径大小给的,不太合理,且间隙值偏大,影响密封性能和寿命。
(2)起草阶段(2019.3-)通过预阶段的调研,广州机械科学研究院有限公司确定了GB/T 15242.3-1994的修订方向。
在修订过程中,广州机械科学研究院有限公司重新查阅、对比国内外的相关标准,在参考国外标准和国内液压缸主机厂、密封件的设计制造和应用等情况下,除了编辑性的修改对外,还对GB/T15242.3-1994中的技术参数进行了修订,参考国家标准GB/T 1.1-2009编制规则,编制了完成标准的工作组讨论稿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
活塞杆技术要求
一、活塞杆的基本要求
活塞杆是活塞与连杆之间的关键构件,其质量和性能对发动机性能和寿命有着重要影响。
以下是活塞杆的基本要求:
1.物理性能:活塞杆需要具备足够的强度和硬度,以承受高压力和高温下的工
作条件。
同时,活塞杆应具备良好的耐疲劳性能,以确保长时间可靠工作。
2.尺寸精度:活塞杆的直径、长度和圆度等尺寸精度要求较高,以确保与活塞
和连杆的配合紧密,减少磨损和漏气现象。
3.表面光洁度:活塞杆的表面光洁度对于减少磨损、延长使用寿命至关重要。
必须进行精细的抛光和处理,以确保表面光滑度达到要求。
二、活塞杆的材料要求
活塞杆的材料选择对其力学性能和工作寿命具有重要影响。
常见的活塞杆材料主要包括:
1.钢类材料:常用的钢材如45钢、40Cr、20CrMo等具有良好的综合性能和可
焊性,广泛应用于中低功率的内燃机活塞杆制造。
2.铝合金:铝合金活塞杆由于其轻质、良好的导热性能和抗腐蚀性能而得到广
泛应用。
常见的铝合金包括6061、7075等,适用于高功率发动机。
3.钛合金:钛合金活塞杆具有较高的强度和刚性,同时具备优异的抗腐蚀性能。
由于其较高的成本,主要应用于高性能和高档次的发动机。
三、活塞杆的制造工艺要求
活塞杆的制造工艺直接影响其质量和性能,对于保证活塞杆的稳定性和可靠性十分重要。
以下是活塞杆的制造工艺要求:
1.材料选择:根据活塞杆的使用条件选择合适的材料,确保材料的质量和性能
满足要求。
2.热处理:对活塞杆进行适当的热处理,提高其硬度和强度,同时改善材料的
内部组织结构,以增加其耐疲劳性和耐磨性。
3.加工工艺:包括车削、磨削、抛光等加工工艺,确保活塞杆的尺寸精度和表
面光洁度达到要求。
4.表面处理:包括镀铬、硬质合金涂层等表面处理工艺,以提高活塞杆的抗磨
性和耐腐蚀性。
四、活塞杆的质检要求
为确保活塞杆的质量和可靠性,对其进行严格的质检是必不可少的。
以下是活塞杆的质检要求:
1.外观检查:检查活塞杆的外观质量,包括表面光洁度、无裂纹、无细小疵点
等。
2.尺寸检测:使用精密测量仪器,对活塞杆的直径、长度等尺寸进行检测,确
保其符合设计要求。
3.材料分析:通过光学显微镜、扫描电子显微镜等设备对活塞杆的材料进行分
析,确保其材质符合要求。
4.力学性能测试:进行拉伸、弯曲、冲击等力学性能测试,评估活塞杆的强度
和韧性。
五、活塞杆的保养要求
为了延长活塞杆的使用寿命和保证发动机的正常运行,对活塞杆进行适当的保养是必要的。
以下是活塞杆的保养要求:
1.定期清洗:定期清洗活塞杆的表面,保持其干净和光滑,减少摩擦和磨损。
2.润滑油添加:根据使用手册的要求,定期添加适量的润滑油,以减少活塞杆
与连杆之间的摩擦。
3.定期检查:定期检查活塞杆的表面质量和尺寸,如发现异常及时采取措施修
复或更换。
4.避免过载:在使用过程中要避免过大的负荷和过高的温度,以减少活塞杆的
疲劳破坏。
结论
活塞杆作为发动机的重要组成部分,其质量和性能对发动机的工作稳定性和寿命有着重要影响。
通过合理选择材料、采用适当的制造工艺和保养要求,可以保证活塞杆的质量和可靠性,提高发动机的性能和寿命。
各项技术要求是保证活塞杆质量的重要保障和指导,需要在实际制造过程中严格遵守和执行。