圆筒环焊缝mig焊工艺仿真模拟
《立式圆筒形钢制焊接储罐安全技术规程》(aq 3053-2015)
《立式圆筒形钢制焊接储罐安全技术规程》(aq3053-2015)1. 引言1.1 概述立式圆筒形钢制焊接储罐是一种常用的储存液体和气体的设备,广泛应用于石油、化工、食品、药品等领域。
储罐的安全性直接关系到生产运营和人员的生命财产安全。
因此,加强对立式圆筒形钢制焊接储罐的安全技术规范的研究与应用具有重要意义。
1.2 文章结构本文主要包括五个部分。
首先为引言,介绍了文章的概述、结构和目的。
其次是正文部分,分为立式圆筒形钢制焊接储罐的基本概念和特点、设计要求和技术标准以及施工和安装规范三个小节。
第三部分是安全技术措施和操作指南,包括储罐的日常检查与维护、应急处理措施与预防措施以及风险评估与管理方案三个小节。
第四部分是安全事故案例分析与教训总结,其中包括储罐安全事故案例分析、安全事故的原因分析与教训总结以及提高储罐安全性的建议和措施推荐三个小节。
最后,第五部分是结论,对整篇文章进行总结。
1.3 目的本文旨在系统介绍立式圆筒形钢制焊接储罐的安全技术规程,包括设计、施工、运行、检查与维护等方面的要求和标准,并通过对安全事故案例的分析和教训总结,提出相应的改进建议和措施推荐,为相关行业从业人员提供指导,进一步加强立式圆筒形钢制焊接储罐的安全管理工作。
同时也希望通过本文对立式圆筒形钢制焊接储罐安全技术规程的详细阐述,能够促进相关领域相关标准的修订与完善,并在实际应用中提升储罐的安全性能。
2. 正文:2.1 立式圆筒形钢制焊接储罐的基本概念和特点:立式圆筒形钢制焊接储罐是一种常见的储存液体或气体的设备,其主要特点包括以下几方面。
首先,立式圆筒形钢制焊接储罐具有较高的强度和刚性。
由于其采用钢材进行制造,并通过焊接工艺加强连接,使得储罐具备了较高的承载能力和抗震性能。
这种结构形式可以有效地抵御外部环境引起的压力或冲击。
其次,立式圆筒形钢制焊接储罐具有较小的占地面积。
相对于其他类型的储罐而言,该类型的储罐在设计时考虑了空间利用率,并通过优化结构设计来减小占地面积。
焊接接头和焊缝形式3
4.接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A、B类的焊接接头除外。
(五)压力容器焊接接头种类划分及要求
3.平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头。
这是选择坡口的最基本要求
两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。应力集中相对较小,且易于降低和消除(例如将余高去除)。所以从力学角度看对接接头是比较理想的接头形式,不但静载荷可靠,而且抗疲劳强度也高。如图1所示。
第三章 焊条电弧焊
二、焊接接头的类型及特点
4.焊缝厚度
焊缝计算厚度是设计焊缝时使用的焊缝厚度。
对接接头单面焊时,计算厚度不小于0.7δ
在角焊缝的横截面中画出的最大等腰直角三角形中直角边的长度叫焊脚尺寸,见上图。
6.焊缝成形系数
熔焊时,在单道焊缝横截面上焊缝宽度(C)与焊缝计算厚度(H)的比值(ф=C/H)见下图。该系数值小,则表示焊缝窄而深,这样的焊缝中容易产生气孔和裂纹,该系数值大,则表示焊缝宽而浅,这样的焊缝抗气孔和裂纹的能力强,所以焊缝成形系数应该保持一定的数值,例如埋弧自动焊的焊缝成形系数ф要大于1.3。
2.按施焊时焊缝在空间所处位置分:
3.按焊缝断续情况分:
连续焊缝和断续焊缝两种形式。
焊缝表面与母材的交界处叫焊趾。焊缝表面两焊趾之间的距离叫焊缝宽度,如下图
图:焊缝宽度
(二)焊缝的形状尺寸
焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
1.焊缝宽度C
(2).但在动载或交变载荷下,它非但不起加强作用,反 而因焊趾处应力集中易于促使脆断。所以余高不能低于母材但也不能过高。
大型立式圆筒形储罐的结构设计及焊接工艺设计毕业设计

内容摘要油品和各种液体化学品的储存设备—储罐,是石油化工装置和储运系统设施的重要组成部分。
近几十年来,发展了各种形式的储罐,但最常用的还是立式圆筒形储罐。
本文设计的即为立式圆筒形储罐。
立式圆筒形储罐需在现场施工,并且外观及内部结构设计上要经济适用,另外在设计的过程中注意储罐所受的自然环境对储罐的影响,如增强储罐的防风、防雪、抗震等功能。
根据储存介质的要求来进行立式圆筒形储罐的选材,本文中储罐的介质为煤油,罐体采用Q235A 钢材。
罐壁结构采用不等厚罐壁,罐底采用设环形边缘板罐底,罐顶采用拱顶结构。
根据施工现场的环境要求及储罐钢材、罐身厚度等参数选择合适的焊接方法及焊接材料,采用埋弧焊及手工电弧焊结合的焊接方法,做到所使用的方法快速简便且耐用。
最后是对储罐整体进行检测。
本文参照压力容器、大型储罐等标准,结合设计经验,着重阐述了大型立式圆筒形储罐的结构设计及焊接工艺设计的要点。
关键词:立式储罐;埋弧焊;手工电弧焊;焊接结构;焊接工艺AbstractOil and various liquid chemicals storage equipment - tanks, chemical plant and oil storage and transportation facilities, an important component of the system. As the vertical cylindrical storage tanks need to site construction, which in appearance and structure design to achieve economical and pay attention to the natural environment of the storage tank storage tank suffered the impact of the design process to be enhanced, to reach wind, snow, earthquake, etc. role. This tank wall structure using ladder-type tank wall, tank bottom edge of plate with circular tank bottom set, tank top with dome structure.Storage medium according to the requirements of the selection of vertical cylindrical tanks, the media in this article for the kerosene tank, tank with Q235A steel. According to the construction site environmental requirements and tank steel, body thickness and other parameters can select the appropriate welding methods and welding materials, this paper combined with submerged arc welding and manual arc welding method, the method used to achieve fast and easy and durable. Finally, the iterative experiments on the overall test.This reference pressure vessels, large tanks and other standards, combined with design experience, focusing on the large vertical cylindrical storage tank structural design and welding process design elements.Keywords:Vertical Tank;SAW;Manual metal arc welding目录()1 绪论 (1)1.1 立式圆筒形储罐的发展 (1)1.2 Q235A钢材 (2)1.3 埋弧焊 (2)1.4 手工电弧焊 (3)2 立式圆筒形储罐的罐壁设计 (4)2.1 储罐的整体设计 (4)2.2 储罐的强度计算 (4)2.2.1 储罐壁厚计算 (4)2.2.2 储罐的应力校核 (5)2.3 储罐的风力稳定计算 (5)2.4 储罐的抗震计算 (6)2.4.1 地震载荷的计算 (6)2.4.2 抗震验算 (8)2.4.3 液面晃动波高计算 (10)2.4.4 地震对储罐的破坏 (10)2.4.5 储罐抗震加固措施 (10)2.5 罐壁结构 (11)2.5.1 截面与连接形式 (15)2.5.2 罐壁的开孔补强 (17)2.5.3 壁板宽度 (17)3 立式圆筒形储罐的罐底设计 (18)3.1 罐底结构设计 (18)3.1.1 罐底的结构形式和特点 (18)3.1.2 罐底的排板形式与特点 (18)3.2 罐底的应力计算 (20)4 立式圆筒形储罐的罐顶设计 (18)4.1 拱顶结构及主要的几何尺寸 (18)4.2 扇形顶板尺寸 (19)4.3 包边角钢 (25)5 储罐的附件及其选用 (25)5.1 透光孔 (25)5.2 人孔 (25)5.3 通气孔 (27)5.4 量液孔 (27)5.5 储罐进出液口 (28)5.6 法兰和垫片 (28)5.7 盘梯 (28)6 备料工艺 (30)6.1 原材料储备 (30)6.2 钢材的预处理 (31)6.2.1 钢材的矫正 (31)6.2.2 钢材的表面清理 (32)6.3 放样、号料 (32)6.4 下料和边缘加工 (26)6.5 弯曲和成型 (26)7 装备工艺 (28)7.1 整体装配与焊接 (28)7.1.1 装配方法概述 (28)7.1.2 倒装法装配和焊接 (28)7.2 部件装配与焊接 (29)7.2.1 罐底的组装 (29)7.2.2 顶圈壁板的组装 (29)7.2.3 顶板的组装 (29)7.2.4 顶板的组装 (29)7.2.5 罐壁与罐底的连接 (37)7.3 罐壁板组对用卡具 (37)7.3.1 专用卡具的结构与工作原理 (37)7.3.2 操作顺序 (38)8 焊接工艺 (39)8.1 材料焊接性分析 (39)8.2 焊接方法 (39)8.3 焊接材料 (42)8.4 焊接设备··························错误!未定义书签。
纵环缝组对工艺守则

纵环缝组对工艺守则
1.焊缝组对
1.1按照埋弧焊为0-1mm,手工焊为2-3mm的要求调整好对口间隙,从对口中间往两端点焊;
1.2筒节两端面平整,若由于下料刨边产生的误差,允许高低差<D/1000,且<2mm;
1.3对口错边量按下表4-1:
表4-1
注:球形封头与圆筒连接的环向接头以及嵌入式接管与圆筒或封头对接连接的A类接头,按B类焊缝接头的对口错边量要求。
1.4在焊接接头环向形成的棱角度E,用现场等于1/6内径Di,且不小于300mm的内样板或外样检查(见图4-1),E值不得大于(δs10+1mm),且不大于5mm;
在焊接接头轴向形成的棱角度E,用长度不小于300mm直尺检查,E值不得大于(δs/10+1mm),且不大于5mm。
Simufact.welding 5.0 中文教程 - 第六章

6 电阻点焊(Resistance spot welding )目录6.1电阻焊基本知识点 (4)6.2工件的电阻特性 (5)6.3电阻焊的仿真计算 (7)6.4焊枪运动与电极库 (8)6.5Simufact.welding中的电阻点焊仿真 (9)6.6后处理 (20)6.6.1电势 (20)6.6.2电流密度 (22)6.6.3热-电能量密度 (22)6.6.4接触导电率 (22)6.7几个注意点 (23)6.8局限性 (23)6.9参考文献 (24)关键词:电阻点焊、3D、网格自动细化教程级别:焊接仿真基础培训、Simufact.welding基础培训。
主要内容:本章节讲述的是基本电阻点焊的理论、应用背景以及如何simufact.welding中建立仿真过程,并且详细阐述了电阻点焊的后处理注意点。
图6.1 电阻点焊仿真案例6.1电阻焊基本知识点电阻焊工艺因其适用范围广,对材料的作用影响区很小,并且在生产过程中很容易进行质量管理等优点,如今已经广泛地被应用在汽车制造业中。
电阻焊有多种不同的焊接类型,不过他们都是基于焦耳作用产生热源的。
下表显示了不同类型的区别。
●电阻点焊(Resistance spot welding)●凸焊(Projection welding)●滚焊(Seam welding)●电阻电容焊(Capacitor discharge welding)图6.2 电阻焊的各种分类电阻焊是一种将两个导电组件在接触部位局部加热熔化,然后进行连接的焊接工艺。
熔化区域冷却凝固,会产生一个牢固的焊接接头,这是一个由外部作用力和温度扩散同时作用的过程。
电阻焊可以被看成是一系列电阻的串联模型,最大的电阻可以视为是电能转化为热能的主要因素。
如下图所示的串联电路:图6.3 电阻焊工艺的简化示意图焦耳热效应,是指将电能(电子的动能)转化为热能(导体原子的动能)。
对于一个稳定电流电路来说,其热通量可以由以下公式表示:公式6.1 稳定电路的热通量6.2工件的电阻特性如上所述,电阻焊工艺可以简化成一系列电阻串联的模型。
立式圆筒形钢制焊接储罐安全技术规范(AQ3053-2015)

立式圆筒形钢制焊接储罐安全技术规范(AQ3053-2015)1 范围本标准规定了立式圆筒形钢制焊接储罐的材料、设计、预制、施工和验收、防雷、防静电、防腐、使用管理、检验和安全附件各方面的基本安全要求。
本标准适用于设计压力小于0.1 MPa(G)且公称容积大于或等于1000 m3、建造在地面上、储存毒性程度为非极度或非高度危害(见注1)的石油、石油产品或化工液体介质、现场组焊的立式圆筒形钢制焊接储罐。
公称容积小于1000 m3、储存其他类似液体介质的储罐,可参照本标准执行。
本标准适用的储罐,其范围包括储罐本体、安全附件和储罐接管的法兰盖、密封垫片及其紧固件。
本标准不适用于冷冻式低温储罐。
2 规范性引用文件下列文件对于本标准的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本标准。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 50057 建筑物防雷设计规范GB 50074 石油库设计规范GB 50128 立式圆筒形钢制焊接储罐施工及验收规范GB 50160-2008 石油化工企业设计防火规范GB 50183 石油天然气工程设计防火规范GB 50236 现场设备、工业管道焊接工程施工规范GB 50341-2003 立式圆筒形钢制焊接油罐设计规范GB 50493 石油化工可燃气体和有毒气体检测报警设计规范GB 50650 石油化工装置防雷设计规范sGBZ 230 职业性接触毒物危害程度分级AQ 3028 化学品生产单位受限空间作业安全规范HG 20660 压力容器化学介质毒性程度危害和爆炸危险程度分类JB/ T4730 承压设备无损检测JB/T 10764 无损检测常压金属储罐声发射检测及评价方法JB/T 10765 无损检测常压金属储罐漏磁检测方法NB/T 47014 承压设备焊接工艺评定NB/T 47018 承压设备用焊接材料订货技术条件SH/T 3007 石油化工储运系统罐区设计规范SH/T 3026 钢制常压立式圆筒形储罐抗震鉴定标准SY/T 6620 油罐检验、修理、改建和翻建TSG Z6002 特种设备焊接操作人员考核细则API Std 2000 常压和低压储罐的通气装置(非制冷和制冷)(Venting Atmospheric and Low-Pressure Storage Tanks(Non-refrigerated and Refrigerated))3 术语、定义和缩略语下列术语、定义和缩略语适用于本文件。
光照电站水轮机圆筒阀装焊工艺技术概述

运行过程 中的空化 、泥沙磨损区域 。为 了强化工件这 部位的抗空化 ,抗磨损能力 ,在设计上对这个区域 采 用将 马氏体不锈钢环板 ( 牌号 ¥3 ) 15 焊在简体上的
一
结 构形式 ,通过焊后的机械加工来满足尺寸精度。具 体结构见 图 3 、图 4 。
\\ \
密 封环
图 4 下 不 锈 钢 密 封 环 结 构 简 图
As e b i ga dW ed n o e u eS m m a yo y r t r i eRi gGa e sm l n li gPr c d r u n r f d o u b n n t H
i a g h oHy r p we t to n Gu n z a d o o rS a in Y AN lbn LI n —h n Ha— i. Ro g s e g
结构 。工作位置布置在水轮机 固定导叶和活动导 叶之 间 ,具 体 如 图 l 示 。 所
活动 导叶
( a)圆筒 阁在 机 组 中的安 装位 置
( b)圆筒阎俯 视 成及酬备艺点
() 1 简体坯料 采用材质为 1Mn 的钢板 ,厚度 6 R
;
2 . 2 5± 。 。
I ‘
f
f
\4 1
。 ・・ —。 ’一
坡 口形式 ,在保证接头坡 口适合焊接的前提下尽量减 少焊接量。见图 2 。 () 4 简体 自身拼焊缝 的焊接方法采用熔化极气体 保护焊 ( MA ) 焊接材料选用 G R 06 焊接工 G W , BE S ., 艺规范见表 l 。
圆筒 阀。本文 主要介 绍了其结构特点 、装焊 工艺技术要点及成功 的经验 。
[ 词] 圆筒 阀 ;成型 ;装配 ;焊接 关键
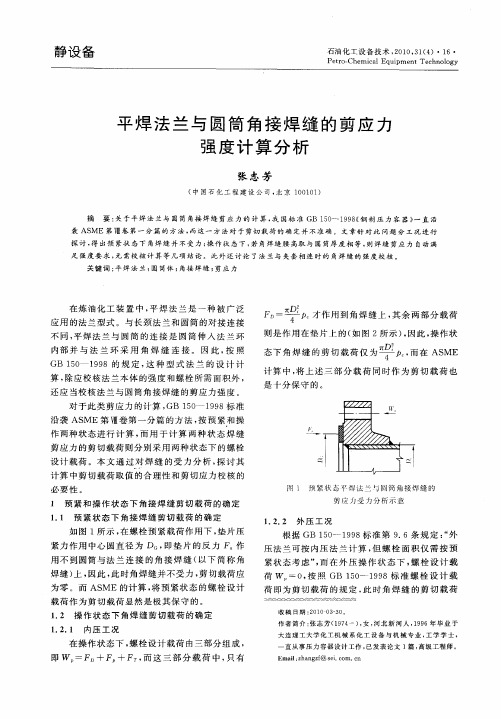
平焊法兰与圆筒角接焊缝的剪应力强度计算分析
为零 。而 AS ME的计 算 , 将预 紧状 态 的螺栓 设 计
载荷 作 为剪切 载荷 显然 是极其 保守 的 。
1 2 操 作 状 态 下 角 焊 缝 剪 切 载 荷 的 确 定 .
1 2 1 内压 工 况 . .
作 者 简 介 : 志 芳 ( 9 4 ) 女 , 北 新 河 人 , 9 6年 毕业 于 张 17一 , 河 19 大 连理 工 大 学 化 工 机 械 系 化 工 设 备 与 机 械 专 业 , 学 学 士 , 工
第3 1卷 第 4 期
张 志 芳 .平 焊 法 兰 与 圆筒 角 接焊 缝 的 剪 应 力 强 度 计 算 分 析
亦 为零 , 即角焊 缝 不 受 力 。事 实 上 , 不论 内 压 、 外
压 , 。始 终 作 用 于 角 焊 缝 上 , 是 方 向相 反 而 已 , F 只
兰连接 的 角焊缝 剪切 载荷 确定 方法 :
如 图 1 示 , 螺栓 预紧 载荷作 用下 , 所 在 垫片 压 紧力 作用 中心 圆直 径 为 D。 即垫 片 的反 力 F , 作
根据 G 5 ~ 1 9 B 1 0 9 8标 准第 9 6条 规定 : 外 . “
压 法 兰 可 按 内 压 法 兰 计 算 , 螺 栓 面 积 仅 需 按 预 但
静 设 备
石 化 设 技 ,13 4・ ・ 油 工 备 术 20 1 )1 0 ,( 6
Pe r — to Che ia m c lEqu p e c no o i m ntTe h l gy
平 焊 法 兰 与 圆 筒 角 接 焊 缝 的 剪 应 力 强 度 计 算 分 析
张 志 芳
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆筒环焊缝mig焊工艺仿真模拟
圆筒环焊缝是指在圆筒的环形接口处进行焊接的工艺。
MIG焊(金属惰性气体保护焊)是一种常用的焊接方法,它使用惰性气体保护焊缝,可以实现高效、高质量的焊接。
为了进行圆筒环焊缝的MIG焊工艺仿真模拟,需要使用焊接仿真软件,常用的软件有Ansys Welding、ABAQUS等。
以下是一个基本的圆筒环焊缝MIG焊工艺仿真模拟的步骤:
1. 创建模型:使用CAD软件创建圆筒和焊缝的三维模型,并将其导入到焊接仿真软件中。
2. 材料属性设置:设置圆筒和焊条的材料属性,包括热物性、机械性能等参数。
3. 网格划分:对圆筒和焊缝进行网格划分,通常采用三角或四边形单元进行离散。
4. 焊接参数设置:设置MIG焊接的焊接电流、电压、焊丝速度等参数,模拟实际焊接的过程。
5. 边界条件设置:设置焊接过程中的边界条件,如焊接速度、冷却速度等。
6. 热源模拟:根据焊接参数和边界条件,模拟焊接时的热源分布和温度场。
7. 力学性能模拟:根据焊接后的温度场,计算焊接件的残余应力场和变形情况。
8. 结果分析:分析焊接过程中的温度分布、应力分布和变形情况,评估焊接的质量和可靠性。
通过圆筒环焊缝MIG焊工艺仿真模拟,可以帮助优化焊接工艺参数,预测焊接过程中的温度和应力分布,指导实际的焊接操作,并提高焊接的质量和效率。