Injection Parameter成型参数表
注塑工艺参数分析表

(以下為工序參數監控記錄, 工序審查需與以上首版或MI要求各項參數進行比對, 工程師需對重大差異進行分析審定)
備注:
組長: 表格編號:
領班:
工程師:
普通 抽濕 記錄 人
出模輔助 前模附件 后模附件
水口重量(g)
前模溫度 后模溫度 干燥方法 產品單重(g)
烘料 溫度
□ 普通 □ 抽濕 (Lot No.)
射膠 冷卻 保壓 保壓 保壓 保壓 模溫 成型 時間 射咀 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 時間 時間 壓力 速度 位置 時間 (℃) 周期
注塑工序參數監控表
生產日期 機臺# 班次 型號 模號 Cav# x 材料: MI 成型周期(秒):
首板確認(或MI要求)參數
鎖模位置 鎖模壓力 鎖模速度 開模位置 開模壓力 開模速度 熔膠壓力 熔膠速度 熔膠位置 輔助工具
一段 二段 三段 四段
熔膠溫度 ( ℃ ) 射膠壓力 ( ) 射膠速度 ( ) 射膠位置 ( )
聚碳酸酯的性能以及成型参数
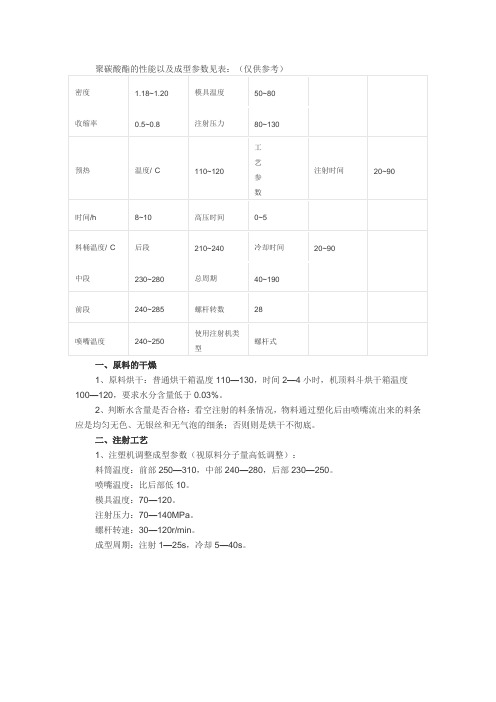
28
喷嘴温度
240~250
使用注射机类型
螺杆式
一、原料的干燥
1、原料烘干:普通烘干箱温度110—130,时间2—4小时,机顶料斗烘干箱温度100—120,要求水分含量低于0.03%。
2、判断水含量是否合格:看空注射的料条情况,物料通过塑化后由喷嘴流出来的料条应是均匀无色、无银丝和无气泡的细条;否则则是烘干不彻底。
Ø5+0.1 0
Ø5.10 -0.033
Ø10+0.28 0
10.270 -0.93
12+0.28 0
12.280 -0.93
26+0.50 0
26.520 -0.167
型芯的高度尺寸
6+0.28 0
Hm=[(1+Scp)Ls+0.75Δ]
6.240 -0.93
9+0.28 0
9.260 -0.93
中心距
20
±0.21
15
±0.18
3
±0.12
类别
名称
塑件尺寸
计算公式
工作尺寸
型腔计算
型腔的径向尺寸
350 - 0.56
Lm=[(1+Scp)Ls-0.75Δ]0+ z
34.77+0.187 0
180 -0.38
17.81+0.127 0
Φ150 -0.38
Φ14.8+0.127 0
型腔的深度尺寸
100 -0.1
二、注射工艺
1、注塑机调整成型参数(视原料分子量高低调整):
料筒温度:前部250—31:比后部低10。
模具温度:70—120。
注射压力:70—140MPa。
注射成型工艺的参数

注射成型工艺的参数注射成型工艺的参数注射成型过程是一个周期性的循环过程,每个循环内都要完成模具关闭、填充、保压、冷却、模具打开、顶出制件等操作,其中注射、保压、冷却是其中三个关乎质量的重要环节。
熔体的流动行为和填充特性和这三个过程密切相关,了解熔体的流动行为对于整个注射工艺意义重大。
以下讨论注射工艺参数对注射工艺的影响。
1.注射压力注射压力是驱动胶料在模具型腔中流动的唯一动力,是注射工艺中非常重要的一个参数。
注射压力是由注射系统的液压系统提供的,液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机喷嘴进入到模具的主流道、分流道、浇口进入模具型腔。
在此过程中压力有不同程度的损失。
标准注塑机常见的额定注射压力是150-160MPa,注塑机喷嘴的压力损失一般为10-15MPa,流道的损失一般为25-55MPa,浇口到产品末端的压力降一般要为75MPa,在产品的末端一般保证15-35MPa的余量。
影响熔体充填压力的四素有很多,主要包括以下三类:材料因素包括材料的类型、黏度;结构性因素包括浇注系统的类型、数量、位置、模具及产品结构,工艺因素等。
2.注射时间注射时间指的是塑料熔体充满型腔所需要的时间,注射时间一般都比较短,占整个循环的一小部分。
对于成型周期的影响也很小,但注射时间对于浇口、流道及型腔的压力控制有很大的作用。
3.注射温度注射温度是影响注射压力的重要因素,注塑机料筒有5-6加热段,每种原料都有其适合的加工温度。
射温度必须控制到一定的范围内。
温度太低,塑料熔化不良,容易发生压力偏大、欠注等缺陷,影响成型件的质量,增加工艺难度;温度太高,容易产生飞边,导致锁模力偏大,大到一定程度时原材料会分解。
在实际的注射过程中,由于熔料通过料口时会受到剪切而产生很高的热量,注射温度往往比料筒温度高,高出的数值和注射速率及材料的性能有关,最高可达30度。
4.螺杆速度-位置曲线为了使得熔料在填充过程中保持恒定的熔前速度,工艺调整时必须根据熔料的流动路径的实际情况调整注射速度的大小,小型的注塑机一般5段射浇,较大的注塑机一般10段射浇。
注塑机参数2012-7-17

22
ቤተ መጻሕፍቲ ባይዱ
22
16
16
11
11
11
11
Par:Guo Qinxue
Date:2006-01
Par:Guo Qinxue
Date:2006-01
大悍(天津)汽车零部件有限公司注塑机参数表
机型Type 厂家Producer Distance betweent tie bars(H) 1 格林间距(水平) Distance betweent tie bars(V) 2 格林间距(垂直) Platen dimension(H )模板尺寸 3 (水平) Platen dimension(V )模板尺寸(垂 4 直) Maxium mould thickness 5 最大模具厚度 Minium mould thickness 6 最小模具厚度 最小模具尺寸 Opening stoke 7 开模行程 Ejection stroke 8 顶出行程 Core number 9 抽芯组数 Screw diameter of the ejcetor 10 顶出拉杆螺丝直径 Screw diameter 11 螺杆直径 3 12 Max. Injection capacity (CM ) 最大注射容积 注射重量g Diamè de centrage tre 13 定位圈直径 注塑机喷嘴孔直径 Radius of the nozzle of the 14 machine 注射机喷嘴半径 Radius of the nozzle of the 15 MOULD 模具喷嘴半径 水嘴标准接头 16 Water connector standard 17 油管接头 Hydraulic connector 18 安全开关 Safty switch 热流道接口 19 Hot runner connector 说明:1。未注明单位均为毫米。 No. 1000T 海天 1160 1160 1650 1698 1160 500 810*810 1220 320 4+3 800T 海天 1000 1000 1465 1485 1000 420 700*700 1040 280 4+3 530T 海天 840 830 1240 1250 850 350 590*580 850 220 3+3 470T 海天 820 800 1210 1180 780 320 580*560 780 200 2+2 320T 海天 680 680 990 990 680 250 475*475 640 160 2+2 250T 海天 580 580 860 860 580 220 400*400 540 150 2+2 160T 海天 470 470 705 705 520 180 330*330 430 140 2+2 120T 海天 410 410 625 627 450 150 290*290 360 120 2+2 2+2 1+1 120T 震雄 390 350 560 560 100T 震雄 350 310 525 490
注塑标准工艺参数表

Produce 量产Mold Number:模具编号Machine No./Ton:机台号/吨位Raw Material:原料名称Screw Diameter:螺杆直径ERP NO.1:Part Name 1/品名1:ERP NO.2:Part Name 2/品名2:ERP NO.3:Part Name 3/品名3:ERP NO.4:Part Name 4/品名4:(Shot Weight)g:每模重量(Runner Weight)g:流道重量Setting 设定值Permission undulation scope/公差Setting 设定值Permission undulation scope/公差Zone1(℃)第一段温度±5℃Hold Pressure 1st(bar) 一段保压-----Zone2(℃)第二段温度±5℃Hold Pressure 2st(bar)二段保压-----Zone3(℃)第三段温度±5℃Hold Pressure 3st(bar)三段保压-----Zone4(℃)第四段温度±5℃Hold Pressure 4st(bar)四段保压 ----- -----Zone5(℃)第五段温度±5℃Hold Time 1st(s)一段保压时间 -----Zone6(Nozzle )第六段(射嘴)温度-----±5℃Hold Time 2st(s)二段保压时间 -----Oil(℃)油温±5℃Hold Time 3st(s)三段保压时间 ----- -----Drying Temp(℃)烘料温度±5℃Hold Time 4st(s)四段保压时间 ----- -----Drying Time(H)烘料时间-----Hold Pressure Speed 1st(mm/s)保压速度 ----- -----Hold Pressure Speed 2st(mm/s)保压速度 ----- ----- -----Hold Pressure Speed 3st(mm/s)保压速度 ----- -----Fixed Half(℃)定模±3℃Hold Pressure Speed 4st(mm/s)保压速度 ----- -----Moving Half(℃)动模±3℃Stock(mm)料量 ----- -----Pull Back(mm)松退量----- ----- -----Cushion Position(mm)垫料±0.5mm ----- -----Screw Revolution(mm/s)螺杆转速---------- -----Back Pressure(bar)背压----- ----- -----Hold Pressure end Position(mm)保压结束点±0.5mm -----Actual Injection Pressure(bar)实际压力 ----- ----- -----Cavity pressure(bar)型腔压力----- ----- ----- -----Injection(s)注射时间±0.1s----- -----Plasticizing(s)塑化时间±1S----- -----Cooling(s)冷却时间 ----- -----Plasticizing Delay(s)塑化延时----- ---------- -----Cycle Time(s)周期时间±2S----- ----- ----- ----- ----- -----Corresponding Cavity Number±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----±3℃ -----Revise 版次Date 日期±3℃ -----Name ±3℃ -----Sign ±3℃-----DateIndex:Material Code/原料ERP:Molding Process Parameter Of Standard标准工艺参数表Trail run 试生产Test mold 试模(Part Weight 1)/重量g: -----Nozzle Model 射嘴类型Other attention items其他事项Customer/顾客:(Part Weight 2)/重量g: -----Part NO.1/产品料号No.1: -----Part NO.3/产品料号No.3: -----Part NO.2/产品料号No.2: -----Cav Number/模穴号:(Part Weight 3)/重量g: -----Part NO.4/产品料号No.4: -----(Part Weight 4)/重量g: -----Remark/备注Injection Speed 2st(mm/s)注塑速度2Cooling Plan/冷却方案Fixed Half Setting(℃)定模Moving Half Setting(℃)动模Injection Speed 3st(mm/s)注塑速度3Core Plan/抽芯方式Injection Speed 4st(mm/s)注塑速度4Injection Speed 5st(mm/s)注塑速度5Injection Pressure 1st(bar)注塑压力1Injection Pressure 2st(bar)注塑压力2Injection Pressure 3st(bar)注塑压力3Injection Pressure 4st(bar)注塑压力4Injection Position 4st(mm)注塑位置4Injection Position 5st(mm)注塑位置5热流道控制Description of Change 修订原因Initiator 编制Approved 批准Remark/备注Authorized 授权Hot Runner Zone 6 (℃)热流道6Hot Runner Zone 7 (℃)热流道7Hot Runner Zone 1 (℃)热流道1Hot Runner Zone 2 (℃)热流道2Hot Runner Zone 3 (℃)热流道3Hot Runner Zone 9 (℃)热流道9Hot Runner Zone 10 (℃)热流道10Hot Runner Zone 8 (℃)热流道8Injection Position 3st(mm)注塑位置3Injection Pressure 5st(bar)注塑压力5Injection Speed 1st(mm/s)注塑速度1Hot Runner Zone 4 (℃)热流道4Injection Position 1st(mm)注塑位置1Injection Position 2st(mm)注塑位置2Hot Runner Zone 5 (℃)热流道5。
注塑成型工艺参数详解

注塑成型工艺参数详解注塑工艺参数:在产品和模具确认之后,注塑工艺参数的选择和调整对产品质量将产生直接影响。
注塑工艺具体是指温度、压力、速度、时间等有关参数,实际成型中应综合考虑,在能保证产品质量(如外观、产品尺寸精度、机械强度等)和注塑作业效率(成型周期)的基础上决定。
尽管不同的注塑机调整方式各有不同,但是对工艺参数的设定和调整项目是基本相同的,注塑工艺参数和注塑机的设计参数是有关联的,但是在这里主要是从注塑工艺角度理解这些参数。
一、注塑参数1.注射量:注射量是指注塑机螺杆(或柱塞)在注射时,向模具内所注射的物料熔体量(g)。
因此,注射量是由聚合物的物理性能以及螺杆中料筒中的推进容积来确定的。
由此可见,选择注射量时,一方面必须充分满足产品及其浇注系统的总用料量,另一方面必须小于注塑机的理论注射容积。
如果选用注射量过小则会因注射量不足而使产品各种缺陷,但过大又造成资源浪费。
所以注塑机不可用来加工小于注射量10%或超过注射量70%的产品,据统计注塑生产厂家大约有1/3的能源浪费在不合理的机型选择上。
2.计量行程(预塑行程):每次注射程序终止后,螺杆是处在料筒的最前位置,当预塑程序到达时,螺杆开始旋转,物料被输送到螺杆头部,螺杆在物料的反压力作用下后退,直到碰到限位开关为止。
这个过程称为计量过程或预塑过程,螺杆后退的距离称为计量容积,也是注射容积,其计量行程也是注射行程。
因此产品所需的注射量是用计量行程来调整的。
由此可知,注射量的大小与计量行程的精度有关,如果计量行程调节太小会造成注射量不足,如果计量行程调整太大,使料筒前部每次注射后的余料太多,使熔体温度不均或过热分解,计量行程的重复精度的高低会影响注射量的波动。
料温沿计量行程的分布是不均匀的,增加计量行程会加剧料温的不均匀性。
螺杆转速、预塑背压和料筒的温度都将对熔体温度和温差有明显的影响。
在注射前处于螺杆头部计量室外中的熔体温度最高,虽然也有温差,但在这是较小。
注塑成型的参数设定

注塑成型的参数设定1、事前确认及预备设定⑴确认材料干燥、模温及加热筒温度是否被正确设定并达到可加工状态。
⑵检查开闭模及顶出的动作和距离设定。
⑶射出压力(P1)设定在最大值的60%。
⑷保持压力(PH)设定在最大值的30%。
⑸射出速度(V1)设定在最大值的40%。
⑹螺杆转速(VS)设定在约60RPM。
⑺背压(PB)设定在约10kg/cm2。
⑻松退约设定在3mm。
⑼保压切换的位置设定在螺杆直径的30%。
例如φ100mm的螺杆,则设定30mm。
⑽计量行程比计算值稍短设定。
⑾射出总时间稍短,冷却时间稍长设定。
2、手动运转参数修正⑴闭锁模具(确认高压的上升),射出座前进。
⑵以手动射出直到螺杆完全停止,并注意停止位置。
⑶螺杆旋退进料。
⑷待冷却后开模取出成型品。
⑸重复⑴~⑷的步骤,螺杆最终停止在螺杆直径的10%~20%的位置,而且成型品无短射、毛边及白化,或开裂等现象。
3、半自动运转参数的修正⑴计量行程的修正[计量终点] 将射出压力提高到99%,并把保压暂调为0,将计量终点S0向前调到发生短射,再向后调至发生毛边,以其中间点为选择位置。
⑵出速度的修正把PH回复到原水准,将射出速度上下调整,找出发生短射及毛边的个别速度,以其中间点为适宜速度[本阶段亦可进入以多段速度对应外观问题的参数设定]。
⑶保持压力的修正上下调整保持压力,找出发生表面凹陷及毛边的个别压力,以其中间点为选择保压。
⑷保压时间[或射出时间]的修正逐步延长保持时间,直至成型品重量明显稳定为明适选择。
⑸冷却时间的修正逐步调降冷却时间,并确认下列情况可以满足:1、成型品被顶出、夹出、修整、包装不会白化、凸裂或变形。
2、模温能平衡稳定。
肉厚4mm以上制品冷却时间的简易算法:①理论冷却时间=S(1+2S)…….模温60度以下。
②理论冷却时间=1.3S(1+2S)…….模具60度以上[S表示成型品的最大肉厚]。
⑹塑化参数的修正①确认背压是否需要调整;②调整螺杆转速,使计量时间稍短于冷却时间;③确认计量时间是否稳定,可尝试调整加热圈温度的梯度。
注塑工艺参数表(范文)

流量 Speed(%)
25
位置 Position (mm)
15
25
20
25
30
8
时间 Injection Time
5
/
/
保压5 (5th Stage)
/
/
/
松退 Suck Back
48
35
9
抽芯设定 Core-Pulling
抽芯类型选择 Mold Option(0/1/2)
抽芯控制方式 Way of Control(0/1)
冷却水 Tower Water( )
冷冻水Cool Water( )
顶针设定 Ejector Setting
顶针退2 (2nd Return)
75
8
/
/
射胶残余量:14.8
前模设定 Cavity
58
50
9段--10段
290/290
冷却时间 Cooling Time
再循环时间 Recycle Time
/
/ 15
2
关模2 (2nd Stage)
25
30
关模3 (3rd Stage)
20
22
关模4 (4th Stage)
8
15
关模5 (5th Stage)
105
15
25
开模2 (2nd Stage)
压力 Press(bar)
35
1段--2段
290/290
流量 Speed(%)
位置 Position (mm)
45
60
3段--4段
295/295
Open
开模1 (1st Stage)
5段--6段
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
熔胶终止Melt End Pos.:
mm
炮筒温度Cylinder Temp.:
熔胶速度Melt Speed:
rpm
Nozzle
1#
2#
3#
4#
5#
6#
7#
8#
背压Back Pressure:
bar
℃
℃
℃
℃
℃
℃
℃
℃
℃
倒索Decompression:
mm
模具温度Mold Temperature:
前模
Cavity
穴数Cavities:
材料Material:
材料Injection Material:
材料型号Brand &Type:
颜色Color:
干燥类型Dryertype:
烘料温度DryingTemp.:
℃
烘料时间Dryingtime:
H
水口比例Rate of Recycled Material:
%
色母比例Rate of Color Batch:
℃
Cycle2
℃
℃
Cycle2
℃
℃
Slider2
℃
℃
Cycle3
℃
℃
Cycle3
℃
℃
Slider3
℃
℃
热流道温度Hot runner℃
Zone1
Zone 2
Zone 3
Zone 4
Zone 5
Zone 6
Zone 7
Zone 8
Zone 9
Zone 10
Zone 11
Zone 12
℃
℃
℃
℃
℃
℃
℃
℃
℃
最大系统压力Max. System Pressure:
最大注塑压力Max. Injection Pressure (100%):
液压抽芯Hydrauliccylinder:
组别
Group
1
2
3
4
进In
出Out
进In
出Out
进In
出Out
进In
出Out
压力Pressure (bar)
位置Position (mm)
mm
mm
mm
速度Speed(mm/s)
压力Pressure(bar)
位置Position(mm)
保压Holding pressure
1#
2#
3#
产品在转换点重量Part Weight of SW. Point:
g
速度Speed(mm/s)
水口重Gate Weight:
g
整啤Shot Weight:
g
压力Pressure(bar)
产品单重Part Weight:
1g2g3g4g
时间Time(sec)
时间Time:
注塑时间Injection Time
保压时间Holding Time
冷却时间Cooling Time
注塑周期Cycle Time
sec
sec
sec
sec
机器设定与操作方式Machine Settingand Operation:
设定
setting
实际
Actual
后模
Core
设定
setting
实际
Actual
行位
Slider
设定
setting
实际
Act
Ton
实际锁模力
Actual Clamping force:
Ton
Cycle1
℃
℃
Cycle1
℃
℃
Slider1
℃
开模终止Mold Open position
mm
顶出行程Stroke of Ejection:
mm
手动ByHand
全自动Automatic
用机械手With Robot
机械手取水口Robot for Gate
机器型号Machine Type:
螺杆直径Screw Diameter:
机器锁模力Machine Clamping force:
速度Speed(mm/s)
优先顺序
sequence
开模
open mold
合模
close mold
备注Remarks:
注塑工程师Injection Engineer:
℃
℃
℃
射胶、保压、螺杆位置Injection & Holding Pressure& Screw Position
注塑Injection
1#
2#
3#
4#
5#
螺杆开始Screw Start Position
保压转换位置Screw Position of SW. Point
螺杆终止Screw End Position
Injection Data Sheet Records—注塑成形参数表
项目资料Project Information:
日期Date:
试模次数Trial Times:
T:
客户Customer:
项目号Project No.:
模号Mold No.:
制模厂Supplier:
项目工程师Project Engineer: