注塑模具基本技术参数表
常用塑料注塑工艺参数
六、聚乙烯(PE)塑料注塑工艺特性与工艺参数的设定
1、吸湿性小(<0.01%),成型前可不干燥;必要时,可在70~ 80℃下,干燥1~2h。
3、HIPS中可以掺入PS使用。随着PS掺入量的增加,熔体流动 性变好,制品的刚性、表面光洁度提高,但脆性也加大。
4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)
的主要加工参数
பைடு நூலகம்
四、ABS塑料注塑工艺特性与工艺参数的设定
1、其结构中有极性基团,所以易吸湿。加工前通常要进行干燥, 以消除制品上因水份而产生的银纹及气泡等缺陷。干燥条件 为:在80~90℃的循环热风干燥器中干燥2~4h。
七、RPVC注塑工艺特性与工艺参数的设定
1、RPVC是典型的热敏性塑料。经过稳定化的RPVC即使在不太高的温度 下如180℃,如果时间很长(如40min以上)仍会导致RPVC严重分解。 所以要严格控制成型温度和物料在料筒中的停留时间。RPVC的成型温度 范围在160~200℃之间。通常为160~190℃,最高不超过200℃;料筒 温度分布通常采用阶梯式设置;喷嘴温度应比料筒末端温度低10~20℃。
设备的温度控制系统应指标准确,反应灵敏;
螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5, 螺杆的三段长度可分别设置为40%、40%和20%;
选用孔径的通用喷嘴,并配有加热控温装置;
掌握好清洗料筒的技术;
注意温升程序,并在料筒升温过程中,应密切注意温升情况。
料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹 来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过 热,应立即采取措施,对料筒进行清洗,切不可继续操作;
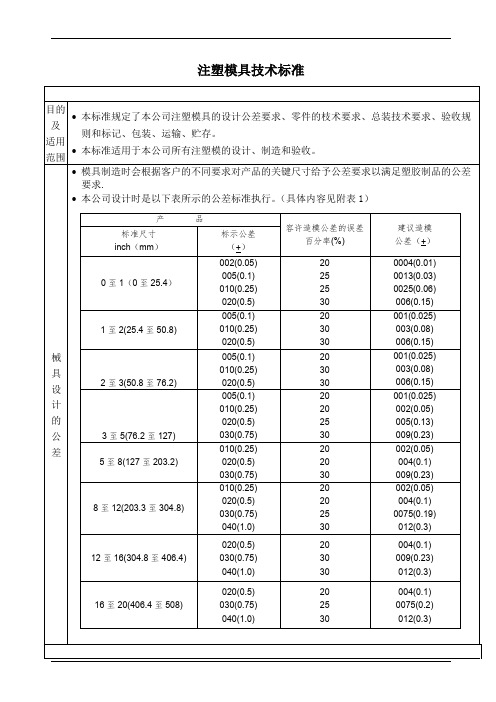
注塑模具技术标准
1O
0 O 45’ 0 O 30’ 0 O 20’ 0 O 15’
的
类 硬质塑料
技 术
别 例:PS,AB S,PMMA,P
2O 30’
2 O 15’
2O
1 O 45’ 1 O 30’ 1 O 15’
1O
0 O 45’ 0 O 30’
要
OM 等
求 成型零件表面不能有焊接熔痕; 螺针安装孔、推杆孔、复位杆孔等孔位的未注公差的极限偏差,按 GB180 规定的未注公 差尺寸的极限偏差 JS12 级; 零件图中螺纹(螺纹型芯、螺纹型环除外)的基本尺寸应符合 GB196 的规定,选用的公差 与配合应符合 GB197 的规定; 模具零件图未注形状公差按 GB1184 规定的未注公差 C 级; 模具零件非工作部位棱边均应倒角或倒圆,成型部位未注明圆角按 R0.25 判定型面与型芯 推杆、分型面与型芯推杆的交接边缘不允许倒角或倒圆;
要 成型部位转接圆弧未注公差尺寸的极限偏差,按下表规定执行:附表 2
求
基本尺寸(mm)
6
6-18 18-30 30-120 120
成差极型按限部角偏位度差未短注边凸角长圆度度弧和决锥定度;-0公具.00差体12按见表表面3-的00.规18定,锥-度00.公25差按锥-体00.母40线的长-度00.决50定,角度公
模 —— 顶针板必须有导柱; 具 —— 模具应经过足够时间测试,符合 CPK 定义的质量标准; 的 —— 模具应具备所有的安全特性,以预防受到意外的损害及错误的安装; 等 —— 上、下模需要精确的配合,有插穿位的地方,模具一定要有直身锁; 级 —— 需要高温及热流道的模具,必须有隔热板; 分 —— 所有可替换的元件必须是标准件; 类 第二级:适用于中量生产模具(50,000—250,000 啤),具体要求如下:
国产注塑机型号及主要技术参数

国产注塑机型号及主要技术参数都怎样标注?目前,国内生产注塑机的厂家有多个,表3-5仅列出部分注塑机生产厂的注塑机型号及主要技术参数。
表3-6是大连华大机械有限公司生产注塑机型号及主要技术参数。
表3-7是江苏无锡市格兰机械有限公司生产注塑机型号及主要技术参数。
表3-5国产注塑机型号及主要技术性能参型号XS-Z-30 XS-Z60SZA-YY60XS-ZY125XS-ZY125(A)X&-ZY250XS-ZY250(A)XS-ZY350(G54-S200/400)理论注射量(最大)/cm330 60 62 125 192 250 450 200〜400 螺杆(柱塞)直径/mm-28 -38 35 42 42 50 50 55注射压力/MPa119 122 138.5 119 150 130 130 109注射行程/mm130 170 80 115 160 160 160 160注射时间/s 0.7 0.85 1.6 1.8 2 1.7摞杆转速(r/min) 25〜16029、43、56、69,83,10110〜14025、31、39、58,32,8913〜304 16,28,48注射方式柱塞式柱塞式螺杆式螺杆式螺杆式螺杆式螺杆式蜾杆式锁模力/kN 250 500 440 900 900 1800 1650 2540 最大成型面积/cm290 130 160 320 360 500 645160 180 270 300 300 500 350 260 模具髙度(最大)/mm180 200 250 300 300 350 400 406 (最小)/mm 60 70 150 200 200 200 200 165模版尺寸、mm 250×280330×440598× 520532×634拉杆间距/mm 235190×300330×300260×290360×360295×373370×37290×368合模方式肘杆肘杆液压肘杆肘杆液压肘杆肘杆油泵流量/(L/min) 50 70、12 48 100J2 180J2129、74、26170J2压力/MPa 6.5 6.5 14 6.57.0、14.06.5电动机功率/kW5.5 11 15 11 18.5 30 18.5 螺杆驱动功率/kW-40 4 5.5 9 5,5 螺杆扭矩/(N•m)加热功率/kW2.7 5 6 9.83 10外形尺寸/m 2.34×0.80×1.463.61×0.85×1.553.30×0.83×1.63.34×0.75×1.554.70×1.00×1.825.OOX1.30×1.904.70×1.40×1.80电源电压/V 380 380 380 380 380 380 380 380 电源频率/Hz50 50 50 50 50 50 50 50 机器质量/t 0.9 2 3 3.5 4.5 6 7型号XS-ZY500 ES-ZY500(B)XS-ZY1000 XS-ZY1000(A)SZY-2000XS-ZY300XS-ZY4000XS-ZY32000理论注射量(最大)/cm3500 5381000 2000 2000 300040032000螺杆(柱塞)直径/mm65 65 85 100 110 120 130 250 注射压力/MPa 104 135 121 121 9090.0.115. 0127.5130注射行程/mm200 190 260 280 340 380注射时间/s2.7 2.7 3 43.8 约4 约10螺杆转速(r/min)20\25、32、38、42、50、60、8019〜15221、27、35、40、45、50、65、8321、27、35、40、45、50、65、830〜470〜600~45注射方式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式锁模力/kN 3500 2000 4500 5500 6000 63001000035000最大成型面积/cm21000 1000 1800 2000 2600 252038014000模板行程/mm 500 560 700 700 750 11201103000模具高度(最大)/mm 450 700 700 800960.681002000(最小)/mm 300240(440)300 300 500 400 250 1000模板尺寸/mm 700X850 1180×11801350×12502650×246拉杆间距/mm 540X440540X440650×550650×550760×700900×801050×9502260×200合模方式肘杆液压特殊液压特殊液压肘杆液压特殊液压特殊液压油泵流量(L/min)200,25148,26200、18、1.8 200,2517.5×2、14.2194×2.048,63压力/MPa 6.5 14 14 14.0.15.0 14 14、0,21 . 0电动机功率/kW 22 30 40,5.5,5.5 40,7.5 40,4045,551423×155、30.0.75螺杆扭矩N.m加热功率/kW 14 17 16.5 18,25 21 4045.2外形尺寸/m 6.50×1.30×2.6.0×1.7.67×1.74×2.387.4×1.7×2.410.908×1.11×2.914×220×3.00 5X2.0 9×3.43×3.2.4×2.8524×3. 85电源电压/V380 380 380 380 380 380 380 380 电源频率/Hz50 50 50 50 50 50 50 50 机器质量/t12 9 20 25 37 50 65 240型号及主要技术性能参数注:1.理论注射量是指用ps料时的质量。
注塑模具技术规范

注塑模具技术规范美的集团家用空调国内事业部发布注塑模具技术规范1、目的1。
1、规范美的国内空调注塑模具制作规范和验收标准。
1。
2、不断提高模具质量,确保模具正常生产, 生产出合格的注塑件产品。
1。
3、模具厂家必须按照此标准进行模具设计及制造,若模具设计及制造因不符合此标准而引起的模具质量问题,由模具厂家承担一切后果。
2、范围本标准规定了塑料制件的模具工艺性,统一塑料模具的设计、制作标准、验收标准.本标准适用于家用空调国内事业部。
3、规范性引用文件无4、术语和定义无5、模具分类根据模架尺寸将模具分为大、中、小三类。
5.1、模架尺寸6060以上称为大型模具;5.2、模架尺寸3030~6060之间为中型模具;5.3、模架尺寸3030以下为小型模具.6、模架选用6.1、优先选用标准模架。
6.2、若选用非标模架,应优先选用标准板厚。
6.3、大型非标模架,导柱直径不小于Φ60mm,导套采用石墨铜套制做。
6.4、大型非标模架导套孔壁厚与模架边不得小于20mm,回针孔壁厚与模架边为35~40mm,回针直径不小于Φ30。
6.5、大型非标模架A板、B板起吊螺钉孔为M36~M48。
6.6、模架必须指定的供应商采购.6.6.1、模架非成型部分的模板零件应采用1050材质, 硬度HB170-220。
6。
6.2、导柱、导套回针等所用材料表面硬度不低于HRC60 2。
6。
6。
3、A板、B板镶件框壁厚一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm.6.6.4、开镶件框后B板厚度一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm。
6.6.5、镶件成型部位厚度一般为:(小模)25~35mm、(中模)35~50mm、(大模)50~70mm。
7、钢材选用7。
4、以下材料由模具厂家提供材料证明及采购证明。
滑块材料(外观)用738H钢料,硬度 HRC34~38,(非外观)用738钢料,硬度 HRC29~33. 斜顶材料用LKM738钢料,表面进行氮化处理,硬度HV700。
各注塑机型技术参数对照

各注塑机型技术参数对照注塑机是一种将熔融塑料压入模具中以制造制品的设备。
不同的注塑机型号有不同的技术参数,下面是各注塑机型技术参数的对照。
1.注射容积和射出压力:注射容积是指注塑机每次射料的最大容积,一般以克为单位。
不同型号的注塑机注射容积不同,通常在50克至5000克之间。
射出压力是指注塑机将熔融塑料推进模具的压力,一般以千牛为单位。
不同型号的注塑机射出压力不同,一般在50千牛至5000千牛之间。
2.螺杆直径和螺杆长径比:螺杆直径是指注塑机螺杆的最大直径,一般以毫米为单位。
不同型号的注塑机螺杆直径不同,通常在20毫米至200毫米之间。
螺杆长径比是指螺杆长度与螺杆直径的比值,一般没有单位。
不同型号的注塑机螺杆长径比不同,一般在15:1至25:1之间。
3.锁模力和开模行程:锁模力是指注塑机在射料时锁紧模具所需的最大力量,一般以吨为单位。
不同型号的注塑机锁模力不同,通常在30吨至5000吨之间。
开模行程是指模板在射料后打开模具所需的最大行程,一般以毫米为单位。
不同型号的注塑机开模行程不同,一般在100毫米至2000毫米之间。
4.螺杆转速和冷却时间:螺杆转速是指注塑机螺杆的最大转速,一般以转/分钟为单位。
不同型号的注塑机螺杆转速不同,通常在50转/分钟至2000转/分钟之间。
冷却时间是指模具在射料后冷却的最短时间,一般以秒为单位。
不同型号的注塑机冷却时间不同,一般在10秒至120秒之间。
5.注塑速度和射出时间:注塑速度是指注塑机将熔融塑料射入模具的速度,一般以毫米/秒为单位。
不同型号的注塑机注塑速度不同,通常在100毫米/秒至1000毫米/秒之间。
射出时间是指注射器将熔融塑料射入模具所需的最短时间,一般以秒为单位。
不同型号的注塑机射出时间不同,一般在0.5秒至5秒之间。
6.加热功率和机器重量:加热功率是指注塑机加热器的总功率,一般以千瓦为单位。
不同型号的注塑机加热功率不同,通常在5千瓦至100千瓦之间。
塑料水杯注塑模具设计说明书

目录1 塑件的成型工艺分析 (3)1.1 塑件的原材料分析 (3)1.2 塑料件的尺寸分析 (3)1.3 塑件表面质量分析 (3)1.4 塑件结构工艺性分析 (4)1.5 成形工艺参数、工艺卡 (4)1.5.1 塑件的体积及质量 (4)1.5.2 选用注射机 (4)1.5.3 塑件注射成型工艺参数 (5)2 模具结构方案的确定 (6)2.1 型腔数目的确定 (6)2.2 分型面的选择 (7)2.3 浇注系统的设计 (8)2.3.1主流道的设计 (8)2.3.2 浇口的设计 (9)2.4 侧向抽芯系统设计 (10)2.4.1 侧向分型抽芯距的确定 (10)2.4.2 侧向分型抽芯力的计算 (10)2.4.3 斜导柱的设计 (11)2.4.4 斜导柱的材料及安装配合 (11)2.5 推出机构设计 (12)2.5.1 设计原则 (12)2.5.2 推杆材料 (12)2.5.3 推杆的形式 (12)2.5.4 推杆的导向 (13)2.5.5 推杆的复位 (13)2.6 标准模架的选择 (13)2.7 排气温控系统设计 (14)3 成型零件工作尺寸的计算 (14)3.1 成型零部件的磨损 (15)3.2 成型零部件的制造误差 (15)3.3 塑件的基本尺寸计算 (15)3.3.2 型腔深度 (15)3.3.3 型芯高度 (15)3.3.4 壁厚 (16)3.3.5 圆角 (16)3.3.6 柄长 (16)4 注射机有关工艺参数的校核 (17)4.1 注射量的校核 (17)4.2 注射压力的校核 (17)4.3 锁模力的校核 (17)4.4 装模部分有关尺寸的校核 (18)4.4.1 模具闭合高度的校核 (18)4.4.2 模具安装部分的校核 (18)4.4.3 模具开模行程的校核 (18)4.4.4 顶出部分的校核 (18)1、塑件的成型工艺分析1.1 塑件的原材料分析塑件原材料为PP 中文名: 聚丙烯表1.1 塑件的原材料分析结论:干燥处理:如果储存适当则不需要干燥处理。
注塑机的基本参数..
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
塑料注塑模具验收标准和表格
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
注塑机参数及技术规格表
最大开模距 离mm (机台标 称) 550 550 490 580 704 1330 1035 985 580 580 660 710 735 819 2000 280 280 280 365 270 270 270 340 410 410 410 410 280 280 280 270 325 325 2000
1# 2# 3# 4# 5# 6# 7# 8# 9# 10# 11# 12# 13# 14# 15# 16# 17# 18# 19# 20# 21# 22# 23# 24# 25# 26# 27# 28# 29# 30# 31# 32# 33# 34# 35#
联升 联升 伊之密 伊之密 海天 海天 海天 海天 联升 联升 海天 东华 海太 海天 联升 联升 联升 联升 联升 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 联升 联升 联升 海天 海天 海天 百塑 联升
2009.12 2009.12 2006.02 2007.06 2006.09 2007.08 2006.07 2001.06 2009.12 2009.12 2001.08 2007.08 2004.01 2004.05 2013.01 2009.11 2009.11 2009.11 2009.11 2008.09 2008.09 2008.09 2006.02 2007.05 2007.05 2007.05 2007.05 2013.02 2013.02 2013.02 2011.01 2011.01 2011.01 2011.09 2014.03
顺德某模具公司制品部注塑机技术规格
以PS材料计 实际注射重 总功率(kw) 算(密 理论注射重 量g 油泵电机功 (机台标 度:1.05g/cm 量(g) (以理论值的 率(KW) 称) 3) 85%计算) 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 126.1 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 2.9 2.9 2.9 1.05 1.05 1.05 1.05 126.1 830.55 830.55 786.77 1124.87 1300.95 6056.4 4690.35 3628.8 1413.3 1413.3 1305.15 2541 2457 2938.95 3574 96.6 96.6 96.6 171.15 87.26 87.26 87.26 259.14 389.45 389.45 389.45 389.45 84 84 84 92.4 160.65 160.65 3574 664 664 629 900 1041 4845 3752 2903 1131 1131 1044 2033 1966 2351 2859 77 77 77 137 70 70 70 207 312 312 312 312 71 71 71 74 129 129 2859 40 40 35.5 52.5 58.1 155 135.15 132.45 51 51 56.65 61.2 80 96.85 103 13 13 13 18 12 12 12 19.8 26.1 26.1 26.1 26.1 13.3 13.3 13.3 12.6 17.2 17.2 103 19 20 22 30 37 55/37 37/25 45/45 22 22 37 37 45 48 30*2 5.2 5.2 5.2 7.9 7.5 7.5 7.5 10 15 15 15 15 5.8 5.8 5.8 5.7 8.4 8.4 6.68/3.75 30*2 模板尺寸 mm (实测尺 寸) 920*870 920*870 825*825 950*950 1040*1040 1820*1820 1480*1480 1460*1460 940*940 940*940 1020*1020 1090*1090 1060*1060 1250*1250 1430*1430 470*470 470*470 470*470 610*610 470*470 470*470 470*470 610*610 667*667 667*667 667*667 667*667 470*470 470*470 470*470 470*470 530*530 530*530 1430*1430
常用塑料注塑技术参数表
一,常用塑料注塑技术参数表成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
专业术语解析:1.注塑压力注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4.保压压力与时间在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5.背压背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数PP注塑技术参数干燥温度(℃)65~75 干燥时间约(hr)0.5~1模具温度(℃)35~65 残料量(mm)3~10熔胶温度(℃)200~250 背压(MPa)9~17注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm)60~90螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)15~30PE注塑技术参数干燥温度(℃)*65~75 干燥时间约(hr)0.5(可不用干燥)模具温度(℃)40~70 残料量(mm)3~10熔胶温度(℃)180~220 背压(MPa)7~18注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm)60~100螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)20~40PVC注塑技术参数干燥温度(℃)不用干燥,若潮湿时,需在70℃以下干燥1小时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具名称
产品材料
模具编号
要求
1、表面状态:
□皮纹□光固化□镀鉻□涂装□其他
2、其他:
产品表面光洁,无飞边、熔接痕、缩痕、银丝、变形及冷料痕等缺陷
可视面分模线细微
模腔一出一
材质
尺寸(规格)
热处理
其他
模架
标准模架
自制模架
A板
整板
嵌件
B板
整板
嵌件
滑块
浇注系统
流道型式
■普通流道□热流道
浇口
浇口类型
■平浇□点浇口□潜入式浇口
数量
成型系统
出模数
一出一
定模
动模
抽芯
配件材料
顶杆
水管接头
标准件
加工材料
电极
冷却系统顶出效果
顶出型式
顶出孔φ60
其他说明
定位圈φ125