真空卷绕镀膜机控制系统的研究与开发
卷绕张力控制系统的建模及张力观测器的设计
卷绕张力控制系统的建模及张力观测器的设计
卷绕张力控制系统的建模:
1. 对于卷绕系统中的驱动和卷取部分,可以建立一个传感器为输入,输出为高精度电机转速和电机转矩的传递函数模型。
2. 对于张力感知系统,可以通过负载单元和力传感器建立一个力传递函数模型,将输出转化为张力信号。
3. 将以上传递函数模型组合在一起,可以建立卷绕张力控制系统的整体传递函数模型,从而实现对系统的建模。
张力观测器的设计:
1. 设计接近式张力传感器:通过安装在卷绕轴承处,测量轴承支撑轮轮轴的位移,进而计算轮轴上的张力值。
2. 设计压电式张力传感器:通过利用压电效应原理,将轴承支撑轮施加的压力转化为电信号,测量轴承支撑轮轴承的张力值。
3. 设计毫米波雷达式张力传感器:通过使用毫米波技术,测量工作区域内物体的距离,并通过信号处理计算出轴承支撑轮上的张力值。
4. 将张力传感器的输出信号与卷绕系统输入信号进行比较,通过PID控制算法实现对张力的精确控制。
卷绕式真空镀膜机制作方法和流程

卷绕式真空镀膜机制作方法和流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!1. 简介卷绕式真空镀膜机是一种常用于生产各种功能性薄膜材料的设备。
真空镀膜机方案
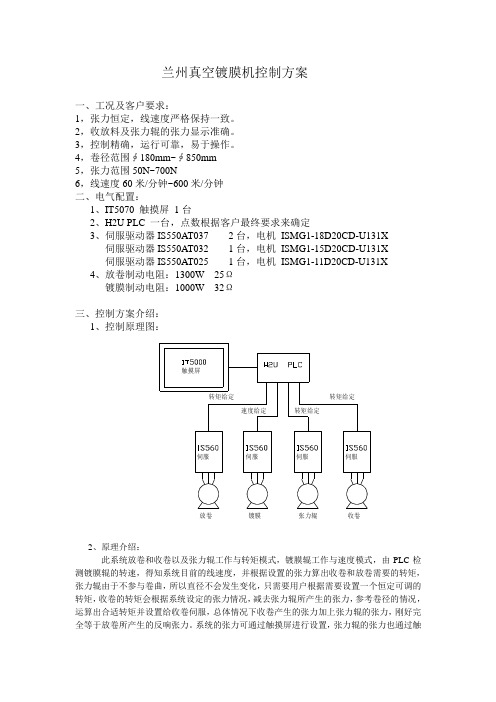
兰州真空镀膜机控制方案一、工况及客户要求:1,张力恒定,线速度严格保持一致。
2,收放料及张力辊的张力显示准确。
3,控制精确,运行可靠,易于操作。
4,卷径范围∮180mm~∮850mm5,张力范围50N~700N6,线速度60米/分钟~600米/分钟二、电气配置:1、IT5070 触摸屏 1台2、H2U PLC 一台,点数根据客户最终要求来确定3、伺服驱动器IS550AT037 2台,电机 ISMG1-18D20CD-U131X 伺服驱动器IS550AT032 1台,电机 ISMG1-15D20CD-U131X 伺服驱动器IS550AT025 1台,电机 ISMG1-11D20CD-U131X4、放卷制动电阻:1300W 25Ω镀膜制动电阻:1000W 32Ω三、控制方案介绍:1、控制原理图: 触摸屏伺服伺服伺服伺服放卷镀膜张力辊收卷转矩给定速度给定转矩给定转矩给定2、原理介绍:此系统放卷和收卷以及张力辊工作与转矩模式,镀膜辊工作与速度模式,由PLC 检测镀膜辊的转速,得知系统目前的线速度,并根据设置的张力算出收卷和放卷需要的转矩,张力辊由于不参与卷曲,所以直径不会发生变化,只需要用户根据需要设置一个恒定可调的转矩,收卷的转矩会根据系统设定的张力情况,减去张力辊所产生的张力,参考卷径的情况,运算出合适转矩并设置给收卷伺服,总体情况下收卷产生的张力加上张力辊的张力,刚好完全等于放卷所产生的反响张力。
系统的张力可通过触摸屏进行设置,张力辊的张力也通过触摸屏设置,然后系统根据这两个值算出收卷和放卷的转矩。
镀膜辊以及收卷和放卷的电机编码器信号分频进入PLC,镀膜辊的编码器信号用于测算当前线速度,收卷和放卷的编码器信号用来分别检测其转动角速度,以便计算卷径。
3、伺服选型规格说明:根据用户提供的张力和卷径变化范围,可以计算出在最大卷径时如果设置最大张力,伺服系统必须提供的转矩为297N.M;同时,要满足线速度要求,要保证在最小卷径情况下达到电机转速为1067转/分钟,故根据这两个条件,以上配置收放卷伺服基本满足。
VM(真空镀膜)技术应用与介绍

工作中学习,学习后工作 做比说重要,习比学有效
21
Thank you!
22
VM膜层结构图 面漆厚度10um 金属漆厚度0.5~10um 底漆厚度10um
基材
粗糙度需在0.5um以下
9
七、VM与其它镀膜比较的优缺点
项次 工艺
VM
底漆+镀膜+面漆 喷涂UV漆
水电镀
1.镀铜+镀镍 2.镀铜+镀镍+镀铬 不需要
传统烤漆
底漆+中漆+面漆 喷涂UV漆
工
艺
镀层保护 镀层材料 镀层光泽 镀层颜色 镀层硬度 镀层厚度 镀层附着性
8-1 发 雾
不良描述:表面发白起雾现象,失去镜面光泽的金属效果 产生原因: 1.底漆固化不彻底 2.镀膜层太薄,呈现基材底色 3.环境湿度过高 改善对策: 1.增加底漆固化时间 2.增厚金属膜层 3.除湿干燥处理
NG
OK
12
八、30065卡托----VM常见不良现象、原因及改善对策
8-2 颗 粒
高温高湿 光泽(对样品)
震动
UV底漆 Ti SUS Cr AI SiO SiO2 UV中漆 色浆 UV面漆
面漆固化 镀金属膜 喷底漆
终检 喷面漆 底漆固化
工
艺
制
程
20
十一、总结
1.多看,多听: 接触新的事物时, 多看一看周围的人是如何处理,对新环境的未知, 多听一听前辈们的指导提点. 2.多问: 在不熟悉这个行业时,会发现自己很多东西都不懂,这个时候就 要多问一问前辈,每解决一个问题,对于我们自己,都是又成长 了一步 3.多学,多做,多思考: 活到老,学到老,多学才能让自己更加智慧,多做才能让我们适应 生存,多思考才能让自己解决每一道坎
真空覆膜机工作原理

真空覆膜机工作原理真空覆膜机是一种将薄膜材料或金属涂覆在基材上的设备,常用于生产电子产品、食品包装、太阳能电池等领域。
真空覆膜机的工作原理主要包括以下几个方面:一、真空系统真空系统是真空覆膜机的核心部分,其作用是将被涂覆材料和基材放入真空室中,通过抽空将真空室内压力降到一定程度,使得薄膜材料和基材在真空环境下进行涂覆。
真空系统包括真空室、抽气系统和平衡阀三个部分。
二、涂覆系统涂覆系统是真空覆膜机的另一个重要部分,其作用是使得薄膜材料或金属在真空室内均匀涂覆在基材上。
涂覆系统由溅射系统、电弧等离子体系统和离子束溅射系统等组成。
三、控制系统控制系统是真空覆膜机的“大脑”,它可以对真空系统和涂覆系统进行自动控制和调节。
通过控制系统,可以实现真空度、温度、涂层厚度等参数的变化调节和监测。
以上是真空覆膜机的工作原理,并且在实际应用中需要注意以下几个方面:一、材料选择在涂覆过程中需要选择适当的涂覆材料和基材。
通常情况下,涂覆材料会有不同的化学成分和物理性质,需要根据实际需求选择。
基材的机械性能、热膨胀系数以及表面平整度等都会对涂层的质量产生影响,需要认真选择。
二、工艺控制涂覆工艺的控制非常重要,不同的工艺参数会对涂层的品质产生直接影响。
参数的设置应该依据实际情况确定,需要不断优化和改进。
三、操作规范真空覆膜机对于操作人员的要求较高,需要认真遵守操作规范。
操作人员需要熟悉各种部件和系统的构成和功能,具备一定的技能和知识储备,才能够正确操作和维护设备。
以上是关于真空覆膜机工作原理的简单介绍,真空覆膜机在电子、食品包装、太阳能电池等领域得到广泛应用。
未来,真空覆膜机将继续发展创新,为人们带来更多更优质的产品和服务。
型真空注型机控制系统开发开题

EWVCM-800型真空注型机控制系统开发-开题EWVCM--0800型真空注型机控制系统的开发班级(学号)姓名(居中,黑体四号)摘要:快速成型技术(简称RP技术)是上世纪末出现的一种新型的制造技术,快速成型作为一种设计理念可视化的手段,能够精确、自动、快速、直接地将设计理念变成制造实物,再加以计算机技术的辅助能够大大缩短模型的制造加工时间,同时降低了生产成本、缩短了生产周期。
利用硅橡胶制作模具,具有良好的塑性、弹性、无味无毒、不易因为高低温变形而失去原有的弹性和强度。
真空注型技术是快速模具技术的重点和关键,其核心问题是要控制注塑机使之实施规定的相关动作,这就要求注塑机必须具备完善的控制系统。
真空注型在机械制造领域起到越来越重要的作用,对制造业产生深远的影响,正在引领当代制造方式的一场革命。
本论文是在EWVCM-800型真空注型机的控制系统的基础上进行开发,不仅可以提高加工制造效率,而且还可以降低废品率,特别适合于小批量功能型零件的试制,并减少了直接开钢模的成本和风险。
其控制系统主要由机械部分和电路部分组成:机械部分主要是通过转动手轮带动链传动使杯架旋转完成倒料、利用同步带传动带动搅拌轴完成搅拌至均匀、转动手轮带动链传动完成浇注;电路部分采用继电器控制真空泵的启停和放气设备的启停,其具有开发成本低、稳定性好、操作简单的优点。
本论文讲述了真空注型机的工作原理和特性,在此基础上设计出机械结构装配图和电气控制图。
关键词:注型机,继电器控制,快速成型技术,功能模型1研究背景1.1选题背景与意义1.1.1选题背景创新在科技发展过程中是一个亘古不变的话题,同时也是当今社会发展的主题。
最近几年,我们国家在产品的创新领域取得了辉煌的成就,各行各业不断创新,不断推出新的设计想法和制造产品,极大地促进了社会经济的发展,给我们社会提供了巨大的物质财富。
创新是一个民族进步的灵魂,作为重大的发展战略任务,我国的产品创新已经进入到高潮的发展阶段。
PLC技术在真空镀膜自动控制中的应用

PLC技术在真空镀膜自动控制中的应用摘要随着镀膜工艺的发展,镀膜精度的要求不断提高,控制规律不断复杂多变,传统的继电器—接触器控制系统,由于电器触点数量多,可靠性差,控制手段落后,误差大,难以达到所期望的效果。
有时因为一个继电器或一条连线出现故障都会造成整个系统运行不正常,而且查找和排除故障困难。
另一个是适应性差。
设备改造需再重新设计,改变继电器和接线方式,造成大量的资源浪费。
针对传统继电器控制系统存在的问题,本系统主控部分采用了可编程控制器(PLC)。
PLC是一种工业微机,具有抗干扰能力强,工作可靠性高,平均无故障时间长,可在恶劣的环境下正常工作,并可方便地与上位计算机联网等特点,此外还可以大大缩短系统的设计、安装和调试周期,加快工程进度。
本系统应用PLC技术,实现真空镀膜系统的真空“手动/半自动”控制。
操作简单、方便、直观。
关键字:真空镀膜系统;可编程控制器(PLC);复合真空计;低真空;高真空AbstractWith the development of the thin—film deposition, the requirements for the precision of film have been raising continuously and the rules of controlling have changed in the much more complicated way. Because the electric appliances touch many times, the controlling instrument is not advanced and the error margin is big, the traditional controlling system of the electric appliances- the contact machine is difficult to attain the expected result. Sometimes the malfunction of one relay or one electric line will cause the whole system fail and it is difficult to check or eliminate the malfunction. Another is low application. The equipment change needs redesigning, but the change ofrelay and the line connecting method will waste large resources.To solve these problems of the traditional relay controlling system, the main controller of the current system adopts the Programmable Logic Controller (PLC). PLC is a kind of industrial machine, having the stronger anti- interference abilities and longer Mean Time TO First Failure (MTTF). It also can work under the sordid environment normally, and can link with calculator conveniently on line and so on. Besides, the system can shorten the design, installation and trying period of the system and speed the project.The system applied the PLC technique, carrying out the vacuum" manual/ half auto" controlling and the operation is simple, convenience and easy to understand.Keywords: vacuum thin—film deposition system; Programmable Logic Controller (PLC); vacuometer complex;low vacuum;high vacuum目录0 前言 11 方案 11.1目的及意义 11.2真空技术 12 配置 12.1真空系统配置 12.2可编程控制器(PLC) 23 PLC选型 24 详细设计 44.1编程语言 44.2工艺流程 44.3 电气原理图 54.4 程序设计 114.5 互锁及保护 115 总结 110 前言在真空科学中,真空的含义是指在给定的空间内低于一个大气压力的气体状态。
全自动智能化计算机控制系统在真空离子镀膜机中的应用

组 成 .其 中蒸 发 离 化源 冷 却 水 路 设有 相 应 的水
压 继 电 器 .断 水 时 发 出报 警 信 号 以保 证 设 备 的 安全 运行 。
置 、溅 射 电源显 示 与 设 置 、偏 压 电源 显 示 与设
置 、工艺参 数表 的显 示与设置 、实时报 警 、历史
报警 、实时 曲线 以及 历史 曲线等 功能。见 图 1 。
1 概 述
不锈钢 :
3 )真 空机 组 :高 阀、扩散 泵机组 、波纹 管 全 自动计 算机控制真空 离子镀膜机是 一种物
理气相 沉积 的真空 等离子镀膜设备 .即在 真空泵 的抽 气作用下 .将 真空室 内的大气抽至某 一真空
状态 下 ,通过注入 不同比例 的气体 ,采用 多弧和
控制等功 能 系统功能 示意图如 图 2所 示
系统功能界 面如图 3所示
及与 网络服务器 的接 E l等 组成 .计 算机 控制 系统
等: 4 )机械泵 :2 X系列机械泵 、罗茨泵等 ; 5 )阀门 :电磁 阀 、挡板 阀等 。
( 2 )控 制 系统
磁 控 溅射 离 子镀 膜 工 艺 。可 实现 在 不 锈钢 、玻 璃 、陶瓷及 其他材料表 面镀覆 T i N及其他 装饰膜 层 。从 而改善装饰 物的耐 磨 、耐腐 蚀及达 到装饰 的效 果。
4 系 统 实 现 功 能
制 、工 艺 参 数控 制 、弧 电源 控 制 、偏 压 电 源 控 制 、溅射 电源 控制 、实时报警 、历史报 警 、实 时 曲线 、历史 曲线 、真 空计 控制 以及多路 稀有气体
全 自动计 算机控 制真空离 子镀 膜机 设备 系统
由触 摸屏一体 机 、可编程 逻辑 控制器 ( P L C) 以
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空卷绕镀膜机控制系统的研究与开发
真空卷绕镀膜机控制系统的研究与开发
摘要:随着科学技术的不断发展,真空卷绕镀膜技术在各个行业中得到了广泛的应用。
控制系统作为真空卷绕镀膜机的重要组成部分,对提高设备性能和稳定性起着关键作用。
本文主要针对真空卷绕镀膜机的控制系统展开研究与开发,通过对控制算法、传感器装置和人机界面等方面的优化与改进,实现了真空卷绕镀膜机的精准控制和稳定运行。
一、引言
真空卷绕镀膜技术是一种常用的表面处理技术,广泛应用于电子、光电、化工等领域。
真空卷绕镀膜机作为该技术的关键设备之一,主要负责将材料在真空环境下进行卷绕和涂覆,以实现薄膜的均匀覆盖。
在卷绕镀膜过程中,控制系统起着至关重要的作用,它能够对设备的运行状态进行监测和控制,确保卷绕镀膜的质量和效率。
二、卷绕镀膜机的控制系统
卷绕镀膜机的控制系统主要由控制器、传感器和执行器组成。
其中,控制器负责对设备的运行参数进行控制和调整,传感器用于实时监测设备的运行状态,而执行器则根据控制信号调整设备的机械运动。
1. 控制算法
在真空卷绕镀膜机的控制系统中,控制算法的设计对于设备的性能和稳定性具有重要意义。
常用的控制算法有PID控制算法、模糊控制算法和神经网络控制算法等。
针对卷绕镀膜机的特点,我们可以结合控制对象的数学模型,选择合适的控制算法,通过调整控制参数,实现对设备动态过程的精确控制。
2. 传感器装置
传感器装置是卷绕镀膜机控制系统中不可缺少的部分,它主要用于感知和采集关键参数的变化情况。
常用的传感器包括温度传感器、压力传感器、涂层厚度传感器等。
通过这些传感器的实时监测,可以及时发现设备运行中的异常情况,并及时采取相应的控制措施,确保卷绕镀膜的质量。
3. 人机界面
人机界面是卷绕镀膜机控制系统中的重要环节,它负责与操作人员进行交互,使得操作人员可以方便地监控设备运行状态和进行相应的操作。
合理设计人机界面,使其具备直观、友好的特点,可以提高设备的操作效率和控制精度。
三、研究与开发成果
为了进一步提高真空卷绕镀膜机的控制系统性能和稳定性,我们进行了一系列的研究与开发工作。
通过改进控制算法,我们成功地提高了卷绕镀膜过程的精确性和稳定性。
采用先进的传感器装置,我们可以及时地监测设备的运行状态,发现运行中的异常情况,并及时采取措施进行修正。
在人机界面的设计上,我们借鉴了现代化的操作界面设计理念,使得操作人员能够更加方便地掌握设备运行情况和进行相应的操作。
以上研究与开发成果的应用实例表明,我们的真空卷绕镀膜机控制系统在提高设备的性能和稳定性方面取得了显著的成果。
进一步的研究和开发工作可以进一步提高控制系统的性能和精度,为真空卷绕镀膜技术的发展提供有力的支持。
四、结论
本文针对真空卷绕镀膜机的控制系统进行了研究与开发,通过优化和改进控制算法、传感器装置和人机界面等方面,实现了真空卷绕镀膜机的精准控制和稳定运行。
研究成果表明,控制
系统在提高设备性能和稳定性方面具有重要作用,为真空卷绕镀膜技术的应用提供了重要的支持。
希望本文的研究成果能为相关领域的研究者提供参考,并为真空卷绕镀膜技术的发展做出贡献
本文通过研究与开发工作,成功地提高了真空卷绕镀膜机的控制系统性能和稳定性。
通过优化控制算法、传感器装置和人机界面设计,实现了精准控制和稳定运行。
研究成果表明,控制系统对设备性能和稳定性的提升具有重要作用。
进一步的研究和开发工作可以进一步提高控制系统的性能和精度,为真空卷绕镀膜技术的发展提供有力的支持。
希望本文的研究成果能为相关领域的研究者提供参考,并为真空卷绕镀膜技术的发展做出贡献。