高压涡轮叶片定向凝固技术
叶片修理技术

光学投影检测
三坐标和四坐标测量机
激光测量
叶片型面
11
专用测具检测
常用方法为样板测具和摇摆测具 样板检测是指用叶片固定座即型面测具固定后,用
叶盆型面样板和叶背型面样板分别检测叶盆和叶背的 型面。 摇摆测具用于检测叶身型面截面形状接近圆弧的叶 片,而且圆弧的半径在适当尺寸范围以内。 这类检测方法效率低,精确度较差,人为因素和其他 因素所产生的误差较大,不适应大规模生产,不适合 叶片设计、制造、检测一体化的发展趋势,且手工靠 模制造周期长,成本高。
Repair Technologies for Blades of Aero-engine Turbine
1
涡轮叶片的工作条件 非常恶劣,因此,在性 能先进的航空发动机上, 涡轮叶片都采用了性能 优异但价格十分昂贵的 镍基和钴基高温合金材 料以及复杂的制造工艺, 例如,定向凝固叶片和 单晶叶片。在维修车间 采用先进的修理技术对 存在缺陷和损伤的叶片 进行修复,延长其使用 寿命,减少更换叶片, 可获得可观的经济收益。
7
无损检测
在修理前,使用先进的检测仪器对叶片的叶型完整性和内部结构进行检测, 以评估磨损、烧熔、腐蚀、掉块、裂纹、积炭和散热孔堵塞等损伤缺陷情况, 从而指导叶片的具体修理工艺。
对于涡轮叶片的不同部位,无损检测的侧重点也不相同。如导向叶片,主 要检查叶根焊接部位是否有裂纹以及叶身的烧蚀情况。而对于工作叶片,叶 顶部位,主要检查硫化程度和磨损状况;叶身部位,检查热障涂层的退化情 况和基本的烧蚀、腐蚀情况;叶根部位,承受着相当大的离心力和高频振动, 会因热蠕变、疲劳和材料工艺缺陷产生裂纹,因此要重点检查。
15
光学投影检测
常用于叶片检测的光学投影仪有断面投影仪和光学 跟踪投影仪。
定向凝固简化空心叶片热应力数值模拟

固铸 造工艺进行优化 。传统 的铸造工艺是 根据经验在不
断地浇注尝试中确立 的 ,导致了研究成本与周期的增加 。 因此 为了对叶片的成形工艺进行优化设计 ,有 必要采用 数值模拟 的方法对 叶片凝 固过程的热应力进行模 拟分析 ,
wi — u t g r sd a te s m e s r me t e h d wa lo u e e ・h e i u l te s o l d s r c t n e i u I r s a u e e i s n t o s a s s d t g t e r s d a r s fb a e . m o t s Th r d c ie r s l g e d we l t h x e i n a e u t . e p e it e u t a r e l v s ht ee p r wi me t l s l r s
So i f a ino mpe Holw r ie Bld s l i t f dic o Si l l o Tu bn a e
HONG o WU , Ya — ’SUN Ch n — o , ANG i- ’XU ig y n , I i h n ’ a gb K Jn WU , Q n — a ’L U Ba— e g c
2 S e y n i n eo E gn ( o p o p rt n S e y n 0 4 , io i , ia . h n a gLmi A r— n ie Gru )C roai , h n a g 1 0 3 L nn Chn ) g o 1 a g
Ab ta t Th h r a t s a p n d d r g t e dr cin I o iic t n o u bn ld s m a src : e t e m I r s h p e e u i h i t a l f a i ft r ie ba e y s e n e o s di o
定向凝固技术的发展与应用
各 种热 流能 被 及时 导 出是 定 向凝 固过 程得 以实
现 的关 键 , 也是凝 固过 程成 败 的关 键 。获得并 保持单 向热流 是定 向凝 固成 功的重 要保 证 伴 随着 对热 流 。 控 制 ( 同的加 热 、 不 冷却 方式 ) 术 的发 展 , 技 传统 定 向
hso y o p o e e p rt r r din n o t d c oig r t r m h s e t f ndr cin l O it r fi r v d tm e a u e g a e t d pr mo e o l ae f m a n 0 t e a p c ii t a - o u e o S
p e r t n a e ito c d. r pa a i r r du e o n
K ywor s Undr c in l o iic t n, m p r t r r din , t r l e a a in e d : i i t a l f a i Te e o s d i o e au e g a e t Ma e i a pr p r t o
l ic t nt c n lg v lt n An h p l a in f ndi c in l oi f a int c n lg a e il i f ai e h oo y e ou i . d t e a pi t so i r t a l i t e h oo y i m t r di o o c o u e o s dic o n a
ic t n t c n l g e n o t u u n di c in l o i f a i n t c n l g e r lo r ve d. I i, f a i e h o o i s a d c n i o s u i r t a l i t e h o o i s a e a s e iwe t s a i o n e o s dic o
航空发动机涡轮叶片材料的应用与发展
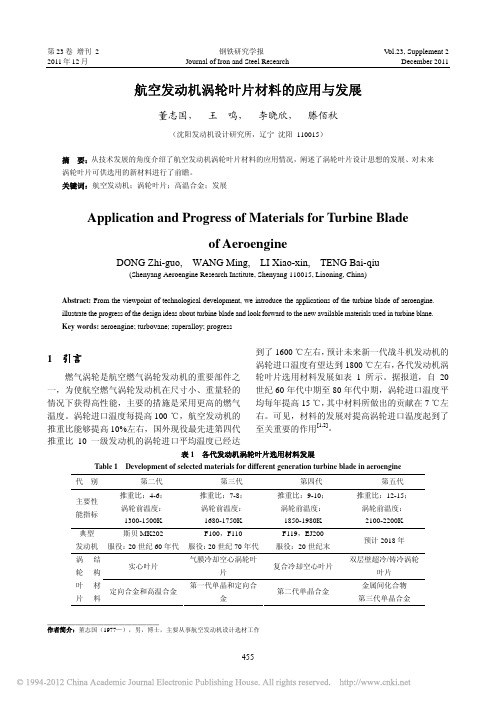
第23卷 增刊 2 钢铁研究学报 V ol.23, Supplement 2 2011年12月 Journal of Iron and Steel Research December 2011____________________________________作者简介:董志国(1977—),男,博士,主要从事航空发动机设计选材工作航空发动机涡轮叶片材料的应用与发展董志国, 王 鸣, 李晓欣, 滕佰秋(沈阳发动机设计研究所,辽宁 沈阳 110015)摘 要:从技术发展的角度介绍了航空发动机涡轮叶片材料的应用情况,阐述了涡轮叶片设计思想的发展、对未来涡轮叶片可供选用的新材料进行了前瞻。
关键词:航空发动机;涡轮叶片;高温合金;发展Application and Progress of Materials for Turbine Bladeof AeroengineDONG Zhi-guo, WANG Ming, LI Xiao-xin, TENG Bai-qiu(Shenyang Aeroengine Research Institute, Shenyang 110015, Liaoning, China)Abstract: From the viewpoint of technological development, we introduce the applications of the turbine blade of aeroengine. illustrate the progress of the design ideas about turbine blade and look forward to the new available materials used in turbine blane. Key words: aeroengine; turbovane; superalloy; progress1 引言燃气涡轮是航空燃气涡轮发动机的重要部件之一,为使航空燃气涡轮发动机在尺寸小、重量轻的情况下获得高性能,主要的措施是采用更高的燃气温度。
镍基单晶高温合金杂晶缺陷的研究进展
第16卷第1期精密成形工程陈楚玥,霍苗*,简航岳(西安石油大学材料科学与工程学院,西安 710065)摘要:随着单晶涡轮叶片结构的不断优化和高温合金中难熔元素添加量的增大,镍基高温合金单晶叶片在凝固过程中更易出现杂晶、条纹晶、枝晶碎臂、小角度晶界等缺陷。
其中,杂晶是单晶叶片制备过程中最常见的一类凝固缺陷,严重影响单晶叶片的成品率。
为了减少该类凝固缺陷的产生,提高叶片的成品率,研究镍基单晶高温合金杂晶缺陷的形成机制、影响因素及其控制措施,对提高单晶叶片的服役性能具有重要意义。
因此,关于定向凝固过程中杂晶缺陷的形成机制、影响因素及其控制措施的研究,引起了国内外研究者的广泛关注。
本文综述了单晶叶片的制备技术,分析了籽晶法和选晶法制备单晶叶片过程中不同位置杂晶的形成机理,分别讨论了选晶段杂晶、籽晶回熔区杂晶、缘板杂晶的影响因素和控制措施,并对未来的研究方向进行了展望。
关键词:镍基单晶高温合金;定向凝固;杂晶缺陷;控制方法DOI:10.3969/j.issn.1674-6457.2024.01.015中图分类号:TG132.3 文献标志码:A 文章编号:1674-6457(2024)01-0129-11Research Progress on Stray Grain Defects in Ni-based Single Crystal SuperalloyCHEN Chuyue, HUO Miao*, JIAN Hangyue(School of Materials Science and Engineering, Xi'an Shiyou University, Xi'an 710065, China)ABSTRACT: With the complexity of turbine blade structure and the increase of refractory elements in alloy, solidification de-fects such as stray grain, freckles, dendrites fragment and low angle grain boundaries are more likely to occur during the prepa-ration of nickel-based single crystal superalloy blades. Among them, the occurrence of stray grain is a prevalent defect during the solidification process in the production of single crystal blades, which seriously affects the delivery rate of single crystal blades. In order to reduce the occurrence of such solidification defects and improve the yield of blades, the work aims to study the formation mechanism, affecting factors and strategies for mitigating stray grain defects in nickel-based single crystal super-alloy, which is of significant importance for enhancing the service performance of single crystal blades. Therefore, the investiga-tion into the formation mechanism, affecting factors, and strategies for mitigating stray grain defects in directional solidification process has attracted extensive attention from researchers in China and abroad. The preparation technology of single crystal收稿日期:2023-08-19Received:2023-08-19基金项目:国家自然科学基金(5210011310);陕西省自然科学基础研究计划(2021JM-403);陕西省教育厅科研计划(21JC027);西安市科技计划(2020KJRC0100)Fund:National Natural Science Foundation of China(521001130); Natural Science Basic Research Program of Shaanxi Province (2021JM-403);Scientific Research Program of Shaanxi Provincial Education Department (21JC027);Xi'an Science and Technology Plan(2020KJRC0100)引文格式:陈楚玥, 霍苗, 简航岳. 镍基单晶高温合金杂晶缺陷的研究进展[J]. 精密成形工程, 2024, 16(1): 129-139.CHEN Chuyue, HUO Miao, JIAN Hangyue. Research Progress on Stray Grain Defects in Ni-based Single Crystal Superalloy[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 129-139.*通信作者(Corresponding author)130精密成形工程 2024年1月blade was reviewed, the formation mechanism of stray grain at different positions in the preparation process of single crystal blade by seed crystal method and crystal selection method was analyzed, the affecting factors and measures used to control stray grain in the crystal selection section, seed crystal remelting zone and edge plate stray grain were discussed, and the future re-search direction was prospected.KEY WORDS: Ni-based single crystal superalloy; directional solidification; stray grain defect; control methods随着交通、生产等行业对飞机性能要求的不断提高,最早的活塞式发动机已不能满足需求,燃气涡轮发动机逐渐走向主流。
定向凝固
工艺比较
工艺比较
几种新型定向凝固技术
区域熔化液态金属冷却法 超高梯度定向凝固技术(ZMLMC) 深过冷定向凝固技术 电磁约束成形定向凝固技术 激光超高温度梯度快速定向凝固技术
区域熔化液态金属冷却法(ZMLMC)
ZMLMC法是采用区域熔化和液态金属 冷却相结合的方法。它利用感应加热,集中 对凝固界面前沿液相进行加热,从而有效地 提高了固液界面前沿的温度梯度。由于冷 却速率明显提高,导致凝固组织细化,大幅 度提高了合金的力学性能。
与传统定向凝固相比,深过冷定向凝固 有下述特点: (1)深过冷凝固与快淬急冷液态金属具 有相似的凝固机制,本质上均属快速凝固。 (2)定向凝固组织形成过程中的晶体 生长速度高,组织结构细小,微观成分偏析 程度低,促使铸件的各种力学性能大幅度提 高。目前,深过冷的研究还局限于纯金属或 简单的二元合金,如何获得具有一定外形的 零件是关系到该技术能否实用化的主要问 题。
第7章 定向凝固技术
定向凝固技术
定向凝固技术的特点
定向凝固设备与方法
定向凝固中温度场分布
定向凝固中浓度场分布 定向凝固界面稳定性
定向凝固技术的发展
从七十年代后期开始,与能源相关的设备, 如核电站设备、压力容器等的需求量增加,相 应地用于这些设备的大型板类件激增。这些板 类件不仅趋于大重量、超厚度,而且对疏松、 偏析、非金属夹杂物的要求极为严格,甚至还 要求有较好锻造性能和焊接性能。这些苛刻的 要求对普通锭生产工艺提出了挑战。 正是在上述背景下,法国和日本在七十年 代末相继提出了小高径比、高冷却强度的定向 凝固锭技术。
液态金பைடு நூலகம்冷却法
影响因素: 冷却剂的温度 模壳传热性、厚度和形状 挡板位置 熔液温度 液态金属冷却剂的选择条件: 有低的蒸气压,可在真空中使用 熔点低,热容量大,热导率高 不溶解在合金中 价格便宜
叶片修理技术
叶片水流量
2 叶片水流量 为保证叶片内各腔冷却气流量符合设计要求,叶片
修理技术要求规定对叶片各腔冷却空气的流通能力进 行水流量测试。在规定的温度、压力等条件下,从叶 片底部供水,通过叶片前腔进气边孔排水量为(n~ m)L/min;通过叶片后腔排气边缝排水量为(k~ h)L/min。从检测结果看,部分叶片的水流量超出规 定范围(偏大或偏小)
为使叶片满足高温、高强度工作条件的使用要求, 除在结构设计上采用复杂的空心气冷式换热结构和空空换热器对冷却叶片的二股气流进行冷却,进步对叶 片的冷却效果外,在修理过程中也制定了相当严格的 技术要求,如多项试验检查要求和修理技术要求,以 保证其各项技术指标及安全措施实施到位。
修理前的处理与检测
涡轮叶片在实施修理工艺之前进行必要的预处 理和检测,以清除其表面的附着杂质;对叶片损 伤形式和损伤程度做出评估,从而确定叶片的可 修理度和采用的修理技术手段。
发动机修理故检中高压涡轮工作叶片伸长量超标报 废的主要是因丈量系统与外方丈量系统存在较大差异 造成的。
叶片伸长量
叶片伸长量主要是由于丈量系统误差所致,目前在 发动机修理中采用了对高涡叶片伸长量标准进行一定 量的丈量误差修正的方法,同时我们从外方引进了测 具,同一了丈量系统,消除丈量误差,以保证发动机 修理要求。该项措施有效地解决了叶片伸长量超差、 报废量大的问题。
涡轮叶片现场抽样测量示意图
叶片壁厚
4、 为保证叶片型面符合设计要求,在修理中规定, 高涡叶片更换涂层时,对其进行酸洗去除原表面渗 (涂)层,允许表面残余涂层0.015mm;对局部超过 残留涂层标准的部位,允许采用局部打磨法去除涂层, 对经修磨表面用超声波方法检查叶片壁厚,允许壁厚 减薄不超过0.1mm。修理中有数百片叶片壁厚减薄超 过规定要求
大修航空发动机涡轮叶片的检修技术(三篇)
大修航空发动机涡轮叶片的检修技术介绍了涡轮叶片的清洗、无损检测、叶型完整性检测等预处理, 以及包括表面损伤修理、叶顶修复、热静压、喷丸强化及涂层修复等在内的先进修理技术。
涡轮叶片的工作条件非常恶劣, 因此, 在性能先进的航空发动机上, 涡轮叶片都采用了性能优异但价格十分昂贵的镍基和钴基高温合金材料以及复杂的制造工艺, 例如, 定向凝固叶片和单晶叶片。
在维修车间采用先进的修理技术对存在缺陷和损伤的叶片进行修复, 延长其使用寿命, 减少更换叶片, 可获得可观的经济收益。
为了有效提高航空发动机的工作可靠性和经济性, 涡轮叶片先进的修理技术日益受到发动机用户和修理单位的重视, 并获得了广泛的应用。
1.修理前的处理与检测涡轮叶片在实施修理工艺之前进行必要的预处理和检测, 以清除其表面的附着杂质;对叶片损伤形式和损伤程度做出评估, 从而确定叶片的可修理度和采用的修理技术手段。
1.1清洗由于涡轮叶片表面黏附有燃料燃烧后的沉积物以及涂层和(或)基体经过高温氧化腐蚀后所产生的热蚀层, 一般统称为积炭。
积炭致使涡轮效率下降, 热蚀层会降低叶片的机械强度和叶片表面处理的工艺效果, 同时积炭也掩盖了叶片表面的损伤, 不便于检测。
因此, 叶片在进行检测和修理前, 要清除积炭。
1.2无损检测在修理前, 使用先进的检测仪器对叶片的叶型完整性和内部结构进行检测, 以评估磨损、烧熔、腐蚀、掉块、裂纹、积炭和散热孔堵塞等损伤缺陷情况, 从而指导叶片的具体修理工艺。
目前, CT已经成为适用于测量涡轮叶片壁厚和内部裂纹的主要方法。
一台CT机由x辐射源和专用计算机组成。
检测时, 辐射源以扇形释放光子, 通过被检叶片后被探测器采集。
其光子量和密度被综合后, 产生一幅二维层析x光照片, 即物体的截面图, 从中分析叶片内部组织结构, 得出裂纹的准确位置及尺度。
连续拍摄物体的二维扫描, 可生成数字化三维扫描图, 用于检测整个叶片的缺陷, 还可检测空心叶片冷却通道的情况。
第7章定向凝固课件
1
定向凝固技术
o 定向凝固技术的特点 o 定向凝固设备与方法 o 定向凝固中温度场分布 o 定向凝固中浓度场分布 o 定向凝固界面稳定性
2
定向凝固技术
3
涡轮叶片
图1 等轴晶、定向柱状晶和单晶叶片
4
光学晶体
图 2 光学晶体CaF2(左1:φ220×150mm).
5
定向凝固技术的特点
41
(b) 液相完全混合的情况 (Complete mixing)
42
43
(c) 液相中没有混合的情况(Nomixing)
界面处排出的成分只能通过液相扩散进行,而固相 中无溶质扩散,则溶质达到稳态分布的情况
z’=z+Vt
边界条件: z=0 ,CL(0)=CS/k0 ;z= , CL( )=C0
21
定向凝固技术
o 定向凝固中温度场分布
22
23
24
25
26
27
28
29
30
31
32
33
34
定向凝固技术
o 定向凝固中浓度场分布
35
定向凝固中的溶质场
x0<x1<x0+ x; x0<x2<x0+ x 方程中左边为控制单元体的溶质变化,右边第一项和第二项为 从x0位置处传入的溶质和从x0+ x传出的溶质,其中J(x0,T)为位 置为x0 ,T时刻的溶质流量密度,而第三项为单元体中存在源或 黑洞产生或消耗溶质的部分。
6
提拉法
直拉法(丘克拉斯 基法), Czochralshi method(process) 简称CZ) Czochralshi crystal pulling technique
定向凝固镍基高温合金的成分因素对涡轮叶片热裂的影响
定 向凝 固镍基 高温 合金的成分 因素对 涡轮 叶片热裂 的影响 丰
杨 政 田 飞 郑 志 朱 耀 宵
( 西安航空发动机 ( 集团) 有限 公司,西安 70 2) ( 10 1 中国科学院金属研究所,沈 阳 10 1) 10 6
摘 要 定向凝固合金可铸性的最重要标志就是它的热裂倾向性 亦 即 合 金 在 定 向 凝 固 过 程 中 产 生 沿纵 向 晶界 开 裂 的 倾 向 性 .根
中图法分类号
TG1 23 , 3 .2 TG1 61 4 .5
文献标识码
A
文章编 号
0 1— 9 12 0)1 1 1 0 42 16 (021-19- 4
ቤተ መጻሕፍቲ ባይዱ
EFFE CT F 0 ELEM EN T FACT 0 R S 0 F I E CT1 N A LLY A D R 0 S0 LI I ED i A SE D FI N —B SU PP ER A LL0Y N 0 T 0 H
据 一 种镍 基高 压 涡轮 工 作 叶 片在 试 制 过 程 中 暴露 出 的严 重 热 裂 问 题 通 过进 一 步 的实 验 对 比与 分 析 ,讨 论 了 该 合 金 的 成 分 因 素 对定 向 空 心 叶 片热 裂 的 影 响 .
关 键 词 热裂,有效结 晶温度 区间,元素 Ti低熔点杂质元 素 ,
T EA R N I TU R B I E LA D ES N B
YAN G Zhe .TI ng AN t Fe
Xi nAeo E gn G o p L d, ’ 1 0 1 ’ r— n ie( r u ) t .xi n 7 0 2 a a
zHEN G i Zh .ZH U o i o Yn x a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RENE150定向凝固高温合金涡轮叶片 摘要: 政府和工业界4年合作项目,属于MATE先进涡轮发动机材料项目,经改善铸造和加工方法的镍基高温合金RENE150定向凝固转子零件已经实施用于发动机测试。该部件制造用于CF6-50高压一级涡轮转子叶片,本项目的目标是:(1)表明在推力可调、先进的商用CF6-50发动机(提升燃油效率1.45%sfc)上提高运行温度的能力;(2)改善叶片铸造工艺,该工艺允许叶片在保证质量的前提下不超过原RENE80叶片制造成本的1.5倍。 本项目分成八个任务: TASK1:包括涡轮叶片的设计和分析; TASK2:包括合金制备和评估、机匣/核心机选择、初步铸造参数设计; TASK3:包括RENE150涡轮叶片外部涂层系统的适配和选择; TASK4:确定RENE150涡轮叶片铸造工艺,包括试制铸造过程和项目铸造成本分析。 TASK5:包括涡轮叶片成品制造,该叶片用于部件试验; TASK6:包括用于发动机试车的成品叶片制造; TASK7:包括地面发动机RENE150涡轮叶片成品测试; TASK8:地面发动机测试结果分析。 第二册文件是TASK5核心机试车结果和最后两个任务的结论。 RENE150高压涡轮叶片已成功完成投产型DS铸造,有涂层和没有涂层两种叶片机械和物理性能符合设计要求,叶片已完成加速持久试车,结论在第二册中分别给出。
1 概述 本项目的任务是扩大先进的DS涡轮叶片合金Rene150在CF6-50发动机HPT一级涡轮叶片的应用范围。本次扩展应用将许可RENE150提升运行温度(超过RENE80)以期实现商用发动机CF6-50提升1.45%燃油效率。本项目将通过改进铸造工艺,使得该叶片制造成本能够在不超过Rene80叶片1.5倍的前提下,完成批量生产。 项目开始阶段使用的是1977年9月的RENE150性能数据(见表1),初步设计分析确定RENE150材料应用于CF6-50叶片上时抗温度、载荷和应力的性能。该分析表明RENE150可应用于CF6-50一级高压涡轮叶片设计。通过研究空气冷却模式,确定其对叶片温度、应力和寿命的影响,并改进叶片冷却结构(对完成发动机试车验证是必须的)。相对RENE80叶片,RENE150涡轮叶片冷却性能改进后实现提升平均使用温度56℃(100℉)。去除一排进气边冷却孔,如图1所示,在叶片底部使用一个节流板控制进入叶片空气量。 与初始设计活动并行开展RENE150合金的采购和验证工作以满足整个项目需求。共采购1.6吨定型RENE150合金。该铸件已完成基于GE标准的测试验证,包括化学分析,可铸性、拉伸和应力断裂测试。 四个陶瓷芯材料和四个面层/陶瓷涂层组合被评估后用于叶片铸造过程。基于Rene150合金溶液可铸性和稳定性选用SR-731芯体。基于表面粗糙度和温度特性,选用氧化铝涂层/莫来石陶瓷涂层组合系统,用于GE的快速自动化多功能DS铸造过程。 叶片制造需要的陶瓷模具已完成制造,初步铸造试验已经完成。但模具需要在叶片伸根区域进行改造,如图2所示,通过增加附加的金属厚度用于阻止铸造过程中的裂纹产生。该附加材料最终将通过电火花工艺移除以获取所需的尺寸。使用改造后的铸造工具做了20次最终设计铸造试验,已完成晶相结构、荧光、目视检查和X光检查。没有遇到大的问题,因此,铸造过程的预制已完成。基于80%通过了初步铸造检查,本工艺被定为部件和发动机试验用叶片铸造工艺。 本项目已完成成本分析,基于最终定型工艺和可接受标准,成本测算的是定型状态的RENE150涡轮叶片。在合理可获得的叶片标本下,估计RENE150涡轮叶片成本约为 Rene80等轴晶叶片的1.5倍。 用于部件试验和发动机试验的RENE150涡轮叶片使用RAM-DS工艺。铸造工序已完成,打冷却孔、焊接叶尖盖板,最终机加工也已完成,最终检查符合图纸要求。伸根区域的附加材料已通过电火花加工去除。铸造合格率是可接受的,打冷却孔时没有出现问题。大量的损耗是由于不正确的冷却孔定位,经验表明是使用了较软的工具导致。这种损耗在整个制造过程中是不可接受的。 电镀铝NiCrAlHf工艺最初选用于外部涂层,该涂层包括三种电镀层包括Cr和Ni,以及包覆渗工艺增加Hf和Al。通过评估其对叶片保护能力,表明该涂层适用于Rene150叶片;然而,基于GE正在开展的平行项目结果,一种替换涂层被用于测试叶片制造过程。 叶片制造的同时,进行机械性能和部件测试,以最大保障该叶片在发动机试验中的安全性和成功率。这些试验将是寿命预测和可靠性预测的基础。进行HCF试验为部件试验和数据对比提供一个极限设置的基础。生成的古德曼图表被用于建立与发动机叶片设计和性能相关的HCF能力要求。叶片部件试验包括: 应变分布、频率和振型试验用于确定涡轮叶片对各种激振模型的响应。 部件HCF试验建立叶片疲劳强度与试棒数据的关系,以及确定叶片应力/应变性能参数。 核心机试验预测叶片性能。 冲击试验建立叶片抗外来物损伤能力。 模拟发动机热冲击试验提供基本热疲劳性能信息。 这些试验确定叶片能够满足涡扇发动机耐久性试验要求。 有涂层成品叶片安装在CF6-50转子上,如图3所示。发动机组装完成,叶片完成工厂试车的耐久性试验;试验结果在第二册。 项目2的结果确定增加Rene150服役温度,并表明能够通过铸造过程达到设计目的。本项目大幅提升镍基DS高温合金工艺水平。获取了该合金的性能参数,尤其具有价值。
2 介绍 2.1 背景 NASA先进航空发动机材料项目主要目的是推进新材料技术在先进航空发动机中的应用以取得经济和性能提升。项目包括加快对所选材料技术的转换,通过从可行性阶段到发动机验证阶段的推广,以及对材料技术投资/收益分析,为后续材料技术的选择提供指导。 本报告中,GE MATE的项目2,阐述了将定向结晶涡轮叶片合金(rene150)推广应用到CF6-50发动机的高压一级涡轮叶片上。下面段落描述了MATE项目的目标,以及RENE150的某些材料特性。 在喷气发动机的早期阶段,便期望提高涡轮叶片的材料性能。因此已开发了一系列新的高温合金。以每年提高8℃的抗高温能力增长。从1950年早期开始,通过改进镍基高温合金的γ`强度来提高材料的抗高温能力。认为通过改进等轴晶、真空铸造方式的高温合金,是不可能超过今天使用的最好合金(RENE125)的。 相比于传统的、随机定向微观结构的高温合金来说,定向结晶高温合金,至少有三大优势: ➢ 基本上消除了垂直于结晶方向上晶界的强度限制;在涡轮叶片上,这也是主要轴向应力;消除这种强度后增强了断裂强度; ➢ 从本质上降低了在结晶方向上的弹性模量,极大的降低了由热梯度所产生的断裂应力,因此提高了抗热疲劳能力。 ➢ 在结晶方向上,大幅提高延展性。允许添加更多合金元素来提高强度,并且保持原有延展性。 因此GE已建立了合金目标(rene150)。该合金的目标是超过rene125的性能。Rene150采用定向结晶并增强γ相强度,由于采用了定向结晶技术,rene150会比125要重一些。150的材料成分在附录A中给出。 当合金按照传统铸件进行初始设计,并采用定向结晶时,仅能小幅度提高抗高温性能。Rene150充分利用DS工艺优势,与当前DS合金相比,获得了28到33℃的断裂强度裕度。相比于GE的rene80高出64℃的裕度,比rene125高出33℃裕度。 Rene150的初期断裂应力强度数据表明,比CC rene80材料的抗高温能力提高64-67℃。150与80和125的断裂强度对比图,见图4.附录A给出了在本项目实施前的rene150其它数据:成分、密度、拉伸特性、弹性模量、抗氧化特性、抗热腐蚀特性、热膨胀率、LCF和热传导率。 基于同rene80在CF6-50发动机上的使用经验,对比rene80和rene150,评估150的优势: 参数 百分比 比燃油消耗率 -1.45% 燃油消耗量 -3.23% 直接运行成本 -1.85% 投资回报率 +0.64% 本项目采用了独特的DS过程。其术语为快速自动多核DS(RAM-DS)。该过程与传统铸造工艺有较大不同,在具有独立加热,冷却,和分离系统的单模具中铸造叶片,而不是传统的多模具铸造方法。 尽管GE在150材料的开发过程中取得了较大的技术进步,但仍需要加大材料推广应用力度,才能将其材料运用于商业领域。 2.2 项目概况 GE的MATE项目2,其总目标是推广rene150的运用以及rene150叶片的发动机试车,150是一种先进的适用于发动机涡轮叶片的高温合金。选用CF6-50发动机的一级涡轮叶片来验证材料的性能。项目的目的有:(1)在CF6-50发动机,使用rene150制造一级HPT叶片,证明其能够提高运行温度,并降低1.45%的燃油消耗量。(2)优化叶片铸造工艺,使得铸造rene150叶片的费用不超过铸造rene80叶片的1.5倍。 项目2的TASK: TASK1:涡轮叶片设计和分析 TASK2:初步rene150材料系统优化 TASK3:涂层选取和评估 TASK4:rene150材料系统最终优化 TASK5:部件试验-叶片生产和评估 TASK6:发动机试验-叶片生产 TASK7:发动机试验 TASK8:试验结果分析 下图给出整个项目的结构流程,图5。