车削刀具槽型材料介绍
精密、超精密车削刀具的材料

精 密 、 精 密车 削适 用 于有 色 金属 及 合 金 。精 密 、 精 超 超 密 车 削要 求车 削 速 度 高 , 给 量 小 , 吃 刀 量 小 。 因此 , 进 背 对
0.0 /n的纳米 级 工 艺 。精密 超 精密 加 工方 法 有 机 械 加工 01  ̄ 法 和特种 加 工法 。机 械加 工 中常 用 的方 法 是磨 削加 工 。但 是 , 些材 料 如铝 、 有 铝合 金 等有 色 金 属及 奥 氏体 不 锈 钢 等零 件磨 削性 能 差 , 易造成 砂 轮 空 隙堵 塞 , 易磨 出 高质 量 的表 不 面 。此外 , 某些 零 件在 设 计上 有 要 求 , 直线 加 速 器 上 的加 如 速腔 , 不允 许 采 用磨 削 、 磨 或 抛 光 来 达 到 最 终 精 密 表 面 , 研
( 南京 依 维柯 发 动机 厂 , 苏 南 京 2. 江
摘 要 : 密 、 精 密 车 削 是 先 进 制 造 技 术 中 最 重 要 的 加 工 工 艺 方 法 之 一 , 刀 具 材 料 是 实 现 该 工 艺 的 关 键 。 现 结 精 超 而 合 国 内 外 目前 研 究状 况 , 精 密 、 精 密 车 削 的 刀 具 材 料 种 类 、 能 进 行 综 合 评 述 。 对 超 性 关键 词 : 密 ; 精 密切 削 ; 具材 料 精 超 刀 中 图 分 类 号 :17 1 13 1 文 献标 识 码 : A 文 章 编 号 :0 7—9 8 ( 0 2 0 10 4 3 2 0 )5—0 9 0 4—0 2
刀具 材料 要求 如下 : 1 要 求 有 极 高 硬 度 、 高 的耐 磨 性 和 () 极
极 高 的弹性 模 量 , 以保 证 刀 具 有 很 长 的寿 命 和 很 高 的 尺 寸 耐用 度 。( ) 求 和 工 件 材 料 的抗 粘 结 性 好 , 学 亲 和 力 2要 化 小, 摩擦 系 数低 , 以得 到极 好 的加 工表 面 。
车削刀具
数控刀具之—车削刀具编著:吴光辉车削刀具车刀是金属切削加工中应用最广的一种刀具。
它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。
车刀在结构上可分为整体车刀、焊接装配式车刀和机夹可转位刀片车刀。
机夹可转位刀片车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
2.1 车削刀具基础1.可转位车刀的结构目前,数控车床上大多使用系列化、标准化刀具。
可转位车刀是使用可转位刀片的机夹车刀。
其由刀杆、刀片、刀垫和夹紧元件等部分组成(如图2.1a)。
车刀的前、后角是靠刀片在刀杆槽中安装后得到的。
当一条切削刃用钝后可迅速转换成另一条切削刃使用,即可继续工作,直到刀片上的所有的切削刃都用钝,刀片才报废回收,更换新刀片后,车刀又可继续工作。
2.可转位车刀的优点与焊接、整体是刀具相比,可转位刀具具有以下优点:a.刀具寿命高。
由于刀片避免了由焊接和刃磨高温引起的的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具的寿命。
b.生产效率高。
由于机床操作工人不需要在磨刀,可大大的减少停机换刀等辅助时间。
c.有利于推广新技术、新工艺。
可转位车刀由利于推广使用涂层、陶瓷等新型刀具材料。
d.有利于降低刀具成本。
刀杆使用寿命长,且大大减少了刀杆的消耗&库存量,简化了刀具的管理工作,降低了刀具成本。
3.可转位刀片可转位刀片的形状、尺寸、精度、结构特点等,均用不同的代码表示。
如下图所示。
编码1表示刀片的形状。
如C表示80°的菱形刀片,T表示三角型刀片;编码2表示刀片的后角。
通常刀具的后角靠刀片安装倾斜形成。
若可转位车刀使用平装结构,则需按后角要求选择相应带后角的刀片。
目前使用比较多的是C、N、P等三种后角;编码3表示刀片的尺寸公差等级,精度较高的公差等级代号位A、F、C、H、E、G;精度较低的公差等级代号有J、K、L、M、N、U。
最常用的刀片公差等级M、G、K等;编码4表示刀片的结构类型(断屑槽及夹固形式)。
车刀种类和角度选择原则详解
车刀不对准工件中心对角度的影响
五、车刀刃磨
无论硬质合金车刀(焊接)或高速钢 车刀,在使用之前都要根据切削条 件所选择的合理切削角度进行刃磨 ,一把用钝了的车刀,为恢复原有 的几何形状和角度,也必须重新刃 磨。
重 要 性
三分手艺、七分刀 徒弟的手、师傅的刀
1.磨刀步骤(图a~d)
⑴磨前刀面 把前角和刃倾角磨正确。 ⑵磨主后刀面 把主偏角和主后角磨正确。 ⑶磨副后刀面 把副偏角和副后角磨正确。 ⑷磨刀尖圆弧 圆弧半径约0.5~2mm左右。 ⑸研磨刀刃 车刀在砂轮上磨好以后,再用油石加些机油研磨车 刀的前面及后面,使刀刃锐利和光洁。这样可延长车刀的使用寿命。 车刀用钝程度不大时,也可用油石在刀架上修磨。硬质合金车刀可 用碳化硅油石修磨。
前角γo
——在主切削刃选定点的正交平面po内, 前刀面与基面之间的夹角
。
后角αo
——在正交平面po内,主后刀面与切削 平面之间的夹角。
主偏角κr
——主切削刃在基面上的投影与进给方 向的夹角。
刃倾角λs ——在切削平面ps内,主切削刃与 基面pr的夹角。
其他角度:
副前角γoˊ、 副后角αoˊ、 副偏角κrˊ、 刃倾角λsˊ
3.主偏角、副偏角的选择 (1)主偏角的选择 A、主偏角κr的增大或减小对切削加工有利的一 面 在背吃刀量ap与进给量f 不变时,主偏角κr减小 将使切削厚度hD减小,切削宽度bD增加,参加 切削的切削刃长度也相应增加,切削刃单位长度 上的受力减小,散热条件也得到改善。 主偏角κr减小时,刀尖角增大,刀尖强度提高, 刀尖散热体积增大。 所以,主偏角κr减小,能提高刀具耐用度。
(4)良好的工艺性和经济性
常用刀具材料和刀具种类

回答
5
新授
一、刀具切削部分材料的基本要求:
1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命。
2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,
因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。
3)高的强度和好的韧性:在切削过程中,刀具要承受很大的冲击力,所以刀具材料要具有较高的强度,否则易断裂和损坏。由于刀具会受到冲击和振动,因此,刀具材料还应具备好的韧性,才不易崩刃,碎裂。
二、刀具常用材料
(1)高速工具钢(简称高速钢,锋钢等),分通用和特殊用途高速钢两种。其具有以下特点:
a、合金元素钨、铬、钼、钒的含量较高,淬火硬度可达HRC62—70。在6000C高温下,仍能保持较高的硬度。
讲授、
教具使用
硬质合金车刀、高速钢车刀
学情简析
同学们之前已经掌握了车刀的组成及刀具的参考系,对于学习掌握本次课的内容(常用的车刀材料和刀具的种类)应该不是很困难。
教学过程
教学环节
任务(内容)
教师活动
学生活动
时间轴
复习导入
1、一般车刀由哪几个刀面、哪几条切削刃组成?
2、确定车刀角度的辅助参考系有哪几个平面?
其牌号有:
YW1、YW2和YA6等,由于其价格较贵,主要用于难加工材料,如高强度钢、耐热钢、不锈钢等。
讲解
演示
提问
理解
观察
回答
50
三、车刀的种类和用途
1、车刀的种类
车刀按用途可分为外圆车刀、端面车刀、切断刀、成形车刀、螺纹车刀和车孔刀等。由于车刀是由刀头和刀体组成的,故按其结构车刀又可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成形车刀等。
数控车削加工工具的种类及应用
数控车削加工工具的种类及应用如下:
1.车刀:用于对旋转的工件进行切削加工。
车刀有不同的形状和
应用,如粗车刀、精车刀、圆鼻车刀、切断车刀等。
2.切槽刀:用于切削加工轴向和径向的槽。
3.螺纹车刀:用于加工内外螺纹,有外螺纹车刀和内螺纹车刀两
种。
4.内孔车刀:用于加工内孔。
5.整体式车刀:这种车刀的刀体由一个坯料制造而成,适用于小
型车刀和加工有色金属的车刀。
6.焊接式车刀:采用焊接方法连接刀头与刀杆,结构紧凑,适用
于各类车刀,特别是小刀具。
7.机夹式车刀:刀片用机械夹固在刀杆上,可以重复利用,是数
控车床常用的刀具。
8.特殊式车刀:如复合式车刀、减震式车刀等,适用于特定的工
件材料和加工需求。
9.高速钢刀具:采用高速钢制造,可以不断修磨,是粗加工和半
精加工的通用刀具。
10.硬质合金刀具:采用硬质合金制造,适用于切削铸铁、有色
金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高猛钢、工具钢等难加工的材料。
11.金刚石刀具:具有极高的硬度和耐磨性、低摩擦系数、高弹
性模量、高导热、低热膨胀系数等优势,可以用于非金属脆硬材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它韧性有色金属材料的精密加工。
12.其它材料刀具:如立方氮化硼刀具、陶瓷刀具等,正向高硬
度合金铸铁粗加工、断续切削方向发展。
常用车刀材料课件

03
常用车刀材料介绍
高速钢
01
02
03
高热硬性
能够在高温下保持较高的 硬度,适应高速切削的要 求。
高强度和韧性
能够承受较大的切削力和 冲击力,不易崩刃和断裂 。
良好的磨削性
易于磨削和修整,能够获 得较高的加工精度和表面 质量。
金刚石车刀
适用于超精加工和高硬 度非金属材料的加工, 如光学玻璃、陶瓷等。
车刀材料的合理使用与管理
正确选择切削用量
根据车刀材料和工件材料,合理 选择切削速度、进给量和切削深 度,以充分发挥车刀材料的性能
优势。
保持车刀锋利
定期刃磨车刀,保持其锋利度,以 减小切削力和切削热,提高加工质 量和效率。
合理使用冷却液
车刀的切削性能和耐用度直接影响到 机械加工的效率和质量,因此选择合 适的车刀材料对于提高机械加工效率 和降低成本具有重要意义。
车刀材料的发展历程
高碳钢阶段
高速钢阶段
最初的车刀材料采用高碳钢,具有较高的 硬度和切削性能,但耐磨性较差。
随着工业技术的发展,高速钢逐渐取代了 高碳钢成为主流的车刀材料,具有更好的 切削性能和耐磨性。
常用车刀材料课件
目录
• 引言 • 车刀材料基础知识 • 常用车刀材料介绍 • 车刀材料的选用与实例分析 • 车刀材料的性能检测与评估 • 车刀材料的发展趋势与展望
01
引言
车刀的作用与重要性
车刀的作用
车刀是机械加工中的重要工具,主要 用于金属材料的切削加工,包括车削 、镗削、刨削等。
车刀的重要性
智能优化算法
运用人工智能、机器学习等技术,对切削参数进行优化,实现切削 过程的智能化决策。
数控机床用刀具系统参数介绍讲述
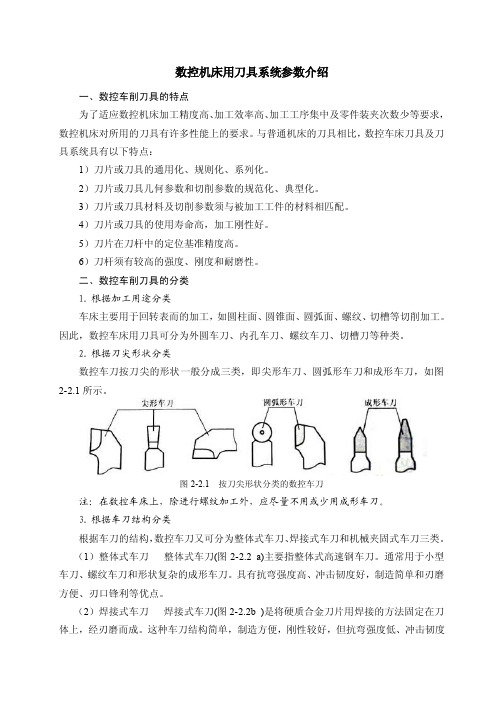
数控机床用刀具系统参数介绍一、数控车削刀具的特点为了适应数控机床加工精度高、加工效率高、加工工序集中及零件装夹次数少等要求,数控机床对所用的刀具有许多性能上的要求。
与普通机床的刀具相比,数控车床刀具及刀具系统具有以下特点:1)刀片或刀具的通用化、规则化、系列化。
2)刀片或刀具几何参数和切削参数的规范化、典型化。
3)刀片或刀具材料及切削参数须与被加工工件的材料相匹配。
4)刀片或刀具的使用寿命高,加工刚性好。
5)刀片在刀杆中的定位基准精度高。
6)刀杆须有较高的强度、刚度和耐磨性。
二、数控车削刀具的分类1.根据加工用途分类车床主要用于回转表而的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工。
因此,数控车床用刀具可分为外圆车刀、内孔车刀、螺纹车刀、切槽刀等种类。
2.根据刀尖形状分类数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,如图2-2.1所示。
图2-2.1 按刀尖形状分类的数控车刀注:在数控车床上,除进行螺纹加工外,应尽量不用或少用成形车刀。
3.根据车刀结构分类根据车刀的结构,数控车刀又可分为整体式车刀、焊接式车刀和机械夹固式车刀三类。
(1)整体式车刀整体式车刀(图2-2.2 a)主要指整体式高速钢车刀。
通常用于小型车刀、螺纹车刀和形状复杂的成形车刀。
具有抗弯强度高、冲击韧度好,制造简单和刃磨方便、刃口锋利等优点。
(2)焊接式车刀焊接式车刀(图2-2.2b )是将硬质合金刀片用焊接的方法固定在刀体上,经刃磨而成。
这种车刀结构简单,制造方便,刚性较好,但抗弯强度低、冲击韧度差,切削刃不如高速钢车刀锋利,不易制作复杂刀具。
(3)机械夹固式车刀机械夹固式车刀(图2-2.2c)是将标准的硬质合金可换刀片通过机械夹固方式安装在刀杆上的一种车刀,是当前数控车床上使用最广泛的一种车刀。
a)b)c)图2-2.2 按刀具结构分类的数控车刀a)整体式车刀b)焊接式车刀c)机械夹固式车刀三、数控车削刀具的材料常用的数控刀具材料有高速钢、·硬质合金、涂层硬质合金、陶瓷、立方氮化硼,金刚石等。
刀具介绍及运用课件
绿色制造与环保刀具的推广使用
环保材料
采用可再生、可降解的环保材料制造刀具,减少对环境的污染。
节能减排
优化刀具结构和切削参数,降低切削能耗和切削液的使用,实现绿色制造。
刀具行业的未来展望和挑战
新材料与新技术
随着新材料和新技术的不 断涌现,刀具行业将迎来 更多的发展机遇和挑战。
市场需求变化
随着制造业的转型升级, 刀具市场将更加注重个性 化、定制化和高端化需求 。
• 几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等,这些参数对 切削力、切削热、切削刃磨损和加工表面质量有很大影响。
• 涂层技术:涂层技术可以提高刀具的硬度、耐磨性、耐热性和抗氧化性。常见 的涂层材料有氮化钛、氧化铝、金刚石等。
• 选用原则:在选择刀具时,需要考虑加工材料、加工精度、加工效率、刀具寿 命等因素。应根据具体加工需求,选用合适的刀具类型、材料和几何参数。同 时,定期检查和更换磨损严重的刀具,以保证加工质量和效率。
02
种类
包括砂轮、砂带、磨头等。
03
特性
磨削刀具通过磨料颗粒与工件表面的摩擦和切削作用实现材料去除,其
加工精度高,表面质量好。选择合适的磨料、粒度、结合剂和硬度是磨
削刀具的关键。
刀具的特性与选用原则
• 刀具材料:刀具材料应具备高硬度、高强度、良好的耐磨性和耐热性。常用的 刀具材料有高速钢、硬质合金、陶瓷、立方氮化硼(CBN)和金刚石等。
刀具介绍及运用课件
目录
• 刀具概述 • 刀具的种类与特性 • 刀具的运用技术 • 现代刀具技术发展趋势
01
刀具概述
刀具定义和分类
定义
刀具是机械制造中用于切削、车 削、铣削、钻孔等加工工件的专 用工具。