针织纬编光坯织物疵点的图像处理
常见布面疵点的辨别和成因分析

常见布面疵点的辨别和成因分析(1)异纱(Wrong Yarn)外观:在针织物之毛中,横向连续之毛圈,由较规格用纱为粗或细之纱织造而成。
一般多为单根,但偶亦有并列或间隔多根者。
视之稀密、厚薄与正常者不同。
成因:在针织物织造时,操作人员误用非指定支数或丹尼规格之纱编织。
误用较细之纱,则织物显得稀薄。
误用较粗之纱,则织物显得密厚。
(2)异经(Wrong End)外观:梭织物之经纱有单独一根或并列数根非指定规格之粗细者。
若为较细之纱,则称谓细经(FineEnd)。
若为较粗之纱,则称谓粗经(CoarseEnd) 。
成因:于整经时取用牵经之筒子纱支数错误,使用非指定规格之经纱。
此种瑕疵经常为全匹性者。
(3)异纬(Wrong Pick)外观:梭织物之纬物,有一根或连续多根非指定规格之粗细者。
若为较细之纱,则称谓细纬(FinePick)。
若为较粗之纱,则称谓粗纬(CoarsePick)。
成因:于织造时,纬纱管之纬纱,或无梭织机喂入之筒子纱支数错误,使用非指定规格之纬纱。
操作人员于发现后,多予以停机拆除。
但自动换管之织机,则往往不易发现。
(4)组织错误(Wrong Weaving)外观:即织法错误,布面之织纹与原设计者不同。
例如左斜纹织成右斜纹等。
成因:一般多为穿综错误所造成。
其它如提花织物之纹板错误,多规格经纱织物之经纱排列错误等。
(5)并经(Wrong Draw)外观:相邻之两根经纱并在一起,依织物组织当作一根织入布中者。
视之,该根(实为两根)纱显得特别粗。
此种瑕疵均为全匹性者,如在经轴初织时发现,剔除并列中之一根,则能完全避免。
成因:1).整经牵纱时疏忽将两根当作一根。
2).浆纱后分纱不清,两根粘在一起,形同一根。
3).穿综时两根穿入同一综丝。
(6)并纬(Mispick)外观:纬纱两根织入同一织口内,偶亦有三根或更多根者。
并纬之长度长短不等,以织物全幅宽者,与在近两布边10公分上下者较多。
成因:1).织物全幅长之并纬,系因停机排除故障后,未查对织口开车。
织物疵点自动检测系统中疵点图像特征参数选择与提取研究
织物疵点自动检测系统中疵点图像特征参数选择与提取研究摘要:疵点图像的特征提取是识别织物疵点的重要依据,它直接影响疵点识别的效率和准确率。
特征参数应具有灵敏度高、独立性强、运算快的特点,提取出疵点的区域面积、边界周长、中心点坐标、长短轴长度、形状参数F和离心率E作为疵点的特征参数。
实验证明它能够识别出大部分常见疵点,并为疵点定位标识提供充分依据。
关键词:疵点识别特征提取疵点检测图像处理1 引言织物疵点是影响产品质量的重要因素,目前,在国内绝大部分的纺织企业中,对织物的疵点检测还是采用人工离线检测。
随着计算机技术和数字图像处理技术的飞速发展,可以实现织物疵点的自动检测。
基于数字图像处理技术的疵点检测过程包括图像采集、图像分析和特征值提取、疵点判别和分类,其核心技术是特征值提取和分类。
织物图像的特征值提取实质是寻找描述织物疵点特征的一组度量值,这组值能够准确地表达疵点的大小、方向和位置等,为疵点的识别和分类提供依据。
2 织物疵点图像的特征参数选择特征参数选取很重要,若特征抽取不正确,就不能很精确的进行分类。
但是,可选取的特征参数很多,如果这些参数全部用来表征图像的特征,不仅计算量大,而且各个参数的灵敏度不同,有些参数表达的内容会有重复,因此需要对参数进行认真选择。
从所提取的特征参数中选取特征向量时,一般的方法是根据每一类的协方差矩阵,在变换后的矩阵中,作为特征向量取代原来的特征参数代表图像特征,这种取代的结果均方差最小。
由此看出,特征向量的抽取目的是在不明显降低系统识别性能条件下,用较少的特征参数代表图像。
在特征向量选择时的依据为:[1]1)可靠性:特征向量各元素对应的特征参数的灵敏度要高,即各参数的误判率较低;2)独立性:特征向量之间各个元素彼此独立,表达不同疵点的特征;3)数量要少:特征向量的元素尽可能少,这样可以使判断速度快,计算量小。
各种疵点分类的主要依据是疵点的形状,所以对它们进行特征提取时,主要选择描述形状特征的参数作为特征值。
纬编针织物疵点的实时检测

( ol eo et e ,Dog u ies y h n h i 2 2 C l g f Txi s e l n h a Unvri ,S a g a 0 0,C ia) t 1 6 hn
Absr c ta t
I o d r o e e t he n r e t d tc t we t ni e f b i d f cs utm aia l f k t d a rc ee t a o tc l t y, a e ltm e y t m a d r a —i s se n
ag rt m o h ee to r e eo e n wh c h a d r a ti cu e ma e a q ii o l o ih fr te d t ci n we e d v l p d i i h t e h r wa e p r n l d d i g c u st n,sg a i in l p o e sn n lu n to e i e,wh l r o r mi g wa ro m e y Hac n s fwa e. Th i d f r c s i g a d il mi ai n d vc ie p o g a n s pef r d b l o ot r e kn so we n te a rc d fe swe e d fn d a re u a h p n i e rs a c o d n ot e c a a trsi s t f k itd f b i e e t r e e sir g l rs a e a d ln a h pea c r i g t h h rc e it i c o he d fc s Th el l rn u a e wo k wa p le o ee tn h ee t t b iu r y lv l ft e e t. e c lu a e r ln t r s a p i d fr d t ci g t e d f cs wih o vo s g a e e d srb to nd re u a s a e. T l d t c in a e o Ra o ta f r iti u in a ir g l r h p he i ne ee to b s d n d n r nso m wa fr t r p s d o s i s p o o e t
布料外观疵点图解及成因分析
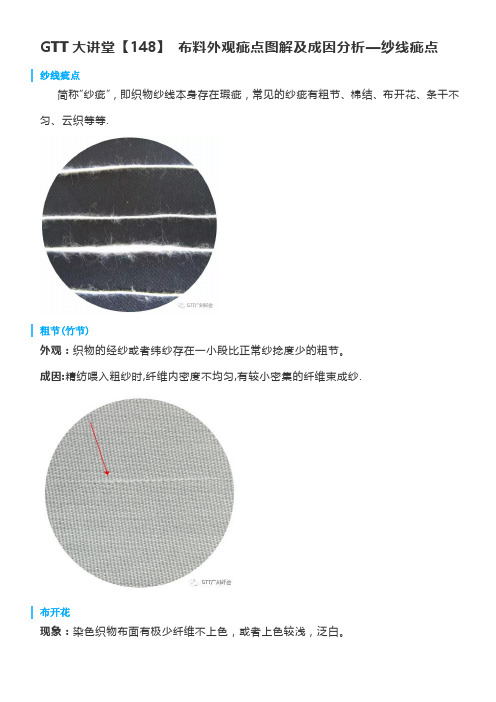
GTT大讲堂【148】布料外观疵点图解及成因分析—纱线疵点纱线疵点简称“纱疵”,即织物纱线本身存在瑕疵,常见的纱疵有粗节、棉结、布开花、条干不匀、云织等等.粗节(竹节)外观:织物的经纱或者纬纱存在一小段比正常纱捻度少的粗节。
成因:精纺喂入粗纱时,纤维内密度不均匀,有较小密集的纤维束成纱.布开花现象:染色织物布面有极少纤维不上色,或者上色较浅,泛白。
成因:1。
棉纤维内含有不着色的死棉纤维;2。
纺纱时,一根纱线中混入了其他纤维,如棉纱混入极少的聚酯纤维,染色时没有高温染色或者使用分散性染料,使混入的纤维着色不良。
棉结现象:布面呈现类似接头大小的(棉)纤维团,且纺入纱中.如将其拔下,纱则有可能断裂。
(低等棉纺纱常有此问题。
)成因:原棉纤维中有死棉纤维团,在清花工序中没有清干净。
GTT大讲堂【149】布料外观疵点图解及成因分析—织造疵点(1)织造疵点织疵主要指在织造过程中,由于织机故障、送纱张力问题或者油渍污染等原因造成影响布面效果的织物疵点.织疵现象多种多样,典型的常见的代表有断纱,稀密路、织造破洞、跳纱、组织错误(错综)、蛛网、纬缩、筘痕、油污纱、纬纱扭结、百足以及各种边疵等等。
1、断经现象:织物上经纱断掉一根或者多根。
成因:经纱在织造的过程中断裂,自停装置失灵,未将经纱接好而继续织造。
2、断纬现象:织物中的纬纱断裂,但断开的两端间距较短。
成因:1.纬纱在织造的过程中断裂,但瞬间继续织入,仅缺一小段距离。
2.纬纱上有严重的粗结或者飞花,拆除时导致纬纱断裂。
3、双纬与脱纬现象:单纬织物一个梭口内有两根纬纱织入布内。
三根及以上并在一起则称之为“脱纬”。
成因:1、全幅双纬:误将两根纬纱混入一个织口;2、非全幅双纬:边剪设定不当或不够锐利,或断纬后未将纱尾消除。
4、百脚(百足、缺纬)现象:发生在斜纹或缎纹组织上,全幅缺少一整条纬纱或者纬纱短缺了其中一段,经纱没有交织浮在布面,形似一条百足蜈蚣。
5、纬缩现象:纬纱卷缩织入,在布面形成小线圈浮在布面。
纬编针织面料胚布疵点分析

纬编针织面料胚布疵点分析摘要:本文通过对市场上常见的针织面料样品的疵点类型、数量和结构整理归纳,就纬编针织面料胚布疵点展开分析,分析原因所在,提出合理的改进措施,以便于打造高质量的纺织产品,推动纺织行业稳定发展。
关键词:纬编;针织面料;胚布;表面疵点近些年来,我国的纺织业呈现良好的发展前景,其中针织面料占据纺织业半壁江山。
针织面料的质量问题,主要表现为表面疵点,加之材料质量不符合要求,加剧劣质纺织产品的出现。
故此,应该加强纬编针织面料胚布疵点进行分析,改善产品质量,以求提升纺织产业整体工艺水平,朝着更高层次发展。
通过对纬编针织面料胚布疵点分析,有助于积累经验,把握纺织工艺要点,为后续相关工作提供支持。
一、纬编针织面料胚布疵点原因分析就纬编针织面料胚布疵点来看,原因较为复杂、多样,通过实践归纳和总结,具体表现在以下几点:(1)机械零件质量差,设备未能定期保养和检修,在实际生产中零件出现严重的磨损和老化。
(2)原料品质较差,原料和纱线的各项参数不符合要求,纺织期间可能出现成纱不良的问题,如细节、粗节、毛快和杂质等,在后期漂染过程中清洗不干净,纱线回潮问题严重等。
(3)在纺织前的准备阶段,由于清纱器之间的间隔过大,未能及时清理结头和粗纱,加剧表面疵点出现[1]。
(4)操作人员对设备和工艺掌握不充分,设计操作不熟练。
(5)编织机件质量不符合要求,未能结合实际要求调整和控制。
(6)产品工艺不合理,所选择的机械设备和纱线细度不符合标准,二、纬编针织面料胚布疵点的改进措施(一)针路纺织生产期间,可能受到客观因素影响加剧指向条纹问题出现,布面透明呈直线,开底灯透亮,手拉布面会出现一条凹凸线段的情况,即针路[2]。
(1)设备方面。
针筒作为设备的重要组成部分,在长期运转中可能设备磨损,形成大小不同的针路。
对于此类问题,需要结合质量要求来选择合适的针筒,规避针路问题出现。
新针筒使用时间短,适合生产丝光和磨毛布等要求较高的布料;A类针筒,表面磨损问题不严重,适合平纹布或是丝光布纺织生产;B类针筒,沉降片和针磨损较为严重,伴有一定的撞痕,适合生产拉架布和平纹布等;C类针筒,纺织生产期间撞针修复,适合生产抽针布和拉架布。
坯布疵点检测技术

坯布疵点检测技术前言坯布是制作纺织品的重要原材料,而对于制作出来的纺织品,品质的好坏直接影响到销售情况。
在坯布生产过程中,可能会存在疵点,因此需要进行疵点检测。
本文将介绍坯布疵点检测技术的相关内容。
一、坯布疵点的种类坯布的疵点种类很多,主要包括以下几种:1. 结痕:指纱线在织造过程中,受到长时间拉拽而产生的褶皱和织痕。
2. 炸纬:指纬线在织造过程中出现的断裂、起毛、飘边现象,使布面出现纬向的横向白线。
3. 破洞:指因纱线断裂或织造顺序错位而造成的正面或背面的孔洞。
4. 合股:指两股或多股纱线在织造过程中并合成一股,或在穿纬过程中被咬住所形成的缺口、断裂。
二、坯布疵点检测技术1. 人工检测传统的坯布疵点检测方式是人工检测,但是这种方法效率低、耗时长且人为因素较大,容易导致漏检和误判等情况。
2. 图像处理技术随着计算机技术的发展,图像处理技术逐渐应用到了坯布疵点检测中。
这种方法可以高效、快速地检测坯布疵点,并且减少人工因素的影响。
通过采集坯布表面图像,利用图像处理算法对坯布疵点进行分析与处理。
这种方法可以对坯布的疵点进行快速且准确的检测,具有高效、自动化等特点。
三、坯布疵点检测技术的局限性尽管现有的图像处理技术在检测坯布疵点方面已经取得了一定的进展,但是仍然存在以下局限性:1. 图像质量的不确定性为了获得准确的疵点检测结果,需要获取高质量的图像,但是由于各种原因(如纺织品表面凹凸不平、光照条件不佳等),获取高质量的图像是困难的。
2. 疵点形态的复杂性坯布疵点形态复杂,而且会随着生产线的不同而变长,这导致疵点检测算法难以适应所有情况,甚至可能会造成漏检。
3. 背景噪声的影响由于照片拍摄时环境不同,光线强度、噪声等情况也不相同,因此需要进行背景去除等操作,增加算法的复杂性和难度。
结语坯布疵点检测是现代纺织业生产过程中的重要一环,传统的人工检测方法效率低、耗时长且人为因素较大,容易导致漏检和误判等情况。
而图像处理技术,则可以高效、快速地检测坯布疵点,避免了人工因素的影响,具有高效、自动化等特点。
功能性纤维及纺织品检测方法计算机图像处理技术.pptx

纺织品悬垂性检测
纺织品悬垂性检测
• 计算机图像处理法悬垂性能检测的缺点 1. 织物最好是素色的 2. 如果色调上有明显深浅变化的试样和
印花织物,检测准确性会下降。 3. 花色织物中有 1 种或几种颜色与底色
相同或接近,边缘提取难度很大
纺织品色牢度自动评级
传统色牢度评级的缺点 • 目光法:评判结果的准确性受主观因素干扰太多,如观测者的心理状态和生理
• 数码影像系统评级 1. 标准光源箱 2. 高性能数码像机 3. 标定色卡 4. 经校准的专业显示器 5. 专业的图像处理和影像与颜色评估软件的计算
机工作站
纺织品色牢度自动评级
• 一次性实现多样品同时测量 • 可对沾色和变色同时评级
纺织品色牢度自动评级
• 检测步骤: 1. 相机的白度和标准颜色及位置校正 2. 拍摄照片 3. 根据检测要求选择检测方法(ISO、GB、AATCC等) 4. 选择色差的相应检测模块,在样品上勾出原样及变色(沾色)区域,进行评级 5. 可同时对多纤维贴衬中的每个贴衬沾色情况进行选择和评级
纺织品悬垂性检测
织物悬垂性图像测试方法是一种评价织物悬垂形态的新方法。该方法的测量原理是把悬 垂仪测量装置与摄像头和图像处理系统相连,摄取织物悬垂图像,计算机进行图像处理,提取 悬垂指标。
用悬垂仪测试静态悬垂性时采用的方法如图所示。将直径D 为240 mm的圆形试样1 平放 在直径d 为120 mm的试样托盘2 上,试样托盘缓慢上升至最高位置后停止,试样托盘上织物试
织物表面疵点的检验
总体思路:用CCD摄像头对织物进行实时拍摄,对所得图片通过图像处理、小波分析,提取特征参数,有 效地检测与识别缺经、缺纬、油污、破洞等常见疵点。
织物表面疵点的检验
基于图像处理的织物疵点检测系统硬件设计

基于图像处理的织物疵点检测系统硬件设计付国定;郭壮志;李甜;刘红【摘要】主要研究图像处理方法以及对织物疵点的自动检测设计.织物疵点检测系统的图像获取由硬件部分实现,硬件部分的组成主要有:照明环节、CCD摄像机、布匹传动机构和疵点检测处理分析系统等几部分.探索由图像采集卡以及工业计算机识别和处理织物疵点图像,把识别的结果存档并生成各种信息统计报表,达到在生产线的实时监控.最终从疵点检测的具体过程分析入手,提出了机器视觉系统来实现织物疵点自动化检测的方案.【期刊名称】《轻纺工业与技术》【年(卷),期】2017(046)005【总页数】4页(P107-109,41)【关键词】图像处理;织物疵点检测;硬件设计;光源设计【作者】付国定;郭壮志;李甜;刘红【作者单位】河南工程学院电气信息工程学院,河南郑州451191;河南工程学院电气信息工程学院,河南郑州451191;河南工程学院电气信息工程学院,河南郑州451191;河南工程学院服装学院,河南郑州451191【正文语种】中文【中图分类】TS101.97;TP391.41我国纺织业在机器代替人工劳作方面已经在一步步地实现,而且发展得很好。
然而,纺织品查找瑕疵方面的技术水平并没有得到很大的提高和改善。
迄今为止,织物疵点检测还是要依赖于人工进行,由人来把握所检验织物的传动速度,并做出相应的疵点标记。
由于人的局限性,造成误检率、漏检率较高。
织物疵点检测是整个纺织生产中难度比较大的工作内容,国内外很多学者为了能使织物检验达到稳、快、准的水平,对疵点检测自动化的实现投入了很多的精力来攻关。
一直以来,相关研究人员在不断努力地提高工业计算机的运行效率,以利于对织物疵点检测及图像处理。
近年来,随着智能技术的迅猛发展,数字图像处理、机器视觉及模式识别等技术的发展也越来越快,使织物疵点检测及图像处理的非人工化,成为真实的梦想[1]。
但比较可靠的织物疵检测非人工系统还不多,各处推出的检测系统对疵点的类型分辨能力也不是很完美,在使用中并不是很随意,而且成本也很高,不方便利用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
‘河北纺织'2012年第一期(总148期) 生产管理与实践
针织纬编光坯织物疵点的图像处理
高飞郑敏博朱文俊
(陕西西安西安工程大学710048)
【摘要】:由于针织物图像具有高帧频、算法复杂度高等特点,本文使用Photoshop以及MATLAB
的图像处理工具箱,先对扫描的织物图像进行预处理,以检测传统的织物疵点,对纬编光坯针织
物的色点、玷污、破洞、粗纱等几种疵点检测算法进行分析和比较,得出适合针织物检测的最优
算法。
【关键词】:针织物疵点,MATLAB。二值化,图像处理
【Abstracts】:As the knitted fabric image with high frame frequency and algorithm
complexity higher characteristic,we use Photoshop and MATLAB Image Processing Toolbox
in this paper.Scanning the fabric image to detect the traditional fabric defect。the
weft knitted spots of color 1ight billet。stains,hole,as well as several defect detection
algorithm roving analysis and comparison,suitable fO: knitted fabric that the optimal
algorithm testing.
[Key Words】:Knitted Fabric Defect,MATLAB,Binaryzation。Image Processing
1 纬编光坯织物及其相对应的疵点的综合表述
毛坯织物是指刚下机的坯布,是纱线经编织后的第一道成品。光坯织物则是毛
坯织物经过染整工序处理,对针织物的染整包括碱缩一煮练一漂白过程。由染整过
程可以看出,经过处理的光坯织物更加细腻,纱线毛羽较少:由于毛坯织物下机后
还要经过检验工序,以及整理过程中织物的变形等因素影响,光坯织物疵点相对较
小,不易检测:另外经染整后的织物经过染色处理可能会引起染色玷污。
本文从图像的二值化处理的角度分析,将针织光坯织物疵点按其外观形态特征
分为以下三类:
①区域类疵点,包括破洞,玷污,修疤,异纱等。
②离散类疵点,包括玷污(铁锈),接头等。
⑧线性疵点,包括横路等。
38
‘河北纺织》2012年第一期(总148期) 生产管理与实践
3 纬编光坯织物疵点的图像特征值提取
3.1疵点的特征参数
本文对疵点分类的主要依据是疵点的形状,所以主要用形状特征来描述疵点。
文中选用的三个特征参数如下,其意义参见图6所示。
图6特征参数示意图
①疵点面积s二值分割后一个疵点对象无论其形状如何,它所包含的象素总个数,
就是我们定义的疵点面积。
②疵点扁度B定义疵点对象的扁度为其水平向长度和垂直向宽度的比值。公式描述
为: B=W/H。疵点形状无论是扁宽还是竖长,疵点扁度的定义都与通常意义上的
描述相一致。其中,疵点宽度w和疵点高度H,用其水平和垂直方向上最大的像素
点数来度量。这是两个形态特征参数,本文还考虑了疵点的灰度值,作为第三个特
征参数。
⑨疵点质心像素点处所对应的原灰度图上的灰度值G
如图6中所示,点C代表疵点的质心(当然,实际中一个像素点太小C点是不可见
的)那么,对应的原灰度图上C处象素点的灰度值就是G,其取值在0-255。
3.2疵点特征参数的描述与分析
实验中仔细地对特征参数进行了筛选、检验。现在我们来分析一下所选的三个
特征参数的相互关系、对疵点的表征能力及正确识别的可行性:
42
‘河北纺织》2012年第一期(总148期) 生产管理与实践
①疵点扁度:经疵扁度很小,纬疵扁度很大,区域和离散小疵点扁度居中,二者可
由面积区分。
②疵点质心处的灰度值:破洞(由于统一取图样时,均以黑色为底衬所致灰度值很
小)、油污等区域类疵点和色深离散疵点往往灰度值很小,而这二者可由面积和扁度
区分:棉结离散疵点往往灰度值较大再由扁度和面积可区分。
③疵点面积:离散类最小,区域类、线性疵点有大有小,但都会比离散类大,而这
三者可由扁度及灰度值区分。
三个特征量各自的相对独立性较好,只要疵点的这三个量己知,就可唯一地确
定其类别所属,理论上看对疵点的表征力很好,
关于针织光坯织物疵点的特征量提取,结论细下凑所示:
疵点面积(S) 疵点扁度(B) 质心灰度值(G)
■一
区域型疵点 较大 居中 较小
离散型疵点 较小 居中 较大
线型疵点 较小 较大 不一定
4 结论
4.1对于区域型疵点的检测,我们可以先进行直方图均衡化处理,然后作膨胀处理;
4.2对于破洞类和玷污类疵点,先进行中值滤波处理,然后采用删除小面积对象处理;
4.3对于横路类线型疵点,先进行直方图调整,然后中值滤波,最后做膨胀处理。
参考文献:
[1]安冬侠。赵树.数字图像处理技术在织物疵点中的应用.广西纺织科技.2009年.38卷.第五
期.
E2l张瑞林,朱桂英.图像处理技术在纺织疵点处理上的应用.天津工业大学学报.2006。1o。第
25卷。第五期.
[3]尚会超,吴军.织物表面疵点检测算法综述.中原工学院学报.2008,2.第l9卷,第l期.
[4]Chan Chi-ho,Granthm Pang K H.Fabric Defect Detection by Fourier Analysis[J】.
IEEE Transactions∞Industry Application。2000。36(5):1267一l276.
【5】 王朝莉.汪黎明,织物疵点检浏的计算机图像分析和评定.青岛大学硕士论文.20o6年.19-22