电镀缸镀液维护SOP
电镀槽液维护记录表
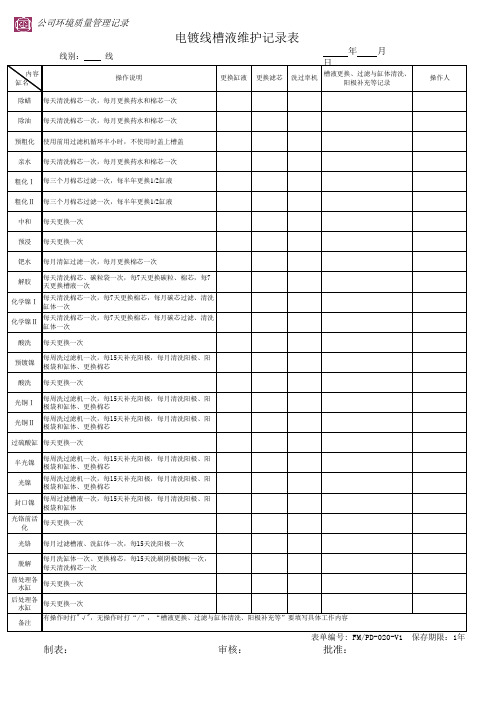
年 月日 内容缸名操作说明更换缸液更换滤芯洗过率机槽液更换、过滤与缸体清洗、阳极补充等记录操作人除蜡每天清洗棉芯一次,每月更换药水和棉芯一次除油每天清洗棉芯一次,每月更换药水和棉芯一次预粗化使用前用过滤机循环半小时,不使用时盖上槽盖亲水每天清洗棉芯一次,每月更换药水和棉芯一次粗化Ⅰ每三个月棉芯过滤一次,每半年更换1/2缸液粗化Ⅱ每三个月棉芯过滤一次,每半年更换1/2缸液中和每天更换一次预浸每天更换一次钯水每月清缸过滤一次,每月更换棉芯一次解胶每天清洗棉芯、碳粒袋一次,每7天更换碳粒、棉芯,每7天更换槽液一次化学镍Ⅰ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次化学镍Ⅱ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次酸洗每天更换一次预镀镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯酸洗每天更换一次光铜Ⅰ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光铜Ⅱ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯过硫酸缸每天更换一次半光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯封口镍每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体光铬前活化每天更换一次光铬每月过滤槽液、洗缸体一次,每15天洗阳极一次脱解每月洗缸体一次、更换棉芯,每15天洗刷阴极钢板一次,每天清洗棉芯一次前处理各水缸每天更换一次后处理各水缸每天更换一次备注制表:审核:批准: 公司环境质量管理记录电镀线槽液维护记录表线别: 线有操作时打"√",无操作时打“/”,“槽液更换、过滤与缸体清洗、阳极补充等”要填写具体工作内容表单编号: FM/PD-020-V1 保存期限:1年。
电镀车间的维护保养内容
电镀车间的维护保养内容
电镀车间的维护保养内容主要包括以下几个方面:
1. 清理电镀设备:电镀设备需要定期进行清理,以保持其良好的工作状态。
清理电镀设备时,需要特别注意清洁电镀液和残留物,以防止对设备造成腐蚀。
2. 检查电镀设备:定期检查电镀设备的各个部件,包括电源、电极、导电系统、冷却系统等,以确保其正常运转。
如果发现部件有问题或磨损,应及时进行维修或更换。
3. 更换电镀溶液:电镀溶液有一定的使用寿命,当溶液中的有效成分消耗殆尽或溶液中的杂质积累到一定程度时,应及时更换电镀溶液。
4. 维护安全设施:电镀车间应配备安全设施,如通风设备、防火设备、防毒设备等。
这些设施应定期进行检查和维护,以确保其正常运转。
5. 保持环境卫生:电镀车间应保持整洁,无尘,无腐蚀性气体。
定期清洁地面、墙面、天花板等,确保环境卫生符合生产要求。
6. 培训操作人员:操作人员应经过专业培训,熟悉电镀设备的操作规程和安全要求。
在操作过程中,应严格遵守操作规程,确保生产安全。
7. 建立维护保养制度:建立完善的维护保养制度,对电镀设备进行定期的保养和维护。
同时,应对维护保养工作进行记录和归档,以便对设备的使用情况进行跟踪和管理。
通过以上措施,可以有效地保障电镀车间的正常运转和生产安全,提高生产效率和产品质量。
电镀生产线维修保养流程
电镀生产线维修保养流程English Answer:Electroplating Production Line Maintenance and Repair Procedures.1. Routine Maintenance.Daily:Check and adjust electrolyte levels, pH, and temperature.Inspect plating baths, anodes, and cathodes for any abnormalities.Clean and lubricate moving parts (e.g., rollers, conveyors).Monitor electrical connections and terminals forany loose or damaged components.Weekly:Calibrate instrumentation (e.g., pH meters, thermometers).Perform a thorough visual inspection of the entire production line.Clean and maintain tanks and filters.Check and replenish chemicals as needed.Monthly:Conduct a comprehensive inspection, including all mechanical, electrical, and process components.Clean and inspect all wiring and contacts.Perform any necessary repairs or replacements.2. Troubleshooting and Repair.Electrical Faults:Check for loose connections, damaged wires, or faulty components.Measure voltage and current at key points to identify any anomalies.Replace any defective components as necessary.Mechanical Faults:Inspect gears, bearings, and rollers for wear or damage.Check lubrication levels and apply lubricant as required.Align and adjust moving parts to ensure smoothoperation.Process Faults:Analyze electrolyte composition, pH, and temperature to identify any discrepancies.Check the cleanliness of the plating bath and components.Adjust process parameters as needed to achieve the desired coating quality.3. Safety Procedures.Wear appropriate personal protective equipment (PPE) when performing maintenance or repair tasks.Handle chemicals with care and follow proper disposal procedures.Ensure proper ventilation in the work area to preventexposure to hazardous fumes.Lock out and tag out electrical equipment before performing any repairs.4. Documentation.Maintain detailed records of all maintenance and repair activities.Track the frequency and type of faults encountered.Use this information to identify common problems and implement preventive measures.中文回答:电镀生产线维修保养流程。
电镀处理中的电镀维护与保养技巧

电镀处理中的电镀维护与保养技巧电镀是一种常用的表面处理工艺,它可以让金属表面制成具有美观、锈蚀防止、耐磨等优良性能的产品。
但是,在电镀处理过程中,电镀的维护和保养也是非常重要的,因为一个好的电镀效果不仅决定于生产过程的优良,还决定于后续的维护和保养工作的质量。
本文将就电镀处理中的电镀维护与保养技巧进行探讨。
1. 了解电镀的类型首先需要清楚什么是电镀。
电镀是一种将金属或其它物质制约在电子的作用下通过电解,从而形成一层具有特定性质的金属薄膜的表面处理工艺。
电镀通常分为无机电镀和有机电镀两大类,无机电镀包括电镀铬、电镀镍、电镀铜、电镀锌、电镀锡等;有机电镀则包括电镀金、电镀银、电镀铜、电镀镍等。
不同的电镀类型有不同的处理方法和保养技巧,因此在进行维护与保养工作时一定需要先清楚自己的电镀类型。
2. 清洗要彻底清洗是电镀维护和保养的第一步,可以去除表面的油污和杂质,并保证后续处理步骤的成功进行。
清洗时要注意使用适当的清洗剂和工艺,不能使用过于刺激的清洗剂,否则会破坏电镀的外层,影响电镀的质量。
清洗后要进行彻底的水洗和干燥,以防止留下水迹和污点。
3. 不要碰撞,不要移位在日常的使用和维护过程中,要注意避免电镀表面碰撞或移位等操作,因为这样容易导致表面的划痕和磨损,影响电镀的质量和寿命。
同时,在存储和搬运电镀制品时,也要进行保护,以免因搬运或贮藏不当而导致电镀损坏。
4. 防止腐蚀除了日常清洗和保护外,防止腐蚀是电镀维护和保养的另一个关键环节。
在电镀处理后,产品表面会形成一层具有耐腐蚀性的保护层,但是这个保护层也是需要保养的。
在使用和存放时,要避免接触刺激性化学品和酸性物质,避免长时间接触潮湿环境和高温环境。
对于长期存放的电镀制品,也要进行适当的保养和防护,以防止腐蚀和损坏。
5. 定期检查和维修定期检查和维修是电镀维护和保养工作的重要部分。
定期检查可以及时发现电镀的问题,并进行及时的维修和处理,以减少损失和影响。
电镀厂设备操作规程(3篇)
第1篇一、目的为确保电镀厂设备的安全、稳定、高效运行,防止设备事故的发生,保障员工的人身安全,特制定本操作规程。
二、适用范围本规程适用于电镀厂所有电镀设备,包括但不限于镀槽、挂具、镀液搅拌设备、过滤设备、烘干设备等。
三、操作人员要求1. 操作人员必须经过专业培训,取得相应资格证书,熟悉设备性能和操作规程。
2. 操作人员应严格遵守操作规程,确保设备安全、稳定、高效运行。
3. 操作人员应具备一定的责任心和良好的职业道德。
四、操作前的准备1. 检查设备外观,确保无损坏、漏电等现象。
2. 检查设备润滑系统,确保油量充足、油质良好。
3. 检查设备电气系统,确保电路连接牢固、绝缘良好。
4. 检查设备安全防护装置,确保完好、有效。
5. 检查设备运行环境,确保通风、排水良好。
五、设备操作步骤1. 开启设备电源,待设备预热至规定温度。
2. 根据镀液成分和工艺要求,调整设备参数,如电流、电压、温度等。
3. 将待镀工件放入挂具,确保挂具牢固、稳定。
4. 开启镀液搅拌设备,使镀液均匀搅拌。
5. 启动过滤设备,确保镀液过滤效果。
6. 根据工艺要求,控制烘干设备温度和时间。
7. 镀液处理完毕后,关闭设备电源,停止设备运行。
六、设备维护与保养1. 定期检查设备各部件,及时更换磨损、损坏的部件。
2. 定期清洁设备,确保设备清洁、卫生。
3. 定期检查设备电气系统,确保电路连接牢固、绝缘良好。
4. 定期检查设备安全防护装置,确保完好、有效。
5. 定期对设备进行润滑,确保设备运行顺畅。
七、安全注意事项1. 操作人员必须穿戴好劳动保护用品,如绝缘手套、防护眼镜等。
2. 操作过程中,严禁触摸带电部位。
3. 镀液处理过程中,严禁进入镀液池。
4. 设备运行过程中,严禁进行维修、调整等操作。
5. 遇到设备故障,应立即停止设备运行,及时上报维修人员处理。
八、规程变更本规程如有变更,由设备管理部门负责修订,经批准后执行。
九、附则本规程自发布之日起实施,原有规程同时废止。
在生产中如何维护化学镀镍溶液?

在生产中如何维护化学镀镍溶液?
在生产中如何维护化学镀镍溶液?
维护化学镀镍溶液应注意如下事项:
1)为了防止金属和非金属固体颗粒触发镀液自然分解,必须保持镀液的清洁,如槽子加盖,溶液最好连续过滤,否则每班必须过滤一次。
2)每天班后必须用1:1硝酸浸泡槽壁以去除沉积物。
3)不得将固态化学药品直接加入槽中,应先配成溶液后,.并将镀液降温到70℃以下,方可在不断搅拌下缓慢加入镀液中,切忌加料过急。
4)保持化学镀镍的负荷量,每升镀液负荷范围在0.5~1.25dm2,最佳为1dm2。
5)工作中严防铅、锡、镉、铬酸、硫化物、硫代硫酸盐污染镀液。
少量金属杂质可以进行低电流密度电解除去。
6)防止局部温度过热。
7)经常观察并及时调整镀液的pH值。
【精品】巧用霍尔槽维护电镀液解读
巧用霍尔槽维护电镀液解读巧用霍尔槽维护电镀液1光亮酸性镀铜2.2.1 使用相同的小整流电源(应是低纹波的)和电镀溶液的性能总会随着使用而不断变化,其相同截面与长度的直流输出线(保证电压降基本一影响因素甚多。
要想使镀液性能指标保持在最佳或致),若电压高于正常值0.3V以上,则可能硫酸偏良好状态,就应及时进行调整。
调整依据可来自三少,补加3mL/L一5mL/L浓硫酸再试。
个方面:其一,凭经验,依据镀层状况得出结论;其2.2.2 若铜含量正常,生产中阳极面积足够(sA:SK 二,凭化验结果;其三,凭试验结果。
≥2:1),却出现电压升高,电流减小现象,先检查阳经验往往具有局限性,经验的积累要有相当的极板导电是否良好(清洗接触处),若仍有此现象,则实践经历和总结能力;而对一项新工艺,刚开始使阳极已钝化,可能硫酸过少,补加8mL/L一10mL/L 用,则谈不上经验。
浓硫酸。
分析化验结果的准确性受多方面因素影响,如2.2.3 若加足光亮剂,高中DK区光亮性仍不足,低分析人员的素质、水平与熟练程度、分析手段、分析DK区光亮范围窄,而试验时电压又低于正常值方法等。
而现代电镀广泛采用的多种复配的有机添0.5V以上,则可能硫酸过多(正常生产时因带出损加剂、光亮剂等几乎无法分析。
分析化验有时是必耗,硫酸应呈减少趋势。
硫酸过多,或是镀前采用硫不可少的,如合金电镀时镀液及镀层中合金组分的酸活化时清洗不良带人或不慎一次加入过多),应试比例,难以用其它方法判定。
但若凭一个不准确化验稀释镀液,补加硫酸铜及光亮剂。
验结果来调整镀液,有时也会搞得一塌糊涂。
2.3 氯离子判定及处理镀液性能变化后必然要从镀层上反映出来,要2.3.1 若镀层亮度很差,补加混合光亮剂或分别补想从一张试验试片上反映出宽电流密度范围内的镀加光亮剂组分试验,均改善不大,高DK区镀层有发层状况,最简单的办法还是赫尔槽试验。
利用花现象,磷铜阳极上不易生成黑膜,则可能氯离子含250mL赫尔槽试验,是笔者几十年搞新工艺、添加剂量低于20mg/L(正常为40mg/L一80mg/L),可按开发及日常维护镀液的最主要手段。
连续镀药水组成与添加保养办法
教育训练资料海创连续镀药水组成与添加保养办法一、前处理1、电解除油:①目的:送入电镀车间的待镀产品,由于经过冲压、热处理、研磨、油封等工序在产品表面会有油膜,如果油膜去除不干净,将会影响电镀品质。
③保养办法:每星期清洗槽子一次并重新配制药水。
低于10Be时加药品至15Be。
2、活化①目的:去除表面氧化物、使表面活化,达到镀层与基体结合牢固③保养办法:a.每星期清洗一次槽子,重新配制药水b.低于8Be时添加硫酸至12Be。
二、镀镍1、镀半光亮镍①镍的物理化学性质:a、镍是银白色的金属,硬度高,在大气中具有很高的稳定性b、金属镍具有强烈的钝化能力③药水维护a、每两周用活性碳过滤一次,每天24小时滤心过滤。
b、每12小时需补充添加剂,添加量各线《作业指导书》上已标明。
c、每天24小时槽内弱电解处理,每2-3个月清洗阳极一次2、镀冲击镍①镀冲击镍工艺参数②药水维护与注意事项a、盐酸是一种强酸,易挥发,须常补充b、每次使用前需测定氯化镍和盐酸的含量三、镀金1、金的物理化学性质a、金具有很高的化学稳定性,只溶于王水,不溶于其它酸b、金的导电性好,易于焊接,而加入钴后具有一定的耐磨性。
c、金外观为金黄色,延展性好,抗变色性能好2、镀金工艺参数3、药水的维护a.每天24小时滤心过滤b.维持比重10-20Be,当低于10Be时,加导电盐调至14Be,当高于20Be时,加水稀释至14Be。
四、镀锡(烷基磺酸体系)1、锡的物理化学性质a、锡具有银白色外观、无毒、易焊接、软柔软、延展性好。
b、锡的化学稳定性较高,导电性能好。
2、镀锡的工艺参数3、药水的维护a、每两周用活性碳过滤一次,每天24小时滤心过滤。
b、每12小时需补充添加剂3次,补充办法《作业指导书》已标明c、每1-2个月清洗阳极;3个月内需做一次沉降处理。
五、后处理1、防锡变色处理②药水维护a、每12h对药水测量一次比重,维持比重在2Be。
b、每星期清洗一次槽子,对药水重新配制2、烘干烘干箱温度设定为95-120℃3、封孔①油性封孔工艺参数药水维护a、每二周对封孔剂过滤一次b、稀释剂易挥发需每天补充药水维护:每1个月清洗槽子一次。
电镀生产线清缸
4.5过滤机清洗要求:
1、当过滤机的压力表到达规定的压力值或到了规定的清洗周期,则需清洗。
各槽过滤机需清洗的最小压力为:
除油、除蜡、化学镍、哑镍、半光镍、脱解为0.5 KG/CM2;钯水、解胶为0.3 KG/CM2;光镍为1.0 KG/CM2;光铜为1.5 KG/CM2.
2、首先关闭过滤机电源。
3、关闭过滤机的进水和出水阀(当过滤机低于槽液面时),打开底部阀门,将药水放入桶中;当过滤机高于槽液面时,则可以直接打开过滤机盖,取出滤芯。
4、除油、除腊、钯水、解胶、酸铜需清洗的棉芯或滤纸在备用综合槽中进行,污水从综合管中排放。
5、化学镍、哑镍、半光镍、光镍、珍珠镍棉芯也在备用综合槽中进行清洗,污水从含镍水管中排放。
2用清洗干净的过滤机将槽液抽入清洗干净的备用槽,槽底的药水用人工打出,也倒入备用
槽。如果槽液需碳粉处理,过滤机里则可以不装棉芯或碳芯,如果不需碳粉处理则需要装棉
芯或碳芯。
3用水管对阳极袋冲洗,冲掉大部分的残留药水和阳极吸附物,将污水PH值调节到不小于3从各自的超标管中排放。
4取下阳极袋放到头过水缸或备用缸中用稀硫酸浸泡一小时左右,戴上胶手套搓洗,污水调节PH值不低于3后从综合水管排放。然后冲洗2-3遍,将内外两个阳极袋分开。
5.1电镀线槽液维护记录表FM/PD-020
六、附录
无
三、权责:
电镀部:负责电镀线槽液维护操作
工程部:负责制定槽液维护规范
四、内容:
4.1电镀线槽液维护要求:
水缸:水缸内不能有固体杂质和胶件,在打气过程中会擦花工件;水缸内壁不能有粘滑的感觉,也不能存在悬浮的有机物,会吸附到工件表面产生麻点。
镀锌溶液维护工作中的三大要点
镀锌溶液维护工作中的三大要点镀锌溶液维护工作中的三大要点电镀溶液符合镀件加工要求,是保证生产能否正常进行,并保证产品质量的关键,要做好这一方面的工作,首先要做好以下三点。
(1)防止溶液中有效成分发生偏差。
有重点的控制锌与氢氧化钠的含量:当锌含量过高,氢氧化钠含量过低,二者比例失调或添加剂含量不足时,电解液的分散能力即会明显下降,平时要根据工作量或镀出工件的质量及时进行化验分析。
平日下班时应将阳极板从镀槽中取出来,以防因此而引起化学腐蚀,当镀槽中同时挂有不溶性铁板时还可能引起腐蚀速度更快的电化学腐蚀。
添加剂需根据实际添加,没有添加剂的锌酸盐镀锌溶液只能镀出海绵状镀层,只有加入添加剂之后才能得到细致光亮的镀层质量。
由此可见,添加剂在镀液中是起决定性作用的,应予以高度重视。
(2)防止溶液被氧化性物质污染。
氧化性物质主要是指硝酸根和铬酸根,这些物质在电解液中积聚到一定量之后即会引起低电流密度区镀不上锌、分散能力明显降低。
出现上述情况时可分别采取下列措施予以解决:①属于硝酸根污染的,可采取小电流电解处理使电解液中的硝酸根还原为氨气逸出;②属于铬酸根污染的,可采取0.2~0.4g/L的保险粉(连二亚硫酸钠)处理,使六价铬还原为三价铬,其反应方程式为2H2Cr04+Na2S204+2NaOH→2Na2S04+2Cr(OH)3(3)防止溶液被重金属污染。
锌酸盐镀锌溶液中主要的重金属杂质是铜和铅。
铜杂质会使镀层粗糙无光,停镀时可用小电流电解处理,或用锌粉处理,效果都很好。
锌粉加入量为0.5~1g/L,加入后要剧烈搅拌,静置并在2h内过滤,不然锌粉溶解就会失去意义。
这也是这种处理方法的不足之处。
铅杂质主要来自劣质锌阳极,铅会使镀层发黑不光亮。
可加入0.1~0.2g/L硫化钠使之生成硫化铅沉淀。
但硫化钠切不可加入过量,以免引起镀层发黑。
添加硫化钠时必须充分稀释,并缓慢、细流条地在充分搅拌下加入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金盐:0.35-0.5g/L 镍:0.15-0.2g/L 铜:20-40ppm 游离氰(KCN): 2-8g/L
承认
日常管理项目基准
化学药品分析补充:①每天根据电积量补加一次药品(每400电积量补加氰化 金钾 10g ,氰化钾70g) ②每周AA仪器分析补正一次
管理及记录
管理:①、每天投入前目视确认液位 ②、不足时补充纯水至上线。 ③、A-A分析(见A-A分析及测定基 准) ④按分析结果及电积量实施补充 记录:APS电镀SOP
方法或仪器
A-A机化学分析
2、开缸量:
①将电镀缸完全洗净,加纯水120L
180L槽 管理:记录。 记录:APS电镀SOP 管理:温度计抽测控制。 记录:APS电镀SOP 管理:电脑显示数据和电流表数据管 理 温度计
5、镀液维护其他动作
6、注意事项
符
3、开缸作业基准:
②加入3N make up:0.5L/L ③加纯水到指定液位 ①温度:60(55-65)℃ ②电镀时间:60s
KAu(CN)2:0.8g/L
KCN:20g/L
4、电镀条件
③Beˊ:3.0-8.0 ④pH值:10.5-11.5 ⑤电流密度:1.0(1.0-2.0)A/dm2(参见工件表面积) ①参数测量频度:每天测量波美度、pH值一次 ②缸底清理处理:每三个月做缸底清理处理 ③全液更换:根据实际情况而定 ④阴极导电头擦洗:每2H清洁一次(无生产除外) ⑤过滤芯:每周更换一次) ⑥镜架打捞周期:每2H打捞一次 A、Au、Ni、Cu、KCN的补加要严格按照电积量和实验分析结果 B、任何人(除了指定的化验员之外)在没有部门经理授权的情况下,不得触 碰APS缸 C、严禁往APS缸中加入任何酸性物质,以防HCN气体中毒 D、pH值有下降倾向,用KOH补充,可以修正pH值 E、使用防护镜防止液体渗到皮肤上 F、本产品是表面处理专用的电镀液,不可以为他用 号 变 更 内 容 日 期 承 认 担 当 管理:①、依记录洗净或交换 ②、记录及外观确认。 记录:APS电镀SOP pH计 波美计