GDX1包装机组铝箔纸刻R轮的两次改进
GDX2硬盒包装机单头铝箔纸检测装置的改进

GDX2硬盒包装机单头铝箔纸检测装置的改进作者:束红云来源:《山东工业技术》2015年第20期摘要:近年来,随着行业内卷烟包装工艺的发展,一些新型包装材料(单头铝箔纸)在各烟厂的包装机组上得以应用和实施。
为适应包装材料材质的改变,保证GDX2硬盒包装机生产出的烟包的产品质量,经过不断尝试摸索,采用增加检测点和对程序的优化,完成了对GDX2机组的检测系统的改进和完善。
因此,单头铝箔纸的检测的精确性得到了很大的提高,杜绝了因单头铝箔纸缺陷产生的产品质量问题。
关键词:单头铝箔纸;检测系统;改进安徽中烟于五年前的四月份开始实施单头铝箔纸的使用。
主要是将原来复合铝纸上的铝箔的整体宽度从原来的114mm缩减了74mm。
在具体的实施过程中,发现了烟包出现了一些不符合规定的问题,覆盖不全面或者有易松动的症状。
研究人员对这些现象进行分析的时候,发现这些问题不仅仅出现在一两个包装上,而是大部分包装都有这种现象的发生。
1 材料与方法1.1 材料接近开关类型的选择GDX2原来用作在线辅材检测的接近开关多为电容式。
常用的电容式接近开关仅能判断有无烟包,不能判断有无铝纸;而常用的电感式接近开关虽然能够识别有无铝纸,但是不能识别铝纸是否发生褶皱。
显然,常用的电容式接近开关和常用的电感式接近开关都不能满足设计的需要。
为此,专门定制一套特殊类型的接近开关,它不但能识别有无铝纸,还能识别铝纸是否发生褶皱。
接近开关的型号为:5#轮顶部铝纸检测型号:LK006004-D-1;7#轮顶部铝纸检测型号:LK006004-D-1;CH通道处的后部铝纸检测型号LK006004-D-11。
1.2 方法(1)把主要设备的2#轮[1]第四工位处的两边压实度进行调整,并将设备尾端处存在的缺口补上,这样做可以有效地防止出现松动现象,防止在进行折叠的过程中造成二次损害[2]。
(2)在二号设备处对包装铝包低端增加调整器,防止出现底部折叠不当等问题。
(3)从三个方位出发进行设备的调整或者检测器的安装,对整儿包装的密封性进行全方位的检查。
GDX500_包装机内衬加速轮改造

Instrumentation and Equipments 仪器与设备, 2023, 11(2), 120-126 Published Online June 2023 in Hans. https:///journal/iae https:///10.12677/iae.2023.112016GDX500包装机内衬加速轮改造夏希陶,普 通,魏 明,吴恒文,曹 斌红塔烟草(集团)有限责任公司玉溪卷烟厂,云南 玉溪收稿日期:2023年5月10日;录用日期:2023年6月12日;发布日期:2023年6月25日摘要GDX500是我公司从意大利引进的高速软盒卷烟包装设备,生产速度最高达500包/分钟,是目前我厂生产软盒“玉溪”卷烟产品的主要机型之一。
在烟草行业“提质创新,降耗增效”的背景下,对GDX500生产工艺流程各个环节的分析,以及对GDX500生产过程中主要故障的统计分析,找到影响产品质量和原辅材料消耗的主要原因。
通过统计分析发现GDX500包装机内衬纸加速轮磨损导致的故障对内衬纸的消耗影响十分严重。
通过增加弹性元件完成对加速轮磨损的补偿,有效地解决了由于加速轮磨损导致内衬纸下纸阻塞的故障。
将铝箔纸的阻塞率降低了94.23%,降低了内衬纸消耗,提高了卷烟包装质量。
关键词GDX500,内衬纸,加速轮,磨损补偿Improvement of GDX500 Packaging Machine Lining Acceleration WheelXitao Xia, Tong Pu, Ming Wei, Hengwen Wu, Bin CaoHongta Tobacco (Group) Co., Ltd. Yuxi Cigarette Factory, Yuxi YunnanReceived: May 10th , 2023; accepted: Jun. 12th , 2023; published: Jun. 25th , 2023AbstractGDX500 is a high speed soft box cigarette packaging equipment introduced by our company from Italy. The production speed is up to 500 packs/min. It is one of the main models of soft box “Yuxi” cigarette products produced by our factory at present. Under the background of “improving qual-ity and innovation, reducing consumption and increasing efficiency” in the tobacco industry, the main reasons affecting product quality and raw and auxiliary material consumption are found by analyzing each link of GDX500 production process and statistical analysis of main faults in the production process of GDX500. Through statistical analysis, it is found that the failure caused by夏希陶 等the abrasion of the inner lining paper accelerating wheel of GDX500 packaging machine has a se-rious impact on the consumption of inner lining paper. By adding an elastic element to compen-sate for the wear of the accelerating wheel, the blockage of the inner lining paper caused by the wear of the accelerating wheel is effectively solved. Blocking rate of aluminum foil is reduced 94.23%, reducing inner paper consumption and improving cigarette packaging quality.KeywordsGDX500, Lining Paper, Acceleration Wheel, Wear CompensationCopyright © 2023 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言GDX500是我公司从意大利引进的高速软盒卷烟包装设备,生产速度最高达500包/分钟,是目前我厂生产软盒“玉溪”卷烟产品的主要机型之一。
GDX2商标纸涂胶控制改进

GDX2商标纸涂胶控制改进作者:张奕来源:《中国科技纵横》2015年第13期【摘要】通过对GDX2商标纸涂胶控制改进,在涂胶区域加工了若干个圆坑,以保证给商标纸的粘贴提供适量的胶液,使打胶凸轮的相位与涂胶辊相对应,解决商标纸在剔除工位剔除后,商标纸上胶轮继续上胶的问题,从而使解决商标纸过道长期积胶的现象,减少商标纸输送过程的故障停机,提高设备运行效率。
【关键词】涂胶辊商标纸过道打胶凸轮涂胶控制机构高速双作用气缸1 引言众所周知,GDX-2硬盒包装机是国内各大卷烟厂的主流包装机型,该设备整体结构紧凑,运行速度快,自动化程度高,运行稳定,维修方便。
该设备的涂胶机构由胶缸、涂胶辊、商标纸支撑运行导轨和打胶凸轮等零件组成;涂胶辊涂胶表面为光滑圆柱面,涂胶区域加工了若干个圆坑,以保证给商标纸的粘贴提供适量的胶液;打胶凸轮的相位与涂胶辊对应;支撑运行导轨的高度比涂胶辊的最高点高1MM。
当设备运行时,商标纸由输送轮输送到涂胶工位,打胶凸轮动作,工作面将商标纸的涂胶区域压下,接触涂胶辊完成涂胶,打胶凸轮的非工作面与商标纸的非涂胶区域相对应,此时凸轮下压消失,商标纸在导轨的支撑下,与涂胶辊保持1MM的间隙,两者不接触,这样商标纸在输送过程中完成了整个涂胶过程。
2 存在问题但由于原机在设计过程中,如图1所示,商标纸4在前面商标纸剔除工位8剔除后,打胶凸轮1仍是压下的状态,这样在没有商标纸的情况下,打胶凸轮1上就容易带胶,造成接下来几张商标纸4正面有带胶现象,严重影响了产品质量。
这种正面也带胶的烟包进入后续工序,容易引起不该有的粘联造成设备停机,增加了设备的故障率。
目前很多厂的应对都是让操作人员经常檫洗涂胶凸轮,也增加操作人员的劳动强度。
因此,决定对该机构进行改进,通过现场反复研究,与操作人员交流探讨,采用一套全新的涂胶控制装置。
打胶凸轮1、连杆2、高速双作用气缸3、商标纸4、支撑运行导轨5、涂胶辊6、高速电磁阀7、商标纸剔除工位机构8、胶液9、胶缸10。
ZB45二号轮铝箔纸内侧两角折叠改进

ZB45二号轮铝箔纸内侧两角折叠改进曾京威; 陈华; 杨猛【期刊名称】《《科技与创新》》【年(卷),期】2019(000)020【总页数】3页(P59-61)【关键词】二号轮; 铝箔纸; 模盒; 折叠块【作者】曾京威; 陈华; 杨猛【作者单位】红云红河集团昆明卷烟厂云南昆明650032【正文语种】中文【中图分类】TS43ZB45是意大利GD公司授权,上海烟草机械有限责任公司制造的硬盒卷烟包装设备,设计生产速度每分钟300包,其以自动化程度高、质量稳定、运行可靠等优点在卷烟生产企业得到广泛应用。
目前红云红河集团昆明卷烟厂有六组YB45小盒包装机用于100 mm细支规格的卷烟包装生产,在生产过程中发现偶有铝箔纸两端皱褶的烟包出现,如图1所示,严重影响了产品质量。
根据生产过程统计和质检反馈,铝箔纸皱褶缺陷烟包普遍存在于细支产品机组中,其中选取单组设备烟包顶端或底端铝箔皱褶质量缺陷统计如表1所示。
根据设备运行原理和过程观察,烟包铝箔纸两端皱褶是在二号轮铝箔纸折叠过程中产生的,有必要对烟包铝箔纸两端皱褶的原因做进一步分析。
铝箔纸在二号轮折叠过程如图2所示,铝箔纸按工艺要求裁切成定长纸块经二号轮与一号轮中间,下落至到位基准。
随后,一号轮推烟板与二号轮随动接烟板夹持烟支组和铝箔纸块,进入二号轮右侧水平工位夹烟包模盒中进行内衬纸即铝箔纸包装。
具体包装折叠过程为:在A工位通过内外两个折叠块旋转90°完成内侧(无搭口侧)两角折叠,在B工位通过侧长边折叠器完成长边1折叠,在C工位通过二号轮内圆结构完成长边2折叠,在D工位通过内外两个折叠块旋转90°完成外侧(搭口侧)两角折叠,在E工位完成顶端和底端两端折叠后送入三号轮。
在生产运行过程中,经过实际跟踪观察发现,铝箔纸两端产生皱褶的位置是在B 工位之前,即在A工位进行内侧两角折叠过程时,所以对A工位铝箔纸内侧两角折叠过程中铝箔纸两端皱褶的原因进行进一步分析。
GDX2包装机适用转移镀铝纸的改进研究
条 竖 向 弧 印 , 高 铝 纸 的 坚挺 度 , 其 象 瓦 楞 一 样 垂 直 输 送 , 提 使 由此解 决 了 铝 纸 输送 中发 生 偏 移 的 现 象 。 2 铝 纸 小 片 刀 的 改进 ) 每次 在 复 合 铝 纸 和 环 保 铝 纸 产 品 更换 时 , 为保 证 产 品质 量 都 要 对 小 片 刀 总成 进 行 更 换 。 了 节 约更 换 牌 号 的 时 为 间. 我们 使 用 组 件 更 换 的 方式 来 解 决 问题 。但 这 样 也 带 来 了 另 外一 个 问 题 . 件 的浪 费 。后 来 , 们将 小 片刀 原 材 料 改 为 合 金 材 料 , 件 浪 备 我 备
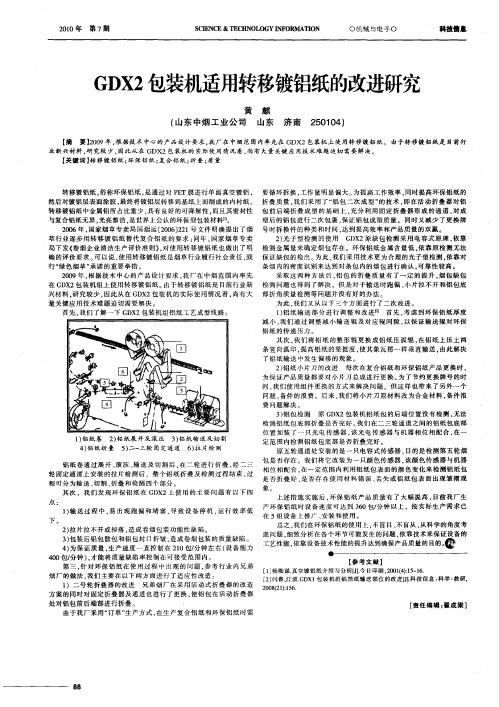
在 G X D 2包 装 机 组 上 使 用 转 移镀 铝 纸 。 于 转移 镀 铝 纸 是 目前行 业 新 检测 问题 也 得 到 了 解 决 。但 是 对 于 输 送 时 跑 偏 、 片 拉 不 开 和 铝包 底 由 小 兴材料 . 究较少, 研 因此 从 在 G X D 2包 装 机 的实 际使 用 情 况 看 , 尚有 大 部折 角 质 量 检 测 等 问 题并 没 有 好 的办 法 。 量 关 键 应 用 技 术 难 题迫 切 需 要 解 决 。 为此 . 们 又 从 以 下 三个 方 面进 行 了二 次 改 进 。 我
转移镀铝纸中金属铝所占比重少 , 具有 良好的可 降解性 , 而且其密封性 与复合铝纸无异, 光亮整洁 , 是世界上公认的环保型包装材料Ⅱ ] 。 20 0 6年 , 家 烟 草专 卖 局 国烟 运 [0 62 1 文 件 明确 提 出 了 烟 国 2 0 32 号 草行业逐步用转移镀 铝纸替代复合铝纸 的要求 ; 同年 , 国家烟草专卖 局 下 发 《 烟 企 业 清 洁 生产 评 价 准 则 》 对 使 用 转 移 镀 铝 纸 也 做 出 了 明 卷 , 确 的评 价 要 求 。 以说 , 用 转 移 镀 铝 纸 是 烟 草行 业 履 行 社 会 责 任 , 可 使 践 行 “ 色烟草” 绿 承诺 的重 要 举 措 。 20 0 9年 , 据 技 术 中 心 的 产 品 设 计 要 求 . 厂 在 中 烟 范 围 内率 先 根 我
GDX2包装机商标纸传动齿轮轴改进
作者: 卜 斌 单位: 安徽中烟滁州卷烟厂 专业: 包装 日期: 2014年5月
小组概况
所在部门
小组名称
志成QC小组
小组目标 减少维修工时,保
郭勇
男
2
卜斌
男
3 郑以龙
男
4
张全
男
5 杨维勇
男
6 赵勤文
男
7 鲁胜强
男
卷接包车间
注册日期
活动计划时间
改进后
在改造后对轴分析,当键槽铣 至端面时,轴强度没有太大改变,轴 的扭力、紧固力符合工艺要求。
改进后键槽长度为19毫米。
八、 效果验证
2、改进处理后,GDX2包装机组的运转正常未发 现因改造键槽发生异常现象。
结论:非要因
五、要因确认
原因四:纵向输送通道压力
商标纸纵向输送通
道压力调整不当会频 繁引起商标纸传输不 稳。但是每台设备都 有固定的点检人,修 理组有严格细致的设 备点检规定,每天生 产间隙都会对设备进 行检查调整。所以纵 向输送通道的压力在 大部分情况下是适当。
结论:非要因
五、要因确认
原因五:齿轮使用寿命短
六、制定对策
1、商标纸输送辊功能 商标纸输送辊位于商标纵向输送轨道上,是实现商标
纸由横向输送转变为纵向输送的重要部件。
六、制定对策
设备结构复杂
由于设备结构复杂,导致商标辊轮拆换耗时长。
1—商标纸堆输送带 2—商标纸库
3—商标纸顶端上胶轮
4—横向输送带
5—直向输送辊轮 6—商标纸成型上胶轮
7—4号轮
七、 对策实施
七、 对策实施
对塑料齿轮进行更换的时候,当拆除了塑料齿轮外部的 螺母、垫片后,轴及轴上零件能够朝相反的方向后退,腾出 空间给塑料齿轮使其能够从前部的上方顺利取出,如图所示:
GD包装机组CH-CV传动组件的改进
前 言 G D包装 机组是 目前 国 内卷烟企 业广 泛使用 的卷 烟包 装设备 , 机组 具有 该 工 作平 稳 、 障少 、 试 方便 、 效 作业 率 高等 优 点 。 辅 机 C C 故 调 有 其 H、 T和 C V
1结构 分 析及 工作 原 理
1 c 机 与 c 机 联接 机构 1 v H
由c H小盒 透 明包 装机 输 出 的动 力 , 经万 向联轴 节 、 筒 , 套 轴及 另 一支 万 向联 轴 节组 成 的传动 组件 ( 图2, V 盒透 明包 装机 提供 动 力 , 如 )为C 条 来驱 动 凸 轮轴 和透 明 纸及 拉线供 给 系统 。
分 别加 装 固定联 轴接 ( )用 以与 制作 的快 装式 传动组 件 的连接 图3,
图 1 传动 线 路示 意 图
图 3联 轴接 同时 , 为了满 足动力 的传 递 , 和拆装 的方便性 , 不再 采用锥 销 连接 , 通过对 万 向节加工 键槽 的方 式 , 足工 艺要求 。 装配 完整的快 装 式传动组 件与 联轴 满 将 接 采用 键联 接 , 并分 别用 螺 钉加 以固 定( ) 联轴 接 与 C 图4。 H输 出端 , V输入 C 端用 锥销 联接 , 牢 固性 。 增加
对 现有传 动装置 结构进 行改 进 , 将传 动轴 由原来 的全封 闭整体 结构 , 为可快 改 速拆 装 的组 合 半封 闭结 构 。 原传 动 组件 进 行分 段 , 对 采用 三方 独 立 的结 构形 式 , : H输 出端 、 动组 件 、 V输入 端 , 用原 结 构两 机之 间 空 间来 实现 即 C 传 C 利 各 部分 的结合 , 快 装式传 动组 件 。 组成 充分 利 用 中间连 接 轴处 的 一段 自由尺 寸 , C 在 H输 出 端 、 V输入 端 两 端 C
GDX2型包装机组涂胶工艺及结构改进
GDX2型包装机组涂胶工艺及结构改进张彬【摘要】The label paper, foil and inner liner of hard package stick with emulsion , but the quantity of emulsion can be reduced according to observation . So it can be improved the emulsion distribution methods that reduce the glue point from 465 to 218 and reform equipment glue parts and label convey components under the premise of the package quality steady . After those improvements, it reduced about 53.1%emulsion consumption , reduce the production costs and achieved good economic benefit.%GDX2生产的硬盒烟包使用乳胶将商标纸、铝箔纸、内框纸等粘贴固定成型,通过对比发现其乳胶是能够大幅度减少的.为此对小盒商标纸涂胶分布进行改进,在确保硬盒烟包粘贴牢固、质量持续稳定的前提下,通过改进商标纸各个粘贴部位的涂胶分布,将商标纸胶点数量由465个降低到218个,并对设备涂胶部件和商标纸输送部件进行了相应的改进.改后提高了产品质量,减少了53.1%的乳胶消耗,降低了生产成本,取得了较好经济效益.【期刊名称】《包装与食品机械》【年(卷),期】2011(029)001【总页数】4页(P63-66)【关键词】硬盒烟包;小盒商标纸;乳胶;胶点;改进【作者】张彬【作者单位】重庆烟草工业有限责任公司涪陵卷烟厂,重庆408000【正文语种】中文【中图分类】TB486.1GDX2型包装机组是意大利 G.D公司生产的硬盒卷烟包装设备,生产速度 400包/m in,其以自动化程度高、质量稳定、运行可靠等优点在卷烟企业得到广泛应用[1]。
GDX1包装机组操作知识
.
27
X1软盒包装机的操作
❖ 打开电控柜电源开关; ❖ 疏通负压管路,对机器容易受积垢部位进行清洁保养; ❖ 装好小包商标纸、封签胶缸; ❖ 手动盘车几周检查机器机械状况; ❖ 将原辅材料安放好; ❖ 将机器操作台的自动/手动选择开关置于手动一档; ❖ 将车速旋钮逆时针选到底(即零速度)然后顺时针略旋一小格; ❖ 按一下复位按钮进行复位; ❖ 按启动按钮,机器低速运转,检查各折叠动作正常后逐步将速
❖ 一号轮间歇转动转送烟组
.
21
铝箔纸供送折叠
❖ 刻痕输送辊、刻R辊分别在铝箔 纸上刻上两条加强筋以保证铝箔 纸挺阔
❖ 旋转切刀以剪切的方式将铝箔纸 裁切成包装所需的尺寸
❖ 扇形输送辊和加速辊将定长铝箔 纸输送到待包装位置
.
22
铝箔纸折叠
❖ 铝箔纸裹着烟组进入二号轮 进行U形包裹
❖ 二号轮间歇转动间停时,折 叠器在二号轮的一、四号工 位对铝箔纸长短边进行折叠 成形
.
10
机组工艺流程
❖ 卷好的烟支进入包 装机后按顺序进行 铝箔纸、商标纸、 封签纸的包装,然 后进入小透包机进 行透明纸包装,再 进入硬条盒包装 (欧式、美式), 烟条依次进入条透 机进行透明纸包装, 从而完成整个包装 过程。
.
11
机组布局
❖ 1.X1 2.输送槽 3.A400 4.电控柜. 5.CV 6.CT 7.CH
.
17
X1主机主要技术性能
❖ 生产能力: 400包/min (8000支/min) ❖ 压缩空气: 压力≥0.5MPa 耗量﹥500L/min ❖ 真空压力: 0.056MPa ❖ 烟支排列: 7-6-7 ❖ 铝箔纸卷筒: 最大直接380mm,内径75mm ❖ 质量: 约5100kg ❖ 外形尺寸: 3950mm×1900mm×2000mm(长×宽×高) ❖ 噪声: ≤85dB ❖ 所需功率: 约10KW 电热1.2KW
ZB45包装机铝箔纸左导纸板的改进
ZB45包装机铝箔纸左导纸板的改进摘要:ZB45包装机使用的铝箔纸出现厚薄不均、含水率高低等质量上的差异时,铝箔纸产生的卷曲会使铝箔纸输送不畅,在输送通道造成挤纸停机,严重影响设备效能,并造成原辅材料浪费。
针对此问题,我们利用射流原理对铝箔纸左导纸板进行改进。
改进后在导纸板面产生的负压消除了铝箔纸的卷曲,保证了铝箔纸输送畅通。
关键词:包装机铝箔纸导纸板射流负压1 前言ZB45硬盒硬条卷烟包装机组是引进意大利GD公司的技术,由上海烟草机械厂国产化生产的高速包装机组。
该机组生产自动化程度高,包装产品质量高,运行稳定。
同时对原辅材料的质量要求也高。
当机组所使用的铝箔纸出现厚薄不均、含水率偏高偏低等质量上的差异时,铝箔纸会出现输送不畅,就会造成停车次数增高、设备效率降低和原辅材料浪费等情况的发生。
通过观察分析我们发现铝箔纸的卷曲是造成挤纸停机的主要原因。
而铝箔纸的卷曲主要表现两种卷曲状态:一是横向的卷曲;二是竖直方向的卷曲。
卷曲的铝箔纸经过压痕对辊不能完全消除卷曲现象时,就会在切割辊上绕纸或在吸风带组件的有机玻璃挡板进口处受阻,造成挤纸。
铝箔纸的横向卷曲通过调整、更换压痕对辊或其它形式的技术处理能够避免挤纸现象的发生。
但竖直方向的卷曲往往是经过压痕对辊后两边还向中间卷曲,从而使铝箔纸在吸风带组件的有机玻璃挡板进口处受阻,出现挤纸现象。
为此,确定对铝箔纸输送通道中的左导纸板进行改进,以消除铝箔纸的卷曲现象。
2 改进的技术方案及原理改造的技术方案是:在铝箔纸左导纸板的两边打吸风孔、槽,使卷曲的铝箔纸的两边平吸在导纸板上,消除卷曲。
但该部位要直接采用负压风吸附就会造成铝箔纸贴紧导纸板不能移动,反而造成更严重的挤纸现象。
因此我们运用射流原理,使用正压产生负压吸附;在吸附同时正压气的一部分气流又在铝箔纸和导纸板之间形成了向下运动的气垫,从而即克服了卷曲,又保证了正常输送。
为保证技术方案的有效实现,我们做了一些的设计改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GDX1包装机组铝箔纸刻R轮的两次改进作者:罗毅
来源:《硅谷》2014年第10期
摘要 GDX1包装机组,铝箔纸供给系统刻R轮设计是在向下输送的铝箔纸上形成弧形压痕,使铝箔纸更加挺括,便于向下输送,刻痕辊的作用也是为了使纸张挺括,但实际应用中由于刻痕辊的磨损和刻R轮设计的缺陷,经常发生铝箔纸的堵塞现象,为此对刻R轮进行第一次改进,把原来的两对刻R轮,改为六个压弧辊,为使铝箔纸更加挺直,在第一次改进的基础上,又增加两个压弧辊,通过两次改进,提高了生产效率,节约了原辅材料。
关键词 GDX1包装机组;铝箔纸;刻R轮;压弧辊;导向板
中图分类号:TS434 文献标识码:A 文章编号:1671-7597(2014)10-0164-01
GDX1包装机组是意大利GD公司制造的一种性能优良,操作维修方便,性价比较高的卷烟包装设备。
在国内卷烟行业已被广泛采用。
由于X1软盒包装机铝箔纸供给系统刻痕辊磨损,刻R轮设计压弧效果不明显,不能在铝箔纸上压出两条符合要求的压痕和压弧,铝箔纸出现弯曲变形,造成供给堵塞现象,刻痕辊磨损可以定期更换,但更换后铝箔纸堵塞现象仍比较严重,因此有必要对刻R轮进行改进。
1 铝箔纸输送工作原理
铝箔纸供给系统由左右纸圈架、导纸辊、单向轮R1、R2,刻痕凸轮R3、刻痕凹轮R4、刻R轮R5和R6、固定切纸刀可调切纸刀、送纸滚轮、压紧滚轮、加速轮和机架传动齿轮等组成。
当铝箔纸在展开驱动辊的驱动下,经过一系列导纸轮而展开后,开始进入分割输送流程。
为了避免铝箔纸切割后出现弯曲变形现象。
故在铝箔纸切刀前设计安装了一对刻痕轮和一对刻R轮。
刻痕轮的任务之一是在铝箔纸通过后其上留有二条刻痕。
刻R轮的任务是将铝箔纸中间部位压出二道R小圆弧。
刻痕轮与刻R轮的作用都是使铝箔纸伸展挺括,长度方向不弯曲和打皱,使输送顺利到达基准位。
带有压痕的铝箔纸,经过铝箔切刀的切割后,被分切成合格的单张铝箔纸,每张铝箔纸再次送纸滚轮R8、送纸滚轮R9和加速R11输送,最终到达下纸位基准,在此处与一号轮送来的烟支共同推入二号轮进入烟包铝箔纸的折叠过程。
2 问题分析
X1包装机运转时,铝箔纸在输送过程中时常发生堵塞现象。
1)材料方面。
铝箔纸在运输过程,仓储过程中的温差变化,以及季节变化所造成的温湿度变化都会对铝箔纸的应用产生一定的影响。
在包装设备的使用过程中产生弯曲打卷现象,造成堵塞。
2)设备方面。
当刻痕轮的弹簧钢圈磨损后,铝箔纸从切刀下部通道断开处跑出,或在通道下部的到基准处出现弯曲变形现象,使铝箔纸在通道内堵塞。
3 改进方案的设想
1)作为生产部门,只有从设备上想办法,通过调整设备,来适应材料。
2)针对设备故障表现,进行了大量分析和认真研究,认为要将问题彻底解决,最根本的途径就是必须保证铝箔纸在通道内输送过程中保持挺直,使铝箔纸的输送稳定。
封闭的通道内铝箔纸的输送是稳定的,但封闭通道有两个断开较大部分,一处是铝箔纸切刀辊与送纸滚轮之间,另一处是铝箔纸加速轮与下纸到位基准之间。
这两处是铝箔纸很容易弯曲变形的地方,在设备的实际运行中,总是在这两处发生堵塞现象。
如果将铝箔纸通道改为封闭的,实现起来存在很大的困难。
因此最终决定对铝箔纸刻R轮进行改进。
在不改变其导向作用的前提下增加压弧辊的对数改变其形状尺寸才能使铝箔纸更加伸展挺括。
3)经过测量铝箔纸下纸通道的间隙是4 mm,改进既要保证被压弧的铝箔纸能顺利的通过输送通道,又要保证铝箔纸挺直的下落。
原来的压弧只是在铝箔纸上,压上深度浅,宽度大的两条弧线,不能保证铝箔纸整个宽度的挺直。
而铝箔纸还有卷曲现象,铝箔纸两侧边会产生翘曲,输送过程会撞到导板的断开处,使铝箔纸产生堵塞现象。
根据上述现象,在铝箔纸的全长加上相向的压弧,来解决铝箔纸两侧翘曲,使铝箔纸的整个宽度保证挺直,铝箔纸在整个输送过程中只限制在导板宽度平面范围内变化。
4 改进方案的实施
1)针对上述所分析的铝箔纸弯曲,变形现象,决定增加压弧辊数量,并改变辊形状,通过几次实践,最终选择压弧深度为2 mm,经过测量原压弧辊固定轴的中心距为22 mm,两轴分别是直径12 mm和直径8 mm,为了保证工艺要求,压弧达到既圆滑又不压破铝箔纸,选用球辊子外圆直径24 mm,圆弧半径为4 mm,内孔分别为直径8 mm和直径12 mm的两种辊子。
在定长铝箔纸刻上的压弧数越多,整张铝箔纸更加挺直,保证铝箔纸在输送通道顺利的输送,消除在导板断开部分堵塞。
把原来的两对压弧辊改为六个压弧辊,使铝箔纸挺直,进行如下改进。
在不改变两对压弧辊轴间距和导板位置情况下,将圆弧半径12 mm,槽宽18 mm,改为内孔直径为12 mm的两个辊子。
第一个辊子与第二个辊子中心距为16 mm。
在轴直径为12 mm 上面安装两个辊子。
把凸辊的凸面半径为4 mm,凸面宽度为8 mm,凸辊外径为22 mm,改为左侧棍子,外径24 mm,内孔直径为8 mm的一个辊子,改进后,在单张铝箔纸上压下两条宽度为8 mm,深度为2 mm的压弧。
2)通过第一次的改进,堵塞现象仍有发生,经过分析,认为再增加刻R轮数量,并使压弧产生正反方向的压弧效果可能会更好,所以在第一次改进的基础上进行了再次尝试。
选用在铝箔纸压上正反相向压弧,能达到各方面的要求。
就是在直径8 mm轴上再增加两个滚轮,使得改进后在铝箔纸上形成相向的压弧。
设备运行后,观察发现因铝箔纸弯曲变形造成的卡纸现象基本得以消除,达到了预期的效果。
5 使用效果
此项改进于2013年8月经过在GDX1-1#机实施后运行半年效果良好,进而在其余5组X1包装机上进行了全面改进,根据实际调查统计铝箔纸单耗比改进前降低了0.056kg/箱(改进前为3.090kg/箱,改进后为3.034kg/箱),铝箔纸弯曲变形堵塞停机明显减少。
X1包装机铝箔纸供纸机构改进刻R轮后,运转效果良好,解决了铝箔纸因弯曲变形造成的故障停机问题。
此项改进大大降低了维修调整时间。
使设备适应辅料能力大大提高,提高了设备效率。
6 结束语
随着国内卷烟市场竞争越来越激烈,对设备的要求越来越高。
只有根据实际情况发挥设备潜能,对其不断进行研究和改进,不断提高设备台效,增加企业效益。
通过对铝箔纸刻R轮的成功改进,提高了分析问题解决问题的能力,为今后技术创新和改进打下良好的基础。
参考文献
[1]ZB25型包装机组[M].中国科学技术出版社,2001.。