导轨直线度误差测量实验指导
用合象水平仪或框式水平仪测量直线度误差
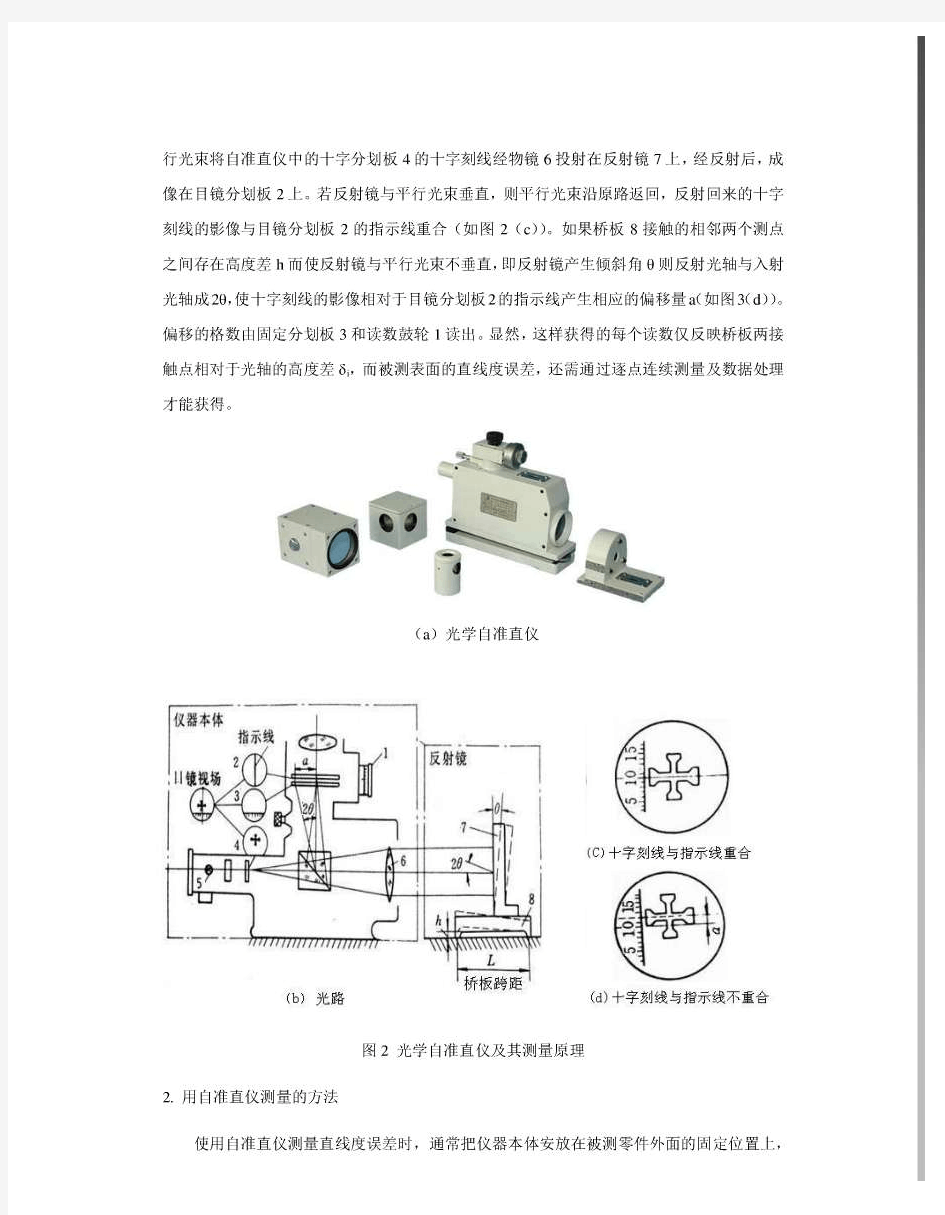
实验四用合象水平仪或框式水平仪 测量直线度误差 一、实验目的 1. 掌握用水平仪测量直线度误差的方法及数据处理。 2. 加深对直线度误差定义的理解。 二、实验内容 用合象水平仪或框式水平仪测量直线度误差。 三、测量原理及计量器具说明 机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。常用的计量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等。使用这类器具的共同特点是测定微小角度变化。由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜角度就要发生相应的变化。如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差。由于合象水平仪的测量准确度高、测量范围大(±10 mm/m)、测量效率高、价格便宜、携带方便等优点,故在检测工作中得到了广泛的采用。 合象水平仪的结构如图1a、d所示,它由底板1和壳体4组成外壳基体,其内部则由杠杆2、水准器8、两个棱镜7、测量系统9、10、11以及放大镜6所组成。使用时将合象水平仪放于桥板(图2)上相对不动,再将桥板放于被测表面上。如果被测表面无直线度误差,并与自然水平基准平行,此时水准器的气泡则位于两棱镜的中间位置,气泡边缘通过合象棱镜7所产生的影象,在放大镜6中观察将出现如图1b所示的情况。但在实际测量中,由于被测表面安放位置不理想和被测表面本身不直,导致气泡移动,其视场情况将如图1c所示。此时可转动测微螺杆10,使水准器转动一角度,从而使气泡返回棱镜组7的中间位置,则图1c中两影象的错移量△消失而恢复成一个光滑的半圆头(图1b)。测微螺杆移动量s导致水准器的转角α(图1d)与被测表面相邻两点的高低差h有确切的对应关系,即 图1
用水平仪测量导轨直线度的方法
用水平仪测量导轨直线度的方法 在机械维修专业中常用到水平仪,它是机床修理、调整、安装最常用的测量仪器之一,主要用于检测机床导轨直线度、工作台平面度等。下面我们来了解水平仪是怎样测量导轨直线度的。 机床工作台的直线移动精度,在很大程度上取决于床身导轨的直线度。但机床导轨一般比较长,往往难以用平尺、检验棒等作为基准测量导轨的直线度,这时可以用水平仪进行测量。其工作原理是:假设在被测导轨上有一条理想水平直线作为测量基准,再把被测导轨分成若干段,然后用水平仪分别测出各段相对于理想水平直线所倾斜的角度值,通过绘制坐标图来确定导轨与水平直线的最大误差格数,最后运用公式(△H=n I L)计算出导轨与水平直线的误差值。具体步骤如下: 1、将水平仪放在导轨中间,调平导轨,防止导轨倾斜,无法准确读出水平仪读数。 2、水平仪放在一定长度L)的平行桥板上,不能直接放置在被测表面上。 3、将导轨分段,每段长度与桥板相适应,依次首尾相接,逐段测量并记录下每段读数及倾斜方向。 4、根据各段读数画出导轨直线度曲线图:以导轨的长度为横坐标,水平仪读数为纵坐标。根据读数依次画出各折线
段,每一段的起点要与前一段的终点重合。 例如C6132 车床的导轨长 1600mm.用精 度为l000mm 的框式水平仪 测量导轨在垂直平面内直线度误差。水平仪桥板长度为200mm,分8段测量。每段读数依次为:+l、+1、+2、0、-1、-l、0、,如图1所示。 按一定比例画出纵横坐标,作出导轨直线度曲线。如图2所示。 5、用两端点连线法或最小区域法确定最大误差读数和误差曲线形状。 两端点连线法:若导轨直线度误差曲线呈单凸或单凹时,作首尾两端点连线I-I,并过曲线最高点或最低点)作Ⅱ-Ⅱ直线与I—I平行。两包容线间取大坐标值即为最人误差值。如图2所示,最大误差在导轨长为600mm处。曲线右端点坐标值为格,按相似三角形解法,导轨600mm处最大误差值为=格。 最小区域 法:如果直线 度误差曲线
2-2框式水平仪测量导轨直线度误差报告
框式水平仪测量导轨直线度误差报告 贾文鹏孟齐志王瑜 (北京科技大学机械工程学院 100083) 摘要:正确使用框式水平仪对导轨进行测量,通过端点法和最小包容区域法对所测数据处理,获得导轨的直线度误差。 关键词:框式水平仪导轨端点法最小包容区域法直线度误差 Report for the Straightness of a Guide Measured with Frame Style Levels Jia Wenpeng Meng Qizhi Wang Yu (University of Science and Technology Beijing, School of Mechanical Engineering, 100083) Abstract Measuring a guide with frame style levels correctly. Processing data by endpoint method and minimum envelope zone method, and then obtaining the straightness error of the guide. Key words Frame type levels guide endpoint method minimum envelope zone method straightness error 1.实验目的及要求 1.1.了解跨距法测量原理。 1.2.了解框式水平仪的基本原理及使用方法。 1.3.掌握给定平面内直线度误差值得评定方法,及直线度测量方法。 1.4.掌握端点法计算、作图数据处理方法,以及最小包容区域法数据处理方法。 2.实验设备 2.1.被测对象 被测导轨。 2.2.量具量仪 框式水平仪。 2.2.1.分度值:0.02mm/m 2.2.2.实际倾斜值:分度值X被测件长度X偏差格数 3.测量原理分析 框式水平仪是由正方形基座、主水准器和副水准器组成。水准器是一个封闭的玻璃
直线度测量计算方法
1引言 在工程实际中,评定导轨直线度误差的方法常用两端点连线法和最小条件法。两端点连线法,是将误差曲线首尾相连,再通过曲线的最高和最低点,分别作两条平行于首尾相连的直线,两平行线间沿纵坐标测量的数值,通过数据处理后,即为导轨的直线度误差值;最小条件法,是将误差曲线的“高、高”(或“低、低”)两点相连,过低(高)点作一直线与之相平行,两平行线间沿纵标坐测量的数值,通过数据处理后,即为导轨的直线误差值。 最小条件法是仲裁性评定。两端点连线法不是仲裁性评定,只是在评定时简单方便,所以在生产实际中常采用,但有时会产生较大的误差。本文讨论这两种评定方法之间产生误差的极限值。 2误差曲线在首尾连线的同侧 测量某一型号液压滑台导轨的直线度误差,得到直线度误差曲线,如图1所示。由图可知,该误差曲线在其首尾连线的同侧。下面分别采用最小条件法和两端点连线法,评定该导轨直线度误差值。 (1)最小条件法评定直线度误差 根据最小条件法,图1曲线的首尾分别是低点1和低点2(低点1与坐标原点重合),用直a1a1线相连,如图2所示。通过最高点3作a1a1直线的平行线a2a2。
在a1a1和a2a2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值
δ最小法。 (2)两端点连线法评定直线度误差 根据两端点连线法,图1曲线的首尾也分别是曲线的两端点1和2,如图3所示。将曲线端点1和端点2,用直线b1b1相连,再通过高点作b1b1的平行线b2b2。在b1b1和b2b2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ两端点。 (3)求解两种评定方法产生的误差极限 由于是对同一导轨误差曲线求解直线度误差,图2中的“低点1”、“低点2”和“高点3”分别对应图3中的“端点1”、“端点2”和“高点3”,即直线 a1a1与直线b1b1重合,直线a2a2与直线b2b2重合,因此两种评定方法产生的误差值为零
导轨直线度误差检测方法介绍
导轨直线度误差检测方法介绍
一、直经度的定义 限制实际直线对理想直线变动量的一种形状公差。由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。 几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。直线度在几何公差中是最基础的部分,按检测关系分直线度属于被测要素中的单一要素——指对要素本身提出形状公差要求的被测要素。 二、导轨直线度误差检测方法 直线度误差的检测方法很多。工件较小时,常以刀口尺、检验平尺作为模拟理想直线,用光隙法或间隙法确定被测实际要素的直线度误差。当工件较大时,则常按国标规定的测量坐标值原则进行测量,取得必要的一组数据,经作图法或计算法得到直线度误差,还有种高效的测量方法就是直接利用太友科技的数据采集仪连接百分表来测量,无需人工读数、作图、分析,采集仪会自动读数数据并进行数据分析,一旦测量结果不合格还会自动产生报警功能。 测量直线度误差常用的仪器有:框式水平仪、合象水平仪、电感式水平仪、自准直仪以及数据采集分析仪等。这类仪器的特点是:测定微小角度的变化,换算为线值误差。本实验用合象水平仪和数据采集分析仪来进行直线度测量。 1、利用合象水平仪测量直线度法 1)合象水平仪的介绍 合象水平仪采用光学放大,并以对称棱镜使双象重合来提高读数精度,利用杠杆和微动螺杆传动机构来提高测量精度和增大测量范围。将合象水平仪置于被测工件表面上,当被测两点相对水平线不等高时,将引起两气泡象不重合,转动度盘,使两气泡重合,度盘转过格数代表被测两点相对水平线的高度差,见图2-3。
机床导轨直线度误差检测
实训十机床导轨直线度误差检测 一.实训目的 1、了解机床导轨直线度检测内容、原理、方法和步骤 2、掌握方框水平仪的使用方法 3、实训中测试数据的处理及误差曲线的绘制 二.实训设备 车床床身、方框水平仪、桥板 三.实训原理 直线度误差就是实际直线对其理想直线的变动量。直线度误差的评定方法有:1.最小包容区域法;2.最小二乘法;3.两端连线法。其中最小包容区域法的评定结果小于或等于其它两种方法。 在下图中,以最小包容区域线L MZ作为评定基线求得直线度误差f MZ的方法,就是最小包容区域法。对给定平面或给定方向的直线度误差f MZ,其计算方法:f MZ=f=d max-d min 式中d max、d min——检测中最大、最小偏离值,d i在L MZ上方取正值,下方取负值。 机床导轨直线度检测方法很多,有平尺检测、水平仪检测、自准仪检测、钢丝和显微镜检测等。本次实训用水平仪检测。 水平仪的刻度值有0.02/1000—0.05/1000,0.02/1000表示将该水 平仪放在1m长的平尺表面上,将平尺一端垫起0.02mm高时,平尺便倾斜一个α角,此时水平仪的气泡便向高处正好移动一个刻度值(即移动了一格)。水平仪和平尺的关系见下图
水平仪测量升(落)差原理图 tgα=ΔH/L=0.02/1000=0.00002 由于水平仪的长度只有200mm,所以tgα=ΔH1/L=ΔH1/200 ΔH1=200× tgα=200×0.00002=0.004mm 可见水平仪右边的升(落)差ΔH1与所用的水平仪规格有关,此外在实际使用水平仪也不一定是移动一格,例如移动了两格,水平仪还是200mm规格,则升(落)差ΔH1为 tgα=0.02×2/1000=ΔH1/200 ΔH1=200×0.02×2/1000=0.008mm 水平仪读数的符号,习惯上规定:气泡移动的方向和水平仪移动方向相同时,读数为正值,反之为负值。 四.实训步骤 1、检测床身前,擦净导轨表面将床身安置在适当的基础上,并基本调平。调平的目的是为了得到床身静态稳定性。 2、以200mm长等分机床导轨成若干段,将水平仪放置在导轨的左(右)端,作为检测工作的起点,记下此时水平仪气泡的位置,然后按导轨分段,首尾相接依次放置水平仪,记下水平仪每一段时气泡的位置,填入实训报告中。 3、作出实训报告。
实验二 框式水平仪测量直线度误差
实验二 框式水平仪测量直线度误差 一、实验目的: 1、掌握用水平仪测量垂直平面内的直线度误差的方法。 2、掌握用作图法求直线度误差,用最小区域法评定直线度误差的方法。 3、了解其他测量直线度误差的方法。 二、实验内容: 测量导轨直线度误差或测量平板一对角线的直线度误差。 三、框式水平仪的结构、工作原理、读数方法: 1、 框式水平仪的结构 框式水平仪一般是制成200mm×200mm 的矩形框架,它们互相垂直平行,下方框边的上面装有一个水准器(密封的玻璃容器),本实验用 i=0.02mm /l000mm 框式水平仪。 水准器是一个具有一定曲率半径的圆弧形玻璃管,管内装有粘度很小的液体如乙醚或乙醇,不装满,留有一定长度的气泡,称水准气泡。我们就利用液体往低处流,气泡往高处跑的道理进行测量的。水准器玻璃管表面上的刻度相等,以圆弧中心相对称,其刻线间距为2 mm 。 2、测量工作原理: 以自然水平面为测量基准(摸拟理想要素)。用节距法(又称跨距法)对被测直线进行逐段测量,得到各段的读数然后经过数据处理,就可以用作图法或计算法求出误差值。 3、水平仪的读数方法: 实验采用双向读数法。双向读数法读数较准确。具体方法是:把水准器的刻度分成两大区间:二基线内为负区闭,二基线外为正区间。如下图所示。 正区间 正区间 读数时.看气泡左基线相距几格,气泡右端相距右基线几格,分别以n 左、n 右表示,并带上“十”、“一”符号。气泡相对水平位置移动的格数由公式算出: N=± 2 n n (右)左 (格) 式中: n 左一一气泡左端相距左基线几格
n 右一一气泡左端相距右基线几格 N 一一水平仪的实际移动格数(水平仪读数)。 绝对值前面的“+”、“-”符号的确定:我们约定,当整个气泡移向对称线的右边,绝对值前冠“+”号,反之为“-”号。 (b) 例如上图a 的读数为:格—)(—12 20N =--= 上图b 的读数:格32 5.25.3N +=--+= 四、实验步骤 1.将水平仪、桥板擦干净,将被测面去毛刺并擦净。 2.初步调平被测表面(导轨、平尺、平板、工作台)。 3.用节距法测量。桥板节距(跨距)l 由被测长度L 划分成若干等分段确定之,跨距l 一般为100~250mm 。将水平仪置于桥板上,从一端开始,逐段测量,做到相邻两段首尾相接。为使所作误差曲线图为实际形状误差的一致性,我们从左向右逐段进行测量。第一段的起点称为原点,第一段的末点是第1点,测得的读数表示该段末点相对起点的升降,将水平仪读数记于实验报告相应栏目中,然后将桥板连同水平仪滑移至第二段,使第一段末点(1点)与第二段的起点相衔接,就可测得第二点的读数。依此类推,直至测量完毕。 4.对测得值进行数据处理,用作图法求直线度误差f_。 例如水平仪的分度值为mm 1000mm 02.0i = ,桥板L=200mm ,水平仪读数如下:第1段, +1.5格;第2段,+2格;第3段,0;第4段,-2格;第5段,-2格,试求该被测素线的f_。 用包容区域为格值的数据处理法。根据下表作图3-5,从误差曲线图中可看出误差形状是向材料外凸起呢,还是向材料中凹下。
轨道直线度误差的测量
轨道直线度误差测量 一、实验目的: 1、掌握用水平仪测量垂直平面内的直线度误差的方法。 2、掌握用作图法求直线度误差,用最小区域法评定直线度误差的方法。 3、了解其他测量直线度误差的方法。 二、实验内容: 测量导轨直线度误差或测量平板一对角线的直线度误差。 三、水平仪的结构、工作原理: 1、水平仪的结构 框式水平仪一般是制成矩形框架,它们互相垂直平行,下方框边的上面装有一个水准器(密封的玻璃容器),本实验用i=0.01mm/l000mm水平仪。 2、测量工作原理: 以自然水平面为测量基准。用节距法(又称跨距法)对被测直线进行逐段测量,得到各段的读数然后经过数据处理,就可以用作图法或计算法求出误差值。 四、测量时注意事项 1、使用水平仪要尽量避免人的体温对它的影响。 2、测好一段.应推动板桥向后一测量段滑进,等气泡完全静止下来再读数。水平仪置于板桥上是作为一整体使用,测量过程中二者之间尽量不要发生相对移动。 3、作图力求准确,比例恰当,图面清晰。
五、实验步骤 1.将水平仪、桥板擦干净,将被测面去毛刺并擦净。 2.初步调平被测表面(导轨、平尺、平板、工作台)。 3.用节距法测量。桥板节距由被测长度L划分成若干等分段确定,跨距一般为100~250mm。将水平仪置于桥板上,从一端开始,逐段测量,做到相邻两段首尾相接。为使所作误差曲线图为实际形状误差的一致性,我们从左向右逐段进行测量。第一段的起点称为原点,第一段的末点是第1点,测得的读数表示该段末点相对起点的升降,将水平仪读数记于实验报告相应栏目中,然后将桥板连同水平仪滑移至第二段,使第一段末点与第二段的起点相衔接,就可测得第二点的读数。依此类推,直至测量完毕。 4.对测得值进行数据处理,用作图法求直线度误差f_。 用分度值: i =0.01 mm/m的合象水平仪检测长导轨的直线度,桥板跨距为130mm.测量数据列于下表: 六、数据处理
直线度误差的测量.
实验五直线度误差的测量 一.实验目的 1、熟悉用光学准直仪检测直线度的测量方法。 2、加深对直线度误差定义的理解,掌握被测物直线度合格性判断的方法。 3、进一步理解形状误差的评定准则一最小条件。 二. 测量仪器 42J光学准直仪, “0”级平尺(1.5m) 三.测量原理 机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。常用的计量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等。使用这类器具有共同特点是测定微小角度的变化。由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜角度就要发生相应的变化。如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差值。 四、实验步骤 1.量出被测导轨表面总长,确定相邻两测点之间的距离(节距),将被测平尺或平板调整到基本水平位置(水平仪). 2.量出被测物的点距Lx(钢板尺). 3.调整光学平直仪及反光镜位置(光学平直仪基准线). 4. 逐段测量,在草稿纸上记录“n”次后取点位平均值。 5.将其各点位平均值(正,反向)逐位记入数据表格内,并计算出相对误差及 累积误差(f-). 6.跟据计算出的实际相对误差及累积误差值,采用适当的比例和坐标,画出被 测物直线度的误差放大图。 7采用最小条件法作两条平行线将被测物直线度的误差折线紧紧包容起来。 8垂直于X坐标,量出由最小条件法评定出的误差值f _ 。 9.对照相应直线度公差值t,判断是否f_≤t . 提示; 学生所作实验报告内容为(1.5m平尺)直线度检测,(0.6x0.9m)平板直线度检测作为实验辅助内容不记入实验报告。 如此顺测(从首点至终点)、回测(由终点至首点)各一次。回测时桥板不能调头,各测点两次读数的平均值作为该点的测量数据。必须注意,如某测点两次
导轨直线度误差测量
实验二导轨直线度误差测量 一、实验目的 1、掌握用水平仪测量直线度误差的方法及数据处理。 2、加深对直线度误差定义的理解。 二、实验内容 用合象水平仪测量直线度误差。 三、测量原理及计量器具说明 机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平面、水平平面)内进行检测。常驻用的计量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等到。使用这类器具的共同特点是测定微小角度的变化。由于被测表面存在着直线度误差,计量器具置于不同的被测部位上,其倾斜度就要发生相应的变化。如果节距(相邻两测点的距离)一经确定,这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。通过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差值。由于合象水平仪的测量准确度高、测量范围大(±10mm/m)、测量效率高、价格便宜、携带方便等优点,故在检测工作中得到了广泛的采用。 合象水平仪的结构如图1a、d所示,它由底板1和壳体4组成外壳,其内部则由杠杆2、水准器8、两个棱镜7、测量系统9、10、11以及放大镜6所组成。 使用时将合象水平仪放于桥板(图2)上相对不动,再将桥板放于被测表面上。如果被测表面无直线度误差,并与自然水平基准平行,此时水准器的气泡边逐通过合象棱镜7所产生的影象,在放大镜6中观察将出现如图1b所示的情况。但在实际测量中,由于被测表面安放位置不理想和被测表面不宜,导致气泡移动,其视场情况将如图1c所示。此时可转动测微螺杆10,使水准器转动一角度,从而使气泡返回棱镜组7的中间位置,则图1c中的两影象的错移量*消失而恢复成一个光滑的半圆头(图1b)。测微螺杆移动量s导致水准器的转角a(图1d)与被测表面相邻两点的高低差h有确切的对应关系,即 h=0.01La(μm) 式中0.01——合象水平仪的分度值(mm/m); L——桥板节距(mm); α——角度读数值(用格数来计数)。 α值,为了阐述直线度误差的评定方法,后面将用实例加以叙述。 如此逐点测量,就可得到相应的 i (a)
用水平仪测量导轨直线度的方法
用水平仪测量导轨直线 度的方法 -CAL-FENGHAI.-(YICAI)-Company One1
用水平仪测量导轨直线度的方法 在机械维修专业中常用到水平仪,它是机床修理、调整、安装最常用的测量仪器之一,主要用于检测机床导轨直线度、工作台平面度等。下面我们来了解水平仪是怎样测量导轨直线度的。 机床工作台的直线移动精度,在很大程度上取决于床身导轨的直线度。但机床导轨一般比较长,往往难以用平尺、检验棒等作为基准测量导轨的直线度,这时可以用水平仪进行测量。其工作原理是:假设在被测导轨上有一条理想水平直线作为测量基准,再把被测导轨分成若干段,然后用水平仪分别测出各段相对于理想水平直线所倾斜的角度值,通过绘制坐标图来确定导轨与水平直线的最大误差格数,最后运用公式(△H=n I L)计算出导轨与水平直线的误差值。具体步骤如下: 1、将水平仪放在导轨中间,调平导轨,防止导轨倾斜,无法准确读出水平仪读数。 2、水平仪放在一定长度L)的平行桥板上,不能直接放置在被测表面上。 3、将导轨分段,每段长度与桥板相适应,依次首尾相接,逐段测量并记录下每段读数及倾斜方向。 4、根据各段读数画出导轨直线度曲线图:以导轨的长度为横坐标,水平仪读数为纵坐标。根据读数依次画出各折线段,每一段的起点要与前一段的终点重合。 例如C6132车床的导轨 长1600mm.用精度为 l000mm的框式水平仪测量导 轨在垂直平面内直线度误 差。水平仪桥板长度为 200mm,分8段测量。每段读数依次为:+l、+1、+2、0、-1、-l、0、,如图1所示。 按一定比例画出纵横坐标,作出导轨直线度曲线。如图2所示。 5、用两端点连线法或最小区域法确定最大误差读数和误差曲线形状。 2
直线导轨 机床导轨直线度误差检测方法
直线导轨机床导轨直线度误差检测方法 发布时间:2011-05-19 机床导轨直线度误差检测方法 一.检测目的 1、对于提高机器制造及安装的精度、延长机器工作寿命具有非常重要的作用,机床导轨直线度误差直接影响到零件的加工质量 2、掌握方框水平仪及测量平尺的使用方法 3、掌握测试数据的处理及误差曲线的绘制 二.检测设备 平尺、方框水平仪、桥板 三.检测原理 直线度误差就是实际直线对其理想直线的变动量。直线度误差的评定方法有:1.最小包容区域法;2.最小二乘法;3.两端连线法。其中最小包容区域法的评定结果小于或等于其它两种方法。 在下图中,以最小包容区域线LMZ作为评定基线求得直线度误差fMZ的方法,就是最小包容区域法。对给定平面或给定方向的直线度误差fMZ,其计算方法:fMZ=f=dmax-dmin
式中dmax、dmin――检测中最大、最小偏离值,di在LMZ上方取正值,滚珠丝杠,下方取负值。 机床导轨直线度检测方法很多,有平尺检测、水平仪检测、自准仪检测、钢丝和显微镜检测等。本次实训用水平仪检测,直线轴承。 水平仪的刻度值有0.02/1000―0.05/1000,0.02/1000表示将该水 ABBA直线导轨 平仪放在1m长的平尺表面上,将平尺一端垫起0.02mm高时,平尺便倾斜一个α角,此时水平仪的气泡便向高处正好移动一个刻度值(即移动了一格)。水平仪和平尺的关系见下图 水平仪测量升(落)差原理图 tgα=ΔH/L=0.02/1000=0.00002 由于水平仪的长度只有200mm,所以tgα=ΔH1/L=ΔH1/200 ΔH1=200× tgα=200×0.00002=0.004mm 可见水平仪右边的升(落)差ΔH1与所用的水平仪规格有关,此外在实际使用水平仪也不一定是移动一格,例如移动了两格,水平仪还是200mm规格,则升(落)差ΔH1为 tgα=0.02×2/1000=ΔH1/200
导轨直线度误差测量教学文案
导轨直线度误差测量
实验二导轨直线度误差测量 一、实验目的 1、了解合像水平仪或自准直仪的结构并熟悉使用它测量直线度方法; 2、掌握给定平面内直线度误差值的评定方法; 3、掌握按两端点连线和最小条件作图求解直线度误差值的方法。 二、实验内容: 1、了解实验使用的仪器的原理及使用方法; 2、测量给定导轨的直线度; 3、数据处理。 三、实验步骤及要求: 1、直线度误差的评定 直线度误差是指实际被测直线对其理想直线的变动量,理想直线的位置符合最小条件。最小条件是指实际被测直线对其理想直线(评定基准)的最大变动量为最小。测量数据可以用指示表测量实际被测直线上均匀布置的各测点相对平板(测量基准)的高度来获得,也可以用水平仪或自准直仪对实际被测直线均匀布点测量,测量两相邻测点之间的高度差来获得。然后,按照最小条件或以首、尾两个测点的连线(两端点连线)评定基准,由获得的测量数据用作图或计算的方法求解直线度误差值。 2、用合像水平仪测量直线度误差 (1)量仪说明和测量原理 合像水平仪是一种精密测角仪器,用自然水平面为测量基准。合像水平仪的结构见图 1,它的水准器8是一个密封的玻璃管,管内注入精镏乙醚,并留有一定量的空气,以形成气泡。管的内壁在长度方向具有一定的曲率半径。气泡在管中停住时,气泡的位置必然垂直于重力方向。就是说,当水平仪倾斜时,气泡本身并不倾斜,而始终保持水平位置。利用这个原理,将水平仪放在桥板上使用,便能测出实际被测直线上相距一个桥板跨距的两点间高度差,如图 2所示。 在水准器玻璃管管长的中部,从气泡的边缘开始向两端对称地按弧度值(mm/m)刻有若干条等距刻线。水平仪的分度值i用[角]秒和mm/m表示。合像
导轨直线度的检测方法
导轨直线度的检测方法 机床导轨一般时由两条以上的单根导轨组合而成。按外型可分为矩形导轨和V 型导轨。按工作方式可分为直线运动导轨和旋转运动导轨。导轨的直线度可分解为 互相垂直的两个平面的直线度,即垂直面内的直线度(见图3-3-1)和水平面内的直线度(见图3-3-2)。 图3-3-1 垂直平面内的直线度检测图3-3-2 水平面内的直线度检测 由图3-3-1和图3-3-2所示,导轨的直线度就时指:组成V形(或矩形)导轨的平面与通过该平面的垂直平面(或水平面)的交线的直线度。常用的检测工具有:水
平仪、平尺以及光学仪器入自准仪、钢丝和显微镜等。当被测件长度不大于 1600mm时,选用水平仪、平尺或光学仪器,当被测件长度大于1600mm时,测只可用水平仪和光学仪器检测。 评定机床导轨的直线度误差的方法有最小包容区域法和两点连线法两种。 1(间隙法 间隙法是指用量块(或)塞尺测量被测平面导轨和测量基准线(常用平尺类量具 体现)间的间隙,直接评定直线度法差值的方法。 如图3-3-3所示,将一标准平尺置于被测平面导轨上,在距离平尺两端各约 2/9L(L为平尺长度)处垫上等量块。然后用片状塞规或塞尺测检平尺工作面和被测 导轨面间的间隙。若将实测间隙减去所用的等高量块的高度值后,小于机床规定的 直线度允差:则说明该机床的导轨直线度误差符合精度要求。 图3-3-3 1——等高块 2——量块 例:某机床导轨的直线度的允差为0.012mm/m。等高量块高度为h。若选用h0mm 厚的片状塞规或塞尺,在导+0.012 轨上相距为1m的任何地方均不能塞入,则该导轨的直线度符合精度要求。
用合像水平仪测量直线度误差
用合像水平仪测量直线度误差 一、实验目的: 1、掌握直线度误差的测量及数据处理方法。 2、学会合像水平仪测量直线度误差。 二、实验内容: 用合像水平仪测量直线度误差。 三、计量器具说明: 合像水平仪是一种结构简单,使用方便的精密测角仪器。 仪器其本参数如下: 分度值 0.01mm/m 底面长度过 166 mm 仪器外观见图2-1: 四、合像水平仪的工作原理: 合像水平仪是用来测量被测直线上某两点A、B对水平位置的高度差的仪器,如图2-2所示。合像水平仪的内部机构原理简图如图2-3(a)所示。 当合像水平仪底板放置在水平位置时,调节读数手轮,使合像观察窗内水泡的像由图2-4(a)所示的不合像状态,调至图2-4(b)所示的合像状态,此时,充水小管处于水平位置,微分简读数正好为0(图2-3(a).当底板与水平位置存在一个倾角α时(如图2-3(b)),调节读数手轮,测微螺杆将会带动充水小管绕铰链支点O旋转,当充水小管调至水平位置时,读数手轮上可读得一读数k.由于倾角α很小, 若合像水平仪置于桥板上,而桥板两支点A 、B(图2-2)之间间距为L,则被测直线上B 点相对于A点对水平位置的高度差为: a)用合像水平仪测量导轨直线度示例 例如,要测量一个长度为1200mm导轨的直线度误差,可选择桥板两支点间的长度为200 mm(桥板两支点间的长度是可调的,被测直线的长度应为桥板两支点间长度的整数倍)。如图2-5所示,先将桥板及合像水平仪安放于位置①,调节合像水平仪至合像,从读数标尺上可见此时指针介于3与4之间,而读数手轮上的值为52,此时合像水平仪的读数值为352格(读数手轮转一周,手轮上的刻度值走过100格,而读数标尺走过1格),这样就可测出测点1对测点0相对于水平位置的高度差;再将桥板移至位置②,可测出测点2对测点1相对于水平位置的高度差,如此重复6次,可获得6个测得值,将其记入表2-1中“顺测”栏。0测点是起始位置,是一个参考位置,记为0.
用合像水平仪测量直线度误差
实验用合像水平仪测量直线度误差 一、实训目的和要求 1、了解合像水平仪的结构并熟悉使用它测量直线度的方法。 2、掌握给定平面内直线度误差值的评定方法。 3、掌握按照两端点连线和最小条件作图求解直线度误差的方法。 二、使用仪器和量具 合像水平仪、被测工件 三、测量仪器说明和测量原理 合像水平仪是一种精密测量仪器,用自然水平面为测量基准。合像水平仪的结构如图3-1所示,它的水准器8是一个密封的玻璃管,管内注入精馏乙醚,并留有一定量的空气,以形成气泡。管的内壁在长度方向上具有一定的曲率半径。气泡在管中停止时,气泡的位置必然垂直于重力方向。也就是说,当水平仪倾斜时,气泡本身并不倾斜,而始终保持水平位置。利用这个原理,将合像水平仪放在桥板上使用,便能测出实际被测直线上相距一个桥板跨距的两点间的高度差,如图3-2所示。 1-底板; 2-杠杆; 3-支撑; 4-壳体;5-支撑架;6-放大镜; 7-棱镜; 8-水准器;9-微分筒; 10-测微螺杆;11-放大镜; 12-刻线尺 图3-1 合像水平仪 在水准器玻璃管管长的中部,从气泡的边缘开始向两端对称地按照弧度值刻有若干条等距刻线。合像水平仪的分度值I用[角]秒和mm/m表示。合像水平仪的分度值为2″,该角度相当于在1m的长度上,对边高0.01mm的角度,这时分度值也用0.01mm/m或者0.01/1000表示。
Ⅰ-桥板;Ⅱ-水平仪;Ⅲ-实际被测直线;4-桥板跨距。 图3-2 用合像水平仪测量直线度误差的示意图 参照图3-1和图3-3,测量时,合像水平仪水准器8中的气泡两端经棱镜7反射的两半像从放大镜6观察。当桥板两端相对于自然水平面无高度差时,水准器8处于水平位置。则气泡在水准器8的中央,位于棱镜7两边对称的位置上,因此从放大镜6看到的两半像相合,如图3-3(a)所示。如果桥板两端相对于自然水平面有高度差,则水平仪倾斜一个角度α,因此气泡不在水准器8的中央,从放大镜6看到的两半像是错开的,图3-3(b)所示产生偏移量△。为了确定气泡偏移量△的数值,转动测微螺杆10使水准器8倾斜一个角度α,以使气泡返回到棱镜7两边对称的位置上。从放大镜6看到气泡的两半像恢复到图3-3 (a)所示相合的两半像。偏移量△先从放大镜11由刻度尺12读数,它反映测微螺杆10转动的整圈数;再从测微螺杆手轮9的分度盘读数(该盘每格为刻线尺一格的1%);它是测微螺杆10转动不足一圈的细分读数。读数取值的正负由测微螺杆手轮9指明。测微螺杆10转动的格数a,桥板跨距L(mm)与桥板两端相对于自然水平面的高度差h之间的关系为 h=iaL=0.01aL (μm) 四、测量步骤 1、测量时,合像水平仪放在被测直 线的两端,把被测直线调整到大致水平, 使合像水平仪在两端的视值不要相差太大。 然后在被测直线旁标出均有不知的各测点(a)相合(b)错开 的位置。图3-3 气泡的两半像 2、根据两相邻测点之间的距离选择跨距适当的桥板。将合像水平仪安放在桥板上,然后沿着被测直线,把桥板放在被测直线的一端,记录下水平仪第一个示值△i(格数)。按各测点的位置依次逐段地移动桥板,同时记录各测点示值△i(格数)。注意每次移动时,应使桥板的支承在前后位置上首尾相接,而且合像水平仪不得相对于桥板产生位移。由始测点顺测到终测点后,再由终测点返测到始测点。返测时,桥板切勿调头。 3、将在各个测量间隔记录的两次示值的平均值分别作为各个测量间隔的测量数据,求解直线度误差值。如果某个测量间隔两次示值的差异较大,则表明测量不正常,查明原因后重测。 五、直线度误差值的评定方法 1、按最小条件评定,如教材所述。
导轨直线度误差测量方法
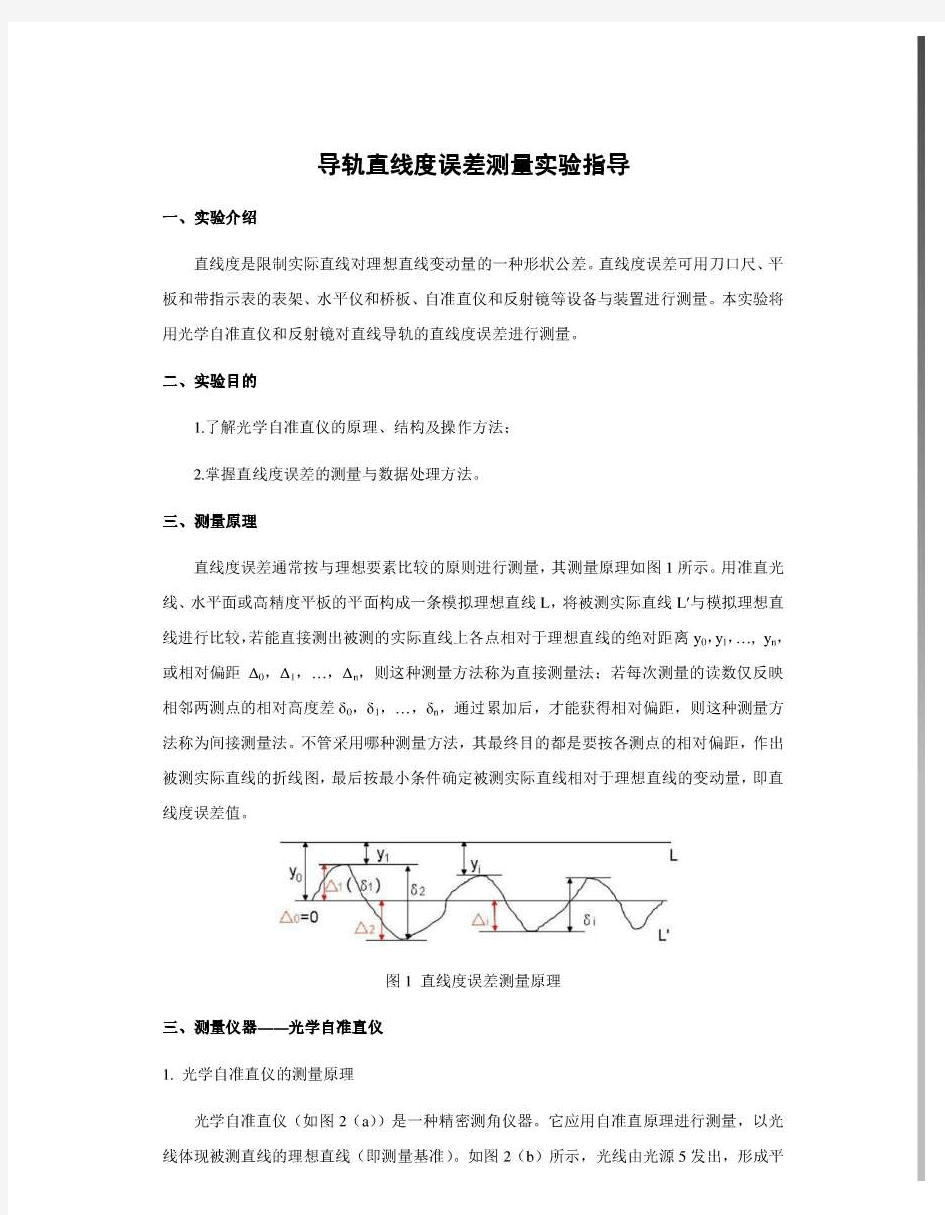
导轨直线度误差测量实验 教学大纲 一、学时: 实验学时:1 二、适用专业及年级 机械设计、机电、过程控制、车辆等机类、近机类,3年级 三、实验目的与要求 1.了解光学自准直仪的结构、测量原理和操作方法; 2.掌握直线度误差的测量和数据处理方法。 四、测量原理 直线度误差通常按与理想要素比较的原则进行测量,其测量原理用准直光线、水平面或高精度平板的平面构成一条模拟理想直线L, 将被测实际直线'L与模拟理想直线进行比较,若能直接测出被测的实 际直线上各点相对于理想直线的绝对距离y0,y1,…,y n,或是相对偏差△,△1,…,△n,则这种测量方法称之为直接测量法;若每次测量的读0 数仅反映相邻两测点的相对高度差δ1,δ2,…,δn,通过累加(即△k=∑δi)后,才能获得相对偏差,则这种测量方法称之为间接测量法。不管采用哪种测量方法,其最终目的都是要按照各测点的相对偏差,作出被测实际直线的折线图,最后按最小条件确定被测实际直线相对于理想直线的变动量,即直线度误差值。 五、测量仪器 自准直仪、桥板 六、测量步骤 1.将自准直仪放在靠近导轨一端的支架上,接通电源.调整仪器目镜焦 距,使目镜视场中的指标线与数字分划板的刻度线均为最清晰. 2.选取被侧导轨上1米长度,将其等分成10小段,同时调整桥板下两支 点的距离L,使其刚好等于小段的长度;将反射镜固定在桥板上, 然后将桥板防置于被测物体上,使其与自准直仪的光轴垂直. 3.分别将桥板移至导轨两端,调整光学自准直仪的位置,使“十”字影 像均能清晰的进入目镜视场.调整好就不能再移动仪器. 4.从导轨的一端开始测量,按照顺测﹑回测的顺序使桥板按跨距前后 衔接的移动桥板;在每一个测量位置上,移动测微读数鼓轮5,使 指标线位于“十”字影像的中心,并记录下该位置的读数.如果测 量准确,我们要求在顺测与回测过程中,对于同一小段上前后两次
直线度误差的测量
实验三 测量直线度误差 一、实验目的: 1、掌握用水平仪测量垂直平面内的直线度误差的方法。 2、掌握用作图法求直线度误差,用最小区域法评定直线度误差的方法。 3、了解其他测量直线度误差的方法。 二、实验内容: 测量导轨直线度误差或测量平板一对角线的直线度误差。 三、框式水平仪的结构、工作原理、读数方法: 1、 框式水平仪的结构 框式水平仪一般是制成200mm×200mm 的矩形框架,它们互相垂直平行,下方框边的上面装有一个水准器(密封的玻璃容器),本实验用 i=0.02mm /l000mm 框式水平仪。 水准器是一个具有一定曲率半径的圆弧形玻璃管,管内装有粘度很小的液体如乙醚或乙醇,不装满,留有一定长度的气泡,称水准气泡。我们就利用液体往低处流,气泡往高处跑的道理进行测量的。水准器玻璃管表面上的刻度相等,以圆弧中心相对称,其刻线间距为2 mm 。 2、测量工作原理: 以自然水平面为测量基准(摸拟理想要素)。用节距法(又称跨距法)对被测直线进行逐段测量,得到各段的读数然后经过数据处理,就可以用作图法或计算法求出误差值。 3、水平仪的读数方法: 实验采用双向读数法。双向读数法读数较准确。具体方法是:把水准器的刻度分成两大区间:二基线内为负区闭,二基线外为正区间。如下图所示。 正区间 正区间 读数时.看气泡左基线相距几格,气泡右端相距右基线几格,分别以n 左、n 右表示,并带上“十”、“一”符号。气泡相对水平位置移动的格数由公式算出: N=± 2 n n (右)左 (格) 式中: n 左一一气泡左端相距左基线几格
n 右一一气泡左端相距右基线几格 N 一一水平仪的实际移动格数(水平仪读数)。 绝对值前面的“+”、“-”符号的确定:我们约定,当整个气泡移向对称线的右边,绝对值前冠“+”号,反之为“-”号。 (b) 例如上图a 的读数为:格—)(—12 20N =--= 上图b 的读数:格32 5.25.3N +=--+= 四、实验步骤 1.将水平仪、桥板擦干净,将被测面去毛刺并擦净。 2.初步调平被测表面(导轨、平尺、平板、工作台)。 3.用节距法测量。桥板节距(跨距)l 由被测长度L 划分成若干等分段确定之,跨距l 一般为100~250mm 。将水平仪置于桥板上,从一端开始,逐段测量,做到相邻两段首尾相接。为使所作误差曲线图为实际形状误差的一致性,我们从左向右逐段进行测量。第一段的起点称为原点,第一段的末点是第1点,测得的读数表示该段末点相对起点的升降,将水平仪读数记于实验报告相应栏目中,然后将桥板连同水平仪滑移至第二段,使第一段末点(1点)与第二段的起点相衔接,就可测得第二点的读数。依此类推,直至测量完毕。 4.对测得值进行数据处理,用作图法求直线度误差f_。 例如水平仪的分度值为mm 1000mm 02.0i = ,桥板L=200mm ,水平仪读数如下:第1段, +1.5格;第2段,+2格;第3段,0;第4段,-2格;第5段,-2格,试求该被测素线的f_。 用包容区域为格值的数据处理法。根据下表作图3-5,从误差曲线图中可看出误差形状是向材料外凸起呢,还是向材料中凹下。
导轨直线度的检查调整和计算方法
水平仪的使用 (作者未知) 一、水平仪的使用和读数 水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。水平仪是机床制造、安装和修理中最基本的一种检验工具。一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。若将水平仪安置在1 米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。如图:1 计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出: 由tgα= = =0.00002 则α=4秒 从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为: tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm) 由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。另外,水平仪的实际变化值还与读数精度有关。所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。 由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。 水平仪的读数,应按照它的起点任意一格为0。气泡运动一格计数为1,再运动一格计数为2,以此进行累计。在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)。测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。如图:2 水平仪的移动方向与气泡的运动方向相反,呈凸,用符号"+"表示。 水平仪的移动方向与气泡的运动方向相同,呈凹,用符号"-"表示。 如果导轨是凸的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相反方向运动,如图2-(1)所示。 如果导轨是凹的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相同方向运动,如图2-(2)所示。 确定导轨的凹凸后,再根据所使用的垫铁长度和水平仪气泡运动格数和的一半进行计算,才能得到导轨的准确的直线度误差精度。 二、导轨直线度的检查调整和计算方法 水平仪是测量机床导轨直线度的常用的仪器,是用来检查导轨在垂直平面内的直线度和在水平面内的直线度。用水平仪来进行调整导轨的直线度之前,应首先调整整体导轨的水平。将水平仪置于导轨的中间和两端位置上,调整到导轨的水平状态,使水平仪的气泡在各个部位都能保持在刻度范围内。再将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接,逐段检查并读数,然后确定水
实验三 直线度误差的测量
实验三 三坐标测量机测量直线度误差 一、实验目的 1.掌握形状误差评定的原理; 2.了解三坐标测量机的测量原理与操作方法; 3.熟悉使用三坐标测量机评定直线度误差的原理与方法。 二、实验内容 使用三坐标测量机测量直线度误差,绘制直线度误差曲线 三、直线度误差的评定 直线度误差是指实际被测直线对其理想直线的变动量,理想直线的位置应符合最小条件。最小条件是指实际被测直线对其理想直线(评定基准)的最大变动量为最小。测量数据可以用指示表测量实际被测直线上各测点相对于平板(测量基准)的高度来获得,也可以用水平仪或自准直仪对实际被测直线均匀布点测量,测量两相邻测点之间的高度差来获得。然后,按照最小条件或以首、尾两个测点的连线(即两端点连线)作为评定基准,由获得的测量数据用作图或计算的方法求解直线度误差值。 四、使用三坐标测量机测量直线度误差 1.三坐标测量机的组成和测量原理 图3-1 三坐标测量机的组成 1—工作台 2—移动桥架 3—中央滑架 4—Z 轴 5—测头 6—电子系统 Z 4 3 6 1 5 X 2 Y
(一)CMM 的组成 三坐标测量机(Coordinate Measuring Machining ,简称CMM )是典型的机电一体化设备,它由机械系统和电子系统两大部分组成。 (1)机械系统:一般由三个正交的直线运动轴构成。如图3-1所示结构中,X 向导轨系统装在工作台上,移动桥架横梁是Y 向导轨系统,Z 向导轨系统装在中央滑架内。三个方向轴上均装有光栅尺用以度量各轴位移值。人工驱动的手轮及机动、数控驱动的电机一般都在各轴附近。用来触测被检测零件表面的测头装在Z 轴端部。 (2)电子系统:一般由光栅计数系统、测头信号接口和计算机等组成,用于获得被测坐标点数据,并对数据进行处理。 (二)CMM 的工作原理 三坐标测量机是基于坐标测量的通用化数字测量设备。它首先将各被测几何元素的测量转化为对这些几何元素上一些点集坐标位置的测量,在测得这些点的坐标位置后,再根据这些点的空间坐标值,经过数学运算求出其尺寸和形位误差。如图3-2所示,要测量工件上一圆柱孔的直径,可以在垂直于孔轴线的截面I 内,触测内孔壁上三个点(点1、2、3),则根据这三点的坐标值就可计算出孔的直径及圆心坐标OI ;如果在该截面内触测更多的点(点1,2,…,n ,n 为测点数),则可根据最小二乘法或最小条件法计算出该截面圆的圆度误差;如果对多个垂直于孔轴线的截面圆(I ,II ,…,m ,m 为测量的截面圆数)进行测量,则根据测得点的坐标值可计算出孔的圆柱度误差以及各截面圆的圆心坐标,再根据各圆心坐标值又可计算出孔轴线位置;如果再在孔端面A 上触测三点,则可计算出孔轴线对端面的位置度误差。由此可见,CMM 的这一工作原理使得其具有很大的通用性与柔性。从原理上说,它可以测量任何工件的任何几何元素的任何参数。 图3-2 坐标测量原理 2.实验步骤 2 1 Z Y X 3 O I A O I