武科大课程设计飞剪机构设计说明书汇总
武科大飞剪机构设计说明书
一设计内容
1.根据工艺要求制定机构方案,定性比较各方案的优劣;
2.设计出满足工艺要求的机构尺寸及上、下剪刃的位置尺寸;
3.根据最终设计结果按比例绘制机构运动简图及上、下剪刃的轨迹;
4.进行机构的运动及力分析,检验上、下剪刃的速度相对误差、拉钢系数是否满足
要求,并求出曲柄上的平衡力矩Mb。
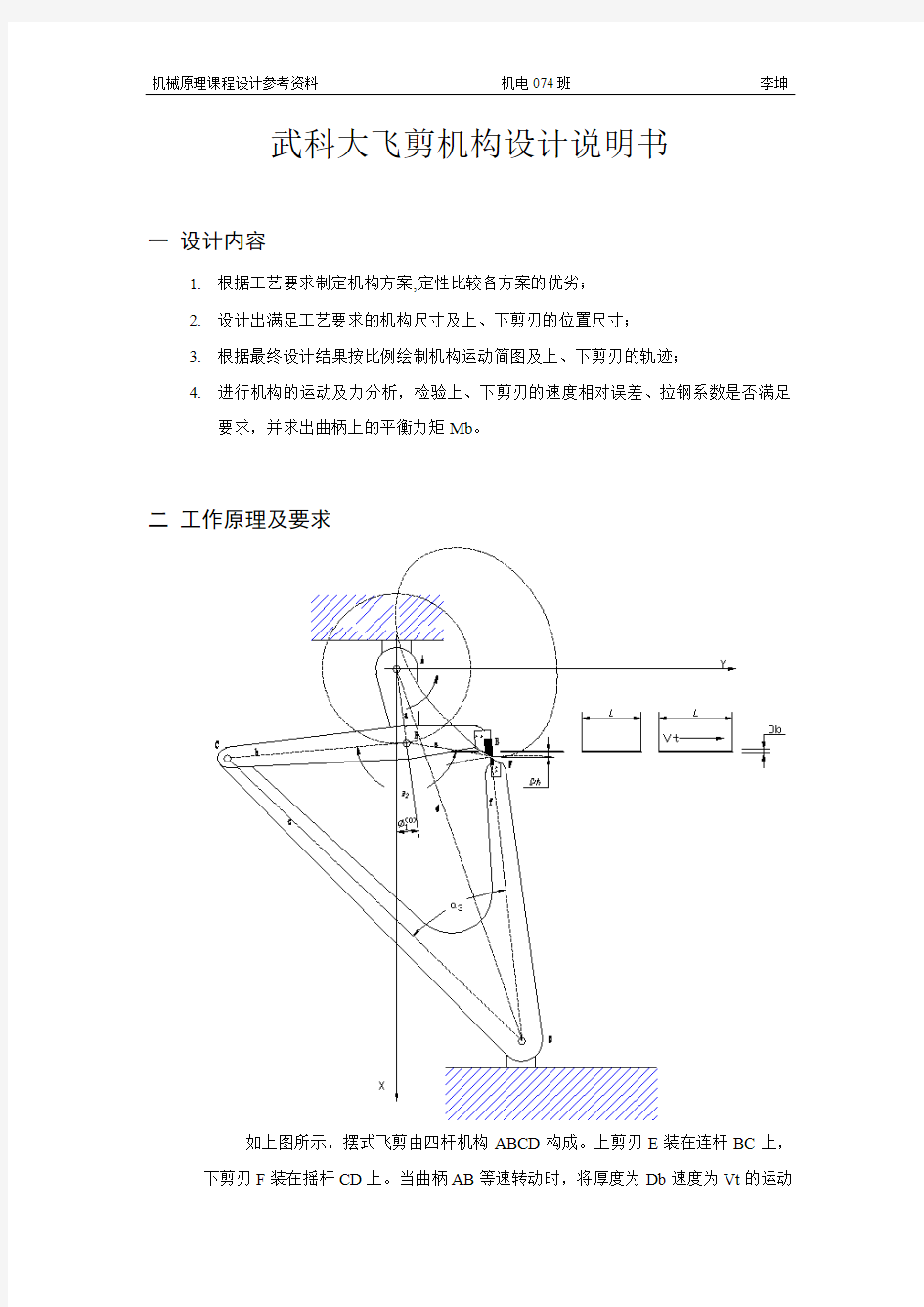
二工作原理及要求
如上图所示,摆式飞剪由四杆机构ABCD构成。上剪刃E装在连杆BC上,下剪刃F装在摇杆CD上。当曲柄AB等速转动时,将厚度为Db速度为Vt的运动
中的钢材剪成定尺(长度)为L的成品。
飞剪机运动要求:
1 曲柄转一圈对钢材剪切一次;
2 剪切时,上、下剪刃速度相对误差小于其许用值:
ΔV刀=|VEt-VFt|/(VEt+VFt)<=[ ε]=0.05
3 剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1:
V刀=(VEt+VFt)/2;
δ= V刀/Vt=[ δ]=1.01~1.05
4 能调节钢材的剪切长度L
三原始数据
工艺参数
剪切力F=10T=98kN;
支座A距辊道面高约为h=250mm
刀刃生命量Δh=5mm
钢板厚度Δb=1mm
机构设计参数
按定尺L=1m给出机构的行程速比系数k、远极位传动角γ2、摇杆摆角ψ如下表所示。
四机构型综合
机构型综合的方法及一般原则
(1)固定一个构件为机架,可得到一个全铰链机构。
(2)可用移动副直接代替转动副而得到带有移动副的机构。
(3)具有两个转动副的一个构件可变换成一个高副。
(4)最简单机构原则。首先采用最简单的运动链进行机构综合,不满足要求时才采用较复杂的运动链。
(5)最低级别机构原则。采用多元连杆为机架一般不容易得到高级别机构。
(6)不出现无功能结构原则。
(7)最低成本原则。加式易难及加工成本按如下顺序递增:转动副:移动副:高副。
(8)最符合工艺要求原则。
工艺对机构的动作要求:
(1)为完成剪切,上下剪刃应完成相对分合运动;
(2)为剪切运动中的钢材,上下剪刃在完成相对分合运动的同时还应有沿钢材方向的运动;
(3)根据以上要求可知,上、下剪刃运动轨迹之一应为封闭曲线(如图a、b、c、d 所示)。图d上、下刀刃的运动轨迹均为非封闭曲线,使得飞剪在空行程中沿钢材的逆运动方向剪切,这是不允许的。
三种方案的比较
注意:机构简图尺寸可能不符合实际情况。
五机构的尺寸设计
下面列出参照《机械原理》和设计指导书的方法,用Matlab计算尺寸的过程。(“%”之中的为注释)
%%%%%%%%%设计参数初始赋值%%%%%%%%
k=1.2 %%%k表示行程数比系数%%%%%
gama2=68*pi/180 %%%gama2表示γ2%%%%
fai=22*pi/180 %%%%fai表示Ψ%%%%%%%%
aerf4=15*pi/180 %%%%aerf4表示α4,以后aerf均表示α%%%%
k1=1.2 %%%k1为曲柄销B点的速度与刀刃平均速度之比,此处初值任取1左右%%%%
vt=2
segema=1.04 %%%segema表示拉钢系数%%%%%
L=1
h=0.25
detah=0.005 %%%detah表示刀刃重合量%%%%%%
detab=0.001 %%%detab表示钢板厚度%%%%%%%
fc=98000 %%%表示剪切力%%%%%%%%%%%
%%%%%%%%%%计算相对尺寸%%%%%%%%%%%%%%%
seta=pi*(k-1)/(k+1)
gama1=fai+gama2-seta
seta0=atan((sin(gama2)*sin(seta))/(sin(gama1)-sin(gama2)*cos(seta)))
A=cos(seta+seta0)*sin(gama2+seta0)
B=sin(gama2)+sin(seta0)*cos(gama1+seta+seta0)
N=2*sin(gama2)*cos(seta+seta0)
a0=(A-B)/N
b0=(A+B)/N
c0=sin(seta0)/sin(gama2)
d0=1
//////////////////////////////计算结果////////////////////////////////
seta =
0.2856
gama1 =
1.2852
seta0 =
1.3094
A =
-0.0146
B =
-0.0061
N =
-0.0450
a0 =
0.1897
b0 =
0.4590
c0 =
1.0419
d0 =
1
%%%%%%%%%%计算绝对尺寸%%%%%%%%%%%%%%
t=L/vt
w1=2*pi/t%%%计算曲柄转速%%%
a=k1*segema*L/(2*pi)%%%其中k1=Vb-V刀,利用B点的速度与k1,V刀的关系计算a%%% ul=a/a0
b=ul*b0
c=ul*c0
d=ul
/////////////////////////////////计算结果//////////////////////////// t =
0.5000
T =
0.5000
w1 =
12.5664
a =
0.1986
ul =
1.0471
b =
0.4806
c =
1.0909
d =
1.0471
%%%%%%%%刀刃位置确定%%%%%%%%%%%%%%%%
f=d*cos(aerf4)-h
e=((f-detah)^2+(d-a)^2-2*(f-detah)*(d-a)*cos(aerf4))^0.5
detaaerf=acos((c^2+(d-a)^2-b^2)/(2*c*(d-a)))
aerf3=aerf4+detaaerf
Lce=(c^2+(f-detah)^2-2*c*(f-detah)*cos(aerf3))^0.5
Lcf=(c^2+f^2-2*c*f*cos(aerf3))^0.5
aerf2=acos((b^2+e^2-Lce^2)/(2*b*e))
Lcef=(Lce+Lcf)/2
aerf2x=acos((b^2+e^2-Lcef^2)/(2*b*e))%%%aerf2x即表示计算重新得到的α2%%% aerf3x=acos((c^2+f^2-Lcef^2)/(2*c*f))%%%aerf3x即表示计算重新得到的α3%%% //////////////////////////////计算结果//////////////////////////////
f =
0.7614
e =
0.2285
detaaerf =
0.4347
aerf3 =
0.6965
Lce =
0.7045
Lcf =
0.7039
aerf2 =
2.8977
Lcef =
0.7042
aerf2x =
2.8904
aerf3x =
0.6969
%%%%%%%%%%剪切角fai01的确定%%%%%%%%%
Jbec=acos((e^2+Lcef^2-b^2)/(2*e*Lcef))%%%Jbec表示角BEC%%% Jdec=acos((f^2+Lcef^2-c^2)/(2*f*Lcef))%%%Jdec表示角DEC%%% cegama=Jbec+Jdec
Lbd=(e^2+f^2-2*e*f*cos(cegama))^0.5
Jdab=acos((a^2+d^2-Lbd^2)/(2*a*d))
fai01=aerf4-Jdab%%%Jdad表示角DAD%%%
//////////////////////////////计算结果/////////////////////////////
Jbec =
0.1704
Jdec =
1.6778
cegama =
1.8483
Lbd =
0.8528
Jdab =
0.1886
fai01 =
0.0732
%%%%%%%调整上下刀刃水平速度误差%%%%%%%%%%%
%%%%计算九个理论点的程序也是如下代码改编过来的%%%
l=(a^2+d^2-2*a*d*cos(fai01-aerf4))^0.5
fai00=atan((d*sin(aerf4)-a*sin(fai01))/(d*cos(aerf4)-a*cos(fai01)))
fai3=fai00-acos((b^2-l^2-c^2)/(2*l*c))%%%按正切函数求角度时,应根据函数中分子分母的正负号判断所在象限后决定%%%
fai2=atan((l*sin(fai00)+c*sin(fai3))/(l*cos(fai00)+c*cos(fai3)))
faie=atan((e*sin(fai2+aerf2x)-b*sin(fai2))/(e*cos(fai2+aerf2x)-b*cos(fai2)))
if(faie<0) %%%对faie取值的选取%%%
faie=pi+faie
end
detafaie=faie-pi/2
aerf4x=aerf4-detafaie%%%aerf4x,aerf01x,fai2x,fai3x均为调整后的值%%%
fai01x=fai01-detafaie
fai2x=fai2-detafaie
fai3x=fai3-detafaie
////////////////////////////////计算结果//////////////////////////////////
l =
0.8528
fai00 =
0.3055
fai3 =
-2.3999
fai2 =
-1.5523
faie =
1.5086
detafaie =
-0.0622
aerf4x =
0.3240
fai01x =
0.1354
fai2x =
-1.4901
-2.3377
%%%%%%%%调整刀刃与钢材运动速度同步%%%%%%%%%
w2=(-a*w1*sin(fai01x-fai3x))/(b*sin(fai2x-fai3x))
w3=(a*w1*sin(fai01x-fai2x))/(c*sin(fai3x-fai2x))
vet=a*w1*cos(fai01x)+e*w2*cos(fai2x+aerf2x)
vft=f*w3*cos(fai3x-aerf3x)
vd=(vet+vft)/2
k1x=a*w1/vd%%%k1x为同步后的值%%%
ax=k1x*segema*L/(2*pi)
%%%ax和下面的bx,cx,dx,ex,fx均为满足给定设计要求的机构尺寸%%% ux=ax/a
bx=b*ux
cx=c*ux
dx=d*ux
ex=e*ux
fx=f*ux
%%%%%%%%%%剪切角为fai01x%%%%%%%%%%
///////////////////////////////结果/////////////////////////////
w2 =
-4.2934
w3 =
-3.0472
vet =
2.3068
vft =
2.3068
vd =
2.3068
k1x =
1.0820
ax =
0.1791
ux =
0.9017
bx =
0.4333
0.9837
dx =
0.9441
ex =
0.2060
fx =
0.686
六机构平衡力矩的计算
(仍然接上面程序)
%%%%%%%%%计算平衡力矩%%%%%
fai1x=fai01x
vex=-ax*w1*sin(fai1x)-ex*w2*sin(fai2x+aerf2x) vfx=-fx*w3*sin(fai3x-aerf3x)
Mb=fc*(vex-vfx)/w1
/////////////////////////////////////计算结果///////////////////////////// fai1x =
0.1354
vex =
0.5679
vfx =
-0.2235
Mb =
6.1714e+003
%%%%机械校验%%%%
xe=ax*cos(fai1x)+ex*cos(fai2x+aerf2x)
xf=dx*cos(aerf4x)+fx*cos(fai3x-aerf3x)
ye=ax*sin(fai1x)+ex*sin(fai2x+aerf2x)
yf=dx*sin(aerf4x)+fx*sin(fai3x-aerf3x)
detax=abs(xe-xf)/(xe+xf)
detay=abs(ye-yf)/(ye+yf)
vet1=ax*w1*cos(fai1x)+ex*w2*cos(fai2x+aerf2x)
vft1=fx*w3*cos(fai3x-aerf3x)
vd1=(vet1+vft1)/2
segema1=vd1/vt
segema
detavd=abs(vet1-vft1)/(vet1+vft1)
/////////////////////////////////计算结果///////////////////////////
xe =
0.2124
xf =
0.2124
ye =
0.2272
yf =
0.2272
detax =
5.2270e-016
detay =
8.5506e-016
vet1 =
2.0800
vft1 =
2.0800
vd1 =
2.0800
segema1 =
1.0400
segema =
1.0400
detavd =
根据计算结果,利用PRO/E建模,进行仿真后得到的图像:
E点与F点的运动学仿真.由上图可以看出,上下刀刃共速时,即是飞剪工作位置点。图中0.2s时,接近共速2m/s.
下面附上轨迹上八个点的计算程序,这部分程序也可以用来精确绘制轨迹。
%%%l1,l2,l3,l4,e,f,aerf2,aerf3,aerf4,fai01x对应机构上的a,b,c,d等对应值的最终结果%%%
l1=0.17909982782256l2=0.43334384960827
l3=0.98369417789403
l4=0.94412528572010
e=0.20602645765000
f=0.68653083673498
aerf2=2.89043959151758
aerf3=0.69685090503971
aerf4=0.32398904858085
fai01x=0.13543240467806
fai1=fai01x
l=(l1^2+l4^2-2*l1*l4*cos(fai1-aerf4))^0.5
fai=atan((l4*sin(aerf4)-l1*sin(fai1))/(l4*cos(aerf4)-l1*cos(fai1)))
fai3=fai-acos((l2^2-l^2-l3^2)/(2*l*l3))
fai2=atan((l*sin(fai)+l3*sin(fai3))/(l*cos(fai)+l3*cos(fai3)))
xes(1)=l1*cos(fai1)+e*cos(fai2+aerf2)
xfs(1)=l4*cos(aerf4)+f*cos(fai3-aerf3)
yes(1)=l1*sin(fai1)+e*sin(fai2+aerf2)
yfs(1)=l4*sin(aerf4)+f*sin(fai3-aerf3)
fai1=3*pi/2%%%从Y轴负方向逆时针开始%%%
for i=2:9
l=(l1^2+l4^2-2*l1*l4*cos(fai1-aerf4))^0.5
fai=atan((l4*sin(aerf4)-l1*sin(fai1))/(l4*cos(aerf4)-l1*cos(fai1)))
if(fai<0)
fai=pi+fai
end
fai3=fai-acos((l2^2-l^2-l3^2)/(2*l*l3))
fai2=atan((l*sin(fai)+l3*sin(fai3))/(l*cos(fai)+l3*cos(fai3)))
jiaodu(i)=fai
fengzi(i)=(l*sin(fai)+l3*sin(fai3))
fengmu(i)=(l*cos(fai)+l3*cos(fai3))
if(fengmu(i)<0)
fai2=atan(-(l*sin(fai)+l3*sin(fai3))/(l*cos(fai)+l3*cos(fai3)))
end
xes(i)=l1*cos(fai1)+e*cos(fai2+aerf2)
xfs(i)=l4*cos(aerf4)+f*cos(fai3-aerf3)
yes(i)=l1*sin(fai1)+e*sin(fai2+aerf2)
yfs(i)=l4*sin(aerf4)+f*sin(fai3-aerf3)
fai1=fai1+pi/4
end
%%%%%%%%%%%%%%下面的数据为实际测量所得数据%%%%%%%%%%%%%%%% exl=[212.403 -108.693 71.8819 200.193 177.581 11.284 -181.698 -286.137 -252.157]
eyl=[227.223 -1.14317 74.5635 207.456 328.851 387.32 327.769 178.958 39.8776 ]
fxl=[212.403 226.185 232.381 214.604 207.893 211.3 210.812 207.83 211.167 ]
fyl=[227.223 144.53 120.392 205.412 322.733 374.182 369.329 320.382 233.37 ]
exl=exl/1000
eyl=eyl/1000
fxl=fxl/1000
fyl=fyl/1000
%%%%%%%%%%%%%%%%%%%%%%%
wcex=(exl-xes)./(xes)*100
wcey=(eyl-yes)./(yes)*100
wcfx=(fxl-xfs)./(xfs)*100
wcfy=(fyl-yfs)./(yfs)*100
jieguo=[xes;exl;wcex;yes;eyl;wcey;xfs;fxl;wcfx;yfs;fyl;wcfy] 下表即是程序运行后所得结果.
七主要结论
方案1与方案5参数表
由上表可以得出,方案1与方案5所需要的平衡力矩相差不大,仅相差2%左右,而方案1比方案5多花费材料在30%左右,且占用比较大的空间。综合以上参数,方案5方案优于方案1。
结束语
通过两个星期的《机械原理课程设计》,我对机械原理知识有了更深入的理解,通过理论与实践的结合,我对机械这个行业有了更大的兴趣。
第一周里,我们的主要任务是通过型综合,设计也满足条件的机构。在这个过程中,我们积极思考,设计出了各种各样的机构。大家在讨论过程中,相互借鉴优点。在一个教室里,大家交流的机会比平时更多,同学们关系融洽,班级凝聚力更强。在设计出自己的机构后,我们认真思考了方案的可行性。为了更直观的观察,我建立了PRO/E模型,并利用软件的仿真功能测量绘制了位置和速度的曲线图。分析结果直观的检测了方案的可行性程度。
第二周,我们开始进入计算和绘图。在机构尺寸的计算过程中,使用到了七十多个量,用到了一百多个等式和方程。在使用了Matlab编程以后,计算工作得到大大简化。但是程序还存在不少问题,需要不断修正和完善。特别是在后面计算八个点的理论值时,如果利用好程序,可以快速高效的完成计算任务。
在这次课程设计中,我深切体会到了计算机辅助设计,辅助制图的便捷。我以后有必要在这些方面作比较深入的学习。同时,对于基础知识,也应该有比较扎实的功底。
飞剪的机构分析与设计
《机械原理课程设计》 廖汉元孔建益 闻欣荣李佳 编撰 武汉科技大学 机械自动化学院 机械设计与制造教研室 1999年5月(02年再版) 飞剪机构分析与设计任务书 一.工艺要求1.剪切运动速度为V t=2m/s的钢板,拉钢系数=V 刀/ V t =[], []=~2.两种钢板定尺(长度)L=1m; ; 3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰); 4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV刀[]二.给定参数 1.工艺参数 图 1
剪切力F=10T=98kN; 支座A距辊道面高约为 h250mm(如图1);刀刃重合量Δh5mm; 钢板厚度Δb=1mm;2.机构设计参数 按定尺L=1m给出机构的行程速比系数k 、远极位传动角2、摇杆摆角: 表1 参数与方案 三.设计内容 1.根据工艺要求制定机构方案,定性比较各方案的优、劣; 2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹; 4.进行机构的运动及 力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 《飞剪机构分析与设计》 指导书二,对剪机运动的要求:
1.曲柄转一圈对钢材剪切一次; 2.剪切时,上、下剪刃速度相对误差小于其许用值: V 刀=2|V Et -V Ft |/(V Et +V Ft ) = .3.剪切时,上下剪刃应与钢材运动同步。 一般希望剪刃速度略大于钢材运动速度,即拉钢系数>1: V 刀= (V Et +V Ft )/2; = V 刀/ V t = =~. 4.能调节钢材的剪切长度L 三,设定参数 1.工艺参数 剪切力F=10T=98kN 支座A 距辊道面高约为h 250mm 刀刃重合量Δh5mm 钢板厚度Δb=1mm 2.机构设计参数
CA6140拨叉2课程设计说明书
序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。 一、零件的分析 (一)零件的作用 题目所给的零件是CA6140车床的拨叉。它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的φ25孔与操纵机构相连,二下方的φ60半孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。 (二)零件的工艺分析 CA6140车床共有两处加工表面,其间有一定位置要求。 分述如下: 1. 以φ25mm孔为中心的加工表面 这一组加工表面包括:φ25H7mm的孔,以及φ42mm的圆柱两端面,其中主要加工表面为φ25H7mm通孔。 2. 以φ60mm孔为中心的加工表面 这一组加工表面包括:φ60H12的孔,以及φ60H12的两个端面。主要是φ60H12的孔。 3. 铣16H11的槽
这一组加工表面包括:此槽的端面,16H11mm 的槽的底面, 16H11mm 的槽两侧面。 4. 以M22×1.5螺纹孔为中心的加工表面。 这一组加工表面包括:M22×1.5的螺纹孔,长32mm 的端面。 主要加工表面为M22×1.5螺纹孔。 这两组加工表面之间有着一定的位置要求,主要是: (1) φ60孔端面与φ25H7孔垂直度公差为0.1mm.。 (2) 16H11mm 的槽与φ25H7的孔垂直度公差为 0.08mm 。 由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。 二、 工艺规程设计 (一)确定毛坯的制造形式 零件材料为HT200。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。 (二)基面的选择 基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行。 (1)粗基准的选择。 对于零件而言,尽可能选择不加工表面为粗基准。而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。根据这个基准选择原则,现选 取φ25021.00 孔的不加工外轮廓表面作为粗基准,利用一组共两 块V 形块支承这两个φ42作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行铣削。
净水厂设计计算说明书
市西区水厂一期扩建工程设计说明书 1自然条件 1.1地形、地质 市地处闽江下游盆地,盆地总面积约200Km2,四周有鼓山、旗山、五虎山莲花峰等群山环抱。地貌类型以平原为主,地势由西北向东南倾斜,市中心散落有乌山、于山和屏山等小山,南台岛上有仓山、盖山和城门山。市区高程一般为5~15m(黄海高程系),闽江横贯市区,由于地势较低,易受洪涝灾害,需沿江、河筑堤。市区主要有两类地质:一是靠山的丘陵地区,主要在于于山、乌山、屏山一带以及市区四周群山余脉高地和仓山区丘陵地带,容许承载力约0.25Mpa;二是淤积、冲积地区为高压缩性土,围较广,淤泥埋藏浅,容积承载力为0.05~ 0.08MPa,地下水位高,一般在地面下0.5~2.0m。 1.2气象条件 市属于亚热带海洋性季风气候,夏季炎热多雨,冬季温暖少雨。 (1)气温 年平均:19.6摄氏度 极端最高:41.1摄氏度(1950年7月19日) 极端最低:-2.5摄氏度(1940年1月25日) (2)水量 年平均:1355.8mm 年平均降水天数:151.2天 24小时最大降水量:167.4mm 暴雨主要出现月份:5~9月 (3)霜冻 年无霜期326天 (4)风 常年主导风向为西北风和东南风,冬季多西北风,夏季盛行东南风。 平均风速:2.8m/s 极大风速:40.7m/s
基本风压:0.6KN/m2 台风影响本市始于5月,结束于11月中旬,以7月中旬至9月中旬次数最多。 (5)湿度 年平均相对湿度77% 最大相对湿度84% 最小相对湿度5% (6)蒸发量 年平均蒸发量 1451.1mm 1.3水文条件 闽江是省最大河流,水量充沛。闽江在以下分为两支,北支为北港,穿越市区至马尾,将中心城区分为江北平原和南台岛两部分,长为30.5km,平均水面坡降0.15‰,枯水季水面宽150~200m。南支为南港,又名乌龙江,经洪塘、湾边、纳入大漳溪河以后,出峡兜于马尾、长乐营前与北港又合二为一,南港长34.4km,进入河口段经亭江、倌口、琅歧流入东海。闽江流域面积60992Km2,水系全长2959Km,流经36个县、市。根据竹歧水文站1936年至1980年统计资料:闽江下游年平均径流总量为552.7亿m3,1992年7月7日最大洪峰流量30300m3/s,1971年8月30日最枯流量196m3/s,水口电站建成后,水库对洪峰调节作用不显著,最大下泄流量(坝下保证流量)为308m3/s。市区西端洪山桥最高水位8.441m、最低水位1.181m。 1.4地震发生情况 市区位于沿海长乐——诏安深大断裂带北段,为中等地震潜在震源区(M=6级),在未来100年具有发生大于M=5.5级以上地震的危险性。在活动断裂带附近地段可能会局部放震效应,故在断裂带附近的建筑物除7度地震烈度抗震设防外,还应因地制宜采用有效的构造加强措施。
净水厂设计计算说明书
水质工程学课程设计 专业给水排水2班 姓名张宁 学号 090070238
11 COD Mg/L 11 12 氯仿Mg/L 0.08 二、设计计算 2.1水厂规模: 根据资料,水厂日处理水量8.8万m3/d,考虑到水厂自用水量,要乘以安全系数K=1.05。则净水处理构筑物总设计流量: Q=1.05 8.8=9.24万m3/d=8750m3/h=2.43 m3/s 2.2总体设计 2.2.1确定给水处理厂工艺流程 根据水源水质和《生活饮用水卫生标准》(GB5749-2006)及《生活饮用水卫生规范》,根据设计的相关原始资料如水厂所在地区的气候情况、设计水量规模、原水水质和水文条件等因素,通过调查研究,参考相似水厂的设计运行经验,经技术经济比较确定采用地表水净化工艺: 2.2.2处理构筑物及设备型式选择 2.2.2.1取水构筑物 1.取水构筑物位置选择 取水构筑物位置的选择,应符合城市总体规划要求,从水源水质考虑,水质应该良好,取水构筑物应选择在水质良好的河段,一般设在河流的上游,从河床考虑,取水构筑物应设在凹岸,位置可选在顶冲点的上游或稍下游15~20m主流深槽且不影响航运处。故本水厂取水构筑物设在A点。 2.取水构筑物的形式与构造 根据资料所提供的条件,应选择岸边式取水构筑物采用合建式,水泵采用离心泵。构造为钢混结构,采用筑岛沉井方法施工。 3.外形 岸边取水构筑物平面形状采用矩形。 4.平面构造与计算 进水间由隔墙分成进水室和吸水室,两室之间设平板格网。在进水室外壁上设进水孔,进水孔上装闸板和格栅。进水孔也采用矩形。 (1)进水孔(格栅)面积计算
0120 Q F k k v = 1b k b S = + 式中0F ——进水孔或格栅的面积,2m ; Q ——进水孔设计流量,3m s /; 0v ——进水孔设计流速,m /s ,当江河有冰絮时,采用0.2~0.6m /s ;无冰 絮时采用0.4~1.0m /s 。当取水量较小、江河水流速度较小,泥砂和漂浮物较多时,可取较小值。反之,可取较大值; 1k ——栅条引起的面积减小系数; b ——为栅条净距,mm ,一般采用30~120mm ,常用30~50; S ——为栅条厚度或直径,mm ,一般采用10mm ; 2k ——格栅阻塞系数,一般采用0.75。 由于最高洪水位与枯水位高差为4米,进水孔分上、下两层,设计时,按河流最枯水位计算下层进水孔面积,上层面积与下层相同。 该水厂处于长春地区,江河冬季有冰絮,而取水量为8.8万吨每天,江河的最大流速为2.1m /s ,取水量大、江河水流速度较大,漂浮物较少,故设计中取进水孔设计流速0v 为0.4m /s ;栅条采用圆钢,其直径10mm S =;取栅条净距b=50mm ,取格栅阻塞系数2=0.75k 150 0.8335010 k ==+ 2 217.94 .0*75.0*833.0*8640088000 *05.1m v k k Q F o o === 进水孔设4个,进水孔与泵房水泵配合工作,进水孔也需三用一备,每个进 水孔面积 209.7= 3.20m 33 F f == 进水孔尺寸采用 112000mm 1500mm B H ?=? 格栅尺寸选用 2130mm 1630mm B H ?=?(标准尺寸) 实际进水孔面积 '2 0 2.0 1.539.0m F =??=
20万吨净水厂设计计算说明书 王帅
目录 一、总论 (2) 1.设计任务及要求 (2) 2.设计原始资料 (2) 二、总体设计概况 (3) 1、水厂规模 (3) 2、总体设计 (3) 2.1确定给水处理厂工艺流程 (3) 2.2水厂工艺方案确定及技术比较 (3) 三、给水单体构筑物设计计算 (5) (一)、混凝剂配制和投加 (5) (1)、设计参数 (5) (2)、溶液池设计及计算 (5) (二)、混合设备的设计 (6) (三)、反应设备的设计 (6) 1、回转式隔板絮凝池 (6) 2、平流沉淀池 (9) 3、滤池 (12) 4、进出水系统 (20) 四、消毒 (21) 五、其他设计 (21) 1、清水池 (21) 2、吸水井的设计 (24) 3、二级泵房的设计 (24) 4、辅助建筑物面积设计 (24) 5、水厂管线 (24) 6、道路及其它 (24) 六、水厂总体布置 (25) 参考文献 (25)
一、总论 1.设计任务及要求 给水处理课程设计的目的,一方面在于培养学生的工程思想,另一方面在于学习给水处理工艺设计的基本方法。具体表现为巩固与运用所学的理论知识,熟悉设计步骤与内容,培养分析问题和解决问题的能力。 2.设计的原始资料 该城镇地处北京东部,是北京的一座重要的卫星城市,现有一座地下水源水厂和相应配套的供水系统。近年来,由于人口的增多及工业发展,城镇规模不断扩大,现有的城市基础设施,特别是城市供水系统难以满足供水要求。目前生活供水严重不足,大部分地区采用定时供水措施勉强维持,楼房二层无水,一些平房在高峰用水时也常发生停水现象,严重影响了市民的正常生活和工业生产发展,急需开发新水源以解决供水不足的问题。 (1)地理条件:地形平坦,稍向西倾斜,地势平均标高为22米(河岸边建有防洪大堤)(2)厂位置占地面积:水厂位置距河岸200米,占地面积充分。 (3)水文资料:河流年径流量3.76――14.82亿立方米,河流主流量靠近西岸。 取水点附近水位:五十年一遇洪水位:21.84米; 百年一遇洪水位:23.50米; 河流平常水位:15.80米; 河低标高:10米。 (4)气象资料及厂区地质条件:全年盛行风向:西北;全年雨量:平均63毫米;冰冻最大深度:1米。厂区地基:上层为中、轻砂质粘土,其下为粉细砂,再下为中砂。地基允许承载力:10~12t/m2。厂区地下水位埋深:3~4米。地震烈度位8度。
净水厂工艺说明
净水厂设计说明书 1.工程概况 (1)水厂近期净产水量为2.5万m3/d. (2)水源为河水,原水水质如下所示: 编号项目单位分析结果备注 1 水温℃最高30,最低5 2 色度<15度 3 臭和味无异常臭和味 4 浑浊度NTU 最大300,最小20,月平均最大130 5 PH 7 6 总硬度 mg/L(以CaCO3计) 125 7 碳酸盐硬度 mg/L(以CaCO3计) 95 8 非碳酸盐硬度 mg/L(以CaCO3计) 30 9 总固体 mg/L 200 10 细菌总数个/mg ﹥1100 11 大肠菌群个/L 800 12 其它化学和毒理指标符合生活饮用水标准 (3)河水洪水位标73.20米,枯水位65.70米,常年平均水位标高68.20米。 (4)气象资料:年平均气温22℃,最冷月平均温度4℃,最热月平均温度34℃,最高温度39℃,最低温度1℃.常年风向东南。 (5)地质资料:净水厂地区高程以下0~3米为粘质砂土,3~6米为砂石堆积层,再下层为 红砂岩。地基允许承载力为2.50~公斤/厘米。 (6)厂区地形平坦,平均高程为70.00米,水源取水口位于水厂西北50米,水厂位于城市北面1km。 (7)二级泵站扬程(至水塔)为40米。 2.设计依据及原则 2.1设计依据 (1)《给水排水工程快速设计手册-给水工程》 (2)《给水排水设计手册.城镇给水》(第3册) (3)《给水排水工程师常用规范选》(上册) (4)《室外给水设计规范》 (5)《给排水简明设计手册》 (6)《给水工程》 (7)《给水排水标准图集》 (8)《给水排水设计手册-常用资料》(第1册) (9)《给水排水设计手册》(第9,10册) 2.2 设计原则 (1)水处理构筑物的生产能力,应以最高日供水量加水厂自用水量进行设计,并以原水水质最不利情况进行校核。城镇水厂自用水量一般采用供水量的5%---10%,必要时通过计算确定。 (2)水厂应该按近期设计,考虑远期发展。 (3)水厂中应考虑各构筑物或设备进行检修,清洗及部分停止工作时,仍能满足用水要求。 (4)水厂自动化程度,应着提高供水水质和供水可靠性。
CA6140普通车床传动系统课程设计说明书
一、设计题目:设计一台加工直径最大范围是320mm的普通车床的主 传动系统。 主要参数: 1、转速范围:N=40-1800 (r/min) 2、转速级数:Z=12 3、电机功率:P=4KW 被加工零件的材料:钢、铸铁 刀具材料:高速钢、硬质合金 二、设计目的: 1、培养综合运用和巩固扩大已学过的知识,以提高理论联系实际的设计与计算能力。 2、培养收集、阅读、分析和运用资料的能力,以提高能够独立工作的综合素质能力。 3、使初步掌握机床设计的步骤与方法,以提高结构设计和编制技术文件的能力。 4、使熟练掌握计算机辅助设计、主轴组件优化设计和主轴刚度的校核计算等,以提高运用现代设计方法的能力。 5、此设计过程是毕业设计教学环节实施的技术准备。 三、设计内容与基本要求: (一)设计内容:
Ⅰ.运动设计 (1)传动方案设计(集中传动,分离式传动), (2)转速调速范围max min n Rn n ; (3)公比:大公比,小公比以及混合公比; (4)确定结构网和结构式:①传动副:前多后少,前密后疏。②超速级解决方案:a.增加变速组,b.采用分枝传动和背轮机构; (5)绘制转速图:①降速:前缓后急。②升速:前急后缓; (6)三角带设计:确定变速组齿轮齿数; (7)绘出传动系统图; Ⅱ.动力设计 (1)传动件的计算转速n i :各轴,各齿轮 (2)传动轴轴径 (3)齿轮模数 (4)主轴设计:轴径(前径,后径),内孔直径,前端前伸量a(粗选:100-120),支撑形式,计算合理支撑跨距L Ⅲ.结构设计 Ⅳ.校核一个齿轮(最小的),校核主轴(弯矩,扭矩) (二)基本要求: 1、根据设计任务书要求,合理的确定尺寸、运动及动力等有关参数。 2、正确利用结构式、转速图等设计工具,认真进行方案分析。 3、正确的运用手册、标准,设计图样必须符合国家标准规定。说明书力求用工程术语,文字通顺简练,字迹工整。
净水厂设计说明书、计算书
广东工业大学课程设计任务书 题目名称万吨/日净水厂设计 学生学院土木与交通工程学院 专业班级给水排水工程 11 级(1)班 姓名陈梓君 学号3211003484 一、课程设计的内容 根据所给定的原始资料,设计某城镇生活给水水厂,该设计属初步设计。设计的内容有: 1.净水厂的处理工艺流程的选择。 2.净水构筑物及设备型式的选择。 3.净水构筑物的工艺计算。 4.净水厂的总平面布置和高程布置。 5.编写设计说明书和计算书。 6.绘制净水厂的总平面布置图和高程布置图。 7.绘制处理构筑物工艺图。 二、课程设计的要求与数据 要认真阅读课程设计任务书,并复习教材有关部分章节并熟悉所用规范、手册、标准图等文献资料。要求设计选用参数合理,计算正确;说明书要有净水厂处理工艺流程及净水构筑物型式选择的理由,净水厂的总平面布置图和高程布置图要有详尽的阐述。叙述简明扼要,文理通顺;设计计算书、说明书包括必要的计算公式、草图和图表。图纸内容完整,布局合理,制图要规范。保证在规定时间内,质量较好地完成任务书中所规定的设计任务。 三、课程设计应完成的工作 应完成上述课程设计的内容,达到初步设计的程度。提交设计成果,包括设计计算书、说明书及设计图纸。设计图纸有:(1)净水厂平面布置图(1张);
(2)净水厂处理流程高程布置图(1张)。 四、课程设计进程安排 五、应收集的资料及主要参考文献 任务书给出的原始资料、手册、标准、规范及有关的专著。主要参考资料: 1.《给水排水工程快速设计手册.给水工程》,严煦世编; 2.《给水排水设计手册.城镇给水》(第3册); 3.《给水排水工程师常用规范选》(上册); 4.《室外给水设计规范》; 5.《给水排水简明设计手册》; 6.《给水工程》,严煦世编。 7.《给水排水标准图集》 发出任务书日期:2014 年 6 月 23 日指导教师签名: 计划完成日期: 2014 年 6 月 27 日基层教学单位责任人签章: 主管院长签章: 附录: 一、设计资料 1.水厂近期净产水量为 25.2 万m3/d,要求远期发展到 40 万m3/d。 2.水源为河水,原水水质如下所示:
CA6140法兰盘工艺及夹具课程设计说明书
目录 一、序言 (1) 1、零件的分析 (1) 2、零件的作用 (1) 二、工艺规程设计 (1) 1、确定毛坯的制造形式 (1) 2、定位基准的选择 (2) 3、制定工艺路线 (2) 4、毛坯尺寸的确定与机械加工余量 (9) 5、确定切削用量及基本工时 (12) 三、夹具设计 (13) 1、问题的提出 (13) 2、夹具设计 (13) 3、夹具结构设计及操作简要说明 (13) 四、参考文献 (14) 序言 机械制造工艺课程设计是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它对我们四年的大学学习生活具有重要意义。设计题目给定的零件是CA6140车床法兰盘(0404)零件,该零件年产量为4000件,设其备品率为4%,机械加工废品率为1%,则该零件的年生产纲领为:N=Qn(1+ + )=4000×1(1+4%+1%)=4200(件/年) 法兰盘的年产量为4200件,查表可知该产品为中批生产。 一零件的分析 (一)零件的作用 题目给的零件是CA6140卧式车床上的法兰盘,它位于车床丝杆的末端,主要作用是标明刻度,实现纵向进给。零件的100外圆上标有刻度线,用来对齐调节刻度盘上的刻度值,从而能够直接读出所调整的数值。法兰盘中部的通孔则给传递力矩的标明通过,本身没有受到多少力的作用。该零件年产量为4000件,设其备品率为4%,机械加工废品率为1%,则该零件的年生产纲领为:N=Qn(1+ + )=4000×1(1+4%+1%)=4200(件/年),法兰盘的年产量为4200件,查表可知该产品为中批生产。 (二)零件的工艺分析 法兰盘共有三组加工表面,他们之间有一定的位置要求。现分述如下: 1以Ф20 的孔为中心加工表面; 2 俩端面; 3 以Ф90为中心的加工表面。 它们之间的位置要求主要是: (1)Ф100mm 左端面与Ф45 mm孔中心轴的跳动度为; (2)Ф90mm 右端面与Ф45 mm孔中心轴线的跳动度为。 经过对以上加工表面的分析,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,保证它们的位置精度。 二工艺规程设计 (一)确定毛坯的制造形式零件材料是HT200。零件年产量是中批量,而且零件加工的轮廓尺寸不大,在考虑提高生产率保证加工精度后可采用铸造成型,采用方法为砂模机器造型。零件形状并不复杂,因此毛坯形状可以与零件的形状尽量接近,内孔不铸出。
水厂设计资料与设计原则净水厂设计正文
第一章:水厂设计资料及设计原则 1.1设计资料 一.设计题目 某城镇净水厂工艺设计 二.设计基础资料 1、城市用水量 69000 m3/d。 2、厂址区水文地质资料 厂址区土质为亚粘土,冰冻深度-0.3m,地下水位为-6m,年降水量1500 mm,年最高气温38℃,最低气温-10℃,年平均气温20℃,主导风向为北风。 3、厂址区地形资料 厂址区地形平坦,地面标高150.00m。地形比例1:500,按平坦地形和平整后的设计地面高程32.00m设计,水源取水口位于水厂东北方向150m,水厂位于城市北面1km。 4、水源资料 水源为地面水源,水量充沛;河流最高水位147m,最低水位137m,常水位141m。水质符合饮用水源的水质标准,浊度为 400 度。 5、工程地质资料 (1)地质钻探资料 土壤承载力:20 t/m2. (2)地震计算强度为186.2kPa。 (3)地震烈度为9度以下。 (4)地下水质对各类水泥均无侵蚀作用。 6、气象资料 该市位于亚热带,气候温和,年平均气温15.90C,七月极端最高温度达390C,一月极端最低温度-15.30C,年平均降雨量954.1mm,年平均降雨日数117.6天,
历年最大日量降雨量328.4mm。常年主导风向为东北偏北(NNE),静风频率为12%,年平均风速为3.4m/s。土壤冰冻深度:0.4m。 风向玫瑰图 三.设计容 1、确定净水厂设计规模 2、工艺流程选择; 3、水处理构筑物选型及工艺设计计算; 4、平面布置,绘制水厂总平面布置图; 5、进行水力计算与高程布置计算,绘制高程布置图。 四.设计成果及要求 处设计说明书1份;图纸2(手绘铅笔图)。 1、设计说明书 3-5万字,300字左右的摘要要有中英文对照。 容包括:①摘要(前言);②目录;③概述(简单说明设计任务、设计依据、设计资料等);④处理流程阐述;⑤构筑物的设计计算;⑥平面布置说明;⑦高程布置计算;⑧设计中需要说明的问题。 设计说明书应有封面、前言、目录、正文、小结及参考文献。包括设计依据、设计基础资料、水厂规模确定、工艺流程选择方案、各理构筑物的选型及设计算、总体布置说明等。应包括设计中的阐述说明及计算成果,应简明扼要、文理通顺、段落分明、字迹清晰工整,容应系统完整,计算正确,草图和表格不得徒手草绘,图中各符号应有文字说明,线条清晰,大小合适,装订整齐。 2、设计图纸 容包括: ①水厂平面布置图(比例1:500-1:1000)。图中应表示出各构筑物平面坐标,图左下角为零坐标;辅助建筑物位置;厂区道路、绿化等,还应有图例,构筑物一览表。 ②高程布置图(横向比例1:500-1:1000,纵向比例1:50-1:200)。图中应标出各构筑物的顶、底、水面、连接管渠标高、地面标高。
CA6140机床后托架课程设计说明书
XXXXXX 摘要 摘要 在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。 关键词工序,工艺,工步,加工余量,定位方案,夹紧力
xxxxxxxx Abstract ABSTRACT Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. Keywords:The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength
给水厂设计说明书计算(百度文库)
给水工程课程设计 —给水处理厂工艺设计 姓名:吴一凡 班级:给排水0903 学号:U200916366 指导老师:陆谢娟
目录 一、总论 (2) 1-1 设计要求 (2) 1-2 基本资料 (2) 二、总体设计 (5) 2-1 工艺流程的确定 (5) 2-2 处理构筑物及设备型式选择: (6) 三、混凝、絮凝 (6) 3-1 混凝剂投配设备设计 (6) 3-2加药间及贮液池 (9) 3-3 混合设备的设计 (10) 3-4絮凝池设计 (11) 四、沉淀池设计 (15) 五、滤池设计 (19) 5-1正常过滤系统设计 (20) 5-2反冲洗系统设计 (26) 5-3 反冲洗泵房设计 (28) 六清水池设计 (31) 七、消毒设计 (33) 八、二级泵房布置 (36) 九、处理构筑物平面设计 (36) 9-1工艺流程布置设计 (36) 9-2平面布置设计 (37) 9-3水厂管线设计 (38) 十、处理构筑物高程设计 (38) 10-1水头损失计算 (38) 10-2 处理构筑物高程确定 (39) 十一、水厂附属建筑物设计 (40) 十二、课设心得 (42)
十三、参考文献 (43) 一、总论 1-1 设计要求 净水厂课程设计的目的在于加深理解所学专业理论,培养运用所学知识综合分析和解决实际工程设计问题的初步能力,在设计、运算、绘图、查阅资料和设计手册以及使用设计规范等基本技能上得到初步训练和提高。 课程设计的内容是根据所给资料,设计一座城市净水厂,要求对主要处理构筑物的工艺尺寸进行计算,确定水厂平面布置和高程布置,最后绘出水厂平面布置图、高程布置图和某个单项处理构筑物(絮凝沉淀池、澄清池或滤池)的工艺设计图(应达到初步设计的深度),并简要写出一份设计计算说明书。 1-2 基本资料 (1)水厂规模: 该水厂总设计规模为9.7万m3/d,分两期建设,近期工程供水能力9.7万m3/d,,远期工程供水能力为19.4万m3/d。近期工程设计征地时考虑远期工程用地,预留出远期工程用地。 (2)水源为河流地面水,原水水质分析资料如下: 表1 原水水质表
课程设计(飞剪机构的设计)
课程设计(飞剪机构的设计)
h 图 h A 飞剪机构的设计 一、 设计内容 1、工艺要求 1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.05 1.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰); 1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数 2.1工艺参数 剪切力F=10T=98kN; 支座A 距辊道面高约为 h ≈250mm(如图2.1);刀刃重合量Δh ≈5mm; 钢板厚度Δb=1mm; 2.12.2机构设计 参数 按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。: 表2-1 参数与方案 方案 1 2 3 4 5 1.1.1.1.1. 74o 73o 72 706816 17o 182022
3、具体内容 3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹; 3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求: 4.1曲柄转一圈对钢材剪切一次; 4.2剪切时,上、下剪刃速度相对误差小于其许用值: △V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。 一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度L A D B C E F x y (t ) f e n 1 L a b c L △ △ V t α αα3
CA6140车床拨叉831007课程设计--机床夹具设计
机械课程设计 说明书 课程名称:机械课程设计 作业题目:机械拨叉夹具设计 专业:机械设计制造及其自动化班级:10机制5班 姓名: 学号: 指导教师: 2013 年 12月 21 日
山西大同大学课程设计说明书 目录 设计清单 (03) 设计内容 (03) 原始资料 (03) 一、零件分析 (04) (一)零件的作用 (04) (二)零件的工艺分析 (04) 二、工艺规程设计 (05) (一)确定毛坯制造形式 (05) (二)基面的选择 (05) (三)制定工艺路线 (06) (四)机械加工余量、工序尺寸及毛坯尺寸的确定 (08) 三、确定切削用量及基本工时 (10) 四、夹具设计 (15) (一)任务的提出 (15) (二)定位方案及定位装置的设计计算 (15) (三)夹紧方案及装置的设计计算 (18) 参考文献 (21) 设计清单: 1、零件图 1张 2、零件毛坯图1张 3、机械加工工艺过程综合卡片1套 4、夹具设计1套 5、课程设计说明书1套
凌金锋拨叉831007夹具设计 设计内容: (1)画零件图 (2)绘制毛坯图 (3)填写机械加工工艺过程综合卡片 (4)选择夹具设计方案 (5)绘制某一工序夹具草图及零件图 (6)编写课程设计说明书 原始资料:拨叉零件图831007,生产纲领为5000件/年。
山西大同大学课程设计说明书 一、零件分析 (一) .零件的作用 题目所给的零件是CA6140车床的拨叉,它位于车床变速机构中,主要起换挡,使主轴回转运动按工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的φ22孔语操作机构相连,下方的φ55半孔则是用于所控制齿轮所在的轴接触。通过上方的力波动下方的齿轮变速。两件铸为一体,加工时分开。 (二).零件的工艺分析 零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但塑性较差、脆性高,和适合磨削,为此以下是拨叉需要加工表面以及加工表面之间的位置要求。 需要加工的表面: 1.小孔的上端面、大孔的上下端面; 2.小头孔φ22mm以及与此孔相通的φ8mm的锥孔、M8螺纹孔; 3.大头半圆孔φ55mm; 位置要求: 小头孔上端面与小头空中心线的垂直度误差为0.05mm,打孔的上下断面与小头孔的中心线的垂直度误差为0.07mm。 由上面分析可知,可以粗加工拨叉底面,然后依次作为粗基准,采用专用夹具进行加工,并且保证位置精度要求。再根据加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规加工工艺均可保证。
净水厂设计说明书
净水厂设计说明书 班级:给水排水级1班 姓名: 学号: ……大学 市政与环境工程系 20 年1月
目录 第一章总论 第二章工艺流程的确定及论证(评价)第三章混凝剂投配设备的设计 第四章.水厂管线设计 第五章絮凝池设计 第六章沉淀池设计 第七章过滤工艺设计 第八章清水池设计 第九章吸水井设计 第十章二泵站设计 第十一章净水厂总体布置设计依据
净水厂设计说明书 第一章总论 1.1.设计题目 某市净水厂设计 1.2.设计时间 第七学期第十七,十八两周(12.24-01.06) 1.3.设计任务 水厂平面布置及高程布置 1.4.原始资料 (1)设计供水量为5000+13*1000=6.3万m 3 /d. (2)水厂所在地:长春地区 (3)设计地面标高:13.00 (4)水源为河水,河水受到污染,水质分析报告如下: 编号指标单位分析结果 1 浊度 NTU 最大800,平均110 2 色度度 13 3 水温℃最高22,最低1 4 PH - 7.0-8.5 5 总硬度 mg/L(以CaCO3计) 380 6 总大肠菌群 CFU/L 650 7 细菌总数 CFU/mg 1500 8 耗氧量 mg/L 7 9 BOD5 mg/L 4 10 氨氮 mg/L 0.9 11 COD mg/L 11 12 氯仿 mg/L 0.08 第二章.工艺流程的确定及论证(评价) 2.1 设计方案 方案一 KMno4 PAM助凝 Cl2 原水→静态混合器→机械絮凝池→平流沉淀池→V型滤池→清水池混凝剂粉炭 城市管网二泵站
方案二 KMno4 PAM助凝 Cl2 原水→静态混合器→网格絮凝池→斜板沉淀池→普通快滤池→清水池混凝剂粉炭 城市管网二泵站 2.2. 各构筑物凝聚剂消毒剂选择依据及优点 2.2.1 方案技术比较 2.2.1.1 消毒剂 水的消毒处理是生活饮用水处理工艺中的最后一道工序,其目的在于杀灭水中的有害病原微生物(病原菌、病毒等),防止水致传染病的危害。氯: 消毒灭细菌,病毒效果好,而且原水水质PH=7,消毒效果更理想,在配水管网中有剩余消毒作用, 应用广泛,适用于极大多数净水厂。氯胺: 消毒灭菌,病毒效果差.受 PH 影响,应用少,适用于原水中有机物较多和供水管线较长时使用。二氧化氯: 消毒灭菌,消灭病毒效果好.PH>7时较有效,中间产物多,尚未在城市水厂应用,适用于有机物如酚污染严重时,须现场制备,直接应用。臭氧: 缺点,制造成本高,适用于有机物污染严重时,无持续消毒作用,需另加少量氯。紫外线辐射: 需补加氯,应用少,限于小水量处理,适用于工矿企业等集中用水处理。综合上述,选用氯消毒:氯是目前国内外应用最广的消毒剂,除消毒外还起氧化作用. 优点:经济有效,使用方便,使用广泛。 缺点:受污染的水经过氯处理后产生有害身体健康的副产物。 凝聚剂粉炭高锰酸钾 混凝剂种类很多,据目前所知,不少于200-300种。无机混凝剂品种较少,目前只要是铁盐和铝盐及其聚合物,在水处理中用得最多。有机混凝剂品种最多,主要是高分子物质,但在水处理中用的比无机的少。常用的几种混凝剂主要有硫酸铝,聚合铝,三氯化铁,硫酸亚铁,聚合铁,助凝剂。PAM助凝剂作用效果好,它不起混凝作用,只能起辅助混凝作用,与高分子助凝剂作用机理也不相同。高锰酸钾先处理掉较大的水中颗粒,再经粉炭处理掉微小颗粒。使水得到很好净化。 2.2.1.2 静态混合器 优点:构造简单,无活动部件,安装方便,混合快速而均匀,混合效果好。 缺点:流量过小时,效果下降。 2.2.1.3 机械絮凝池 优点:絮凝效果好,水头损失小,可适应水质水量的变化。 缺点:需要机械设备和经常维修。 2.2.1.4 网格絮凝池
CA6140法兰盘课程设计说明书
课程设计说明书 设计者: 指导教师:吴伏家郁红陶 西安工业大学 2010年12月8日
机械制造工艺及夹具课程设计任务书 设计题目:制定CA6140车床法兰盘的加工工艺,设计钻4×φ9mm孔的钻床夹具 设计要求:中批量生产手动夹紧通用工艺装备 设计时间:2010.12.1——2010.12.9 设计内容:1、手绘制零件图(一张); 2、绘制毛坯图(一张); 3、编写工艺过程卡片和工序卡片 4、设计说明书一份 5、编写工艺规程 班级: 学生: 指导教师:吴伏家郁红陶 2010年12月8号
一.零件分析 (一)零件的作用 (4) (二)零件的工艺分析 (4) 二、工艺规程设计 (4) (一)确定毛坯的制造形式 (二)基面的选择 (三)制定工艺路线 (四)机械加工余量、工序尺寸及毛皮尺寸的确定 (五)确立切削用量及基本工时 三.夹具设计: (24) 四.参考文献: (25) 一、零件的分析
1. 零件的作用 零件是 CA6140卧式车床上的法兰盘,它位于车床丝杆的末端,主要作用是 标明刻度,实现纵向进给。零件的φ100外圆上标有刻度线,用来对齐调节刻度盘上的刻度值,从而能够直接读出所调整的数值;外圆上钻有底部为 φ4mm 上部为φ6mm 的定位孔,实现精确定位。法兰盘中部 的通孔则给传递力矩的标明通过,本身没有受到多少力的作用。 2. 零件的工艺分析 法兰盘的加工表面,他们之间有一定的位置要求。现分述如下: a. 以 φ45 00.017-mm 外圆为初基准的加工表面 b. 以 φ200.0450+mm 孔为中心的加工表面 它们之间有一定的位置要求,主要是: (一) φ1000.120.34--mm 左端面与孔φ200.0450 +mm 中心的轴向跳动度为0.03 ; (二) φ90mm 右端面与孔φ200.0450+mm 中心的轴向跳动度为0.03 ; (三) 的φ4500.017 -mm 外圆与孔φ200.0450+mm 中心的径向圆跳动为 0.03mm 。 经过对以上加工表面的分析,我们可先选定φ4500.017-mm 外圆为粗基准,加工出 精基准孔φ200.0450+mm 所在的加工表面,然后借助专用夹具对其他加工表面进行加 工,保证它们的位置精度。 二、工艺规程设计 1.确定毛坯制造方法,初步确定毛坯形状 零件材料是HT200。零件年产量是中批量,而且零件加工的轮廓尺寸不大,在考虑提高生产率保证加工精度后可采用铸造成型的金属型铸造。零件形状并不复杂,因此毛坯形状可以与零件的形状尽量接近,内孔不铸出。毛坯尺寸通过确定加工余量后再决定。 2.基准的选择 基面的选择是工艺规程设计中重要的工作之一。定位选择得正确与合理,
CA6140车床的操作手柄(机械设计课程设计说明书)
目录 前言 (2) 一、零件的分析 (2) (一)零件的作用 (2) (二)零件的工艺分析 (2) (三)确定生产类型 (3) 二、工艺规程设计 (3) (一) 确定毛坯的制造形式 (3) (二)基面的选择 (3) (三)制定工艺路线 (3) (四)机械加工余量、工序尺寸及毛皮尺寸的确定 (4) (五)确立切削用量及基本工时 (6) 三、夹具设计 (13) (一)问题的提出 (13) (二)夹具设计 (13) 1.定位基准选择 (13) 2. 切削力及夹紧力计算 (13) 3 . 车床夹具的装配图见附图 (13) 七、参考文献 (14)
前言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。 一、零件的分析 (一)零件的作用 题目所给的零件是CA6140车床的操作手柄。它位于车床变速机构中,主要起操作调节作用。 (二)零件的工艺分析 操作手柄的加工表面,分述如下: 1.以孔φ9为中心的加工表面 这一组加工表面包括:φ24的外圆,φ18的外圆,以及其上下端面,孔壁上一个M6的螺纹孔。 2.以φ12为中心的加工表面 这一组加工表面包括:φ10 的孔,螺纹孔端面。槽的内表面,φ16的孔。 这两组表面有一定的位置度要求,即φ10 的孔上下两个端面与φ12 的孔有垂直度要求。