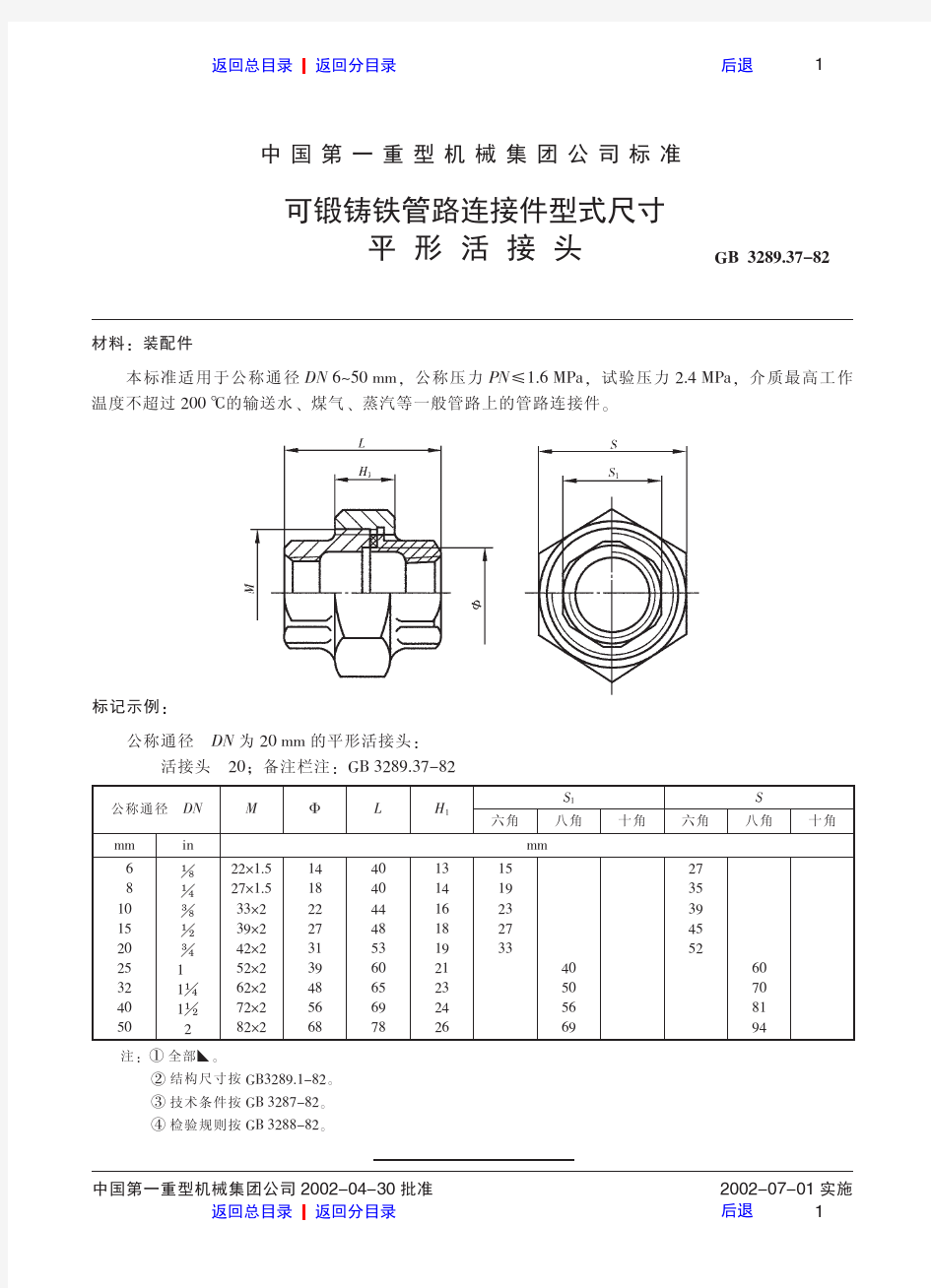
(新)可锻铸铁管路连接件型式尺寸平形活接头
给排水管道、附件、设备连接图例
表3.0.1管道图例 序 号 名称图例备注 1 生活给水管 2 热水给水管 3 热水回水管 4 中水给水管 5 循环给水管 6 循环回水管 7 热媒给水管 8 热媒回水管 9 蒸汽管 10 凝结水管 11 废水管可与中水源水 管合用 12 压力废水管 13 通气管 14 污水管 15 压力污水管 16 雨水管 17 压力雨水管 18 膨胀管 19 保温管 20 多孔管 21 地沟管 22 防护套管 23 管道立管X:管道类别L:立管 1:编号 24 伴热管 25 空调凝结水管
26 排水明沟 27 排水暗沟 注:分区管道用加注角标方式表示:如J1、J2、RJ1、RJ2……。 表3.0.2管道附件 序 名称图例备注号 1 套管伸缩器 2 方形伸缩器 3 刚性防水套管 4 柔性防水套管 5 波纹管 6 可曲挠橡胶接 头 7 管道固定支架 8 管道滑动支架 9 立管检查口 10 清扫口 11 通气帽
12 雨水斗 13 排水漏斗 14 圆形地漏通用。如为无水封,地 漏应加存水弯 15 方形地漏 16 自动冲洗水箱 17 挡墩 18 减压孔板 19 Y形除污器 20 毛发聚集器 21 防回流污染止 回阀 22 吸气阀 表3.0.3管道连接 序 名称图例备注 号 1 法兰连接 2 承插连接 3 活接头
4 管堵 5 法兰堵盖 6 弯折管表示管道向后及 向下弯转90° 7 三通连接 8 四通连接 9 盲板 10 管道丁字上接 11 管道丁字下接 12 管道交叉在下方和后面的 管道应断开 表3.0.4管件 序 名称图例备注号 1 偏心异径 管 2 异径管 3 乙字管 4 喇叭口 5 转动接头 6 短管 7 存水弯
常用法兰规格尺寸表
常用法兰规格尺寸表(国标) 发布时间:2010.07.13 新闻来源:法兰-法兰盘-法兰毛坯-弯头-三通-无缝钢管-聊城荣丰法兰制造厂浏览次数: 593 常用法兰规格尺寸表(国标) GB9119,2—88GB9119,2—88 in 法兰公称 通径 10kg=1.0MPa 公称通径 16kg=1.6MPa 法兰外 径 螺栓孔 距 螺栓直 径 螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度 3/8 DN10 50 60 14 4 14 DN10 90 60 14 4 14 1/2 DN15 59 65 14 4 14 DN15 95 65 14 4 14 3/4 DN20 105 75 14 4 16 DN20 105 75 14 4 16 1 DN25 115 85 14 4 16 DN25 115 85 14 4 16 11/4DN32 140 100 18 4 18 DN32 140 100 18 4 18 11/2DN40 150 110 18 4 18 DN40 150 110 18 4 18 2 DN50 165 125 18 4 20 DN50 165 125 18 4 20 21/2DN65 185 145 18 4 20 DN65 185 145 18 4 20 3 DN80 200 160 18 8 20 DN80 200 160 18 8 20 31/2DN100 220 180 18 8 22 DN100 220 180 18 8 22 4 DN12 5 250 210 18 8 22 DN125 250 210 18 8 22 5 DN150 285 240 22 8 24 DN150 285 240 22 8 24 6 DN200 340 295 22 8 24 DN200 340 295 22 8 26 8 DN250 395 350 22 12 26 DN250 405 355 26 12 29 10 DN300 445 400 22 12 28 DN300 460 410 26 12 32 12 DN350 505 460 22 16 30 DN350 520 470 26 16 35 14 DN400 565 515 26 16 32 DN400 580 525 30 16 38 16 DN450 615 565 26 20 35 DN450 640 585 30 20 42 18 DN500 670 620 26 20 38 DN500 715 650 33 20 46 20 DN600 780 725 26 20 42 DN600 840 770 36 20 52
各种管道连接方式详细说明
各种管道连接方式详细说明 1管道丝扣连接(镀锌钢管、衬塑镀锌钢管) 1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。 a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。 b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。 2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm 者套丝3次,70mm以上者套丝3-4次为宜。 a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。 b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,按顺序号上好板牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内,留出适当长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板,带上2-3扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机,开机退板,保持丝扣应有锥度。 3 配装管件:根据现场测绘草图将已套好丝扣的管材,配装管件。 a 配装管件时应将所需管件带入管丝扣,试试松紧度(一般用手带入3扣为宜),在丝扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使丝扣外露2-3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。 b 根据配装管件的管径的大小选用适当的管钳 4.管段调直:将已装好管件的管段,在安装前进行调直。 a 在装好管件的管段丝扣处涂铅油,联接两段或数段,联接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。 b 管段联接后,调直前必须按设计图纸核对其管径、预留口方向、变径部位是否正确。 c 管段调直要放在调管架上或调管平台上,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用手锤敲打,边敲打,边观测,直至调直管段无弯曲为止,并在两管段联接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。 d 对于管段联接点处的弯曲过死或直径较大的管道可采用烘炉或气焊加热到600-800℃(火红色)时,放在管架上将管道不停的转动,利用管道自重使其平直,或用木版垫在加热处用锤轻击调直,调直后在冷却前要不停的转动,等温度将到适当时在加热处涂抹机油。 凡是经过加热调直的丝扣,必须标号印记,卸下来重新涂铅油缠麻,再将管段对准印记拧紧。 e 配装好阀门的管段,调直时应先将阀门盖卸下来,将阀门处垫实再敲打,以防震裂阀体。 f 镀锌碳素钢管不允许用加热法调直。 g 管段调直时不允许损坏管段。 2管道法兰连接(需要拆卸、与设备阀门等连接) 2.1 凡管段与管段采用法兰盘联接或管段与法兰阀门连接者,必须按照设计要求和工作压力
卡箍连接
卡箍连接 一、概述 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟, 市场也普遍认可,而且得到了国家法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。 二、沟槽连接管件简介 沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。 三、沟槽管件连接的优点 1、操作简单
沟槽管件的连接操作是非常简易的,无需特殊的专业技能,普通工人经过简单的培训即可操作。这是因为产品已将大量的精细的技术部分以工厂化方式溶入到了产成品中。一处管件连接仅需几分钟时间,最大限度的简化了现场操作的技术难度,节省工时,从而也稳定了工程质量,提高了工作效率。这也是安装技术发展的总体方向。 而传统的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。 另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。 2、管道原有的特性不受影响 沟槽管件连接,仅在被连接管道外表面用滚槽机挤压出一个沟槽,而不破坏管道内壁结构,这是沟槽管件连接特有的技术优点。如果采用传统的焊接操作,许多内壁做过防腐层的管道都将遭到破坏。因此规范规定镀锌管道,衬塑钢管、钢塑复合管等都不得使用焊接和法兰连接,否则需要二次处理。 3、有利于施工安全 采用沟槽管件连接技术,现场仅需要切割机、滚槽机和钮紧螺栓用的搬手,施工组织方便。而采用焊接和法兰连接,则需要配备复杂的电源电缆、切割机具、焊接机及氧气和乙炔气瓶等,这就给施工组织带来了复杂性,且也存在着漏电和火灾的危险隐患。同时焊接和气割所产生的焊渣,不可避免
玛钢管件、沟槽管件价格表大全集合
(单价含17%的增值税专用发票及运费)
斯意诚马钢管件、沟槽管件分类 | 沟槽管件| 玛钢管件| 弯头| 三通| 管箍| 内接| 活结| 补芯| 管帽| 根母|四通| 过管|月弯|内丝弯头|长速接|短速接|刚性接头|挠性接头|90度弯头|三通|沟槽异径三通|螺纹异径三通|正四通|沟槽异径四通|螺纹异径四通|45度弯头|22.5度弯头|11.5度弯头|偏心大小头|螺纹机械四通|沟槽机械四通|沟槽螺纹式机械四通| 马钢管件:弯头、三通、管箍、内接、活结、补芯、管帽、根母、四通、过管|月弯|内丝弯头、长速接、短速接。 沟槽管件:刚性接头、挠性接头、90度弯头、三通、沟槽异径三通、螺纹异径三通、正四通、沟槽异径四通、螺纹异径四通、45度弯头、22.5度弯头、11.5度弯头、偏心大小头、螺纹机械四通、沟槽机械四通、沟槽螺纹式机械四通。 斯意诚全国统一咨询热线:4008241666. 斯意诚马钢管件、沟槽管件简介 马钢管件:可锻铸铁俗称玛钢,马铁.蠕墨铸铁的生产过程是:首先浇注成白口铸铁件,然后经可锻化退火(可锻化退火使渗碳体分解为团絮状石墨)而获得可锻铸铁件. 1.可锻铸铁的化学成分,组织和性能 1)可锻铸铁的化学成分是: wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%. 2)可锻铸铁的组织有二种类型: 铁素体(F)+团絮状状石墨(G);珠光体(P)+团絮状石墨(G). 3)性能 由于可锻铸铁中的石墨呈团絮状,对基体的割裂作用较小,因此它的力学性能比灰铸铁高,塑性和韧性好,但可锻铸铁并不能进行锻压加工.可锻铸铁的基体组织不同,其性能也不一样,其中黑心可锻铸铁具有较高的塑性和韧性,而珠光体可锻铸铁具有较高的强度,硬度和耐磨性. 沟槽管件:沟槽管件是一种新型的钢管连接管件,也叫卡箍连接,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,市场也普遍认可,而且得到了国家法规政策的积极引导。
铝型材标准gb5237-2004
铝及铝合金检验标准 来源:中国铝材信息网,更新时间:2006-10-3 20:03:53,阅读:385次 1、目的 发现、控制不合格品,采取相应措施处置,以防不合格品误用。 2、范围 适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。 3、定义(无) 4、职责 4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。 4.2 制造部参与不合格品的处理。 4.3 供应部负责进料中不合格品与供应商的联络。 4.4 管理者代表负责不合格品处理的批准。 5.氧化类型: B3-002 胚料 B3-003 黑色阳极氧化 B3-004 银白阳极氧化 B3-005 雾银阳极氧化 B3-006 磨砂阳极氧化 B3-007 古铜阳极氧化 B3-008 金黄色阳极氧化 B3-009 香槟色阳极氧化 B3-010 光亮阳极氧化 B3-011 黑色化学氧化 B3-012 银白化学氧化 B3-013 雾银化学氧化 B3-014 磨砂化学氧化 B3-015 古铜化学氧化 B3-016 金黄色化学氧化 B3-017 香槟色化学氧化 B3-018 光亮化学氧化 5、检验 5.1抽检标准 检验员按照按照《GB/T 2828。1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。抽检水平一般为Ⅱ级,AQL=1.5。检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。 5.2检验内容: 5.2.1检验来料包装是否符合要求。出厂标识是否清楚、完整。 5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。 5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于合金表面不均匀,用细砂纸打磨后重新氧化带来的长条纹。 5.2.6 测厚仪检验膜厚,不允许没有氧化膜或氧化膜偏薄。一般要求氧化膜不得小于4μm。
法兰盘规格尺寸
HG/T 20592 40-16 RF A=M20*1.5: 40-16是公称直径DN40的法兰,公称压力16公斤也就是1.6MPa,RF指密封面为突面,A=M20X1.5指该法兰上所配的螺栓规格。 GB9119,2—88GB9119,2—88 in 公称 通径 10kg=1.0MPa 公称 通径 16kg=1.6MPa 法 兰 外 径 螺栓 孔距 螺 栓 直 径 螺栓 孔数 法兰 厚度 法兰 外径 螺栓 孔距 螺栓 直径 螺栓 孔数 法兰厚度 3/8 DN10 506014414DN10 906014414 1/2 DN15 596514414DN15 956514414 3/4 DN20 1057514416DN20 1057514416 1 DN25 1158514416DN25 1158514416 11/4DN32 14010018418DN32 14010018418 11/2DN40 150********DN40 150******** 2 DN50 16512518420DN50 16512518420 21/2DN65 185********DN65 185******** 3 DN80 20016018820DN80 20016018820 31/2DN10 22018018822DN100 22018018822 4 DN12 5 25021018822DN125 25021018822 5 DN15 28524022824DN150 28524022824 6 DN20 34029522824DN200 34029522826 8 DN25 395350221226DN250 405355261229 10 DN30 445400221228DN300 460410261232 12 DN35 505460221630DN350 520470261635
管道连接方式汇总(完整版)
管道连接方式汇总(完整版) 网络上有几个版本,童话总结最全的版本如下: 1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管) 1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。 a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。 b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。 2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm 者套丝3次,70mm以上者套丝3-4次为宜。 a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。 b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,按顺序号上好板牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内,留出适当长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板,带上2-3扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机,开机退板,保持丝扣应有锥度。 3 配装管件:根据现场测绘草图将已套好丝扣的管材,配装管件。 a 配装管件时应将所需管件带入管丝扣,试试松紧度(一般用手带入3扣为宜),在丝扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使丝扣外露2-3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。 b 根据配装管件的管径的大小选用适当的管钳 4.管段调直:将已装好管件的管段,在安装前进行调直。 a 在装好管件的管段丝扣处涂铅油,联接两段或数段,联接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。 b 管段联接后,调直前必须按设计图纸核对其管径、预留口方向、变径部位是否正确。 c 管段调直要放在调管架上或调管平台上,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用手锤敲打,边敲打,边观测,直至调直管段无弯曲为止,并在两管段联接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。 d 对于管段联接点处的弯曲过死或直径较大的管道可采用烘炉或气焊加热到600-800℃(火红色)时,放在管架上将管道不停的转动,利用管道自重使其平直,或用木版垫在加热处用锤轻击调直,调直后在冷却前要不停的转动,等温度将到适当时在加热处涂抹机油。 凡是经过加热调直的丝扣,必须标号印记,卸下来重新涂铅油缠麻,再将管段对准印记拧紧。
法兰盘尺寸
GB9119,2—88GB9119,2—88 in 公称通 径 10kg=1.0MPa 公称通 径 16kg=1.6MPa 法兰 外径 螺栓孔 距 螺栓直 径 螺栓孔 数 法兰厚 度 法兰 外径 螺栓 孔距 螺栓 直径 螺栓 孔数 法兰 厚度 3/8 DN10 506014414DN10 906014414 1/2 DN15 596514414DN15 956514414 3/4 DN20 1057514416DN20 1057514416 1 DN25 1158514416DN25 1158514416 11/ 4 DN32 14010018418DN32 14010018418 11/ 2 DN40 150********DN40 150******** 2 DN50 16512518420DN50 16512518420 21/ 2 DN65 185********DN65 185******** 3 DN80 20016018820DN80 20016018820 31/ 2 DN100 22018018822DN100 22018018822 4 DN12 5 25021018822DN125 25021018822 5 DN150 28524022824DN150 28524022824 6 DN200 34029522824DN200 34029522826 8 DN250 395350221226DN250 405355261229 10 DN300 445400221228DN300 460410261232 12 DN350 505460221630DN350 520470261635 14 DN400 565515261632DN400 580525301638 16 DN450 615565262035DN450 640585302042 18 DN500 670620262038DN500 715650332046 20 DN600 780725262042DN600 840770362052
铝材各型号
铝材各型号用途大全 第一部分:按所属系列描述 以下按合金系统、合金称呼、材料特性、用途的顺序进行叙述 一、JIS A.A 1000 系列--纯铝系 1、 1060 1060 作为导电材料IACS保证61%,需要强度时使用6061 电线 2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 ─ 成形性、表面处理性良好,在铝合金中其耐蚀性最佳。因为是纯铝、其强度较低,纯度愈高其强度愈低。日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材 3、 1100 1200 1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。一般器物、散热片、瓶盖、印刷板、建材、热交换器组件 1N00 -强度比1100略高,成形性良好,其化特性与1100相同。 二、日用品 2000 系列-- AL x Cu 系 1、 2011 2011 快削合金,切削性好强度也高。但耐蚀性不佳。要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头 2、2014 2017 2024 2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用。锻造品亦可适用。航空器、齿轮、油;压组件、轮轴 3、 2117 2117 固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。 4、 2018 2218 2018 2218 锻造用合金。锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品。耐蚀性不佳。汽缸头、活塞、 VTR汽缸 5、 2618 2618 锻造用合金。高温强度优越但耐蚀性不佳。活塞、橡胶成形用模具、一般耐热用途组件 6、2219 2219 强度高,低温及高温特性良好,溶接性也优越,但耐蚀性不佳。低温用容器、航天机器 7、2025 2025 锻造用合金。锻造性良好且强度高,但耐蚀性不佳。螺旋桨、磁气桶 2N01 -锻造用合金。具耐热性,强度也高,但耐蚀性不佳。航空器引擎、油压组件 三、 3000 系列--AL x Mn 系 1、3003 3203 3003 3203 强度比1100约高10%,成形性、溶接性、耐蚀性均良好。一般器物、散热片、化妆板、复印机滚筒、船舶用材 2、 3004 3104 3004 3104 强度比3003高,成形性优越,耐蚀性也良好。铝罐、灯炮盖头、屋
常用安装管道及其连接方式
0、一般规定 0.1丝接:一般是大多数金属管材,比如镀锌钢管,DN50以下一般都是螺纹连接,以及阀表仪器等与管道的连接,易于拆换,但承压不高 0.2焊接:就是长输管道或者工厂里面管廊带上的管道,一般都用焊接连接,特点是漏点少,但维修更换必须进行动火,割断,重新焊接连接。另外有一种,是工程塑料如PPR给水管道或低压供气管道,用的是电熔式焊接,也逐渐兴盛起来 0.3法兰:用的十分广泛,可以说各种口径的管道,小到DN15,大到DN2000甚至以上的管道,都可以用法兰连接;实际例子比比皆是,工业上的、城市的热力管道等等,都用的是法兰连接,通常承受的压力是中压、高压、超高压。易于拆换,承压较高 0.4承插:常用的排水管道,一般材质是水泥管、铸铁管/球墨铸铁、塑料管等,都可以用承插连接,承压一般不高,属于重力流的自然管道。当然,暖卫工程上的塑料管(PVE、PPR)等的承插(需要用胶粘接)可以承受一定的压力。 0.5热熔:大多数塑料管材或衬塑复合管材,比如PP-R、PE、PB 0.6粘接:少数塑料管材,比如AGR,PVC,用专用胶粘接 0.7卡凸式/卡压式连接:PAP管,适用于薄壁金属管,比如不锈钢管,通常用于液化气加气装置上,管径可以小到5mm,不大于15mm的不锈钢管道、铜管道,都可以用卡扣连接 0.8沟槽连接,卡箍连接是一种新型的钢管连接方式,也叫沟槽连接件,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 0.9密封胶圈,雨水HDPE波纹管。 1、给水管道 1.1室外给水管 铸铁管(球墨、灰口),承插连接后铅密封,承压,常用规格DN150,DN80,DN50 钢管(无缝、镀锌),法兰连接、沟槽连接、焊接 1.2室内给水管 PPR管,热熔连接、电熔、可转接头连接 衬塑或钢塑复合管,法兰连接,沟槽连接 焊接钢管,螺纹连接、焊接连接、法兰连接 镀锌焊接钢管,螺纹连接,沟槽连接,法兰连接 PE管,热熔或机械连接 PB管,热熔连接、可转接头连接。
铝型材标准gb5237 2004
铝及铝合金检验标准 1、目的 发现、控制不合格品,采取相应措施处置,以防不合格品误用。 2、范围 适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。 3、定义(无) 4、职责 4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。 4.2 制造部参与不合格品的处理。 4.3 供应部负责进料中不合格品与供应商的联络。 4.4 管理者代表负责不合格品处理的批准。 5.氧化类型: B3-002 胚料 B3-003 黑色阳极氧化 B3-004 银白阳极氧化 B3-005 雾银阳极氧化 B3-006 磨砂阳极氧化 B3-007 古铜阳极氧化 B3-008 金黄色阳极氧化 B3-009 香槟色阳极氧化 B3-010 光亮阳极氧化 B3-011 黑色化学氧化 B3-012 银白化学氧化 B3-013 雾银化学氧化 B3-014 磨砂化学氧化 B3-015 古铜化学氧化 B3-016 金黄色化学氧化 B3-017 香槟色化学氧化 B3-018 光亮化学氧化 5、检验 5.1抽检标准 检验员按照按照《GB/T 2828。1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。抽检水平一般为Ⅱ级,AQL=1.5。检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。 5.2检验内容: 5.2.1检验来料包装是否符合要求。出厂标识是否清楚、完整。 5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。 5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于
沟槽连接管道施工工艺
沟槽连接管道施工工艺公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
沟槽连接管道施工工艺 沟槽连接件是一种新型的钢管连接方式,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。现将具体施工方法介绍如下。 一、工艺流程安装准备一滚槽一开孔,安装机械三通、四通一管道安装一系统试压。 二、安装准备 1.检查开孔机、滚槽机、切管机,确保安全使用。 2.材料、工具的准备,包括管材、钢卷尺、扳手、游标卡尺、水平仪、润滑剂、木榔头、脚手架等。 3.按设计要求装好待装管子的支吊架。 三、滚槽1.用切管机将钢管按需要的长度切割,用水平仪检查切口断面,确保切口断面与钢管中轴线垂直。切口如果有毛刺,应用砂轮机打磨光滑。 2.将需要加工沟槽的钢管架设在滚槽机和滚槽机尾架上,用水平仪抄平,使钢管处于水平位置。 3.将钢管加工端断面紧贴滚槽机,使钢管中轴线与滚轮面垂直。 4.缓缓压下。千斤顶,使上压轮贴紧钢管,开动滚槽机,使滚轮转动一周,此时注意观察钢管断面是否仍与滚槽机贴紧,如果未贴紧,应调整管子至水平。如果已贴紧,徐徐压下千斤顶,使上压轮均匀滚压钢管至预定沟槽深度为止。 5.停机,用游标卡尺检查沟槽深度和宽度,确认符合标准要求后,将千斤顶卸荷,取出钢管。 四、开孔。安装机械三通、四通1.在钢管上弹墨线,确定接头支管开孔位置。。 2.将链条开孔机固定于钢管预定开孔位置处。 3.启动电动机,转动手轮,使钻头缓慢靠近钢管,同时在开孔钻头处添加润滑剂,以保护钻头,完成在钢管上开孔。
压力管道管件选择
阀件的安装 3.6.1阀门安装的一般要求 (1)阀门安装位置不应妨碍设备、管道及阀门本身的拆卸和检修。阀门安装高度应方便操作、检修,一般以离操作面1.2~1.5m为宜。操作较频繁的阀门, 当必须安装在距操作面1.8m以上时,应设置操作平台。 (2)安装在操作面以下时,应设置伸长杆。水平管道上的阀门、阀杆最好垂直向上或左右偏45°水平安装,但不宜向下。垂直管道上的阀门、阀杆手轮必须朝着操作巡回线方向安装。有条件时阀门尽可能集中。 (3)直通升降式止回阀只能装在水平管道上。立式升降式止回阀、旋启式止回阀可以装在水平管道上,也可装在介质由下向上流动的垂直管道上。 (4)管道上装螺纹连接的阀门时,在阀门附近一定要装活接头,以便拆卸。 (5)辅助系统管道进入车间应设置切断阀,当车间停车检修时,可与总管切断。这些阀门安装高度较高,应尽可能布置在一起,以便设置操作检修平台。 (6)高压阀门为角阀,且常为二只串联,开启时动力大,必须设置阀架以支承阀门和减少启动应力,其安装高度以0.6-1.2m为宜。 (7)衬里、喷涂及非金属材质阀门本身重量大,强度低,应尽可能做到集中布置,便于阀架设计,即使是单独一个阀门也应固定在阀架上。 (8)水平管路上安装重型阀门时,应考虑在阀门两侧装设支架。 疏水器的一般安装 (1)疏水器应设置在低于设备、管道冷凝水排出口的地方,这样冷凝水不会在设备、管道内积聚,并能及时排出。 (2)螺纹连接的疏水器应设置活接头(疏水阀前后均装),以便于拆装。疏水器前的管道水平敷时,管道要朝疏水方向坡设,并注明这段管道的坡度。其目的是防止系统超负时产生流动不畅或发生水击现象 (3)疏水器一般设置在水平管道上。脉冲式疏水器阀盖向上。钟形浮子式疏水器尽可能设置在室内;设置在室外时,应保温防止冻坏(应根据环境温度而定)。热动力疏水器可设置在水平管道上或垂直管道上(必须由上向下排的垂直管道),也可设在室外。管道材料设计技术规定SH/P23-2005上海化工设计院有限公司二OO五年三月管道材料设计技术规定1、适用范围本设计规定适用于一般化工、石油化工装置的管道及仪表流程图(PID)上所示的管道材料(管子、管件、法兰、垫片、紧固件、阀门)。 材料的选用导则: 1.1.1被选用的材料应满足装置生产全过程配管的各种操作工况,并确保安全连续生产,无事故。 1.1.2被选用的材料应综合考虑其加工工艺性和经济性。 1.1.3新材料和特殊材料的选用须经严格试验与生产论证后方可投入使用。 1.2金属材料选用原则: 1.2.1根据材料的机械性能,物化特性,查阅有关材料手册并以GB150《钢制压力容器》为依据,综合考虑其温度及压力条件的使用状况,进行既经济又合理的选材。 常用管材在工程中的使用温度范围: 1)低碳有缝钢管使用条件:0~200℃低压管线,不宜输送危险性、可燃易爆或有毒的介质。 2)低碳无缝钢管(10、20钢)使用条件:-20~350℃中低压管线。
管道材料设计技术规定(SH_P23-2005)
管道材料设计技术规定 SH/P23-2005 上海化工设计院有限公司
00五年三月
管道材料设计技术规定 1、适用范围 本设计规定适用于一般化工、石油化工装置的管道及仪表流程图(D)上所示的管道材料 (管子、管件、法兰、垫片、紧固件、阀门)。 1.1材料的选用导则: 1.1.1被选用的材料应满足装置生产全过程配管的各种操作工况并确保安全连续生产,无事故。 1.1.2被选用的材料应综合考虑其加工工艺性和经济性。 1.1.3新材料和特殊材料的选用须经严格试验与生产论证后方可投入使用。 1.2金属材料选用原则: 1.2.1根据材料的机械性能,物化特性,查阅有关材料手册并以GB150《钢制压力容器》为依据, 综合考虑其温度及压力条件的使用状况,进行既经济又合理的选材。 常用管材在工程中的使用温度范围: 1) 低碳有缝钢管使用条件:0?200C低压管线,不宜输送危险性、可燃易爆或有毒的介质。 况。2) 3) 低碳无缝钢管(10、20钢)使用条件:一20?350C中低压管线。 低合金无缝钢管(16Mn 12CrMo 15CrMo等)使用条件:350?550C之间的中温工 注:管道压力分级MPa):真空管道PV0,低压管道0 < P <,1.中压管道1.6 VPW 10, 高压管道卩> 10.0。 4)奥氏体不锈钢管与25Cr-20N1钢管使用条件:一196C (低温)及》60? (高温)工况。1.2.2根据材料的腐蚀性能来考虑腐蚀裕量的选取除晶间腐蚀和其他局部腐蚀需按具体情况特 殊考虑外,一般腐蚀裕昼腐蚀速度X使用年限,使用年限一般按10?15年考虑。(具体腐蚀速度查《腐蚀数据图表》)。 1.3非金属材料的选用原则 当介质腐蚀性强,不适宜选用一般碳钢及合金钢,须选用贵重合金时,为了考虑经济实用, 可用非金属材料(例如PVC, PP, PTFE等),但在选用时必须考虑以下几点: 1.3.1需注意允许使用的温度及压力范围,衬里管道的真空度大小。
铝材各型号
创作编号:BG7531400019813488897SX 创作者:别如克* 铝材各型号用途大全 第一部分:按所属系列描述 以下按合金系统、合金称呼、材料特性、用途的顺序进行叙述 一、JIS A.A 1000 系列--纯铝系 1、 1060 1060 作为导电材料IACS保证61%,需要强度时使用6061 电线 2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 ─ 成形性、表面处理性良好,在铝合金中其耐蚀性最佳。因为是纯铝、其强度较低,纯度愈高其强度愈低。日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材 3、 1100 1200 1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。一般器物、散热片、瓶盖、印刷板、建材、热交换器组件 1N00 -强度比1100略高,成形性良好,其化特性与1100相同。 二、日用品 2000 系列-- AL x Cu 系 1、 2011 2011 快削合金,切削性好强度也高。但耐蚀性不佳。要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头 2、2014 2017 2024 2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用。锻造品亦可适用。航空器、齿轮、油;压组件、轮轴 3、 2117 2117 固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。 4、 2018 2218 2018 2218 锻造用合金。锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品。耐蚀性不佳。汽缸头、活塞、 VTR汽缸
门窗铝型材的规格
门窗铝型材的规格 文章出处:九正建材网网责任编辑:刘聪作者:首铝铝业人气:2486发表时间:2013-03-07 10:57:00 门窗铝型材基本上没什么国标非标之说,但是国家对建筑铝型材有专门的行业规范,主要对型材的厚度、材质等做出要求。 每家铝合金型材生产企业所生产的产品基本上大同小异,只不过在具体的结构上有所出入。但是像比较通用的系列,例如国标50、868、90,这些基本上都一样。 80系列、60系列指的是铝合金型材边框的宽度分别是80毫米、60毫米。 根据型材挤压后的加工工艺,基本上可以分为氧化、电泳、静电粉末喷涂、氟碳喷涂、木纹转印这几种,也就是说涂装方法不同。目前市场上消费的85%为静电粉末喷涂型材,即彩铝型材。 铝合金门窗的分类: 铝合金门窗主要包括:推拉铝合金门、推拉铝合金窗、平开铝合金门、平开铝合金窗及铝合金地弹簧门五种。都有国家建筑标准设计图。 每一种门窗分为基本门窗和组合门窗。基本门窗由框、扇、玻璃、五金附件、密封材料等组成。组合门窗由两个以上的基本门窗用拼樘料组合成其他形式的窗或连窗门。 每种门窗按门窗框厚度构造尺寸分为若干系列,例如门框厚度构造尺寸为90mm的推拉铝合金门,则称为90系列推拉铝合金门。 推拉铝合金门有70系列和90系列两种,基本门洞高度有2100、2400、2700、3000mm,基本门洞宽度有1500、1800、2100、2700、3000、3300、3600mm。推拉铝合金窗有55系列、60系列、70系列、90系列、90一I系列。基本窗洞高度有900、1200、1400、1500、1800、2100mm;基本窗洞宽度有1200、1500、1800、2100、2400、2700、3000mm。 平开铝合金门有50系列、55系列、70系列。基本门洞高度有2100、2400、2700mm,基本门洞宽度有800、900、1200、1500、1800mm。平开铝合金窗有40系列、50系列、70系列。基本窗洞高度有600、900、1200、1400、1500、1800、2100mm;基本窗洞宽度有600、900、1200、1500、1800、2100mm。 铝合金地弹簧门有70系列、100系列。基本门洞高度有2100、2400、2700、3000、3300mm,基本门洞宽度有900、1000、1500、1800、2400、3000、3300、3600mm。 铝合金型材表面阳极氧化膜颜色有银白色、古铜色。 玻璃品种可采用普通平板玻璃、浮法玻璃、夹层玻璃、钢化玻璃、中空玻璃等。玻璃厚度一般为5mm或6mm。 铝合金门窗表面质量要求: 1.门窗表面不应有明显的擦伤、划伤、碰伤等缺陷。 2.门窗相邻杆件着色表面不应有明显的色差。 3.门窗表面不应有铝屑、毛刺、油斑或其他污迹,装配连接处不应有外溢的胶粘剂
铝型材技术要求
1.范围 本技术要求适用于本公司各种规格的铝型材。 2.规范性引用文件 GB/T3190-1996 变形铝及铝合金化学成分 GB5273.1-2004 铝合金建筑型材第1部分基材 GB5273.2-2004 铝合金建筑型材第2部分阳极氧化、着色型材GB2828.1-2003 计数抽样检验程序第1部分按接收质量限检索的逐批检验抽样计划 3.技术要求 3.1材质要求 3.1.1 铝型材的牌号及状态应符合本公司相应规格铝型材的设计文件中相关项目的要求。 3.1.2 铝型材的材质应符合GB/T3190中对于相应材质成分的要求。 3.1.3 铝型材的力学性能应符合GB5237.1中对于相应牌号、状态的材质力学性能要求。 3.2阳极氧化膜性能要求 3.2.1阳极氧化膜的膜厚级别应符合本公司相应规程铝型材的设计文件中相关项目的要求。 3.2.2 阳极氧化的性能应符合GB5237.2中对于相应膜厚级别的阳极氧化性能的要求。 3.3截面尺寸
铝型材的截面尺寸应符合本公司相应规格铝型材的设计文件中相关项目的要求。 3.4铝型材的角度允许偏差 铝型材的角度偏差应符合GB5237.1相关项目中超高精级的要求。 注:如本规格铝型材的设计文件中,在相关项目上已有明确的规定的。以设计文件的规定为准。 3.5平面间隙 铝型材的平面间隙应符合GB5237.1相关项目中超高精级的要求。 3.6铝型材弯曲度 铝型材的弯曲度应符合GB5237.1相关项目中超高精级的要求。 3.7型材的扭拧度 铝型材的扭拧度应符合GB5237.1相关项目中超高精级的要求。 3.8 型材长度允许偏差 3.8.1型材定尺尺寸应符合合同要求。 3.8.2公称长度≤6m时,允许偏差为+15mm;公称长度>6m时,允许偏差由双方协商确定。 3.8.3型材两端的工艺不良长度应不超过80mm。 3.9外观要求 3.9.1表面处理效果 根据本公司技术要求送样合格后,以供需双方认可的样品作为判定标准。 3.9.2贴膜要求
铝型材规格有哪些
铝型材,尤其是工业铝型材被广泛运用于各类自动化生产线,流水线,装配线,工作台等。现在铝型材有很多规格,一般主要有40、45、50、55、60、65、70、80、90、100mm等系列规格,其中铝合金型材规格系列较小,铝合金门用的尺寸系列就偏大。而且一般铝合金型材规格分为,截面形状、壁厚尺寸、长度尺寸等这些因素。 5系列:5A01 5A02 5A03 5A05 5A06 5B06 5A12 5A30 5A33 5A415A42 5A66 5005 5019 5050 5251 5052 5154 5154A 5454 5154A 5754 5056 5356 54565082 5182 5086。 6系列:6A02 6B02 6A51 6101 6101A 6005 6005A 6351 6060 60616063 6063A 6070 6181 6082 7系列:7A01 7A03 7A04 7A05 7A09 7A10 7A15 7A19 7A31 7A337A52 7003 7005 7020 7022 7050 7075 7475 8A06 8011 8090 1. 4040系列工业铝型材,是最常用的工业铝型材,一般有欧标铝型材和国
标铝型材,通常江浙沪地区用的欧标铝型材比较多。 1530系列工业铝型材,这个铝型材主要是用于门框上,所以通常被称为门窗铝型材; 4545和5050工业铝型材,这2款工业铝型材主要的槽口通常都是10mm 的,其工业铝型材配件通常来说也是通用的,因此归为一类,一般情况下,4040系列铝型材和这个系列的铝型材都是单槽的铝型材。 6060和8080铝型材,这2个铝型材共同的特点是,一般都有单槽和双槽之分,槽口一般都是8mm。这类铝型材一般用在承载要求比较高的铝型材框架当中,有些甚至要求双槽铝型材进行装配。 3030系列工业铝型材,通常有的3030,3060和3090工业铝型材,其中最常用的是3030系列铝型材及其配件。 其余的一般都是大截面铝型材,例如9090铝型材,100*100,60120铝型材等。铝型材可以按照客户的实际图纸加工的。根据铝型材挤压后的加工工艺,基本上可以分为氧化、电泳、静电粉末喷涂、氟碳喷涂这几种,也就是说涂装方法不同。 以上就是铝型材的规格介绍了。很多人在问铝型材的价格怎么样,价格会随着市场变化而变化,建议大家在购买之前先咨询一下厂家。