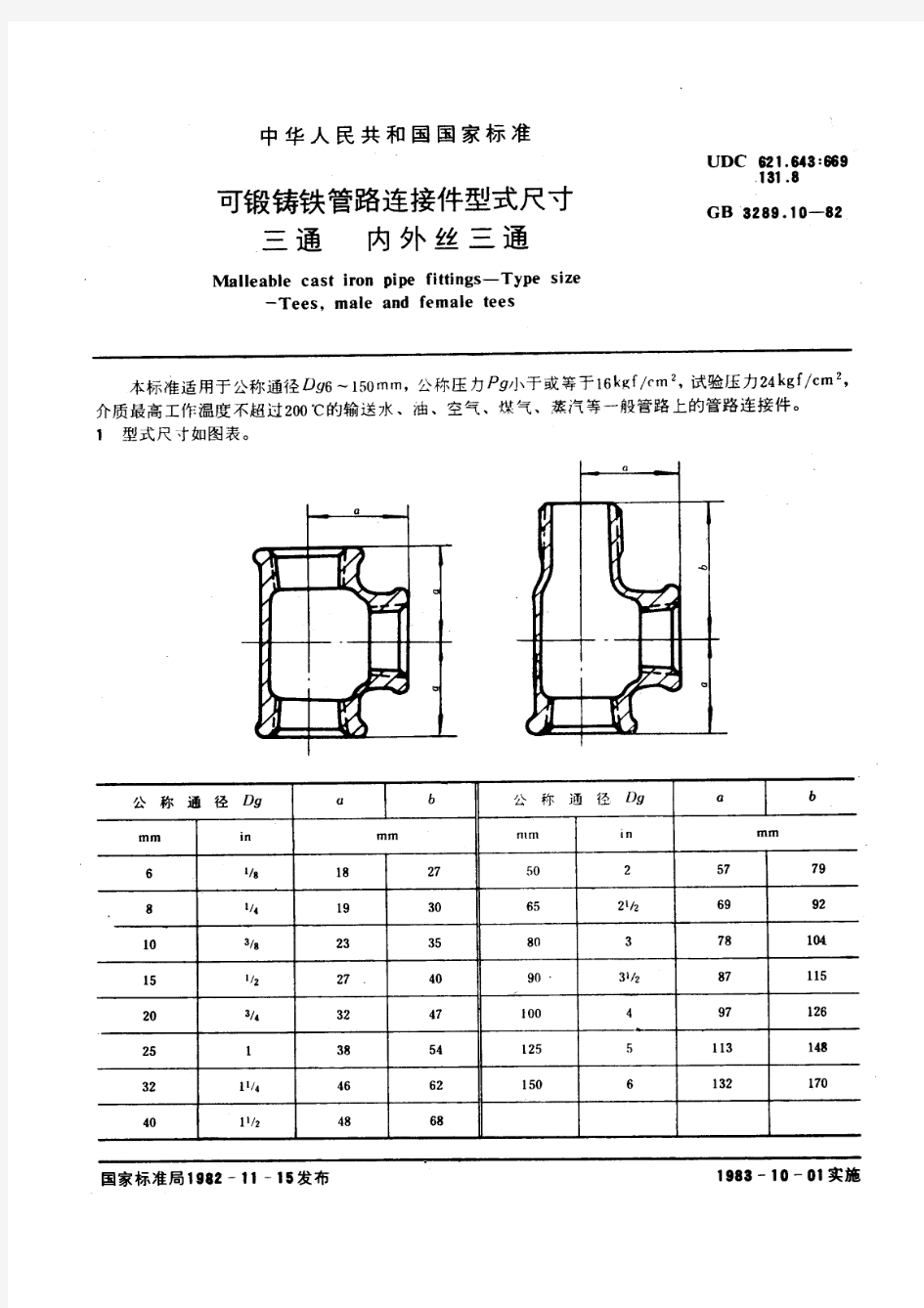
GB 3289.10-82 可锻铸铁管路连接件型式尺寸 三通 内外丝三通
标准下载网(https://www.360docs.net/doc/f710172014.html,)
常用贴片元件封装尺寸图
常用贴片元件封装尺寸图 目录 1 TO-268AA 41 D-7343 2 TO-26 3 D2PAK 42 C-6032 3 TO-263-7 43 B-3528 4 TO-263- 5 44 A-3216 5 TO-263-3 45 SOT883 6 TO-252 DPAK 46 SOT753 7 TO-252-5 47 SOT666 8 TO252-3 48 SOT663 9 2010 49 SOT552-1 10 4020 50 1SOT523 11 0603 51 SOT505-1 12 0805 52 SOT490-SC89 13 01005 53 SOT457 SC74 14 1008 54 SOT428 15 1206 55 SOT416/SC75 16 1210 56 SOT663 SMD 17 1406 57 SOT363 SC706L 18 1812 58 SOT353/sc70 5L 19 1808 59 SOT346/SC59 20 1825 60 SOT343 SMD 21 2010 61 SOT323/SC70-3 SMD 22 2225 62 SOT233 SMD 23 2308 63 SOT-223/TO-261AA SMD 24 2512 64 SOT89/TO243AA SC62 SMD 25 DO-215AB 65 SOT23-8 26 DO-215AA 66 SOT23-6 27 DO-214AC 67 SOT23-5 28 DO-214AB 68 SOT23 29 DO-214AA 69 SOT143/TO253 SMD 30 DO-214 31 DO-213AB 32 DO-213AA 33 SOD123H 34 SOD723 35 SOD523 36 SOD323 37 SOD-123F 38 SOD123 39 SOD110 40 DO-214AC SOD106
给排水管道、附件、设备连接图例
表3.0.1管道图例 序 号 名称图例备注 1 生活给水管 2 热水给水管 3 热水回水管 4 中水给水管 5 循环给水管 6 循环回水管 7 热媒给水管 8 热媒回水管 9 蒸汽管 10 凝结水管 11 废水管可与中水源水 管合用 12 压力废水管 13 通气管 14 污水管 15 压力污水管 16 雨水管 17 压力雨水管 18 膨胀管 19 保温管 20 多孔管 21 地沟管 22 防护套管 23 管道立管X:管道类别L:立管 1:编号 24 伴热管 25 空调凝结水管
26 排水明沟 27 排水暗沟 注:分区管道用加注角标方式表示:如J1、J2、RJ1、RJ2……。 表3.0.2管道附件 序 名称图例备注号 1 套管伸缩器 2 方形伸缩器 3 刚性防水套管 4 柔性防水套管 5 波纹管 6 可曲挠橡胶接 头 7 管道固定支架 8 管道滑动支架 9 立管检查口 10 清扫口 11 通气帽
12 雨水斗 13 排水漏斗 14 圆形地漏通用。如为无水封,地 漏应加存水弯 15 方形地漏 16 自动冲洗水箱 17 挡墩 18 减压孔板 19 Y形除污器 20 毛发聚集器 21 防回流污染止 回阀 22 吸气阀 表3.0.3管道连接 序 名称图例备注 号 1 法兰连接 2 承插连接 3 活接头
4 管堵 5 法兰堵盖 6 弯折管表示管道向后及 向下弯转90° 7 三通连接 8 四通连接 9 盲板 10 管道丁字上接 11 管道丁字下接 12 管道交叉在下方和后面的 管道应断开 表3.0.4管件 序 名称图例备注号 1 偏心异径 管 2 异径管 3 乙字管 4 喇叭口 5 转动接头 6 短管 7 存水弯
常用电子元件封装尺寸规格汇总
常用电子元件封装、尺寸、规格汇总 贴片电阻规格 贴片电阻常见封装有9种,用两种尺寸代码来表示。一种尺寸代码是由4位数字表示的EIA(美国电子工业协会)代码,前两位与后两位分别表示电阻的长与宽,以英寸为单位。我们常说的0603封装就是指英制代码。另一种是米制代码,也由4位数字表示,其单位为毫米。下表列出贴片电阻封装英制和公制的关系及详细的尺寸: 贴片元件的封装 一、零件规格: (a)、零件规格即零件的外形尺寸,SMT发展至今,业界为方便作业,已经形成了一个标准零件系列,各家零件供货商皆是按这一标准制造。标准零件之尺寸规格有英制与公制两种表示方法,如下表英制表示法1206 0805 0603 0402 公制表示法3216 2125 1608 1005含义L:1.2inch(3.2mm)W:0.6inch(1.6mm) L:0.8inch(2.0mm)W:0.5inch(1.25mm) L:0.6inch(1.6mm)W:0.3inch(0.8mm) L:0.4inch(1.0mm)W:0.2inch(0.5mm) 注: a、L(Length):长度;W(Width):宽度;inch:英寸 b、1inch=25.4mm(b)、在(1)中未提及零件的厚度,在这一点上因零件不同而有所差异,在生产时应以实际量测为准。(c)、以上所讲的主要是针对电子产品中用量最大的电阻(排阻)和电容(排容),其它如电感、二极管、晶体管等等因用量较小,且形状也多种多样,在此不作讨论。(d)、SMT发展至今,随着电子产品集成度的不断提高,标准零件逐步向微型化发展,如今最小的标准零件已经到了0201。二、常用元件封装1)电阻:最为常见的有0805、0603两类,不同的是,它可以以排阻的身份出现,四位、八位都有,具体封装样式可参照
各种管道连接方式详细说明
各种管道连接方式详细说明 1管道丝扣连接(镀锌钢管、衬塑镀锌钢管) 1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。 a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。 b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。 2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm 者套丝3次,70mm以上者套丝3-4次为宜。 a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。 b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,按顺序号上好板牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内,留出适当长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板,带上2-3扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机,开机退板,保持丝扣应有锥度。 3 配装管件:根据现场测绘草图将已套好丝扣的管材,配装管件。 a 配装管件时应将所需管件带入管丝扣,试试松紧度(一般用手带入3扣为宜),在丝扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使丝扣外露2-3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。 b 根据配装管件的管径的大小选用适当的管钳 4.管段调直:将已装好管件的管段,在安装前进行调直。 a 在装好管件的管段丝扣处涂铅油,联接两段或数段,联接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。 b 管段联接后,调直前必须按设计图纸核对其管径、预留口方向、变径部位是否正确。 c 管段调直要放在调管架上或调管平台上,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用手锤敲打,边敲打,边观测,直至调直管段无弯曲为止,并在两管段联接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。 d 对于管段联接点处的弯曲过死或直径较大的管道可采用烘炉或气焊加热到600-800℃(火红色)时,放在管架上将管道不停的转动,利用管道自重使其平直,或用木版垫在加热处用锤轻击调直,调直后在冷却前要不停的转动,等温度将到适当时在加热处涂抹机油。 凡是经过加热调直的丝扣,必须标号印记,卸下来重新涂铅油缠麻,再将管段对准印记拧紧。 e 配装好阀门的管段,调直时应先将阀门盖卸下来,将阀门处垫实再敲打,以防震裂阀体。 f 镀锌碳素钢管不允许用加热法调直。 g 管段调直时不允许损坏管段。 2管道法兰连接(需要拆卸、与设备阀门等连接) 2.1 凡管段与管段采用法兰盘联接或管段与法兰阀门连接者,必须按照设计要求和工作压力
cad公差标注方法
Auto CAD标注尺寸公差的方法 Notation methods of the dimension tolerance make used of the Auto CAD 江桂兰熊旭平 (平顶山工业职业技术学院河南平顶山467001) 摘要:零件图中的尺寸公差标注有各种形式,通过实例介绍利用计算机辅助设计CAD技术标注各种尺寸公差的方法 关键词:计算机辅助设计;Auto CAD;尺寸公差 0引言 美国Autodesk公司从1982年12月开始推出计算机辅助设计与绘图软件AutoCAD,从AutoCADR1.0起到目前AutoCAD2007功能日趋完善,深受广大工程技术人员的欢迎。 国家标准GB4458-84《机械制图》对零件图线性尺寸公差的标注式样,规定有3种:公差代号标注、极限公差标注、同时标注公差代号和极限偏差。本文介绍了利用计算机辅助设计与绘图软件(Auto CAD)标出符合国家标准的尺寸公差的方法。 1、标注公差带代号 根据尺寸注法(GB/T4458.4-1984和GB/T16675.2-1996)利用“标注样式管理器”建立正确尺寸标注样式,在此基础上,可用下列方法之一进行标注。 方法一:使用输入尺寸文本标注 在执行线性尺寸标注命令后,从尺寸标注提示 中选择文字(T)输入尺寸文本而替代测量值。 (即%%C20f7)→回车,用光标确定尺寸位置。 方法二:利用“编辑标注”按钮编辑尺寸 在执行线性尺寸标注命令后,调出“编辑标注” 图 1 标注公差带代号命令,从标注编辑类型中选择新建(N),弹出“多行文字编辑器”对话框,在<>符号前输入%%C,符号后输入f7,单击[确定],选择已标注的线性尺寸→回车。 方法三:利用“特性”对话框编辑尺寸 在执行线性尺寸标注命令后,双击已标注的线性尺寸,弹出“特性”对话框,在[文字替代]输入%%C20f7后,关闭“特性”对话框。 方法四:利用“替代当前样式”标注 调出“标注样式管理器”对话框,选择“替代当前样式”,在“主单位选项卡”对话框中[前缀]输入%%C;[后缀]输入f7 。执行线性标注命令标注尺寸。 2、标注极限偏差 方法一:使用输入尺寸文本标注 在执行线性尺寸标注命令后,从尺寸标注提 示中选择多行文字(M),弹出“多行文字编辑 器”对话框,在<>符号前输入%%C,符号后输 入-0.020^-0.041并且选取进行堆叠,单击
SMD贴片元件的封装尺寸
【SMD 贴片元件的封装尺寸】 公制:3216——2012——1608——1005——0603——0402 英制:1206——0805——0603——0402——0201——01005 注意: 0603有公制,英制的区分 公制0603的英制是英制0201, 英制0603的公制是公制1608 还要注意1005与01005的区分, 1005也有公制,英制的区分 英制1005的公制是公制2512 公制1005的英制是英制0402 像在ProtelDXP(Protel2004)及以后版本中已经有SMD 贴片元件的封装库了,如 CC1005-0402:用于贴片电容,公制为1005,英制为0402的封装 CC1310-0504:用于贴片电容,公制为1310,英制为0504的封装 CC1608-0603:用于贴片电容,公制为1608,英制为0603的封装 CR1608-0603:用于贴片电阻,公制为1608,英制为0603的封装,与CC16-8-0603尺寸是一样的,只是方便识别。 【贴片电阻规格、封装、尺寸】 英制 (inch) 公制 (mm) 长(L) (mm) 宽(W) (mm) 高(t) (mm) a (mm) b (mm) 0201 0603 0.60±0.05 0.30±0.05 0.23±0.05 0.10±0.05 0.15±0.05 0402 1005 1.00±0.10 0.50±0.10 0.30±0.10 0.20±0.10 0.25±0.10 0603 1608 1.60±0.15 0.80±0.15 0.40±0.10 0.30±0.20 0.30±0.20 0805 2012 2.00±0.20 1.25±0.15 0.50±0.10 0.40±0.20 0.40±0.20 1206 3216 3.20±0.20 1.60±0.15 0.55±0.10 0.50±0.20 0.50±0.20 1210 3225 3.20±0.20 2.50±0.20 0.55±0.10 0.50±0.20 0.50±0.20 1812 4832 4.50±0.20 3.20±0.20 0.55±0.10 0.50±0.20 0.50±0.20 2010 5025 5.00±0.20 2.50±0.20 0.55±0.10 0.60±0.20 0.60±0.20 2512 6432 6.40±0.20 3.20±0.20 0.55±0.10 0.60±0.20 0.60±0.20 国内贴片电阻的命名方法: 1、5%精度的命名:RS-05K102JT 2、1%精度的命名:RS-05K1002FT R -表示电阻 S -表示功率0402是1/16W 、0603是1/10W 、0805是1/8W 、1206是1/4W 、 1210是 U n R e g i s t e r e d
卡箍连接
卡箍连接 一、概述 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟, 市场也普遍认可,而且得到了国家法规政策的积极引导。 沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。 二、沟槽连接管件简介 沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。 三、沟槽管件连接的优点 1、操作简单
沟槽管件的连接操作是非常简易的,无需特殊的专业技能,普通工人经过简单的培训即可操作。这是因为产品已将大量的精细的技术部分以工厂化方式溶入到了产成品中。一处管件连接仅需几分钟时间,最大限度的简化了现场操作的技术难度,节省工时,从而也稳定了工程质量,提高了工作效率。这也是安装技术发展的总体方向。 而传统的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。 另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。 2、管道原有的特性不受影响 沟槽管件连接,仅在被连接管道外表面用滚槽机挤压出一个沟槽,而不破坏管道内壁结构,这是沟槽管件连接特有的技术优点。如果采用传统的焊接操作,许多内壁做过防腐层的管道都将遭到破坏。因此规范规定镀锌管道,衬塑钢管、钢塑复合管等都不得使用焊接和法兰连接,否则需要二次处理。 3、有利于施工安全 采用沟槽管件连接技术,现场仅需要切割机、滚槽机和钮紧螺栓用的搬手,施工组织方便。而采用焊接和法兰连接,则需要配备复杂的电源电缆、切割机具、焊接机及氧气和乙炔气瓶等,这就给施工组织带来了复杂性,且也存在着漏电和火灾的危险隐患。同时焊接和气割所产生的焊渣,不可避免
工程图标注方法与技巧
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
玛钢管件、沟槽管件价格表大全集合
(单价含17%的增值税专用发票及运费)
斯意诚马钢管件、沟槽管件分类 | 沟槽管件| 玛钢管件| 弯头| 三通| 管箍| 内接| 活结| 补芯| 管帽| 根母|四通| 过管|月弯|内丝弯头|长速接|短速接|刚性接头|挠性接头|90度弯头|三通|沟槽异径三通|螺纹异径三通|正四通|沟槽异径四通|螺纹异径四通|45度弯头|22.5度弯头|11.5度弯头|偏心大小头|螺纹机械四通|沟槽机械四通|沟槽螺纹式机械四通| 马钢管件:弯头、三通、管箍、内接、活结、补芯、管帽、根母、四通、过管|月弯|内丝弯头、长速接、短速接。 沟槽管件:刚性接头、挠性接头、90度弯头、三通、沟槽异径三通、螺纹异径三通、正四通、沟槽异径四通、螺纹异径四通、45度弯头、22.5度弯头、11.5度弯头、偏心大小头、螺纹机械四通、沟槽机械四通、沟槽螺纹式机械四通。 斯意诚全国统一咨询热线:4008241666. 斯意诚马钢管件、沟槽管件简介 马钢管件:可锻铸铁俗称玛钢,马铁.蠕墨铸铁的生产过程是:首先浇注成白口铸铁件,然后经可锻化退火(可锻化退火使渗碳体分解为团絮状石墨)而获得可锻铸铁件. 1.可锻铸铁的化学成分,组织和性能 1)可锻铸铁的化学成分是: wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%. 2)可锻铸铁的组织有二种类型: 铁素体(F)+团絮状状石墨(G);珠光体(P)+团絮状石墨(G). 3)性能 由于可锻铸铁中的石墨呈团絮状,对基体的割裂作用较小,因此它的力学性能比灰铸铁高,塑性和韧性好,但可锻铸铁并不能进行锻压加工.可锻铸铁的基体组织不同,其性能也不一样,其中黑心可锻铸铁具有较高的塑性和韧性,而珠光体可锻铸铁具有较高的强度,硬度和耐磨性. 沟槽管件:沟槽管件是一种新型的钢管连接管件,也叫卡箍连接,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 沟槽管件连接技术也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的先进性,很快被国内市场所接收。从1998年开始研制开发到现在,经过短短几年的开发和应用,已逐渐取代了法兰和焊接的两种传统管道连接方式。不但技术上更显成熟,市场也普遍认可,而且得到了国家法规政策的积极引导。
常用元器件封装尺寸大小
封装形式图片国际统一简称 LDCC LGA LQFP PDIP TO5 TO52 TO71 TO71 TO78 PGA Plastic PIN Grid Array 封装形式图片国际统一简称 TSOP Thin Small OUtline Package QFP Quad Flat Package PQFP 100L QFP Quad Flat Package SOT143 SOT220 Thin Shrink Qutline Package uBGA Micro Ball Grid Array uBGA Micro Ball Grid Array PCDIP
PLCC LQFP LQFP 100L TO8 TO92 TO93 T099 EBGA 680L QFP Quad Flat Package TQFP 100L ZIP Zig-Zag Inline Packa SOT223 SOT223 SOT23 SOT23/SOT323 SOT25/SOT353 SOT26/SOT363 FBGA FDIP SOJ
SBGA LBGA 160L PBGA 217L Plastic Ball Grid Array SBGA 192L TSBGA 680L CLCC SC-705L SDIP SIP Single Inline Package SO Small Outline Package SOP EIAJ TYPE II 14L SSOP 16L SSOP SOJ 32L Flat Pack HSOP28 ITO220 ITO3P TO220 TO247
管道连接方式汇总(完整版)
管道连接方式汇总(完整版) 网络上有几个版本,童话总结最全的版本如下: 1 管道丝扣连接(镀锌钢管、衬塑镀锌钢管) 1 断管:根据现场测绘草图,在选好的管材上画线,按线断管。 a 用砂轮锯断管,应将管材放在砂轮锯卡钳上,对准画线卡牢,进行断管。断管时压手柄用力要均匀,不要用力过猛,断管后要将管口断面的铁膜、毛刺清除干净。 b 用手锯断管,应将管材固定在压力案的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。 2 套丝:将断好的管材,按管径尺寸分次套制丝扣,一般以管径15-32mm者套丝2次,40-50mm 者套丝3次,70mm以上者套丝3-4次为宜。 a 用套丝机套丝,将管材夹在套丝机卡盘上,留出适当长度将卡盘夹紧,对准板套号码,上好板牙,按管径对好刻度的适当位置,紧住固定扳机,将润滑剂管对准丝头,开机推板,待丝扣套到适当长度,轻轻松开扳机。 b 用手工套丝板套丝,先松开固定扳机,将套丝板板盘退到零度,按顺序号上好板牙,把板盘对准所需刻度,拧紧固定扳机,将管材放在压力案压力钳内,留出适当长度卡紧,将套丝板轻轻套入管材,使其松紧适度,而后两手推套丝板,带上2-3扣,再站到侧面扳套丝板,用力要均匀,待丝扣即将套成时,轻轻松开扳机,开机退板,保持丝扣应有锥度。 3 配装管件:根据现场测绘草图将已套好丝扣的管材,配装管件。 a 配装管件时应将所需管件带入管丝扣,试试松紧度(一般用手带入3扣为宜),在丝扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使丝扣外露2-3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。 b 根据配装管件的管径的大小选用适当的管钳 4.管段调直:将已装好管件的管段,在安装前进行调直。 a 在装好管件的管段丝扣处涂铅油,联接两段或数段,联接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。 b 管段联接后,调直前必须按设计图纸核对其管径、预留口方向、变径部位是否正确。 c 管段调直要放在调管架上或调管平台上,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用手锤敲打,边敲打,边观测,直至调直管段无弯曲为止,并在两管段联接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。 d 对于管段联接点处的弯曲过死或直径较大的管道可采用烘炉或气焊加热到600-800℃(火红色)时,放在管架上将管道不停的转动,利用管道自重使其平直,或用木版垫在加热处用锤轻击调直,调直后在冷却前要不停的转动,等温度将到适当时在加热处涂抹机油。 凡是经过加热调直的丝扣,必须标号印记,卸下来重新涂铅油缠麻,再将管段对准印记拧紧。
贴片电阻规格、封装、尺寸
贴片电阻常见封装有9种,用两种尺寸代码来表示。一种尺寸代码是由4位数字表示的EIA(美国电子工业协会)代码,前两位与后两位分别表示电阻的长与宽,以英寸为单位。我们常说的0603封装就是指英制代码。另一种是米制代码,也由4位数字表示,其单位为毫米。下表列出贴片电阻封装英制和公制的关系及详细的尺寸: 贴片元件的封装 一、零件规格: (a)、零件规格即零件的外形尺寸,SMT发展至今,业界为方便作业,已经形成了一个标准零件系列,各家零件供货商皆是按这一标准制造。 标准零件之尺寸规格有英制与公制两种表示方法,如下表 英制表示法1206 0805 0603 0402 公制表示法3216 2125 1608 1005 含义 L:1.2inch(3.2mm)W:0.6inch(1.6mm)
L:0.8inch(2.0mm)W:0.5inch(1.25mm) L:0.6inch(1.6mm)W:0.3inch(0.8mm) L:0.4inch(1.0mm)W:0.2inch(0.5mm) 注: a、L(Length):长度;W(Width):宽度;inch:英寸 b、1inch=25.4mm (b)、在(1)中未提及零件的厚度,在这一点上因零件不同而有所差异,在生产时应以实际量测为准。 (c)、以上所讲的主要是针对电子产品中用量最大的电阻(排阻)和电容(排容),其它如电感、二极管、晶体管等等因用量较小,且形状也多种多样,在此不作讨论。 (d)、SMT发展至今,随着电子产品集成度的不断提高,标准零件逐步向微型化发展,如今最小的标准零件已经到了0201。 二、常用元件封装 1)电阻: 最为常见的有0805、0603两类,不同的是,它可以以排阻的身份出现,四位、八位都有,具体封装样式可参照MD16仿真版,也可以到设计所内部PCB库查询。 注: ABCD四类型的封装形式则为其具体尺寸,标注形式为L X S X H 1210具体尺寸与电解电容B类3528类型相同 0805具体尺寸:2.0 X 1.25 X 0.5(公制表示法) 1206具体尺寸:3.0 X 1.5 0X 0.5(公制表示法) 2)电阻的命名方法 1、5%精度的命名:RS – 05 K 102 JT 2、1%精度的命名:RS – 05 K 1002 FT R -表示电阻 S -表示功率 0402是1/16W、 0603是1/10W、 0805是1/8W、 1206是1/4W、 1210是1/3W、 1812是1/2W、 2010是3/4W、 2512是1W。 05 -表示尺寸(英寸): 02表示0402、 03表示0603、 05表示0805、 06表示1206、 1210表示1210、
常用安装管道及其连接方式
0、一般规定 0.1丝接:一般是大多数金属管材,比如镀锌钢管,DN50以下一般都是螺纹连接,以及阀表仪器等与管道的连接,易于拆换,但承压不高 0.2焊接:就是长输管道或者工厂里面管廊带上的管道,一般都用焊接连接,特点是漏点少,但维修更换必须进行动火,割断,重新焊接连接。另外有一种,是工程塑料如PPR给水管道或低压供气管道,用的是电熔式焊接,也逐渐兴盛起来 0.3法兰:用的十分广泛,可以说各种口径的管道,小到DN15,大到DN2000甚至以上的管道,都可以用法兰连接;实际例子比比皆是,工业上的、城市的热力管道等等,都用的是法兰连接,通常承受的压力是中压、高压、超高压。易于拆换,承压较高 0.4承插:常用的排水管道,一般材质是水泥管、铸铁管/球墨铸铁、塑料管等,都可以用承插连接,承压一般不高,属于重力流的自然管道。当然,暖卫工程上的塑料管(PVE、PPR)等的承插(需要用胶粘接)可以承受一定的压力。 0.5热熔:大多数塑料管材或衬塑复合管材,比如PP-R、PE、PB 0.6粘接:少数塑料管材,比如AGR,PVC,用专用胶粘接 0.7卡凸式/卡压式连接:PAP管,适用于薄壁金属管,比如不锈钢管,通常用于液化气加气装置上,管径可以小到5mm,不大于15mm的不锈钢管道、铜管道,都可以用卡扣连接 0.8沟槽连接,卡箍连接是一种新型的钢管连接方式,也叫沟槽连接件,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。 0.9密封胶圈,雨水HDPE波纹管。 1、给水管道 1.1室外给水管 铸铁管(球墨、灰口),承插连接后铅密封,承压,常用规格DN150,DN80,DN50 钢管(无缝、镀锌),法兰连接、沟槽连接、焊接 1.2室内给水管 PPR管,热熔连接、电熔、可转接头连接 衬塑或钢塑复合管,法兰连接,沟槽连接 焊接钢管,螺纹连接、焊接连接、法兰连接 镀锌焊接钢管,螺纹连接,沟槽连接,法兰连接 PE管,热熔或机械连接 PB管,热熔连接、可转接头连接。
机械制图-尺寸公差标注
第八节尺寸公差与配合注法(GB/T 4458.5-2003) 公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。所以,标注公差与配合是图样中不可缺少的内容。 本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.5-1984《机械制图尺寸公差与配合注法》。 一、基本要求 1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。 2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。 3、尺寸注法要符合GB/T 4458.4-2003《机械制图尺寸注法》的规定。 二、在零件图上的公差注法 (一)线性尺寸公差的注法 在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。 1、标注公差带代号 随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。但缺点是具体的尺寸极限偏差不能直接看出。 (注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。 图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二) 2、标注极限偏差
在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。至于标注极限偏差的具体方法,现说明如下: ①极限偏差数字的高度:GB/T 4458.5-2003仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。 ②极限偏差标注的位置:上偏差应注在基本尺寸数字的右上方,下偏差注在基本尺寸数字的右下方,并且下偏差的数字必须与基本尺寸数字注在同一底线上,如图2-162、图2-163。 图2-162 注写极限偏差的公差注法(一) 图2-163注写极限偏差的公差注法(二) ③在标注极限偏差时,上下偏差的小数点必须对齐,小数点后右端的“0”一般不予注出;如果为了使上、下偏差值的小数点后的位数相同,可以用“0”补齐,如图2-164。 图2-164 极限偏差的注法(一) ④当极限偏差中的某一偏差(上偏差或下偏差)为“零”时,用数字“0”标出,这个“0”为个位数,应与另一偏差(下偏差或上偏差)小数点前的个位数对齐,但“0”前不加符号“+”或“-”,后不加小数点,如图2-165。 图2-165 极限偏差的注法(二) ⑤当公差带相对于基本尺寸对称地配置,即上下偏差的绝对值相同时,极限偏差数字可以只注写一次,并应在极限偏差数字与基本尺寸之间注出符号“±”,且两者数字高度相同,如图2-166。 图2-166 极限偏差的注法(三)
常用贴片元件封装尺寸
常用贴片元件封装 1 电阻: 最为常见的有0201、0402、0805、0603、1206、1210、1812、2010、2512几类 1)贴片电阻的封装与尺寸如下表: 英制(mil) 公制(mm) 长(L)(mm) 宽(W)(mm) 高(t)(mm) 0201 0603 0.60±0.05 0.30±0.05 0.23±0.05 0402 1005 1.00±0.10 0.50±0.10 0.30±0.10 0603 1608 1.60±0.15 0.80±0.15 0.40±0.10 0805 2012 2.00±0.20 1.25±0.15 0.50±0.10 1206 3216 3.20±0.20 1.60±0.15 0.55±0.10 1210 3225 3.20±0.20 2.50±0.20 0.55±0.10 1812 4832 4.50±0.20 3.20±0.20 0.55±0.10 2010 5025 5.00±0.20 2.50±0.20 0.55±0.10 2512 6432 6.40±0.20 3.20±0.20 0.55±0.10 2)贴片电阻的封装、功率与电压关系如下表: 英制(mil)公制(mm)额定功率@ 70°C 最大工作电压(V) 0201 0603 1/20W 25 0402 1005 1/16W 50 0603 1608 1/10W 50 0805 2012 1/8W 150 1206 3216 1/4W 200
1210 3225 1/3W 200 1812 4832 1/2W 200 2010 5025 3/4W 200 2512 6432 1W 200 3)贴片电阻的精度与阻值 贴片电阻阻值误差精度有±1%、±2%、±5%、±10%精度, J -表示精度为5%、 F-表示精度为1%。 T -表示编带包装 阻值范围从0R-100M 2电容: 1)贴片电容可分为无极性和有极性两种,容值范围从0.22pF-100uF 无极性电容下述两类封装最为常见,即0805、0603; 英制尺寸公制尺寸长度宽度厚度 0402 1005 1.00±0.05 0.50±0.05 0.50±0.05 0603 1608 1.60±0.10 0.80±0.10 0.80±0.10 0805 2012 2.00±0.20 1.25±0.20 0.70±0.20 1206 3216 3.20±0.30 1.60±0.20 0.70±0.20 1210 3225 3.20±0.30 2.50±0.30 1.25±0.30 1808 4520 4.50±0.40 2.00±0.20 ≤2.00 1812 4532 4.50±0.40 3.20±0.30 ≤2.50 2225 5763 5.70±0.50 6.30±0.50 ≤2.50 3035 7690 7.60±0.50 9.00±0.05 ≤3.00
沟槽连接管道施工工艺
沟槽连接管道施工工艺公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
沟槽连接管道施工工艺 沟槽连接件是一种新型的钢管连接方式,具有很多优点。自动喷水灭火系统设计规范提出,系统管道的连接应采用沟槽式连接件或丝扣、法兰连接;系统中直径等于或大于100mm的管道,应分段采用法兰或沟槽式连接件连接。现将具体施工方法介绍如下。 一、工艺流程安装准备一滚槽一开孔,安装机械三通、四通一管道安装一系统试压。 二、安装准备 1.检查开孔机、滚槽机、切管机,确保安全使用。 2.材料、工具的准备,包括管材、钢卷尺、扳手、游标卡尺、水平仪、润滑剂、木榔头、脚手架等。 3.按设计要求装好待装管子的支吊架。 三、滚槽1.用切管机将钢管按需要的长度切割,用水平仪检查切口断面,确保切口断面与钢管中轴线垂直。切口如果有毛刺,应用砂轮机打磨光滑。 2.将需要加工沟槽的钢管架设在滚槽机和滚槽机尾架上,用水平仪抄平,使钢管处于水平位置。 3.将钢管加工端断面紧贴滚槽机,使钢管中轴线与滚轮面垂直。 4.缓缓压下。千斤顶,使上压轮贴紧钢管,开动滚槽机,使滚轮转动一周,此时注意观察钢管断面是否仍与滚槽机贴紧,如果未贴紧,应调整管子至水平。如果已贴紧,徐徐压下千斤顶,使上压轮均匀滚压钢管至预定沟槽深度为止。 5.停机,用游标卡尺检查沟槽深度和宽度,确认符合标准要求后,将千斤顶卸荷,取出钢管。 四、开孔。安装机械三通、四通1.在钢管上弹墨线,确定接头支管开孔位置。。 2.将链条开孔机固定于钢管预定开孔位置处。 3.启动电动机,转动手轮,使钻头缓慢靠近钢管,同时在开孔钻头处添加润滑剂,以保护钻头,完成在钢管上开孔。
压力管道管件选择
阀件的安装 3.6.1阀门安装的一般要求 (1)阀门安装位置不应妨碍设备、管道及阀门本身的拆卸和检修。阀门安装高度应方便操作、检修,一般以离操作面1.2~1.5m为宜。操作较频繁的阀门, 当必须安装在距操作面1.8m以上时,应设置操作平台。 (2)安装在操作面以下时,应设置伸长杆。水平管道上的阀门、阀杆最好垂直向上或左右偏45°水平安装,但不宜向下。垂直管道上的阀门、阀杆手轮必须朝着操作巡回线方向安装。有条件时阀门尽可能集中。 (3)直通升降式止回阀只能装在水平管道上。立式升降式止回阀、旋启式止回阀可以装在水平管道上,也可装在介质由下向上流动的垂直管道上。 (4)管道上装螺纹连接的阀门时,在阀门附近一定要装活接头,以便拆卸。 (5)辅助系统管道进入车间应设置切断阀,当车间停车检修时,可与总管切断。这些阀门安装高度较高,应尽可能布置在一起,以便设置操作检修平台。 (6)高压阀门为角阀,且常为二只串联,开启时动力大,必须设置阀架以支承阀门和减少启动应力,其安装高度以0.6-1.2m为宜。 (7)衬里、喷涂及非金属材质阀门本身重量大,强度低,应尽可能做到集中布置,便于阀架设计,即使是单独一个阀门也应固定在阀架上。 (8)水平管路上安装重型阀门时,应考虑在阀门两侧装设支架。 疏水器的一般安装 (1)疏水器应设置在低于设备、管道冷凝水排出口的地方,这样冷凝水不会在设备、管道内积聚,并能及时排出。 (2)螺纹连接的疏水器应设置活接头(疏水阀前后均装),以便于拆装。疏水器前的管道水平敷时,管道要朝疏水方向坡设,并注明这段管道的坡度。其目的是防止系统超负时产生流动不畅或发生水击现象 (3)疏水器一般设置在水平管道上。脉冲式疏水器阀盖向上。钟形浮子式疏水器尽可能设置在室内;设置在室外时,应保温防止冻坏(应根据环境温度而定)。热动力疏水器可设置在水平管道上或垂直管道上(必须由上向下排的垂直管道),也可设在室外。管道材料设计技术规定SH/P23-2005上海化工设计院有限公司二OO五年三月管道材料设计技术规定1、适用范围本设计规定适用于一般化工、石油化工装置的管道及仪表流程图(PID)上所示的管道材料(管子、管件、法兰、垫片、紧固件、阀门)。 材料的选用导则: 1.1.1被选用的材料应满足装置生产全过程配管的各种操作工况,并确保安全连续生产,无事故。 1.1.2被选用的材料应综合考虑其加工工艺性和经济性。 1.1.3新材料和特殊材料的选用须经严格试验与生产论证后方可投入使用。 1.2金属材料选用原则: 1.2.1根据材料的机械性能,物化特性,查阅有关材料手册并以GB150《钢制压力容器》为依据,综合考虑其温度及压力条件的使用状况,进行既经济又合理的选材。 常用管材在工程中的使用温度范围: 1)低碳有缝钢管使用条件:0~200℃低压管线,不宜输送危险性、可燃易爆或有毒的介质。 2)低碳无缝钢管(10、20钢)使用条件:-20~350℃中低压管线。
常用贴片元件封装尺寸图
目录 TO-268AA贴片元件封装形式图片 (3) TO-263 D2PAK封装尺寸图 (4) TO-263-7封装尺寸图 (5) TO-263-5封装尺寸图 (6) TO-263-3封装尺寸图 (7) TO-252 DPAK封装尺寸图 (8) TO-252-5封装尺寸图 (9) TO252-3封装尺寸图 (10) 0201封装尺寸 (11) 0402封装尺寸图片 (12) 0603封装尺寸图 (13) 0805封装尺寸图 (14) 01005封装尺寸图 (15) 1008封装尺寸图 (16) 1206封装尺寸图 (17) 1210封装尺寸图 (18) 1406封装尺寸图 (19) 1812封装尺寸图 (20) 1808封装尺寸图 (21) 1825封装尺寸图 (22) 2010封装尺寸图 (23) 2225封装尺寸图 (24) 2308封装尺寸图 (25) 2512封装尺寸图 (26) DO-215AB封装尺寸图 (27) DO-215AA封装尺寸图 (28) DO-214AC封装尺寸图 (29) DO-214AB封装尺寸图 (30) DO-214AA封装尺寸图 (31) DO-214封装尺寸图 (32) DO-213AB封装尺寸图 (33) DO-213AA封装尺寸图 (34) SOD123H封装图 (35) SOD723封装尺寸图 (36) SOD523封装尺寸图 (37) SOD323封装尺寸图 (38) SOD-123F封装尺寸图 (39) SOD123封装尺寸图 (40) SOD110封装尺寸图 (41) DO-214AC SOD106封装尺寸图 (42) D-7343封装尺寸图 (43)
SMT常见贴片元器件封装类型和尺寸
1、SMT表面封装元器件图示索引(完善)
2、SMT物料基础知识 一. 常用电阻、电容换算: 1.电阻(R): 电阻:定义:导体对电流的阻碍作用就叫导体的电阻。 无方向,用字母R表示,单位是欧姆(Ω),分:欧(Ω)、千欧(KΩ)、兆欧(MΩ)1MΩ=1000KΩ=1000000Ω 1).换算方法: ①.前面两位为有效数字(照写),第三位表示倍数10n次方(即“0”的个数) 103=10*103=10000Ω=10KΩ 471=47*101=470Ω 100=10*100=10Ω 101=10×101=100Ω 120=12×100=12Ω ②.前面三位为有效数字(照写),第四位表示倍数倍数10n次方(即“0”的个数). 1001=100*101=1000Ω=1KΩ 1632=163*102=16300Ω=16.3KΩ 1470=147×100=147Ω 1203=120×103Ω=120KΩ 4702=470×102Ω=47KΩ
2.电容(C): 电容的特性是可以隔直流电压,而通过交流电压。它分为极性和非极性,用C表示。 2.1三种类型:电解电容钽质电容有极性, 贴片电容无极性。 用字母C表示,单位是法(F),毫法(MF),微法(UF),纳法(NF)皮法(PF) 1F=103MF=106UF=109NF=1012PF 2.2换算方法: 前面两位为有效数字(照写),第三位倍数10n次方(即“0”的个数) 104=10*104=100000PF=0.1UF 100=10*100=10PF 473=47×103=47000pF=47nF=0.047uF 103=10×103=10000pF=10nF=0.01uF 104=10×104=100000pF=10nF=0.1uF 221=22×101=220pF 330=33×100=33pF 2.3钽电容: 它用金属钽或者铌做正极,用稀流酸等配液做负极,用钽或铌表面生成的氧化膜做成介质制成,其特点是体积小、容量大、性能稳定、寿命长、绝缘电阻大、温度特性好,用在要求较高的设备中。钽电容表面有字迹表明其方向、容值,通常有一条横线的那边标志钽电容的正极。钽电容规格通常有:A型、B型、C型、P型。 2.4 电容的误差表示 2.4.1常用钽电容代换参照表. 1UF:105、A6、CA6 2.2UF:225 3.3UF:335、AN6、CN6、JN6、CN69 4.7UF:475、JS6 10UF:106、JA7、AA7、GA7 22UF:226、GJ7、AJ7、JJ7 47UF:476 3. 电感(L) 电感的单位:亨(H)、毫享(MH)、微享(μH)、纳享(NH),其中:1H=103MH=106μH=109NH 片状电感 电感量:10NH~1MH 材料:铁氧体绕线型陶瓷叠层