冷连轧生产工艺的进展
收稿日期:2002-12-20
作者简介:王国栋(1942-),男(汉族),辽宁人,教授,轧制技术及连轧自动化国家重点实验室主任,东北大学材料成型与控制工程系主任,博士生导师。
冷连轧生产工艺的进展
王国栋,刘相华,王军生
(东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110004)
摘 要:介绍了现代冷连轧生产线的构成,包括酸洗、冷轧、退火、平整及镀层等工艺和方法。这些生产工艺是生产高质量带钢的重要条件。
关键词:酸洗;冷连轧;退火;平整;生产工艺
中图分类号:TG 335112 文献标识码:A 文章编号:1003-9996(2003)01-0037-05
Progress of production technology for tandem cold strip rolling
WAN G Guo 2dong ,L IU Xiang 2hua ,WAN G J un 2sheng
(The State Key Lab 1of Rolling and Automation of Northeastern University ,Shengyang 110004,China )
Abstract :The composition of modern tandem cold mill is introduced in this paper 1A concrete analysis of the ad 2vanced production processes and ways for pickling ,cold rolling ,annealing ,temper rolling and coating is made 1These technologies are important conditions for high quality cold rolled strip production 1K ey w ords :pickling ;tandem cold rolling ;annealing ;temper rolling ;production technology
1 引言
冷连轧带钢生产包括:酸洗、冷轧、脱脂、
退火、平整、精整、镀涂层等工序,是轧钢领域生产效率最高、自动化控制最完善的生产部门,代表了轧钢技术的最高水平。
当前,我国冷轧带钢生产线的改造与新建已陆续展开。因此,有必要对当前国内外冷连轧先进生产技术进行了解,为新建或改造冷连轧机组
钢进入涂油机后,表面的残留杂质就会被吸附到刀梁上,造成刀梁堵塞,出现涂油不均或分叉,影响涂油质量。
5 使用静电涂油机应注意的问题
使用静电涂油机的过程中必须注意以下问题:
(1)高压值的选用,根据涂油机的涂油刀梁
结构及其与钢板之间的距离,高压值宜在60~80kV 。一般情况下,上涂油选用较低值,下涂
油选用较高值。
(2)涂油量越大,选择的电压值越高。(3)在保证涂油质量的前提下,应尽可能选用较低的电压值。
(4)如涂油刀梁连续出现高压闪烁,则应稍
降低高压值,如高压值降低至60kV 以下仍闪
烁,应停机进行处理。
(5)机组停车后,如不准备在30min 内继续开车,则应取消涂油状态,但加热系统继续工作。
6 结论
(1)采用静电涂油机可大大提高带钢表面的
涂油质量;
(2)静电涂油机的电压、来料的剪切质量和表面清洁程度,对涂油质量有直接影响;
(3)采用静电涂油机可大幅度降低吨钢油耗,减少换辊时间,创造可观的经济效益。
?
73?技术讲座
提供有关的技术信息,从本期开始连载“现代冷连轧生产技术进座”,希望能够对我国冷连轧技术发展起到推进作用。
2 酸洗生产工艺
211 酸洗类型
酸洗的目的是去除热轧原料卷表面氧化铁
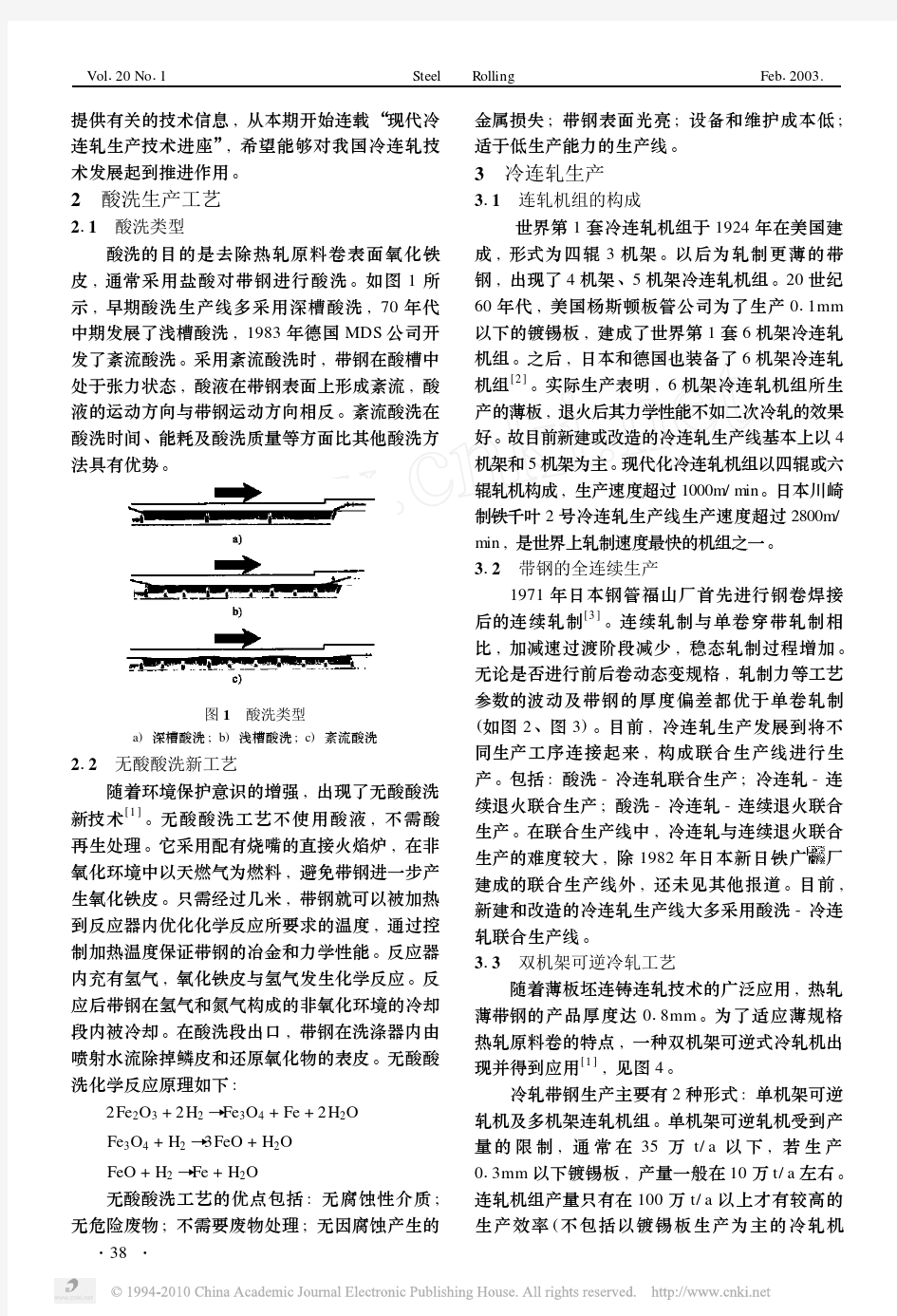
皮,通常采用盐酸对带钢进行酸洗。如图1所示,早期酸洗生产线多采用深槽酸洗,70年代中期发展了浅槽酸洗,1983年德国MDS 公司开发了紊流酸洗。采用紊流酸洗时,带钢在酸槽中处于张力状态,酸液在带钢表面上形成紊流,酸液的运动方向与带钢运动方向相反。紊流酸洗在酸洗时间、能耗及酸洗质量等方面比其他酸洗方
法具有优势。
图1 酸洗类型
a )深槽酸洗;
b )浅槽酸洗;
c )紊流酸洗
212 无酸酸洗新工艺
随着环境保护意识的增强,出现了无酸酸洗新技术[1]。无酸酸洗工艺不使用酸液,不需酸再生处理。它采用配有烧嘴的直接火焰炉,在非氧化环境中以天燃气为燃料,避免带钢进一步产生氧化铁皮。只需经过几米,带钢就可以被加热到反应器内优化化学反应所要求的温度,通过控制加热温度保证带钢的冶金和力学性能。反应器内充有氢气,氧化铁皮与氢气发生化学反应。反应后带钢在氢气和氮气构成的非氧化环境的冷却段内被冷却。在酸洗段出口,带钢在洗涤器内由喷射水流除掉鳞皮和还原氧化物的表皮。无酸酸洗化学反应原理如下:
2Fe 2O 3+2H 2→Fe 3O 4+Fe +2H 2O Fe 3O 4+H 2→3FeO +H 2O FeO +H 2→Fe +H 2O
无酸酸洗工艺的优点包括:无腐蚀性介质;无危险废物;不需要废物处理;无因腐蚀产生的金属损失;带钢表面光亮;设备和维护成本低;适于低生产能力的生产线。
3 冷连轧生产
311 连轧机组的构成
世界第1套冷连轧机组于1924年在美国建成,形式为四辊3机架。以后为轧制更薄的带钢,出现了4机架、5机架冷连轧机组。20世纪60年代,美国杨斯顿板管公司为了生产011mm
以下的镀锡板,建成了世界第1套6机架冷连轧机组。之后,日本和德国也装备了6机架冷连轧机组[2]。实际生产表明,6机架冷连轧机组所生产的薄板,退火后其力学性能不如二次冷轧的效果好。故目前新建或改造的冷连轧生产线基本上以4机架和5机架为主。现代化冷连轧机组以四辊或六辊轧机构成,生产速度超过1000m/min 。日本川崎制铁千叶2号冷连轧生产线生产速度超过2800m/min ,是世界上轧制速度最快的机组之一。312 带钢的全连续生产
1971年日本钢管福山厂首先进行钢卷焊接
后的连续轧制[3]。连续轧制与单卷穿带轧制相比,加减速过渡阶段减少,稳态轧制过程增加。无论是否进行前后卷动态变规格,轧制力等工艺参数的波动及带钢的厚度偏差都优于单卷轧制(如图2、图3)。目前,冷连轧生产发展到将不同生产工序连接起来,构成联合生产线进行生产。包括:酸洗-冷连轧联合生产;冷连轧-连续退火联合生产;酸洗-冷连轧-连续退火联合生产。在联合生产线中,冷连轧与连续退火联合生产的难度较大,除1982年日本新日铁广 厂建成的联合生产线外,还未见其他报道。目前,新建和改造的冷连轧生产线大多采用酸洗-冷连轧联合生产线。313 双机架可逆冷轧工艺
随着薄板坯连铸连轧技术的广泛应用,热轧薄带钢的产品厚度达018mm 。为了适应薄规格热轧原料卷的特点,一种双机架可逆式冷轧机出现并得到应用[1],见图4。
冷轧带钢生产主要有2种形式:单机架可逆轧机及多机架连轧机组。单机架可逆轧机受到产量的限制,通常在35万t/a 以下,若生产013mm 以下镀锡板,产量一般在10万t/a 左右。连轧机组产量只有在100万t/a 以上才有较高的生产效率(不包括以镀锡板生产为主的冷轧机
?
83?Vol 120No 11 Steel Rolling Feb 12003.
图2
单卷穿带冷连轧生产工艺参数变化
图3 全连续冷连轧生产工艺参数变化
图4 双机架可逆冷轧机
组)。而双机架可逆冷轧机可以填补两者之间的空缺,适于薄板坯连铸连轧生产线产品的冷轧生产。双机架可逆冷轧机用于生产薄规格冷轧板和镀锡板,最大产量可达100万t/a ,最大生产速
?
93?第20卷?第1期 轧 钢 2003年2月
度可达1600m/min。双机架可逆冷轧机生产灵活,可以进行2、4、6道次轧制,可以兼用冷轧机和平整机,既可保证产量,又可实现多品种、多规格、小批量生产。与单机架可逆冷轧机和连轧机组相比,双机架冷轧从产量、设备投资、生产成本等综合指标上均具有较强的市场竞争优势。
4 退火
带钢冷轧过程中会发生加工硬化,为消除加工硬化需对冷轧后的带钢进行退火处理。退火有2种方式:罩式炉退火和连续退火。
411 罩式炉退火
罩式炉退火时,以几个钢卷为一垛,各板卷间用通气垫板相隔,退火时加热内罩和外罩,用煤气或电加热带钢。退火时,通常采用纯氢气做保护气体。利用罩式炉退火时,带钢以成卷方式进行加热,带钢的加热、冷却及保温时间很容易被控制。对于有特殊性能要求带钢的热处理,罩式炉具有优势,这尤其表现在深冲性能带钢的热处理方面。为了提高带钢表面质量,使用罩式炉退火前需对轧后带钢进行脱脂清洗处理,去除冷轧带钢表面残留的乳化液。
412 连续退火
采用连续退火时,冷轧带钢经碱洗、电解清洗、冲洗、烘干后,连续地通过退火炉,在炉内保护气氛下,快速加热到带钢再结晶温度以上,完成金属再结晶过程,然后缓冷、急冷,出炉后进行卷取。连续退火与罩式炉退火相比,金属再结晶过程快、晶粒细化,带钢强度、硬度高,具有生产能力高、能耗少、生产成本低等优点。另外,连续退火时带钢是在张力条件下进行,带钢的板形质量较罩式退火炉好。因此连续退火是退火发展的方向。但是,连续退火设备多、技术复杂、投资巨大,几百米长带钢在连续退火时发生问题很难处理,不适于小批量、多品种带钢的生产。因此,面对市场对冷轧带钢多样化的需求,综合考虑带钢品种、性能、生产能力、生产成本及生产灵活性等方面的特点,在今后相当长时间内,罩式炉退火和连续退火两种方式将并存发展。413 感应加热连续退火
感应加热连续退火不同于以燃气加热为特征的连续退火,它通过感应加热方式使带钢由内部开始迅速升温,从而减少了退火时间,同时使退火生产线更加紧凑。感应加热连续退火过程中带钢加热被分成纵向感应和横向感应2部分,可以针对带钢的品种、规格,灵活方便地优化退火工艺[4]。感应加热连续退火过程如图5所示
。
图5 感应加热连续退火生产线
1-开卷机;2-夹送辊;3-对流加热炉;4-冷却板;5-密闭槽;
6-感应炉;7-温度测量点;8-带钢打标机;9-带钢后处理;10-卷取机
带钢在最高温度可达750℃的高温对流炉中
预加热后,经转向辊通过充满惰性保护气体的密
闭槽,槽中有张力辊使带钢受到一定的张力作
用,同时对带钢进行对中控制。带钢由密闭槽出
来后进入密闭的感应炉加热,完成快速再结晶过
程,然后通过垂直布置的冷却区冷却。
5 平整
退火后带钢以1%~5%小压下率进行冷轧
的过程称为平整。近年来随着超低碳汽车用深冲
钢板和镀锡板等产品的增加及对带钢质量要求的
提高,对平整处理的要求也越来越高。平整作用
包括:
(1)使带钢具有良好的板形和较高的表面质
量;
(2)改变平整压下率,可以使带钢的力学性
能在一定范围内变化,以适应不同用途的要求;
(3)对于深冲用钢板,经小压下率平整后能
消除或减少屈服平台。
?
4
?
Vol120No11 Steel Rolling Feb12003.
表1 在线平整轧制要求的功能
项 目
目 的内 容
要求功能
冷轧板镀锡板不锈钢板
产品质量
产品质量稳定
确保带钢的力学性能、表面状态稳定高精度的延伸率控制轧辊粗糙度稳定○○○产品缺陷的防
止
避免焊接点的缺陷防止异物轧入的措施焊接点处的最佳压下控制配备不洁物清除装置○
○○◎○◎稳定作业
防止绞入、破断等事故防止蛇行保证板形稳定操作的高度控制
轧机左右压下的平衡控制轧机控制的高速响应○◎○◎○
-提高生产率
减少停车时间
减少换辊频率快速换辊
轧辊凸度一致在线换辊装置
○◎
○◎
--
◎:特别重要 ○:重要
平整有干平整和湿平整2种方式。干平整可避免乳化液对带钢表面缺陷检查的干扰,提高带钢的表面质量。另外,干平整可用小延伸率获得具有良好力学性能的产品。但干平整轧制力大,轧辊磨损大。湿平整则具有高延伸率、轧辊磨损小、使用寿命长等优点。
平整轧机有单机架平整和双机架平整。不同产品平整轧制的要求不同。以冷轧板、镀锡板及不锈钢板退火后平整轧制为例,其要求见表1。为达到平整的要求,平整机应满足下列要求:
(1)为稳定控制钢板的表面光洁度、板形和延伸率,平整轧机的工作辊通常采用Φ300mm 以上的大辊径。
(2)当材质、板宽、压下率等因素变化时,轧制力也会发生变化,因此,轧机要具有弯辊补偿的控制能力。同时,要结合轧辊的初始凸度,
使换辊频率最小化。
(3)除了有防止中间浪、边浪等单纯延伸的控制能力外,还要有由局部延伸造成的复合板形的控制手段,以保证带钢的板形。
(4)要有高速响应控制系统,以适应焊接部位通过轧机时轧制条件的变化。
(5)为了防止异物咬入和保证轧辊清洁,必须在轧机上安装清除装置,同时,希望轧机的轧辊少、形式简单。
对于镀锡原板等产品而言,由于其带钢变形抗力较大且成品带钢的厚度较小,可以将冷连轧过程中一部分带钢的压下率由退火后平整轧制来完成。此时,带钢平整轧制的压下率可达到20%~50%,这种情况下的平整轧制称为二次冷轧DR (Double Reducing )。图6表示冷轧后,镀锡板生产工艺流程
。
6 总结
目前,冷连轧生产正朝着生产灵活化、产品专业化、工艺连续化、控制自动化的方向发展。提高产品质量,减少能源消耗是其中最重要的内容。对于将要新建或改造的冷连轧生产线,应根据生产定位选择适合的生产方式,以获得最大的投入产出比。
参考文献:
[1]Danieli Open Week Book 111,2000.
[2]岸田 朗,手柴东光ほか1极薄用冷间压延机の完全连续
化[J ]1川崎制铁技报,1995,17(2):154-1601
[3]镰田正诚1板带连续轧制[M ]1李伏桃,等译1北京:冶
金工业出版社,20021
[4]Wolfgang Bleck ,Fritz Bruhl.Christian Lesch 1Inductive heat 2
ing for the recrystallization of cold rolled steel strip [J ]1MPT International ,2001,(6):70-761
?
14?第20卷?第1期 轧 钢 2003年2月
生产工艺流程简述
生产工艺流程简述 清棉工序 1.主要任务:(1)将紧压的原纤维松解成较小的纤维块或纤维束,以利混合、除杂作用的顺利进行;(2)清除原纤维中的大部分杂质、疵点及不宜纺纱的短纤维。(3)将不同批次的纤维进行充分而均匀地混和,以利棉纱质量的稳定。(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉纤维卷。 梳棉工序 1.主要任务 (1)分梳:将纤维分解成单纤维状态,改善纤维伸直平行状态。(2)混合:使纤维进一步充分均匀混合。(4)成条:制成符合要求的棉条。 精梳工序 主要任务: 1.除杂:清除纤维中细小的纤维疵点。 2.梳理:进一步分离纤维,排除一定长度以下的短纤维,提高纤维的长度整齐度和伸直度。 3.牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。 4.成条:制成符合要求的棉条。
并条工序 主要任务 1.并合:一般用6-8根纤维条进行并合,改善棉条长片段不匀。2.牵伸:把纤维条拉长抽细到规定重量,并进一步提高纤维的伸直平行程度。3.混合:利用并合与牵扯伸,使纤维进一步均匀混合,不同唛头、不同工艺处理的纤维条,在并条机上进行混和。4.成条:做成圈条成型良好的熟条,有规则地盘放在棉条桶内,供后工序使用。 粗纱工序 主要任务: 1.牵伸:将熟条均匀地拉长抽细,并使纤维进一步伸直平行。2.加捻:将牵伸后的须条加以适当的捻回,使纱条具有一定的强力,以利粗纱卷绕和细纱机上的退绕。 细纱工序 主要任务: 1.牵伸:将粗纱拉细到所需细度,使纤维伸直平行。 2.加捻:将须条加以捻回,成为具有一定捻度、一定强力的细纱。3.卷绕:将加捻后的细纱卷绕在筒管上。4.成型:制成一定大小和形状的管纱,便于搬运及后工序加工。
1-丁烯生产工艺进展 鲁红辉
1-丁烯生产工艺进展鲁红辉 摘要:1-丁烯产品主要的生产具有广阔的发展空间。介绍了1-丁烯的来源及国内外生产工艺现状,通过对1-丁烯工艺方案的对比并结合我国1-丁烯生产情况对炼油厂建设1-丁烯装置提出了建议。 关键词:1一丁烯;碳四;生产技术; 1-丁烯是重要的化工原料,来源于乙烯装置及炼厂催化裂解装置副产碳四馏分和乙烯二聚。目前,碳四烃的利用包括燃料和化工两个方面。我国碳四烃的化工利用率不足3%,1-丁烯大部分作为燃料烧掉。1-丁烯的深加工对化工厂原料平衡具有重要作用,具有发展前景的是1-丁烯齐聚和均聚产品,包括聚1-丁烯、异辛烯及十二碳烯。另外,1-丁烯脱氢生产丁二烯、异构生产异丁烯及氧化制顺酐是其他应用的重要途径[1]。 1 1-丁烯的来源 1-丁烯没有天然的来源,可通过多种烃加工工艺而获得。目前工业生产中的1-丁烯主要来自于混合碳四分离方法、化学合成方法和异构化及分离技术。 1.1 混合碳四分离方法 目前各生产装置普遍利用萃取或化学反应的方法将混合碳四中的丁二烯、异丁烯脱除,再利用超精密精馏将1-丁烯之外的碳四馏分分离掉,得到高纯度的1-丁烯产品,故1-丁烯分离技术路线的选择是生产高纯度1-丁烯产品关键。 1.2 化学合成方法 化学合成方法即乙烯二聚法,化学反应的原理是在Zegler-Netta催化剂的作用下,利用裂解乙烯通过二聚反应制备1-丁烯,此种方法的化学反应方程式为:主反应:C2H4 + C2H4 ——C4H8 副反应:C4H8 + C2H4 ——C6H12 1.3 异构化及分离技术 目前比较成熟的将2-丁烯转化为1-丁烯的技术有美国Lummus公司开发的共聚单体生产技术(CPT)、中石化上海石油化工研究院开发的碳四异构化技术,这两种技术都实现了工业化生产[2]。 美国Lummus公司共聚单体生产技术可以生产1-丁烯,其工艺原理如下:煤基混合碳四中的2-丁烯通过异构化及分离技术生产1-丁烯。 Lummus公司共聚单体生产技术工艺流程示意图如图1所示。混合碳四首先脱除二甲醚和碳五重组分,吸附脱除氧化物,再通过选择性加氢去除1,3-丁二烯,送入催化精馏单元脱除异丁烯和异丁烷;脱除后的物料送入丁烯精馏系统,在丁烯精馏系统中分离出1-丁烯(聚合级)、2-丁烯和丁烷;2-丁烯送入异构化单元,通过异构化转化为1-丁烯,再送回丁烯精馏系统分离出1-丁烯。 2 国内外1-丁烯分离工艺 2.1 德国Kruup Uhde技术 该技术以吗啉和N-甲基吗啡混合物作为萃取剂进行萃取,其特点是对丁烯的选择性高,溶解性较好,产品收率可达到95%。目前,已在国内3套甲乙酮装置中应用,效果较好。该方法流程简单,设备台数少,有热油作加热介质,空冷器作冷却设备,能耗较低。 2.2 日本瑞翁(Zeon)工艺 又称GPD工艺。该工艺处理的原料通常指从石脑油蒸汽裂解副产物碳四分馏
浅谈对化学工程中化工生产工艺的研究
浅谈对化学工程中化工生产工艺的研究 发表时间:2019-02-18T15:55:49.943Z 来源:《科技新时代》2018年12期作者:刘凤[导读] 在化工企业生产的过程中,为了保证原材料进行充分的化学反应、降低原材料的使用量,通常都会在进行生产之前进行原材料的预处理。 山东省潍坊钰祥安全技术服务有限公司现今,化学工业除了包括石油精炼、金属材料制造、食品加工和催化制造等化工制造外,还包括了一些生物工程、生物制药和相关的纳米技术等,这些化学工业对自然环境危害严重。近些年来,虽然我国的化学工程中化学生产工艺的发展一直处于起步阶段,但相关人员需要不断加强对化学工程种化工生产工艺的研究,以降低化工生产过程对环境的污染率。? 一、化工生产工艺流程分析? (一)原材料预处理。在化工企业生产的过程中,为了保证原材料进行充分的化学反应、降低原材料的使用量,通常都会在进行生产之前进行原材料的预处理。现今,在化工生产过程中对原材料进行预处理的方法很多,根据原材料的状态可以将原材料分成三大类:第一,固体原材料预处理。对化工生产中会采用溶解、粉碎和混合等程序对一些固体原材料进行预处理;第二,液态原材料预处理。液态原材料预处理上通常为过滤、预热蒸发;第三,气体原材料预处理。气体原材料预处理主要为净化、加温或加压。? (二)各步化学反应控制。化学反应是化工生产中重要环节,其反应情况直接决定了化工产品的质量,这就要求企业必须基于相关生产规范对各部化学反予以严格控制。从实际来看,化工生产中所涉及反应种类众多,并且不少反应发生条件相互矛盾,为了确保化工产品质量企业必须对各步化学反应进行准确控制。所以,在进行化工生产过程中,相关人员需要在准确掌握产品生产所涉及到化学反应的基础上,分析出化学反应将会用到的仪器设备、反应条件等,然后再根据原材料化学反应不同环节制定出合理的保障措施和控制措施。此外,还需要时刻监控化学反应过程的过程,进而使化学反应得到有效控制。? (三)分离产物与精制。通过前面所进行的各项准备以及化学反应后,就可得到初步产物。然而这离预期想要获得的产物还相差甚远。因此,还需要对产物进行分离与精制。产物的分离提纯与最终的化学产物的产率有很紧密的联系,而且还可以为化工企业带来一定的经济收益。例如,产物进行分离之后,先不要马上将分离出来的杂质弃掉,因为这部分杂质经过加工还可以重复利用,变废为宝,既可以保护环境,又可以降低企业的投入成本。此外,为保证材料的产出率,还要选择合适的化工生产设备,进而提高化工企业的生产效益。? 二、化工生产行业的发展现状? (一)化工成产效率较低。随着人们生活水平的提高,传统的化工生产工艺已经无法最大限度地满足人们的日常需要了,这主要是由于化工生产工艺本身的缺陷造成的。化工生产工艺是将理论的化学反应放大应用在实际生产过程中,因此在具体工艺中会遇到很多问题。例如,在我国进行化学肥料生产的过程中一般都会控制肥料生产的温度和湿度的稳定性,进而来保证化肥生产的质量,但在实际的原材料反应过程中如果反应器皿不合理,很容易就会使化学反应的温度达不到所需温度需要,使得原材料反应不充分,产生很多废气。此外,如果化学实验室的各项指标不合格,也会影响肥料生产的质量,影响着人们的生活。? (二)对环境造成重大污染。化工行业是目前当今世界最主要的污染源之一。首先,化工生产过程中会产生很多的废水。如果废气和固体废弃物,不加以合理处理就直接排放到水源里,那么对当地的地下水生态系统造成的后果将不堪设想;其次,化工行业在生产大量日常生活品为人们带来便利的同时,也带来了大量的生活垃圾。这些生产日常用品所产生的垃圾都是一些高分子的化学材料,增加了材料处理的困难性。例如,将这些垃圾如果直接进行填埋的话,由于材料是高分子材料,很难被降解利用,给土壤造成了严重的污染。化工生产过程中产生的垃圾,不仅污染土壤和水质,还会对空气造成严重的影响。例如,一些化工实验还会产生大量的二氧化碳、二氧化硫等,严重影响人们的健康。? 三、化工行业的改进措施? (一)产品生产过程的改进措施。首先,化工企业可以通过优化化工反应结构,来实现降低我国化工生产污染率的目的。反应条件是化工生产中尤为重要的环节,对化工生产成果的质量起到至关重要的影响作用,所以,在生产过程中要重视催化剂的反应作用,严格按照操作規程合理安排,以提高生产效益;其次,改进生产工艺。企业可以通过调整原材料化学反应的参数和条件,提高化工的生产效率。此外,还可以使用一些新的工艺,通过最少的生产原材料,生产出对环境没有危害的产物,以实现生产工艺的绿色化。? (二)建立完善的废料处理体系。化工企业可以通过建立完善的废料处理体系,将日常化工生产中所排放的废弃、废水及固体废弃物放置于统一化的区域之中,实现环境保护和废料处理的高效结合,为降低我国化工生产污染奠定重要基础。此外,还要对所排放的废弃物进行规范化和系统化的处理,可以将废弃物放置于统一的运作体系之中,以化学综合为主要方式,通过化学反应将重度污染源中的沉淀物质进行分离,减低环境污染程度。? 研究化学工程中的化工生产工艺是提升工业质量的重要途径,所以,相关人员需要研究和处理化工成产过程中存在的问题,提升生产质量和效率,有效解决化工生产对环境的危害。现在我们需要做的就是开拓视野、勇敢创新、加强对传统工艺的研究、改善传统工艺,进而保证化工行业的健康、有序发展。
年产四万吨苯酐生产工艺设计[1]
年产四万吨苯酐生产工艺设计 李健 (安徽工程大学机电学院,芜湖,241000) 摘要 本次设计产品的为苯酐。目前生产工艺有萘或邻二甲苯以及萘和邻二甲苯混合原料的固定床氧化工艺和萘流化床氧化工艺。 该设计的苯酐生产艺是以邻二甲苯为原料,经气化后与空气混合进入反应器催化氧化生成粗苯酐,气体粗苯酐在切换冷凝器冷凝收集,再经预处理后送入精馏塔精馏,得到产品。该工艺流程主要包括氧化反应、冷凝回收、精馏、产品包装和废液尾气处理。 工艺设计内容包括:工艺流程设计、物料衡算、能量衡算、精馏塔设计工艺计算以及生产装置中其他设备的选择等。 图纸包括生产流程图、工厂布置图以及塔设备结构图。 关键词:邻二甲苯、苯酐、工艺设计 -1-
Process design for producing 40000 tons of PA per year Li Jian (Anhui Polytechnic university of Electrical and Mechanical College,Wuhu,Zip:241000) Abstract The design of the product is phthalic anhydride. The current PA design is Fixed Fluidized Bed Design based on anhydride or OX,as well as the mixture of anhydrideand OX,and the naphthalene fluidized bed. This thesis is intended to take the O-xylene as its raw materials and get it gasified,and then enter catalytic reactor,mixing with air,to catalyze phthalic anhydride. The unrefined PA gas would first be gathered in condenser,finally be refined in fractionating tower after Processing.The process includes oxidation,condensation recovery,distillation,packaging and waste gas treatment. Process design include:process design, material balance,energy balance,chemical engineering process calculations and other equipment, plant selection. Blueprints include production flow chart,factory layout plan,the blueprint of structure of the rectifier. Key words: O-xylene, PA, process design -2-
电视机生产工艺流程设计
第1章工艺文件 一、工艺工作: 1、工艺工作的重要性 一个工业企业如果没有工艺工作,没有一个合理的工艺工作程序,就很难想像会搞出高质量、高水平的产品来,企业的管理必然混乱。工艺工作在电子工业中占有重要位置。 工艺文件在电子企业部门必备的一种技术资料。他是加工、装配检验的技术依据,是生产路线、计划、调度、原材料准备、劳动力组织、定额管理、工模具管理、、质量管理等的主要依据和前提。只有建立一套完整的、合理而行之有效的工艺工作程序和工艺文件体系,才能保证实现企业的优质、高效、低消耗的安全生产,才能使企业获得最佳的经济效益。 2、工艺工作的程序 在工业企业中,最基础的工作是产品的生产和生产技术管理工作。在一个企业中,把原材料制成零件,把零件组装成部件、整件,是一项很复杂的工作,必须通过一种计划的形式来组织和指导。为了使生产活动有秩序按计划进行,各企业应有一个符合本企业客观规律的工作程序。 典型的工艺工作程序框图如附录: 3、工艺工作程序的说明: a.工艺性调研和访问用户由主管工艺人员参加新产品的设计调研和老用户访问工作,了解国内外同类产品的性能指标一用户对该产品的意见和要求. b.参加新产品设计方案的讨论和老产品改进设计方案的讨论针对产品的结构、性能、精度的特点和企业的计算水平、设备条件等进行工艺分析,提出改进产品的意见. c.审查产品设计的工艺性由有关工艺人员对产品设计图样进行工艺性审查,提出工艺性审查意见书. d.编织工艺方案工艺方案是工艺计算准备工作的重要指导性文件,由主管工艺人员负责编写. 编制工艺方案的一句是:1产品图纸(技术条件)和产品标准及其他有关技术文件. 2 有关领导和科室的意见 3产品的生产批量和周期 4有关工艺资料,如企业的设备条件、工人计算等级和技术水平等. 5企业现有工艺技术水平和国内外同类产品的新工艺新技术成就. 工艺方案的一般内容是:1.根据产品的生产特性、生产类型,规定工艺文件的种类,并规定工装系数 2专用设备、工装的量刃刀的购置、改进和意见. 3提出关键工艺实验项目的新工艺、新材料在本产品上的实施意见,进行必要的技术经济分析. 4提出外购件和外协件项目 5根据产品的企业具体情况,提出生产组织和设备的调
金都尔的生产工艺及研究进展
金都尔的生产工艺及研究进展 精异丙甲草胺,是一种高效、低毒、低残留的选择性芽前除草剂。 当前我国仍以异丙甲草胺生产为主,其中S构型的异丙甲草胺具有除草活性,而R构型的异丙甲草胺没有除草活性,因此有50%的R构型异丙甲草胺既没有药效,还被释放到环境中,不但造成了对环境的污染,而且也增加了原料的投入。相同的使用剂量下,精异丙甲草胺的活性是异丙甲草胺的1.4~1.7倍。精异丙甲草胺S体含量为80%~100%,R体含量为0%~20%。先正达公司生产的精异丙甲草胺(金都尔)S体含量可达96%。 2.1 异丙甲草胺生产方法 2.1.1 制备方法一… 2.1.2 制备方法二… 表2.1 异丙甲草胺原料消耗定额表 2.1.3 制备方法三 以2-乙基-6-甲基苯胺为起始原料,与甲氧基丙酮(简称酮醚)缩合生成亚胺;然后经手性催化加氢合成手性中间体-胺醚,最后胺醚与氯乙酰氯反应生成精异丙甲草胺。其反应原理如下: 亚胺合成: … 胺醚合成: ‘’ 精异丙甲草胺合成: …
异丙甲草胺的生产如下图所示: … 表2.1 异丙甲草胺生产流程图 2.2 金都尔的合成技术进展 张玉瑞等介绍了以丙二醇甲醚、苯胺(MEA)、氯乙酰氯、氢气等为原料,经精馏、脱氢、加氢烷基化、酰化、脱溶等工序制备异丙甲胺原药,主含量≥97%,水分≤0.3%。其创新点在于采用国产普通原料,采用3种专用催化剂及制备方法。但合成的是混合体的异丙甲草胺。 目前,精异丙甲草胺(金都尔)的合成研究主要方法有以下3种: 2.2.1 拆分法 拆分的原理是对N-(2-甲基-6-乙基苯基)丙氨酸酯进行化学或酶动力学拆分,再进行还原、酰基化、甲基化等得到S-异丙甲草胺。吉林大学研究采用了全新设计的生物催化酶方法制备高旋光纯S-异丙甲草胺,所合成的S-异丙甲草胺,具有收率高、产品质量好和三废少等优点。 2.2.2 手性原料合成法… 2.2.3 亚胺的不对称加氢合成法… 内容摘自六鉴网(https://www.360docs.net/doc/ec5630887.html,)发布《金都尔技术与市场调研报告》。
苯酐生产工艺
方法一 其制备方法是由萘或邻二甲苯催化氧化,现在国内大部分已采用邻二甲苯氧化[1],现分述如下。 (1)萘氧化法 有沸腾床和固定床法,国内主要采用沸腾床。其工艺是:将热空气送入装有钒催化剂(V2O5)的沸腾床氧化器中升温至300~340℃,将催化剂活化数小时,然后将空气送入氧化器,将熔化的萘喷入氧化器催化层中,反应温度360~380℃,反应后产生的苯酐气体经沸腾床顶部的过滤管滤去催化剂后,经过冷凝器多级冷凝,尾气再经水喷淋塔吸收,将热机油送人热熔冷凝器的翅片管中,苯酐熔成液体,流入储槽即为粗品,分别用浓硫酸处理,碳酸钠中和,然后精馏得成品。 (2)邻二甲苯氧化法 本法分固定床法和沸腾床法(流化床法)。 ①流化床法以钒一钾一锑的氧化物为活性组分,以扩孔硅胶为载体,制成粉状催化剂,在流化床内进行氧化反应,邻二甲苯与空气在气化器内混合后进入流化床反应器,反应温度365~380℃下进行。 ②固定床法以五氧化二钒为主的钒系催化剂,在列管式固定床进行。将过滤后的无尘空气经压缩、预热与气化的邻二甲苯蒸气混合后进人反应器,在400~460℃进行氧化反应,进料空速2000~3000h-1,空气中的邻二甲苯浓度40~60g/m2,反应热由管外循环熔盐带出。反应产物进入蒸气发生器,被冷却的反应气经进一步冷却回收粗苯酐,尾气经水洗回收顺丁烯二酸酐,粗苯酐经减压粗馏,塔顶分馏出低沸点的顺丁烯二酸酐等,塔底物料再真空精馏,得到苯酐成品。 方法二 目前在工业生产中有两种苯酐原料路线,即邻二甲苯法(简称邻法)和萘法。生产工艺有三种:固定床氧化法、流化床气相氧化法和液相法。世界苯酐生产中以邻法固定床氧化技术为主,大约占苯酐生产总能力的80%以上。1.邻二甲苯氧化法一般采用以五氧化二钒为主的钒系催化剂进行邻二甲苯的气相氧化,反应器多数为列管式固定床。将过滤后的无尘气经压缩、预热,与气化的邻二甲苯蒸气混合后进入反应器,在400-460℃进行氧化反应,进料空速2000-3000h-1,空气中邻二甲苯浓度40-60g/m2(标准),反应热由管外循环的熔盐带出。反应产物进入蒸气生器,被冷却的反应气经进一步冷却,回收粗苯酐。尾气经水洗回收顺丁烯二酸酐后放空。粗苯酐经减压粗馏,由塔丁分离出低沸点的顺丁烯二酸酐,甲基顺丁烯二酸酐及苯甲酸等;塔底物料经真空精馏,得到苯酐产品。原料消耗定额:邻二甲苯(98%)1138kg/t。2.萘催化氧化法萘熔融气化后与空气在沸腾床或固定床反应器内,在催化剂五氧化二钒存在下,催化氧化生成苯酐气体,经冷凝热熔而得粗酐,通过热处理后再经减压蒸馏、冷凝、分离而得精苯酐。原料消耗定额:萘(95%以上)11250kg/t。
生产工艺流程与生产能力概述
生产工艺流程与生产能力概述 1.生产工艺流程 上图即为典型生产工艺流程图,其中各主要环节解释如下: ●订单评审----销售合同录入ERP后,由生产中心组织相关人员进行设计周期、采购周期 及生产周期的确定,并将相关生产指令下达到各部门 ●图纸----含钣金图纸和电气图纸,其中电气图纸在成套生产环节提供即可 ●下料----即剪板机下料,需校验材料尺寸及夹斜度 ●冲裁----数控转塔冲床根据展开图通过ProCAM程序冲孔
●折弯----数控折弯机对冲裁完成的板料进行弯制成型,需严格控制成型尺寸 ●焊接----按照柜体装配图、焊接图进行焊接 ●委外加工----钢制件焊接成型后一般需经委外喷塑或镀锌 ●安装----主要针对电气元器件、母排、一次电缆等,重点工序 ●接线----主要针对二次部分接线,最后一道工序,重点工序 ●过程检验----质检部对生产过程的关键点进行监督、抽检 ●最终检验----针对整套设备进行逐项测试、联调(质检、工程共同进行) ●包装----最终检验结束后打包 ●入库----办理相关入库手续,随时具备发货条件 2.生产能力及生产设备简介 2.1生产能力 2.1.1人员配置及班组(工序)划分 生产部设置生产部长与生产调度各1名,下设两个车间,即生产车间与电子车间。生产车间目前固定员工为15人(剪板机、折弯机、冲床各2人,焊接2人,一次安装5人,二次接线2人),电子车间目前设置3人,生产部近几年人员一直较平稳。 总的来讲,结合公司近几年的订单量来看,生产部现有人员配置能够满足公司的生产需求。 生产部当前的班组(工序)设置如下: ●钣金生产: 主要指各种柜体、箱体的生产,目前公司自行生产的柜体、箱体主要包含单导柜、排流柜、传感器箱、消弧线圈柜(多种柜型)、无功补偿柜体、各种小型配电箱、电表箱等; ●成套生产: 主要指各类产品的一次元件安装、二次接线,其中二次接线为产品生产的最后一个环节,该工序完成后即代表产品生产结束,可以进行检验、包装、发货 ●电路板焊接调试: 主要指各类控制器(单导控制器、排流控制器、消弧线圈控制器等)、各类监测装置、各类选线PCB板的焊接及调试工作 2.1.2各工序年产量 ●钣金生产:
R32的生产工艺及技术进展
R32的生产工艺及技术进展 2.1 R32的生产工艺 R32(二氟甲烷、HFC-32)的合成工艺主要有二氯甲烷氟化法、氢氯氟烃氢解还原法、甲醛氟化法、三噁烷法等。 2.1.1 二氯甲烷氟化法 … 2.1.1.1 液相氟化法 …时会造成严重的环境污染。 2.1.1.2 气相氟化法 … 表2.1 气相氟化法制备R32物料消耗表 2.1.1.3 分段连续氟化法 …
2.1.1.4 二氯甲烷氟化法工艺比较 … 2.1.2 氢氯氟烃氢解还原法 … 2.1.3 甲醛氟化法 … 2.1.4 三噁烷法 利用三噁烷,在BF3催化剂存在下反应生成R32,由于转化率和选择性均不理想,而且原料不容易得到,故很少工业化。 综合以上各种方法,以二氯甲烷与HF为原料制备R32成为较为可行的工艺线路。 2.2 气相氟化法生产R32工艺研究 … 2.2.1 氟化催化剂研究 2.2.1.1 氟化催化剂的种类 1、Cr基本体催化剂 2、铝基载体催化剂 3、镁基载体催化剂 4、催化剂助剂 5、无铬催化剂
2.2.1.2 氟化催化剂的制备 … 1、浸渍法 2、沉淀法 3、共混法 2.2.2 气相氟化法生产工艺研究 … 2.2.2.1 工艺流程 气相法合成R32的工艺流程有多种形式,一般来说,都包括反应物料预热器、反应器、分离塔、碱洗塔、干燥塔等,如图2.3。 图2.3 气相法合成R32工艺流程图 … 2.2.2.2 工艺条件 1、HF/CH2C12的配比 2、反应温度 3、停留时间 4、反应压力 2.2.2.3 浙江化工研究院工艺流程 … 图2.4 浙江化工研究院R32工艺流程图 …
菲汀生产工艺条件的研究
菲汀生产工艺条件的研究 冫工 尹彦冰 薛红艳 洁 (齐齐哈尔轻工学院) 摘要本文采用酸性水浸碱中和的方法,从米糠中提取菲汀。研究了生产工艺条件,分析了影响菲汀收率的因素。 关键词 浸取 米糠 菲汀 影响因素 0引言 1实验部分 1.1主要原料 米糠齐齐哈尔饲料公司1.2分析方法 菲汀分析采用硫酸铜法 [2] 及硝酸钍法[3] ,钙分析采用草酸钙沉淀,将样品与同样处理的标 准液比浊[4] 而求钙含量是否超过标准。其他分析方法参阅文献[5]。1.3提取方法 2结果与讨论 2.1p H 值对浸出率的影响 取200g 米糠,固液比1 8,采用蒸馏水,室温下浸取6h,用H Cl 调p H 值,测定浸出率。 从表1可以看出,随着pH 值增大,浸出率降低,但当pH 值过低时原料中淀粉易水解,考虑这两个因素,pH 值选2.0为最佳。 米糠 酸浸 过滤 中和沉淀 过滤 烘干 废水 滤渣 齐齐哈尔轻工学院学报第13卷第4期1997年12月 V ol.13N o.4 Dec.1997 Journal of Qi q ihar Li g ht Industr y Institute 菲汀又名植酸钙,是植酸与钙、镁、钾等金属离子形成的一种复盐,广泛存在于植物的果壳 如米糠、麦麸、玉米皮、棉籽壳等中[1]。以米糠中含量为最高(8%~14%)。米糠是生产菲汀的主要原料。 菲汀为无色粉末,无味无嗅,不溶于醇类、乙醚、丙酮、苯等有机溶剂。是制备肌醇的主要原料,广泛用于食品、医药等行业。 从米糠中提取菲汀,其方法是先用稀酸浸泡,使原料中的菲汀以植酸或酸式盐的形式溶出,进入浸取液,过滤分离出浸出液后,用碱性沉淀剂中和,使植酸与金属离子结合成菲汀沉淀析出。显然,酸的选择和浓度大小、浸泡时间、温度、中和剂的选择及操作方式等,都直接影响菲汀的收率和质量。本文对生产工艺条件进行了讨论。 收稿日期:1997-09-03
生产工艺流程及控制
第五章. 生产工艺流程及控制 本设计中的各个参数及控制参考特雷卡电缆有限公司技术部有关技术文件,相关标准和生产实践总结. 一.拉制 此电缆所用圆铜杆有两种规格PE线芯用TR2.58mm和主线芯及N线芯用TR2.25mm,均在十三模大拉机LHD3/13上生产. a: TR2.58mm 原材料用的为TR8.0mm的软铜杆,其拉制配模为: 8.0, 7.00, 6.04, 5.26, 4.62, 4.08, 3.63, 3.22, 2.86, 2.60 偏差为±0.03 mm.之所以最后一道模具的标称值比实际生产值大0.02mm,是因为在拉制退火过程中由于张力的存在会引起一定的缩径,只要控制好收线张力就行了.生产中的各个主要参数可设定如下: 退火电压: 44V 收线速度: 8m/s 收线张力: 0.25MPa 退火蒸汽保护: 0.1~0.6MPa 收线装置: 收线盘: PN500 收线框: Φ800×Φ500×1250 建议使用PN500的收线盘,为了以后的绞丝生产. b: TR2.25mm 进线直径为Φ8.0软铜杆,配模值为: 8.0, 6.70, 5.71, 4.88, 4.21, 3.66, 3.21, 2.81, 2.57, 2.27
其它参数和控制如下: 退火电压: 45V 收线速度: 8m/s 收线张力: 0.25MPa 退火蒸汽保护: 0.1~0.6MPa 同上建议使用PN500的收线盘,为了后道工序. 在断线或铜杆首尾焊接时要保证接头处焊接牢固,以免生产中断线给生产带来不便,降低生产率(两铜杆要融化均匀,无杂质,然后加热重新结晶后表面处理平整方可生产). 生产中常见的质量问题的原因及处理方法如下:
苯酐法生产糖精钠
糖精钠生产工艺 1.简介: 糖精钠是最古老的甜味剂,为无色或白色的结晶、白色的结晶性粉末或为白色的粉末,味极甜,即使在10,000倍的水溶液中也有甜味。 糖精钠,又称可溶性糖精,是糖精的钠盐,带有两个结晶水,无色结晶或稍带白色的结晶性粉末,一般含有两个结晶水,易失去结晶水而成无水糖精,呈白色粉末,无臭或微有香气,味浓甜带苦。甜度是蔗糖的500倍左右。耐热及耐碱性弱,酸性条件下加热甜味渐渐消失,溶液大于0.026%则味苦。 2.生产方法: 糖精钠生产工艺有多种,按生产采用的主要原料划分可分为甲苯法、苯酐法、邻甲基苯胺法和苯酐二硫化物法。 3.苯酐法生产工艺 3.1苯酐法简介: 苯酐法生产糖精钠为我国独创,使用的主要原料有苯酐,甲醇,氨水,液体氢氧化钠,液氯,盐酸,硫酸,亚硝酸钠,硫酸铜,液体二氧化硫,甲苯,碳酸氢钠,活性炭等,包括酰胺化,霍夫曼降级,酯化,重氮,置换,氯化,胺化,酸析,中和等化学反应。 3.2 生产方法: 3.2.1 酰胺化: 将苯酐和冷冻的氨水依次加入酰胺化反应锅内,升温后缓慢加入氢氧化钠溶液,调pH=11~12,保温0.5h反应,再排氨3.5h,得邻甲酰胺苯甲酸钠溶液(简称酰胺化液)。 3.2.2 酯化分离: 在酯化锅内将酰胺化液降温后,加入冷冻的甲醇和次氯酸钠溶液,在0℃下反应45min后升温至30℃,以淀粉碘化钾溶液测试呈无色反应,然后加入适量的亚硫酸氢钠溶液,料液转稀后,再加入热水溶解,静置后分离,过滤,分取油层得邻氨基苯甲酸甲酯(简称甲酯)。 3.3.3 重氮化: 将由水,硫酸与盐酸配制好的混酸置于重氮锅内,冷却后开始缓加甲酯和亚
硝酸钠溶液的混合液,重氮温度保持在25℃以下,反应终点时淀粉碘化钾溶液显淡紫色,产物为邻硫酸(盐酸)重氮苯甲酸甲酯溶液(简称重氮液)。 3.3.4 置换: 在置换锅内将重氮液降温至10℃,加入硫酸铜,通二氧化硫进行置换,析出邻亚磺酸苯甲酸甲酯,约1h后用H酸测试反应终点应褪色. 3.3.5 氯化: 加入甲苯,通氯气氯化,以2%联苯胺乙醇溶液测试显深墨绿色为终点,静置分层,有机层为邻甲酸甲酯苯磺酰氯甲苯溶液(简称甲苯磺酰氯)。 3.3.6 胺化: 依次将甲苯磺酰氯和水加入胺化锅,在10℃时加氨水胺化,温度可达70℃,pH值9以上,静置后取下层铵盐液为邻甲酰苯磺酰亚胺铵溶液(简称胺化液)。 3.3.7 酸化: 将胺化液放入酸碱化锅内,加入甲苯和30%的盐酸至pH值为1,酸析后降温至20℃。 3.3.8 碱化: 取甲苯层水洗去氯化铵的不溶性糖精甲苯溶液;将此溶液加热,加入碳酸氢钠中和,调pH值至3.8~4。 3.3.9 脱色: 静置后取水层,加活性炭脱色,过滤,调滤液pH值至7。 3.3.10 结晶: 在70~75℃减压浓缩,趁热过滤,滤液经结晶,干燥得糖精钠。 4. 工艺特点: 该法的主要特点是产品收率高,产品质量稳定且有保证,污染能治理,生产周期比甲苯法短等.生产过程中还可以根据市场需要随时调整生产工艺,采用不用甲苯进行氯化反应或酸析反应,可以得到固体邻甲酸甲酯苯磺酰氯或不溶性糖精,两者都可以用作农药中间体。
乙二醛的生产工艺及技术进展分析
乙二醛的生产工艺及技术进展分析 目前,乙二醛的生产方法较多,有乙炔氧化法、乙烯氧化法、草酸还原水解法、乙二醇气相氧化法及乙醛硝酸氧化法等。其中工业生产方法主要有乙二醇气相氧化法和乙醛硝酸氧化法两种。 2.1. 乙二醇气相氧化法 乙二醇气相氧化法是生产乙二醛的传统方法,目前我国的乙二醛生产厂家均采用该方法进行生产。乙二醇预热气化后,与循环气混合进入催化反应器,在650-670℃下反应,产物以水激冷,形成乙二醛水溶液,再经过脱色、真空吸滤等后处理过程得到乙二醛产品。乙二醇的单程转化率为80%-85%。以尾气循环量来调节含氧量,产品含乙二醛的浓度一般为30%-40%。该法原料乙二醇易得、工艺流程短、过程简单,不足之处是产品质量较差,含有一定量的甲醛、醇和酸等杂质,需要经过进一步的纯化处理,才能满足医药等行业的质量要求。 目前,乙二醇气相氧化法制备乙二醛的技术进展,主要表现在新型催化剂的研制以及后处理两个方面。 2.1.1催化剂的研究 对乙二醇法氧化部分的研究主要是对催化剂的研究,提高乙二醇的转化率和生成乙二醛的选择性,降低甲醛的生成。所用催化剂主要有磷-铜催化剂和电解银催化剂。磷-铜催化剂具有来源广、价格低、收率高等优点(收率在50%以上),最初国内生产厂家大多采用该催化剂,但该催化剂副反应多、质量差、乙二醇消耗高。电解银催化剂是一种较理想的催化剂,国内湖南衡阳第二化工厂曾采用,其产品各项质量指标明显优于磷-铜催化产品,但成本较高。 大连轻化工研究所研制的磷锡铜催化剂与磷-铜催化剂相比,在空速、乙二醇与空气(或氧气)物质的量比基本相同条件下,具有反应时间短、温度低、得
率高的优点,尤为突出的是转化为甲醛的量仅为磷-铜催化剂的1/10-1/15。另外,还研制开发出银-磷催化剂,研究表明,在乙二醇进料速度3 L/min,反应温度600℃,乙二醇浓度90%,空气流量3 000 m3/h时,采用磷-银催化剂,可以使乙二醛收率达到80%以上。 复旦大学邓景发等发明了一种银-磷催化剂,该催化剂是将电解银浸渍于磷酸或磷酸钠盐中,再干燥、焙烧制得或将磷蒸汽缓慢通到灼热的电解银上制得。将该催化剂用于乙二醇制备乙二醛的反应中,当反应温度为550℃,乙二醇、氧、氮和水的分子比为1∶1.5∶80∶34时,乙二醛的收率为81.4%,二氧化碳的收率为13.3%。采用该催化剂,在乙二醇溶液中不需要再添加磷化合物,在制醛过程中,催化剂中的磷不会产生损失,而且催化剂的使用寿命较长,经过22 d试验,发现催化剂的活性和选择性均没有发生变化,另外,使用该催化剂,原有的生产设备也无需进行改动。 湖北恒日化工股份有限公司段小六等开发出一种由乙二醇氧化生产乙二醛的银/磷/硒复合催化剂。该催化剂的制备是将电解银用30%的磷酸浸渍8 h,在120-150℃条件下干燥制得银-磷催化剂,再加入0.06%的稀土金属硒,然后在500-600℃下焙烧、造粒制得银/磷/硒复合催化剂。将空气、循环气、惰性气体经过混合后,与乙二醇一起进入混合过滤器,经过净化混合,进入置有银/磷/硒复合催化剂的催化床进行氧化催化反应,反应生成的气体经过急冷后送入吸收塔反复吸收,得到乙二醛水溶液,再分别用活性炭、阴离子树脂、阳离子树脂脱色、过滤得产品。催化床置有的银/磷/硒催化剂的质量百分组成分别为99.8、0.14和0.6,催化反应温度为590-610℃,反应气急冷到200-250℃送入吸收塔反复吸收,可以得到含量为39.5%-40.5%的乙二醛水溶液。采用该催化剂催化氧化乙二醇的反应中,银表面有两个活性中心,一种能催化醇生成醛,另外一种能使醇深度氧化生成副产物二氧化碳。而加入磷后,含磷化合物与银表面通过强相互作用,在表面某些位置上形成一稳定的表面化合物,消除了部分引起醇深度氧化的银表面活性中心,因此磷的加入提高了反应的选择性。再加入稀土金属硒,使催化剂的选择性能得到进一步的提高,反应活性好,还可以保护乙二醇氧化生成乙二醛后不被深度氧化而生成酸,从而对生成的醛起到保护作用。与银-磷催化剂相比,
总工艺计算
1.1总工艺计算 1.1.1主要工艺指标的基本数据 工艺计算的依据是设计计划任务规定的生产规模,生产方法和产品品种,计算的基准是熔制车间的生产能力。下面是工艺计算的主要工艺指标:(1)玻璃制品比例: (2)年工作日:本厂设计三年一次大修,大修时间三个月。故年工作日为: (365*3—30)/3 = 355天 (3)生产能力:平板玻璃250万重箱/年 (4)原板宽度:3500mm (5)综合成品率:80% (6)玻璃成分(质量百分比): 成分SiO 2Al 2 O 3 Fe 2 O 3 CaO MgO R 2 O 其他 Wt%72.70 2.10 0.20 6.80 4.20 14.00 0.2 (7)厂储存定额(可用天数): 1.1.2工艺平衡计算 1.1. 2.1 玻璃产品产量计算 a. 产品任务(年产250万箱) b. 拉引速度:
3mm:355*10%=36天 1666666.7/(3.5*24*0.8*36)=688.9 m/h 取700 m/h 5mm:355*50%=178天 5000000/(3.5*24*0.8*178)=418 m/h 取450 m/h 6mm:355*20%=71天 1666666.7/(3.5*24*0.8*71)=344.5 m/h 取350 m/h 8mm:355*20%=71天 1250000/(3.5*24*0.8*71)=261.9 m/h 取300 m/h c. 完成各类产品所需的生产天数: 3mm:1666666.7/(3.5*24*0.8*700)=36天 5mm:5000000/(3.5*24*0.8*450)=166天 6mm:1666666.7/(3.5*24*0.8*350)=71天 8mm:1250000/(3.5*24*0.8*300)=62天 36+166+71+62=335 < 355 即符合设计要求,可以完成生产任务d. 各种玻璃的全年生产天数 3mm:355*(36/335)=38.2天 5mm:355*(166/335)=175.9天 6mm:355*(71/335)=75.2天 8mm:355*(62/335)=75.7天 e. 各种厚度玻璃的年产量 3mm:38.2*24*700*3.5*0.8=1796928.0平方米 折合269539.2重箱 5mm:175.9*24*450*3.5*0.8=5319316.0平方米 折合1339903.3重箱 6mm:75.2*24*350*3.5*0.8=1516032.0平方米 折合454809.6重箱 8mm:75.7*24*300*3.5*0.8=1526112.0平方米 折合610444.8重箱 合计:2674695重箱/年
工艺研究
梁瑞你好,有关生产工艺方面,还需药厂大力配合,需要每一步骤的详细描述,参数)下文红色标记为需要药厂提供,以及和药厂讨论的内容) 3.2.P.2.3 生产工艺的开发 对于本品种,配液、除热原、灌装、灭菌为关键步骤,实验对关键步骤,关键参数进行考察。(审评中心要求对关键步骤及其关键工艺进行考察,实际操作中是否是这样的?有不妥处咱们再讨论) 3.2.P.2.3.1配液(这是我们做的一个其他产品,工厂进行的相关实验研究和参数考察,不知是否与此产品及工厂工艺相配,作参考) 生产环境要求: 生产设备: 取样:混合10分钟时停机,请验,QA员按检验需用量从三维运动混合机的上中下三层(上下两层按三个点、中层按四个点)分别取样;然后再开机继续混合至15,20,25分钟时停机,请验及取样方法同上;最后再开机继续混合至25分钟时停机,请验及取样方法同上。QA员将30个样品送检。(注:请验,每层填写一张请验单,注明取样点编号;样品口袋外壁贴有取样点编号的标签),取样位置:参见下图1
门冬氨酸鸟氨酸胶囊工艺验证数据(批号)
生产工艺的选择和优化 混合时间为分钟,符合验证标准。确定混合工艺步骤的目标值及范围
3.2.P.2.3.2 除热原(具体的除热原的工艺、参数及验证 包括活性炭的处理、用量,吸附时浓度、温度、搅拌方式、速度和时间;初滤及精滤的滤材种类和孔径、过滤方式、滤液的温度与流速工艺验证) 3.2.P.2.3.3 灌装(灌装设备、参数如履带转速,灌装速度,考察其对装量差异,灌装效果的影响,进行验证)鉴于本品种的特殊性,灌装是一个难题,这个最好在报批前解决,因为如果决定,设备是不能换的。 生产环境要求:。 生产设备:。 3.2.P.2.3.4 灭菌(这个是我们实验室进行的实验,还需药厂生产规模的灭菌工艺验证) 3.2.P.2.3.4.1灭菌方法选择蒸汽法:是在高压灭菌器中使用高压蒸汽进行灭菌的方法。因微生物在湿热的环境中,一些重要的蛋白发生变性和凝固,使微生物死亡,从而达到灭菌的目的。较之干热灭菌,在湿热的条件下,微生物可在相对较低的温度下被杀死。高压灭菌器的常规操作温度是121℃,时间是15分钟;也可选择达到相同杀灭效果的115℃,30分钟 设计实验,以雅博司(门冬氨酸鸟氨酸注射液)为对照品,以灭菌前后主药的有关物质变化为主要考察指标并考察药物的色泽、澄明度、pH、含量的变化,评价121℃,时间是15分钟及115℃,30分钟两种蒸汽灭菌条件对药物稳定性的影响。
萘法苯酐工艺简介
萘法苯酐生产简介 邻苯二甲酸酐,简称苯酐,英文缩写PA(Phthalic anhydride),是一种重要的基本有机化工原料,被认为是十大有机化工原料之一。苯酐主要用于制造增塑剂、聚酯树脂和醇酸树脂,此外,还可用于生产涂料、医药、农药、糖精等。我国苯酐最主要的用途是生产邻苯二甲酸酯类增塑剂,如邻苯二甲酸二辛酯、邻苯二甲酸二丁酯、混合酯等,该类增塑剂大量用于聚氯乙烯塑料制品的加工;其次是用于生产醇酸树脂和氨基树脂涂料。苯酐还可以用于不饱和聚酯的生产,在染料工业中用以合成蒽醌,在颜料生产中合成酞青兰BS、酞菁蓝CT、酞菁蓝B等颜料;在医药工业中用于制备酚酞,在农药生产中用于亚胺磷等中间体的生产。 本项目以萘为原料,V2O5-TiO2为主要活性组分高负荷催化剂的苯酐生产工艺。原料气体与净化后的空气完全混合送入气相列管式固定床反应器中,在催化剂的催化作用下,萘氧化生成苯酐气体,并且发生一些列的副反应。热的生成气体离开反应器后经气体冷却器换热后,进入热熔箱凝固成粗苯酐产物。粗苯酐还需要经过二级精馏才能得到合格产品。 一、产品性质
苯酐全称为邻苯二甲酸酐(Phthalic annychide,缩写PA),常温下为一种白色针状结晶(工业苯酐为白色片状晶体);不溶于冷水,溶于热水、乙醇、乙醚、苯等多数有机溶剂;易燃,在沸点以下易升华,有特殊轻微的刺激性气味;苯酐有毒,能引起支气管炎,眼炎,肺气肿等症状,对皮肤有刺激作用。 物理性质 (1)苯酐的物理常数 分子式: C8H4O3 ;C6H4(CO)2O 分子量: 148.12 C A S 号: 85-44-9 沸点:284.5℃ (101KPa) 凝固点:131.11℃ (干燥空气) 熔点:130.5℃ 三相点:131.00℃ 自燃点:584℃ 密度:相对密度(水=1):1.53;相对密度(空气=1):5.10 闪点:151.7℃(开杯) 蒸汽压:0.13kPa/96.5℃ 溶解性:不溶于冷水,溶于热水、乙醇、
车间生产工艺流程图
车间生产工艺流程图 实木车间 1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→ 试装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→ 开榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加 厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压) →铣型(精截)→手工组装(包括打磨、打腻子、封 边、钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆) → 机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机 磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装
沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装 转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装