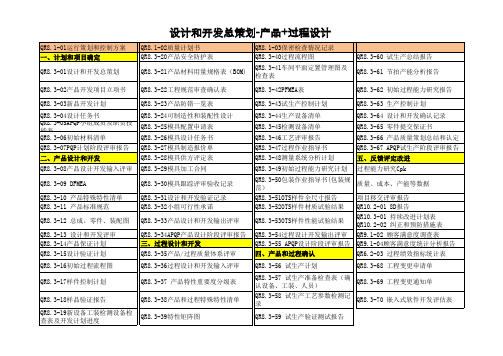
QR8.3-22过程特性矩阵图
QFD特性矩阵图教程
Quality Function Deployment
*
质量功能展开(QFD)——作用
※质量展开: 将顾客的要求转化为产品设计和要求 ※功能展开: 将设计要求转化为合适的部件、过程和生产要求 ※防范展开: 帮助分析特性和顾客要求,和DFMEA共同确定产品特殊特性,使产品特殊特性在进行FMEA的时候不被遗漏。
生 产
反馈、评定和纠正措施
过程设计和开发
产品与过程确认
概念 提出/批准
项目批准
样件
试生产
投产
计划和 确定项目
产品设计 和开发验证
产品和 过程确认
反馈、评定 和纠正措施
过程设计 和开发验证
策 划
产品设计和开发
策 划
QFD
QFD
QFD
QFD
QFD
QFD
QFD
*
质量功能展开(QFD)——简介
*
竞争分析——站在顾客的角度, 对本企业的产品和市场上其他竞争者的产品在满足顾客需求方面进行评估 ●本企业及其他企业情况 ●未来的改进目标 ●改进比例 ●销售考虑 ●重要程度 ●绝对权重 ●相对权重
质量功能展开(QFD)——质量屋的结构
Quality Function Deployment
*
Quality Function Deployment
*
Characteristics Matrix
谢 谢 !
Quality Function Deployment
*
质量功能展开(QFD)——简介
★质量功能展开(quality function deplo客需求的系统化, 用户驱动式的质量保证与改进方法
32.特殊特性及特性矩阵图

LCD尺寸
2
厚度
3
产品外观
4
LCD洁净度
5
偏贴精度
6
偏光片尺寸
7
温度
8
时间
9
压力
10
产品功能
11
银浆厚度
12
FOG绑定位保护
13
ITO端子保护
14
组装精度
15
背光尺寸
16
焊接高度
17
铁框尺寸
18
TP尺寸
19
TP贴合精度
20
绝缘焊盘
21
字体清晰
22
箱体尺寸
备注:符号=密切关系=一般关系
制定
审查
批准
特殊特性及特性矩阵图
客户:
型号:编制:
过程
项目
1
进料
2
切割
3
电测/外观
4
清洗
5
偏贴
6
COG/FOG
7
电测
8
点银浆
9
一线胶
10蓝胶
11
组装
12焊接
13
一次电测
14
卡上铁框
15
TP贴合
16
TP功能测试
17
贴高温胶
18
喷码
19
成品电测
20
成品外观
21
包装
产品特性
符号
重要度
重要
关键
一般
关键
一般
关键
一般
一般
一般
一般
关键
关键
一般
一般
关键
关键
一般
一般
一般
一般
QR-008人员矩阵图(顶岗应急计划)

协调能力
安排工作 合理性
体系标准 ISO9001
检验员
聂玲
Байду номын сангаас
岗位应具备技能素 质: 了解
岗位实际具备技能素 质:
可在 指导 下操 作
不符 合
A
可在 指导 下操 作
独立 操作
能指导 /培训 他人
B
独立操 作
能指导
C
/培训
他人
D
可顶替岗 位
人员、能力、素质
岗位 生产经理
姓名 刘亮
人员矩阵表
大专
学历 本科
素质教育 语言
研究 生
汉语
英语
电脑 操作
其他 计算 语种 机
专业技能
生产制 生产加 产品性 工艺流 产能评 原料管 机械维 设计标 图纸制 EDM操 冲床操 车床操 机械维
造流程 工流程 能
程
估
控
修
准
作
作
作
作
修
沟通能力
管理能力
工作计划 性
GJB-QR-13-22 工艺总方案

GJB-QR-13-22 工艺总方案表单编号:XXX保管期限:年度项目编号:XXXXXXX密级:无阶段标记:工艺总方案XXX年月日XXXXXXX工艺总方案修订记录:版本:A/0 第2页/共16页修订人:内容:时间:审核:目录1.概述1.1 工艺总方案依据、设计原则及执行标准1.1.1 依据1.1.2 工艺方案设计原则1.1.3 引用标准2.产品的特点、组成及主要工艺技术2.1 产品特点2.2 组成2.3 主要工艺部分3.产品工艺流程制造路线及分工3.1 主要工艺流程3.2 产品制造分工3.3 产品工艺分析概述:本工艺总方案是为了满足XXXXXXX有限公司产品生产需求而制定的。
本方案的依据、设计原则及执行标准如下。
工艺总方案依据、设计原则及执行标准:1.1 依据:本工艺总方案的依据为XXX的产品生产需求及相关标准规范。
1.2 工艺方案设计原则:本工艺总方案的设计原则为安全、高效、环保、经济。
1.3 引用标准:本工艺总方案所引用的标准有XXXX、XXXXX等。
产品的特点、组成及主要工艺技术:2.1 产品特点:本产品具有XXXXX特点。
2.2 组成:本产品由XXXXX组成。
2.3 主要工艺部分:本产品的主要工艺部分包括XXXX、XXXX、XXXX等。
产品工艺流程制造路线及分工:3.1 主要工艺流程:本产品的主要工艺流程包括XXXX、XXXX、XXXX等。
3.2 产品制造分工:本产品的制造分工为XXXX、XXXX、XXXX等。
3.3 产品工艺分析:本产品的工艺分析包括XXXX、XXXX、XXXX等。
以上为XXXXXXX工艺总方案的内容。
4.3.1 印制电路板的加工工艺印制电路板是电子产品中必不可少的组成部分。
加工工艺的质量直接影响着电子产品的性能和可靠性。
印制电路板的加工工艺包括:钻孔、化学镀铜、镀金、覆铜、图形照相、蚀刻、涂覆焊膏等环节。
这些工艺的精度和稳定性对于保证印制电路板的质量至关重要。
4.3.2 结构件机加工艺及表面处理工艺结构件是电子产品中的另一个重要组成部分。
特性矩阵图-焊接

★
√
√
4
平坦度
≦2mm
√
√
5
焊缝强度
杯突值≥7mm
★
√
6
焊逢厚度/薄板厚度
80%
★
√
7
焊逢宽度
≥0.7mm
√
8
针孔
0
√
9
背面断差
≦0.2
√
10
焊瘤
≦0.2
√
11
12
13
C---用于夹紧的操作特性
L---用于定位的操作特性
X---由此操作导致或改变的特性应符合过程流程图表格
AAAA有限公司
项目编号
特性矩阵图
资料编号
客户名称东风商用车源自文件编号编制人/日期产品编号
日期(初稿)
审核人/日期
产品名称
侧围内板
日期(最新修订)
页数
第1页/共1页
编号
产品特性
基准
公差
图纸座标
特殊特性
生产工序/编号
剪切
高精剪
激光焊接
1
尺寸
1741.5×1260
[+2, 0]
√
2
对角差
≦2mm
√
3
直线度
IATF16949设计和开发总策划(产品+过程设计)
特殊特性矩阵图

行程大小 细分见上行
3
最低动作电压
安匝数
电阻 匝数
附 Q:代表强相关性;R:代表一般相关性
骨架
Q Q Q
Q R R
外壳 制订:
产品(零件)编号/名称
盖板
铁芯
滑杆组 件
Q
Q
弹簧 Q
漆包线
Q
Q
Q
Q
Q
Q
Q
审核:
批准:
制订部门:研发部 产品名称:电磁阀
特殊特性矩阵图
日期: 产品编号:XX-0520L-3.8XX
产品特殊 系统(总成)产品特 子系统(零部件)特殊特性具体描
特性编号 殊特性具体描述
述
垫片硬度1Biblioteka 漏气量垫片表面光洁度
弹簧弹力大小
骨架中心孔大小
骨架侧面孔大小
骨架尺寸
2
排气速度
铁芯尺寸
行程大小
滑杆组件尺寸1
滑杆组件尺寸2
特殊特性矩阵图

编号: 主要联系人/电话 : 日期(编制):
零件编号:
核心小组:
顾客工程批准/日期(如需要):
零件名称:
供方/工厂批准日期:Leabharlann 顾客质量批准/日期(如需要):
工厂 :
其它批准/日期(如需要):
其它批准/日期(如需要):
工序编号 特性编 号 特性值 规格/公差 1 2 3 4 5 6 7 8 9 10
工序与特性的关系可用A, B, C来表示 A-----生产工程中对制品特性影响大的操作, 或者是防止不良品流失的检查工程中的操作 B-----虽然对制品特性影响不大, 但存在可能在以后的检查工程中发生不良品增加隐患的作业. C-----上计A, B 以外的作业 批准/日期: 审核/日期: