轧辊材质
轧辊种类的划分
轧辊种类的划分
轧辊是用于金属轧制的设备,根据其用途和材质不同,可以分为以下几种类型:
1. 热轧辊:适用于热轧工艺,一般由合金钢制成,具有较高的热强度和磨损耐受能力。
2. 冷轧辊:主要用于冷轧工艺,一般由高速钢或工具钢制成,具有较高的硬度和表面光滑度。
3. 镀膜轧辊:表面经过涂层处理,如镀铬、镀钛、镀钨等,以增加轧辊的耐磨性和耐腐蚀性。
4. 粗轧辊:主要用于对厚板坯进行初轧的辊子,通常由铸铁或钢制成。
5. 精轧辊:用于对轧制薄板或带材进行精密轧制的辊子,一般由合金钢或特殊钢制成。
6. 工艺轧辊:用于特殊工艺要求的轧制过程,如钢管轧辊、轧辊修磨辊等。
7. 形状轧辊:具有特殊形状的辊子,如花纹辊、包覆辊等,用于定制特殊形状的轧制产品。
8. 支撑辊:用于支撑轧辊运转的辅助辊子,常见的有支撑辊、导向辊等。
以上为一些常见的轧辊种类划分,根据具体的工艺需求和被轧制材料的特性,还可以有更细分的分类。
轧辊专业术语

耐磨性直接影响轧 辊的使用寿命和生 产效率
耐磨性可以通过材 料选择、热处理、 表面处理等方式提 高
耐磨性是衡量轧辊 质量的重要指标之 一
轧辊的抗疲劳性能
抗疲劳性能是轧辊 的重要指标之一
抗疲劳性能直接影 响轧辊的使用寿命 和生产效率
抗疲劳性能可以通 过材料选择、热处 理工艺等方法提高
抗疲劳性能的测试 方法包括疲劳试验 、冲击试验等
有色金属加工领域的应用
轧辊在铝 材加工中 的应用
轧辊在铜 材加工中 的应用
轧辊在锌 材加工中 的应用
轧辊在镁 材加工中 的应用
轧辊在钛 材加工中 的应用
轧辊在稀 有金属加 工中的应 用
其他领域的应用
钢铁行业:用于轧制 各种钢材
铝材行业:用于轧制 各种铝材
铜材行业:用于轧制 各种铜材
塑料行业:用于轧制 各种塑料制品
数字化:轧辊技术将更加数字化,实现 数据的采集、分析和应用
轧辊材料的研究进展
新型轧辊材料的研发:如陶瓷、复合材料等 轧辊材料的性能优化:提高耐磨性、耐热性等 轧辊材料的环保要求:减少污染、降低能耗 轧辊材料的智能化:实现轧辊的自动控制和监测
轧辊是钢 铁工业中不可或缺 的部件,未来将继 续发挥重要作用。
06
轧辊的发展趋势与未来 展望
轧辊技术的发展趋势
智能化:轧辊技术将更加智能化,实现 自动控制和优化
环保化:轧辊技术将更加注重环保,减 少污染和能耗
高效化:轧辊技术将更加高效,提高生 产效率和产量
定制化:轧辊技术将更加定制化,满足 不同客户的需求
集成化:轧辊技术将更加集成化,实现 与其他技术的融合和协同
轧辊分为工作辊 和支撑辊,工作 辊直接接触钢坯, 支撑辊用于支撑 工作辊。
轧辊按照材质该如何分类?
轧辊按照材质该如何分类?轧辊是金属材料加工中的关键部件之一。
它的作用是将金属材料压制成所需的厚度和形状。
为了满足不同的加工需求,轧辊会根据其材质进行分类。
在本文中,我们将探讨轧辊按照材质分类的原因和方法。
为什么需要按照材质分类?轧辊的制造材料会直接影响到其使用寿命、耐磨性、抗腐蚀能力等性能指标。
因此,轧辊的材料选择必须要考虑到其所用的加工材料和工作环境。
按照材质分类有利于对不同性能要求的轧辊加以区分,从而更好地适应不同的加工环境、加工材料及加工工艺。
轧辊按照材质分类的方法1. 铸铁轧辊铸铁轧辊是应用最为广泛的轧辊。
其材质主要包括灰铸铁和球墨铸铁两种。
灰铸铁的铸造件组织为灰色,呈片状石墨和铁素体交替排列,具有较高的硬度和耐磨性能,适用于中低强度材料的加工。
球墨铸铁的组织为球状石墨和铁素体交替排列,硬度较低,但韧性更好,适用于高强度材料的加工。
2. 表面硬化轧辊表面硬化轧辊是将较硬的表面层与轧辊较软的内部区分开来。
其制造方法包括渗碳、喷焊、氮化等。
硬化表面的轧辊抗磨性能较好,但韧性降低,容易产生裂纹。
3. 板材专用轧辊板材专用轧辊是用来加工冷轧、热轧板材及其它较薄材料的轧辊。
其主要材质为铸铁或轴承钢,具有较高的硬度和耐磨性。
4. 高速轧辊高速轧辊材料的选择主要考虑到其机械性能和高温强度。
其制造材料包括高速度钢和硬质合金等。
5. 计算机控制轧辊计算机控制轧辊适用于需要更高的精度和更长的运行寿命的加工生产线。
其制造材料包括合金灰铸铁和高速钢等。
小结轧辊按照材质分类的原因主要是为了满足不同的加工需求,并且可以优化加工环境和工艺。
轧辊的种类是多种多样的,其具体材料的选择将受到加工材料和工作环境的影响。
在制作轧辊时,应根据具体情况进行综合考虑,选择适合的材质进行制造。
轧辊种类的划分

轧辊种类的划分轧辊是金属加工中常用的一种工具,广泛应用于轧钢、轧铝、轧铜等行业。
根据不同的使用场景和工艺要求,轧辊可以分为多种类型。
下面将对轧辊的几种常见分类进行介绍。
一、工作辊和支撑辊根据轧机的结构和作用方式,轧辊可以分为工作辊和支撑辊两种类型。
工作辊是直接参与金属材料压制和塑性变形的辊子,其表面通常需要具备一定的硬度和耐磨性。
而支撑辊则是用来支撑工作辊和金属材料的辊子,其主要作用是为工作辊提供支撑和稳定。
二、冷轧辊和热轧辊根据轧制过程中的温度条件,轧辊可以分为冷轧辊和热轧辊两种类型。
冷轧辊主要用于对室温下的金属材料进行轧制,如冷轧钢板、冷轧铝板等。
由于冷轧过程中金属材料硬度较高,所以冷轧辊的表面需要具备较高的硬度和耐磨性。
而热轧辊则主要用于对高温下的金属材料进行塑性变形,如热轧钢坯、热轧铝坯等。
热轧辊的表面要求相对较低,主要是为了保证辊面的光洁度和平整度。
三、工作辊和支撑辊的结构形式根据轧辊的结构形式,轧辊可以分为整体式轧辊和组合式轧辊两种类型。
整体式轧辊是指轧辊的辊身和辊颈为一体的结构,适用于较小的轧机。
组合式轧辊是指轧辊的辊身和辊颈分开制造后再进行组合的结构,适用于大型轧机和冷轧机组。
四、硬质合金轧辊和高铬铸铁轧辊根据轧辊的材质,轧辊可以分为硬质合金轧辊和高铬铸铁轧辊两种类型。
硬质合金轧辊的辊面通常采用硬质合金材料制造,具有较高的硬度和耐磨性,适用于高强度金属材料的轧制。
高铬铸铁轧辊的辊面则采用高铬铸铁材料制造,具有较好的耐磨性和耐腐蚀性,适用于一般金属材料的轧制。
五、镀铬轧辊和镀硬铬轧辊根据轧辊的表面处理方式,轧辊可以分为镀铬轧辊和镀硬铬轧辊两种类型。
镀铬轧辊是将铬层镀在轧辊表面,提高轧辊的耐磨性和耐腐蚀性。
镀硬铬轧辊则是在镀铬的基础上,再进行热处理,使轧辊表面形成一层硬度更高的硬铬层,提高轧辊的耐磨性和使用寿命。
轧辊根据不同的分类标准可以分为工作辊和支撑辊、冷轧辊和热轧辊、整体式轧辊和组合式轧辊、硬质合金轧辊和高铬铸铁轧辊、镀铬轧辊和镀硬铬轧辊等多种类型。
各类轧辊成分

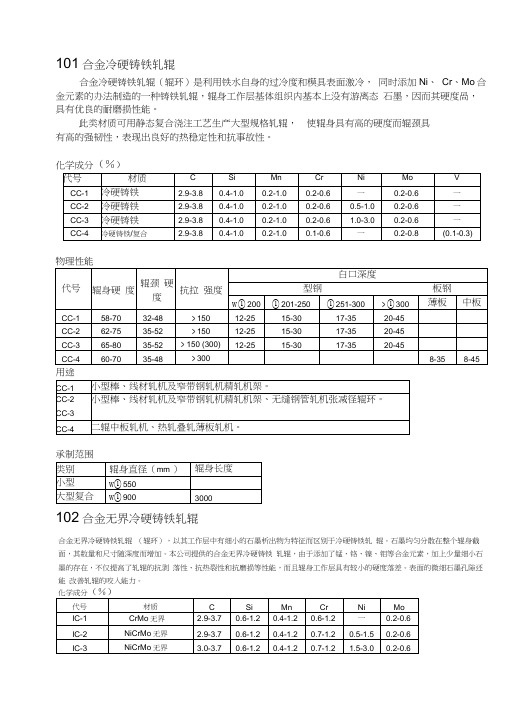
电话:+86-10-58236807/05 传真:+86-10-58236823E-mail: ********************************URL: www.bnmme.ru 101合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
化学成分(%)物理性能电话:+86-10-58236807/05 传真:+86-10-58236823E-mail: ********************************URL: www.bnmme.ru(300)CC-4 60-70 35-48 ﹥300 8-35 8-45 金相组织CC-1 CC-2 CC-4 辊身500X CC-3 辊身500X细珠光体+碳化物珠光体+少量贝氏体+碳化物CC-4 辊颈100X 珠光体+碳化物用途CC-1 小型棒、线材轧机及窄带钢轧机精轧机架。
CC-2小型棒、线材轧机及窄带钢轧机精轧机架、无缝钢管轧机张减径辊环。
CC-3CC-4 三辊中板轧机、热轧叠轧薄板轧机。
电话:+86-10-58236807/05 传真:+86-10-58236823E-mail: ********************************URL: www.bnmme.ru 承制范围102 合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
轧辊的材料及热处理

轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。
要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。
轧辊按工作状态可分为热轧辊和冷轧辊,按所起的作用可分为工作辊、中间辊、支承辊,按材质可分为锻辊和铸辊(冷硬铸铁)。
通常轧辊的服役条件极其苛刻,工作过程中承受高的交变应力、弯曲应力、接触应力、剪切应力和摩擦力。
容易产生磨损和剥落等多种失效形式。
不同的用途、不同类型的轧辊处在各自特定的工况条件,其大致的性能要求如下:冷轧辊在工作过程中要承受很大的轧制压力,加上轧件的焊缝、夹杂、边裂等问题,容易导致瞬间高温,使工作辊受到强烈热冲击造成裂纹、粘辊甚至剥落而报废。
因此,冷轧辊要有抵抗因弯曲、扭转、剪切应力引起的开裂和剥落的能力,同时也要有高的耐磨性、接触疲劳强度、断裂韧性和热冲击强度等。
国内外冷轧工作辊一般使用的材质有GCr5、9Cr2、9Cr、9CrV、9Cr2W、9Cr2Mo、60CrMoV、80CrNi3W、8CrMoV、86CrMoV7、Mo3A等。
20世纪50~60年代,这一时期的轧件多为碳素结构钢,强度和硬度不高,所以轧辊一般采用 1.5%~2%Cr锻钢。
此类钢的最终热处理通常采用淬火加低温回火,常见的淬火方式有感应表面淬火和整体加热淬火。
其主要任务是考虑如何提高轧辊的耐磨性能、抗剥落性能,并提高淬硬层深度,尽量保证轧辊表面组织均匀,改善轧辊表层金属组织的稳定性。
从20世纪70年代开始,随着轧件合金化程度的提高,高强度低合金结构钢(HSLA)的广泛应用,轧件的强度和硬度也随之增加,对轧辊材料的强度和硬度也提出了更高的要求,国际上普遍开始采用铬含量约2%的Cr-Mo型或Cr-Mo-V 型钢工作辊,如我国一直使用的9Cr2Mo、9Cr2MoV和86CrMoV7、俄罗斯的9X2MΦ、西德的86CrMoV7、日本的MC2等。
轧辊材质选用
101合金冷硬铸铁轧辊合金冷硬铸铁轧辊(辊环)是利用铁水自身的过冷度和模具表面激冷,同时添加Ni、Cr、Mo合金元素的办法制造的一种铸铁轧辊,辊身工作层基体组织内基本上没有游离态石墨,因而其硬度咼,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
化学成分(%)物理性能用途承制范围102合金无界冷硬铸铁轧辊合金无界冷硬铸铁轧辊(辊环),以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
表面的微细石墨孔隙还能改善轧辊的咬入能力。
合金球铁轧辊合金球墨铸铁轧辊(辊环),以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊(辊环)。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
104高镍铬无界冷硬铸铁轧辊高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密及硬度落差小的工作层;同时含有少量游离石墨,从而具有良好的耐磨损性、抗热裂、抗剥落及抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部及辊颈具有满意的强韧性。
使用中充分水冷是必要的。
HS90_______ __ ________ I- _________ j …■■ ■1;:距表面距离(m m)用途:热带连轧精轧后段工作辊炉卷轧机工作辊宽、中厚板轧机粗轧、精轧机架工作辊高速线材轧机预精轧辊环热带(板)四辊平整机工作辊、支撑辊,横有色金属板材轧机工作辊切平整辊105高铬复合铸造轧辊高铬复合轧辊工作层含有6~22%勺铬合金,芯部为高强度球墨铸铁。
轧辊尺寸参数及材质ppt课件

L/D与品种规格、轧制条件、轧辊材质、轧机类型有关 手册中L/D 经验参数是大量生产实践数据的总结 反映了不同的品种规格、轧制条件、轧机类型, 在一定范围内, L/D 满足咬入条件和强度条件
机动 目录 上页 下页 返回 结束9
辊身直径 D 主要根据咬入条件和轧辊强度确定 有两种方法:
根据经验参数(查手册)确定 L 再校核咬入条件和轧辊强度
最小辊径 Dmin 受轴承座间最小中心距(压下上行空间)限制 最小辊径 Dmin 还受轧辊强度和咬入条件限制 轧辊重车率主要取决于轧辊材质和表面硬度
机动 目录 上页 下页 返回 结1束3
三、 轧辊材质与制造
轧辊材质主要四类: 锻钢, 铸钢, 铸铁, 半钢 锻钢轧辊分为: 热轧锻钢轧辊 冷轧锻钢轧辊 热轧锻钢轧辊具有:高强度和高韧性 高耐热疲劳性能
梅花轴头
轴头主要有四种形式:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H13是热作模具钢,执行标准GB/T1299—2000。
统一数字代号T20502;牌号4Cr5MoSiV1;H13合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。
其中合工钢包括:量具刃具用钢、耐冲击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料模具钢。
硬度:退火,245~205HB,淬火,≥50HRC
布氏硬度HBW10/3000(≤235))
使用周期:铜:
铝:
材料名称:合金工具钢牌号:5CrMnMo
标准:GB/T 1299-1985 ●硬度:44~48
使用周期:铜:
铝:
该钢是热作模具钢,除淬透性,耐热疲劳性稍差外,5CrMnMo钢具有与5CrNiMo钢类似的性能,淬透性稍差.此钢适于制作要求具有较高强度和高耐磨性的各种类型锻模.要求韧
性较高时,可采用电渣重熔钢.
碳C :0.50~0.60硅Si:0.25~0.60
锰Mn:1.20~1.60
硫S :≤0.030
磷P :≤0.030
铬Cr:0.60~0.90
镍Ni:允许残余含量≤0.25
铜Cu:允许残余含量≤0.30
钼Mo:0.15~0.30
820~850 油150~180 至150~180℃后小型模具冷空,大中型模具立即回火52~58
注:1.中型锻模采用加热温度的上限,小型锻模采用加热温度的下限;
2.为减小模具淬火后的应力和变形,淬火时最好先冷空至740~760℃,然后油冷,冷至150~180℃左右,取出并立即退火;。