Moldflow在键盘面板成型中的应用
moldflow工作总结

moldflow工作总结
《Moldflow工作总结》。
Moldflow是一款专业的注塑成型仿真软件,广泛应用于汽车、电子、医疗器械等行业。
在过去的一段时间里,我有幸能够接触并使用这款软件,通过对其工作总结,我深刻体会到了它在注塑成型过程中的重要性和优势。
首先,Moldflow可以帮助我们在产品设计阶段就发现并解决潜在的成型问题。
通过模拟注塑成型过程,我们可以及早发现可能出现的缺陷,如气泡、短射、翘曲等,从而在产品设计阶段就进行改进和优化。
这不仅可以节省时间和成本,还可以提高产品的质量和可靠性。
其次,Moldflow可以帮助我们优化注塑工艺参数,提高生产效率和降低成本。
通过对注塑成型过程的模拟和分析,我们可以找到最佳的注塑工艺参数,如注射压力、温度、冷却时间等,从而提高注塑成型的效率和质量,降低生产成本。
此外,Moldflow还可以帮助我们预测产品的性能和寿命。
通过对注塑成型过程的模拟,我们可以得到产品的应力分布、变形情况等信息,从而预测产品的性能和寿命,为产品的设计和改进提供重要参考。
总的来说,Moldflow作为一款专业的注塑成型仿真软件,具有非常重要的作用和优势。
通过对其工作总结,我深刻认识到了它在注塑成型过程中的重要性和价值,相信在未来的工作中,我会继续深入学习和使用Moldflow,为产品设计和生产提
供更加可靠的支持。
Moldflow在注塑成型模拟分析中的应用
( MS A )
La b Li
n c
Au t
,
o
de
o
s
k
Mo l d f l o w
Pla s t i c
制造 可 行性
A MA 主 要 关 注 外 观 质 量 (
、
熔
( MP L )
Au t
,
d e s k Mo l d f l o w
o
De s i g n CAD
接线
、
气穴等 )
、
材料选 择
m e
d ic
m a
l
、
m e c
ha
ic
,
l
、
p
u te r
、
le
c tr o n
c o m m u n
ic a t i o
an
n s
、
to y
a u to m o
b ile ls
o
ho
c
u s e
h o ld
.
p p lia
e
n c e s
.
T h is p a p e
r
in tr o d u
s
o
s
ho
th a t M o
o w
c a n
h e lp t o
K
p t im
o r
e
tru
c
tu
r e
o
f pr o du
d g m in g
M
o
s
y
te m
d pr o
ic
a
v
a
fe
n
r e n c e
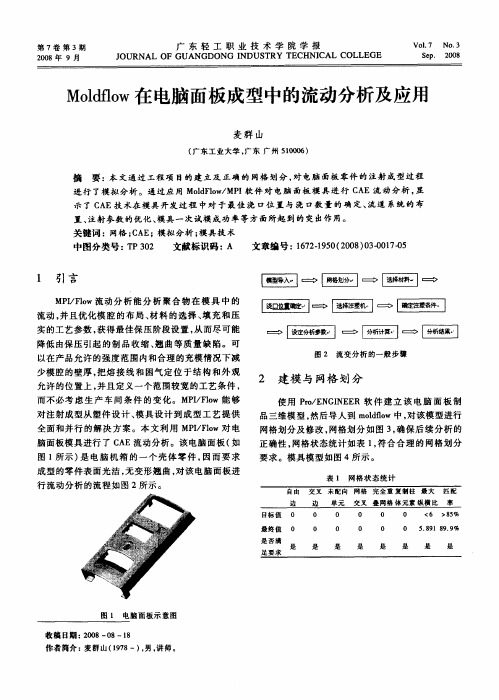
Moldflow在电脑面板成型中的流动分析及应用
( ) akn ie 8 0sc 6 P c igTm : . e ( ) lm p nTm :0 0sc 7 Ca pO e i e 1 . e ( ) c ieS eict n ( e rt G n r 5 8 Mah pc a o rf o eea 30 n i f i e l tni et nm ligm cie) o jc o o n ahn n i d
圈 匝圆
一 圈 一 回
一 围
一
一 匡圈
一 圈
一 匡固
一 圈
降低 由保 压引起 的制 品 收缩 、 曲等质 量 缺 陷。 可 翘 以在产 品允许 的强度 范围 内和合 理的充模情 况下 减
少模腔 的壁厚 , 把熔 接 线和 困气 定位 于结 构和 外 观
允许 的位置 上 , 并且 定义一个范 围较宽 的工艺条 件 , 而 不必考 虑 生 产 车 间条 件 的 变化 。MP/ lw能 够 IFo
( ) od cit 0 10 0 m d g 1 C n u t i .9 0 0W/ / eC vy ( ) pc i H a 2 0 .0 0 0J k/ eC 2 S eic et 0 0 0 0 0 / g dg f ( ) e esy9 0 0 0 0 gc . 3 M lD ni 5 .0 0 0k / u m t t ( ) jc o e p r ue 0 0 0 0 e. 4 Eet nT m ea r 9 .0 0 0d gC i t
( ) oFo e p r ue10 0 0 0 e. 5 N l T m ea r 5 .0 0 0dg C w t
4 模 拟 结 果
填 充过 程 的模 拟可 得到 填充 形式 、 填充 温 度分
工 艺参数 :
MoldFlow软件在特殊注塑成型中的应用

MoldFlow软件在特殊注塑成型中的应用MoldFlow软件在特殊注塑成型中的应用作者:文劲松麻向军来源:PT现代塑料一前言MPI3.1除了能对传统的注塑成型进行模拟分析外,还能对一些特殊的注塑成型过程进行模拟分析,如共注塑成型(Co-injection Molding)、压注成型(Injection-Compression Molding)、反应注塑成型(Reaction Injection Molding)、微芯片封装(Microchip Encapsulation)、气体辅助注塑成型(Gas-Assisted Injection Molding),其中,气体辅助注塑成型将有专门的文章进行介绍,下面讨论其它的注塑成型模拟分析。
二共注塑成型模拟分析共注塑成型是指用两个或两个以上注塑单元的注塑成型机,将不同的品种或不同色泽的塑料,同时或先后注入模具内的成型方法,可生产多种色彩或多种塑料的复合制品。
MPI/Co-Injection可以模拟先后注射成型过程。
一般用于共注塑的注塑机有两个料筒和一个公用的喷嘴。
制品表面的塑料首先注射,由于喷泉效应,塑料熔体喷射到模腔壁,模壁的温度远低于熔体的凝固温度,熔体迅速凝固,形成绝缘层,新的熔体沿着模壁流动,直到覆盖整个模腔表面。
随后注射制品内部的塑料,最后再次注射表面塑料。
在共注塑过程中,有两个很难控制的工艺参数:1)两种塑料的最优混合比例。
理论上,制品内部塑料最大可占到制品体积的百分之六十七,但实际上很难到达,尤其是复杂制品,工程上内部塑料可达到制品体积的百分之三十。
2)两种塑料注射转换的时间控制点。
由于模具设计不合理或者两种塑料比例不合适,有可能使内部塑料露出表面,尤其是最后填充的地方。
MPI/Co-Injection根据两种注射塑料的特性,预测它们在模腔中的分布,并给出两种塑料的最佳混合比例以及注射时间控制点,分析结果包括:1)两种塑料在填充过程中,模腔中任一点在任一时间的体积百分比。
7材料成型过程的计算机模拟——MOLDFLOW
7材料成型过程的计算机模拟——MOLDFLOW MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它能够帮助工程师分析和优化塑料和金属等材料的成型过程,以确保最终产品的质量和性能达到预期。
MOLDFLOW的计算机模拟功能是通过三维CAD模型和材料特性数据来实现的。
首先,用户需要将产品的CAD模型导入MOLDFLOW软件中。
然后,用户可以定义材料的特性,例如熔融温度、熔融流动性等。
接下来,用户需要定义模具的几何形状和材料。
一旦输入了这些参数,MOLDFLOW就可以进行模拟分析。
它使用有限元分析方法来模拟材料在模具中的流动、冷却和固化过程。
通过这些模拟,MOLDFLOW可以预测产品在成型过程中可能出现的问题,例如气泡、缩水、翘曲等。
MOLDFLOW还提供了一些工具和功能来帮助工程师优化产品的成型过程。
例如,它可以帮助用户选择合适的注射成型机和模具设计,以实现最佳的成型效果。
此外,MOLDFLOW还可以帮助用户优化成型参数,例如注射速度、温度和压力等。
MOLDFLOW的计算机模拟功能对于塑料和金属等材料的成型过程具有广泛的应用。
它可以帮助工程师在产品开发的早期阶段就进行成型模拟,以预测产品的成型性能和质量。
这有助于减少成型过程中的试验和错误,并节省时间和成本。
此外,MOLDFLOW还可以帮助工程师优化产品的设计。
通过模拟不同的成型参数和模具设计,工程师可以找到最佳的解决方案,以提高产品的质量和性能。
这对于提高产品的可靠性和竞争力非常重要。
总之,MOLDFLOW是一种强大的工具,可以帮助工程师模拟和优化材料成型过程。
它能够预测产品在成型过程中可能出现的问题,并提供解决方案。
通过使用MOLDFLOW,工程师可以提高产品的质量和性能,减少成本和时间,从而在市场上取得竞争优势。
Moldflow在塑料注塑成型中的应用

Moldflow在塑料注塑成型中的应用摘要:本文简单介绍了注塑成型的背景及国内外的发展状况,并对注塑成型的工艺、影响因素及常见的缺陷进行了了解。
最后对注塑成型分析软件Moldflow 进行了一定的介绍。
关键字:注塑成型,塑料,Moldflow1.1引言在现代工业生产中,60%~90%的工业产品需要使用模具,模具工业已经成为工业发展的基础[1]。
早期的注塑成型方法主要用于热塑性塑料制品。
随着塑料工业的迅速发展以及塑料制品应用范围的不断扩大,注塑成型已经推广应用到热固性塑料和一些塑料复合材料制品的生产中。
传统的注射模设计和制造很大程度上依赖于设计者的经验和制造工人的技巧,设计的正确性只有通过试模才能知道,制造的缺陷主要依靠修模来纠正,有时还可能导致整套模具的报废,特别是对复杂的中高档模具,问题则为突出[2]。
随着计算机技术的发展和人们对计算力学、流体力、聚合物加工流变学、传热学等学科的深入,成型模拟(CAE)技术与注塑成型技术相结合,为改变这种状况提供了新的手段。
CAE技术通过建立高聚物成型的物理和数学模型,构造有效的数值计算方法,借助于计算机仿真模拟确定加工条件的变化规律、预测制品的结构和性能、确定高聚物制品和模具设计参数及工艺条件的最佳方案,使高聚物成型加工和模具设计建立在科学分析基础上,为优化模具设计和控制产品成型过程以获得理想的最终“定构”提供科学依据和设计分析手段,指导高分子模型,提高高分子材料使用水平。
成型模拟技术使高聚物成型加工过程在流场、力场、热场等作用下出现的各种物理现象和化学变化的描述更加数学化和定量化,从而使加工成型从一项使用技术变为一门应用科学。
掌握成型CAE技术对缩短产品的开发周期、提高塑料制品的质量、降低生产成本具有很重要的意义[3]。
注塑成型是一种主要的塑料制品成型方法,能够一次成型复杂外形的塑件,同时所生产的塑件尺寸精度高,是一种高效率,能大批量生产的加工方法。
长期以来,我国的注塑模具在设计过程中主要依赖设计员的直觉和经验,而产品结构、模具设计以及成型工艺参数的合理性都无法预知,因此一套模具生产出来的产品是否满足客户的需求,往往是在不断的试模与修模中进行改善的,这加大了模具的设计制造周期,延长了交付日期,同时也加大了模具制造成本,这在激烈的市场经济竞争中使得企业出于一个被动的位置,加大了企业的生存风险[3,4]。
MoldFlow在注塑成型中的应用

MoldFlow在注塑成型中的应用作者:广西大学机械工程学院汤宏群苏广才摘要:利用MoldFlow对星型注塑件不同浇口位置进行流动模拟分析,预测可能存在的气泡位置和熔接痕位置,确定最佳浇口位置和数目。
以此为例说明MoldFlow在注塑成型中应用的好处。
关键词:MoldFlow;模拟分析;最佳浇口位置中传统的注射模设计主要依靠设计人员的直觉和经验,模具设计加工完后往往需要经过反复地调试与修正才能正式投入生产,发现问题后,不仅要重新调整工艺参数,甚至要修改塑料制品和模具,这种生产方式降低了新产品的开发速度。
而利用Moldflow软件在模具加工之前,在计算机上对整个注塑成形进行模拟分析,可以进行填充、保压、冷却、翘曲、纤维取向、结构应力、收缩以及气辅成形等分析,找出可能出现的缺陷,提高一次试模的成功率,降低生产成本,缩短生产周期。
本文主要介绍使用MOLD-FLOW模拟分析软件对星型注塑件不同浇口位置进行流动模拟分析,预测可能存在的气泡位置和预测熔接痕的位置,确定最佳浇口位置和数目。
为模具设计人员进行模具设计提供依据。
1模拟分析过程1.1分析模型的建立图图1为该零件的三维实体模型,由实体模型建立的该注塑件的有限元分析模型如图2所示,在分析中采用中性面网格,有限元分析模型数据为:面单元数-1547,节点数-821。
1.2浇口位置的确定及流动分析本文分别采用一个浇口和两个浇口进行分析比较:方案1一个浇口居中(如图3所示),方案2两个浇口居左右两侧(如图4所示),塑件所用材料为DUPONT,相关参数为:塑料熔融温度-215.00℃;模具温度-90.00℃。
2. 流动模拟分析结果比较2. 1不同浇口位置产生的气泡在塑料熔体注射充填过程中,模腔内除了原有空气外,还有塑料含有的水分在注射温度下蒸发而成的水蒸气,塑料局部过热分解产生的低分子挥发性气体等。
这些气体若不能通过排气系统顺利排出模腔,将会影响制品成型以及脱模后的质量。
7材料成型过程的计算机模拟——MOLDFLOW
7材料成型过程的计算机模拟——MOLDFLOW MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
本文将详细介绍MOLDFLOW的工作原理、应用和优势。
MOLDFLOW的工作原理主要基于有限元分析(FEA)方法。
它将整个成型过程分为多个时间和空间步骤,并对每个步骤中的物理过程进行数值模拟。
通过对塑料的熔融、流动、冷却和固化等过程的模拟,MOLDFLOW能够提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等。
同时,MOLDFLOW还可以通过计算机模拟来预测和优化成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的应用范围非常广泛。
它可以用于注塑成型、吹塑成型、压缩成型、挤出成型等各种材料成型过程的模拟和优化。
在注塑成型中,MOLDFLOW可以帮助优化模具设计、材料选择和加工参数,从而提高产品质量和生产效率。
在吹塑成型中,MOLDFLOW可以预测和优化瓶嘴的形状和位置,从而改善瓶子的气密性和外观。
在挤出成型中,MOLDFLOW可以模拟材料的流动和变形,从而改善挤出产品的尺寸精度和表面质量。
MOLDFLOW的优势主要体现在以下几个方面。
首先,它能够通过计算机模拟来预测和优化成型过程的缺陷和问题,从而节省了传统试验方法所需的时间和成本。
其次,MOLDFLOW可以提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等,从而帮助工程师更好地理解材料的行为和成型过程的变化。
此外,MOLDFLOW还可以进行多场耦合分析,如热-流体耦合分析、应力-应变耦合分析和热-机械耦合分析等,从而更全面地研究材料成型的多种物理过程。
总之,MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的工作原理基于有限元分析方法,它能够模拟塑料的熔融、流动、冷却和固化等过程,并提供详细的信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现代制造工程2008年第3期CAD/CAE/CAPP/CAMM oldflow在键盘面板成型中的应用3宋佳林,林启权,谢桂兰(湘潭大学机械工程学院,湘潭411105)摘要:分析了键盘面板的结构特点,使用Moldfl ow软件对注塑件的成型过程进行CAE分析,确定浇口数量及位置,并预测可能出现的翘曲、气孔和熔接痕等缺陷。
结果表明,通过CAE模拟计算,可有效地消除产品设计、模具设计及产品制造成型过程中可能出现的不足,取代传统的反复试模、修模等过程,从而降低产品制造成本,缩短产品开发周期。
关键词:注塑成型;Moldfl ow;键盘中图分类号:TG76 文献标识码:B 文章编号:1671—3133(2008)03—0044—03S i m ul a ti on of i n jecti on m old i n g for keyboard cover pl a te by M oldflowSong J ia2lin,L in Q i2quan,Xie Gui2lan(College ofMechanis m Engineering,Xiangtan University,Xiangtan411105,Hunan,CHN) Abstract:The structure characteristics of keyboard cover p late is analyzed.Moldfl ow s oft w are is used t o si m ulate the injecti on molding p r ocess f or p lastic p r oduct.The s p rue nu mbers and l ocati on are deter m ined.The p r oblem s such as gas por osity,war p ing and weldline are f orecasted.Results show that p lastic CAE si m ulati on can effectively eli m inate p r oble m s in p r oduct design,mold design and manufacturing p r ocess,and rep lace the traditi onal modes of repeating test repairing molds,thereby reduce manufactur2 ing costs and shorten the p r oduct devel opment cycle.Key words:I njecti on molding;Moldfl ow;Keyboard cover p late0 引言由于具有质量轻、比强度高、耐磨损、消音减振电性能好和便于加工等特点,塑料的注塑成型技术在工业生产中得到了越来越广泛的应用,其相关模具及工艺技术逐步成为模具行业研究的热点[1]。
不同的工艺方案对注塑产品的质量有明显的影响,而影响塑件质量的工艺参数很多,传统的经验加试模定工艺方案的方法已经很难适应现在对制品高质量和高效率的要求。
CAE模拟分析可以最大限度地预测并修正产品设计、模具设计及制品成型过程中可能出现的问题和不足,从而取代传统的反复试模、修模过程,降低产品的制造成本,缩短产品开发周期,对实际生产具有重要的指导意义[2]。
1 成型工艺及建模本文用Moldfl o w软件对多媒体键盘面板进行了成型分析,其塑件尺寸为440mm×15mm,面板基面厚度为2mm,最厚处为3mm,最薄处为1mm,壁厚比较均匀,键盘上每个按键安装位置在面板两侧都有一个台阶,中间为一通孔,大量的凸台使得注塑时材料的流动难于控制。
采用UG建模并通过stl格式导入Mold2 fl ow软件进行分析。
塑件如图1所示。
图1 塑件图主要工艺参数有:塑件材料:PC+30%Glass Fiber 填充物;模温105℃;料温315℃;注塑最大压力12915MPa;保压为60MPa,保压时间10s;冷却时间20s;采用8mm流道、直径2mm、高度0.5mm点浇口的平衡性浇注系统。
443湖南省教育厅青年基金项目(07KZ/KZ02006),湘潭大学博士基金项目(07QDZ05) CAD /CAE/CAPP /CAM 现代制造工程2008年第3期2 浇注方案的确定浇口是熔融体流进型腔的最后通道,对于制件的质量影响较大,浇口的数目和位置主要影响浇口的充填模式,而浇口的形状与尺寸决定了聚合物流动方向和平衡,当流动不平衡时容易造成不均匀的收缩和翘曲变形,产生气泡和熔接痕并影响内应力的取向和制件的质量,不适当的浇口位置常造成型腔内的气体在注塑成型过程中无法逃逸造成短射、气穴、烧焦痕迹等注塑缺陷[3]。
利用Moldfl ow 软件对塑件进行最佳浇口位置预测分析,结果如图2所示。
图2 最佳浇口位置由于塑件的形状具有对称性且厚度基本一致,分析结果将塑件分成明显的四个区域:中心深色区域为最佳浇口位置区域,四个角上的浅色区域是最差的浇口位置区域。
经分析选定浇口位置设计在塑件中心,同时考虑到塑件的孔洞和凸台多,充填较难且难以达到平衡填充,选用对称性分布两个浇口和四个浇口进行对比分析,三种方案的填充分析结果如图3所示。
从图3中可以看出,采用单浇口时不能完全充填塑件,但随着浇口的增加充填能力明显提高,充填时间减少,完全充填时间分别为两个浇口为211615s 、四个浇口为114841s 。
两个浇口和四个浇口两种方案均能满足塑件的填充要求。
3 缺陷分析熔接痕的形成是由于两股或两股以上的料流在相遇并熔和时所形成的痕迹,由于熔接痕的存在将影响到制品的表面质量,严重的将引起塑件报废。
图4中给出了气孔和熔接痕的分布情况,熔接痕出现在料流绕过每个孔洞时,两个浇口方案的熔接痕分散,塑件边框上分布较多,且由于料流较长,其熔接痕较深,较明显。
四个浇口方案的熔接痕主要集中在塑件孔洞区域,该区域为安装键所用,不影响塑件的美观效果,由于料流较短,容易融合,其熔接痕较浅。
两种方案的气孔均主要集中在孔洞周围,在实际生产图3 充填时间分布图4 气孔及熔接痕54 现代制造工程2008年第3期CAD /CAE /CAPP /CAM时,模具在该处均采用镶嵌式结构,镶块之间的缝隙能很好地起到排气的作用,从而消除气孔。
翘曲分析用于判断采用热塑性材料成型时的塑件是否会出现翘曲,若出现翘曲,查出导致翘曲的原因。
塑件上区域不同收缩也不同,厚度的收缩不均匀或与材料分子取向平行和垂直的方向上收缩不均匀都会导致翘曲的产生。
在实际生产中,产品结构、塑件材料、模具设计和成型工艺都对产品的变形有影响,通过对注塑系统的优化设计可以尽量减小翘曲。
通过软件分析可以看出,图5a 中两个浇口方案的翘曲范围在010172~21673mm,最大翘曲位置在塑件的右下角;从图5b 可以看出,四个浇口方案的翘曲范围在010051~017662mm,最大翘曲位置均布塑件的周边位置。
比较两方案,可见四个浇口方案翘曲变形小且分布均匀。
图5 翘曲分析4 结语通过以上的数值模拟分析可知,四个浇口方案流动均匀、平稳,熔接痕较浅且不影响塑件美观,翘曲变形小,该方案比较合适。
应用MoldFl ow 软件对键盘面板塑件注射过程进行流动分析,为模具开发过程中最佳浇口位置与浇口数量的确定、流道系统的布置、注塑参数的优化和模具一次试模成功率提供了重要的参考依据。
使用Moldfl o w 对填充过程进行模拟分析,有助于工艺人员从本质上找出缺陷产生的原因,并找到消除缺陷的对策与方法。
Moldfl ow 等系列CAE 软件在塑料行业的广泛应用,大大缩短了新产品的开发周期,节省了开发费用,为注塑件生产企业带来了良好的经济效益。
参考文献:[1] 于卫东,陈建.Moldfl ow 技术在注塑成型过程中的应用[J ].计算机辅助设计与制造,2001,(6):59-61.[2] 陈兰贞.基于数值模拟与正交试验结合的注塑模多工艺参数优化设计[J ].现代制造工程,2006(12):77-79.[3] 吴崇峰.实用注射模CAD /CAE /C AM [M ].北京:轻工出版社,2000.作者简介:宋佳林,硕士研究生,主要研究方向为材料成型过程的计算机数值模拟。
E 2mail:s ongjialin93@s ohu .com收稿日期:2007211219(上接第72页) 参考文献:[1] 郭恩明.我国航空制造技术的现状及发展趋势[J ].航空制造技术,2002(1):27-29.[2] 郑联语,汪叔淳.薄壁零件数控加工工艺质量改进方法[J ].航空学报,2001(22):424-428.[3] 乐兑谦.金属切削刀具[M ].北京:机械工业出版社,1985.[4] 刘学杰.钛合金单刃零件端铣面铣削加工的切削力建模[C ].南京航空航天大学第九届研究生学术会议,2007.[5] 楼文明.航空薄壁件加工变形补偿技术研究[D ].西安:西北工业大学,2007.[6] Ratchev S L iu,Huang W ,et al .An advanced FE Abased f orce induced err or compensati on strategy in m ill 2ing[J ].I nternati onal Journal of Machine Tools &M an 2ufacture,2006(46):5422551.[7] 杨成,申丽然,李雪耀.Matlab 引擎的VC ++610接口调用及其面向对象编程[J ].应用科技,2001,28(11)1作者简介:张攀,硕士研究生,研究方向为制造信息化技术。
E 2mail:kaiyuaner@收稿日期:200721221964。