气辅注射成型技术
气体辅助注塑工艺原理及优点.
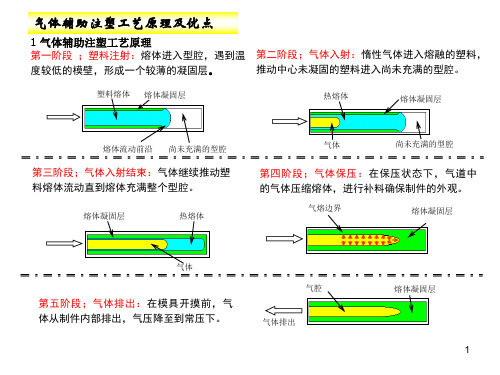
1 气体辅助注塑工艺原理 第一阶段 ;塑料注射:熔体进入型腔,遇到温 第二阶段;气体入射:惰性气体进入熔融的塑料,
度较低的模壁,形成一个较薄的凝固层。
推动中心未凝固的塑料进入尚未充满的型腔。
塑料熔体 熔体凝固层
热熔体
熔体凝固层
熔体流动前沿 尚未充满的型腔
第三阶段;气体入射结束:气体继续推动塑 料熔体流动直到熔体充满整个型腔。
射嘴进气方式,即使用专用的自封闭式或主动式气辅射嘴,在塑料注射结束后,将 高压气体依靠射嘴直接进入塑料内部,按气道形成一个延展的封闭空间-气腔并保持一 定压力,直至冷却,在模具打开之前,通过座台后退使射嘴与制品料道强行分离,使气 体排出制品。
图4自封闭气辅射嘴
图5主动式气辅射嘴 7
(2) 气针进气方式 气针进气方式即在模具的某个特定位置,安装排气装置-气针。当塑料注入型腔后,
2
气辅技术应用
气体辅助注射可以应用在除特别柔软的塑料以外的任何热塑性塑料和部分热 固性塑料。
根据气辅成型制品的结构形状不同,大致分为3类: (1).棒类制品,类似把手之类大壁厚制件; (2).板类制品,容易产生翘曲变形和局部表面收缩的大平面制件; (3).特殊制品,由传统注塑技术难以一次成型的特殊结构的制件。
(5).气道截面尺寸变化应平缓过渡,以免引起收缩不均。 (6).气道入口不应设置在外观面或制件承受机械外力处。
(7).进气口位置应接近浇口,以保证气体与熔体流动方向一致,但两者距离应>30mm, 以避免类制品
气辅注塑成型技术的主要应用之一就是板类制件的成型。因为气体总是沿 着阻力最小的方向前进,容易在较厚的部位进行穿透,因此,在板类制品设计时常 将加强筋作为气道,气道一般设在制品的边缘或壁的转角处。对制品的设计也就是 对加强筋和肋板的设计,即气道的设计。基本原则如下: (1).在设计制作加强筋时,应避免设计又细又密的加强筋。 (2).“手指”效应是大平面制件容易产生的主要问题。 (3).当制件仅由一个气针进气而形成多个加强筋或肋板(气道)时,气道不能形 成回 路。 (4).为避免熔体聚集产生凹陷,气道末端的外形应采用圆角过渡。 (5).采用多点进气时,气道之间的距离不能太近。 (6).气道布置尽量均匀,尽量延伸至制品末端。
气体辅助注射成型技术原理及应用

气体辅助注射成型技术原理及应用
气体辅助注射成型技术的应用
● 管状和棒状零件,如门把手、转椅支座、吊 钩、扶手、导轨、衣架等。这是因为,管状结 构设计使现存的厚截面适于产生气体管道,利 用气体的穿透作用形成中空,从而可消除表面 成型缺陷,节省材料并缩短成型周期。
气体辅助注射成型技术原理及应用
在进行模具设计之前,利用MoldFlow MPI 5.0对设计方案进行了模拟。 分析模型如图8所示,在该分析模型中确定了浇口及进气口位置。在模拟中, 设定预注射量为70%,熔体温度为230℃,注射时间为3s,延迟时间为1.5s, 气体压力为20MPa。
气体辅助注射成型技术原理及应用
● 可通过气体的穿透减轻制品重量,节省原材料 用量,并缩短成型周期,提高生产率。
● 该技术可适用于热塑性塑料、一般工程塑料及 其合金以及其他用于注射成型的材料。
气体辅助注射成型技术原理及应用
气体辅助注射成型技术的缺点是:
●需要增加供气和回收装置及气体压力控制单元, 从而增加了设备投资;对注射机的注射量和注射 压力的精度要求有所提高;制品中接触气体的表 面与贴紧模壁的表面会产生不同的光泽;制品质 量对工艺参数更加敏感,增加了对工艺控制的精 度要求。
气体辅助注射成型CAE分析的主要作用是:
1.分析产品的成型工艺性 2.评价模具的设计是否合理 3.优化成型工艺参数 4.预测制品可能出现的缺陷
气体辅助注射成型技术原理及应用
下面以成型把手为例,介绍气体辅助注射成型 CAE分析的过程。
如图7所示的把手材料为ABS,手柄位置壁厚为14mm。由于是外观件,对 其成型要求很高。
气辅注塑成型工艺

气辅注塑成型工艺这种成型工艺,对于很多工程师来说很陌生,因为平时大家接触的产品很少会用到这种成型工艺,包括我本人也是一样,直到我接触到一款产品,才慢慢了解,就是以下这个锅体。
锅体的把手部分,除了2个螺丝塞,整个把手是一个完整的塑胶件,且外观并没有缩水等缺陷,看下侧面和背面图。
咋一看,以为内部是实心的,实际上并不是,而是空心的,是利用了气体辅助注塑成型技术。
01气辅成型的原理气体辅助注塑系统,是把惰性气体(通常用氮气)经由分段压力控制系统直接注射入模腔内的塑化塑料里,使塑件内部膨胀而造成中空,但仍然保持产品表面的外形完整无缺。
气辅注塑成型可被认为是中空吹塑成型的变型,其过程是先向模具腔中注入经过准确计量的占模腔一定比例的塑胶熔体,这一过程称为“欠料注塑”,再直接往熔融塑胶中注入一定体积和压力的高压氮气,气体在塑胶熔体的包围下沿着阻力最小的方向扩散前进。
由于靠模壁部分的塑胶温度低,表面粘度高,而製作较厚部分中心塑胶熔体的温度高,粘度低,所以气体容易对中心塑胶熔体进行穿透和排空,在制件的厚部形成中空气道,而被气体所排空的熔融塑胶又被气体压力推向模具末端直至充满模具型腔,在冷却阶段压缩气体对塑胶熔体进行保压补缩。
待制品冷却凝固后再卸气,然后开模顶出。
以上气辅成型过程实际上分为四个阶段:熔体短射、气体注射、气体保压、气体排出和制件顶出。
02气辅成型的方法除了常规的欠料注塑成型法,还有:1.副腔成型法(也叫满料注塑法)2.型芯成型法3.熔体回流成型法上面的锅体的把手猜测是采用了副腔成型法(也叫满料注塑法):具体细节可参考下图:03气辅注塑成型与普通注塑成型的区别主要区别在于多了一套气辅设备:(1)普通注塑机(计料精度稍高些为好)。
(2)氮气控制系统,包括自封闭式气辅喷嘴。
(3)高压氮气发生器。
(4)工业氮气钢瓶以及提供增压动力的空气压缩机。
(5)为气体辅助注射设计制造的模具。
(6)气辅注塑气辅喷嘴喷嘴进气方式,即使用专用的自封闭式气辅喷嘴,在塑料注射结束后,将高压气体依靠喷嘴直接进入塑料内部,按气道形成一个延展的封闭空间—气腔并保持一定压力,直至冷却,在模具打开之前,通过座台后退使喷嘴与制品料道强行分离,使气体排出制品。
气体辅助注塑成型技术简介

气体辅助注塑成型技术简介气体辅助注塑成型技术简介类型:气体辅助注塑成型是欧美近期发展出来的一种先进的注塑工艺,它的工作流程是首先向模腔内进行树脂的欠料注射,然后利用精确的自动化控制系统,把经过高压压缩的氮气导入熔融物料当中,使塑件内部膨胀而造成中空,气体沿着阻力{TodayHot}最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融物料而掏空厚壁截面,这些置换出来的物料充填制品的其余部分。
当填充过程完成以后,由气体继续提供保压压力,解决物料冷却过程中体积收缩的问题。
气体辅助注塑成型优点为什么人们对于气体辅助注射成型的兴趣如此之大呢?其主要的原因在于这种方法出现时所许诺的种种优点。
成型者希望以低制造成本生产高质量的产品。
在不降低质量的前提下用现代注塑机和成型技术可以缩短生产周期。
通过使用气体辅助注射成型的方法,制品质量得到提高,而且降低了模具的成本。
使用气体辅助注射成型技术时,它的优点和费用的节约是非常显着的。
1、减少产品变形:低的注射压力使内应力降低,使翘曲变形降到最低;2、减少锁模压力:低的注射压力使合模力降低,可以使用小吨位机台;3、提高产品精度:低的残余应力同样提高了尺寸公差和产品的稳定性;4、减少塑胶原料:成品的肉厚部分是中空的,减少塑料最多可达40%;5、缩短成型周期:与实心制品相比成型周期缩短,不到发泡成型一半;6、提高设计自由:气体辅助注射成型使结构完整性和设计自由度提高;7、厚薄一次成型:对一些壁厚差异大的制品通过气辅技术可一次成型;8、提高模具寿命:降低模腔内压力,使模具损耗减少,提高工作寿命;9、降低模具成本:减少射入点,气道取代热流道从而使模具成本降低;10、消除凹陷缩水:沿筋板和根部气道增加了刚度,不必考虑缩痕问题。
第一阶段:按照一般的注塑成型工艺把一定量的熔融塑胶注射入模穴;第二阶段:在熔融塑胶尚未充满模腔之前,将高压氮气射入模穴的中央;第三阶段:高压气体推动制品中央尚未冷却的熔融塑胶,一直到模穴末端,最后{HotTag}填满模腔;第四阶段:塑胶件的中空部分继续保持高压,压力迫使塑料向外紧贴模具,直到冷却下来;第五阶段:塑料制品冷却定型后,排除制品内部的高压气体,然后开模取出制品。
塑料成型新工艺

气体辅助注射成型技术气体辅助注射成型技术的工艺过程是:先向模具型腔中注入塑料熔体,再向塑料熔体中注入压缩气体。
由于高压气体的作用,推动塑料熔体充填到模具型腔的各个部分,使塑件最后形成中空断面而保持完整外形。
且制品脱模前由气体压力进行保压。
由于具有廉价、易得不与塑料熔体发生反应的优点,因此所使用的压缩气体为氮气。
根据具体工艺过程的不同,气体辅助注射成型可分为标准成型法、副腔成型法、熔体回流法和活动型芯法四种。
气体辅助注射成型技术可应用于各种塑料产品上,如电视机或音箱外壳、汽车塑料产品、家具、浴室、厨具、家庭电器和日常用品、各类型塑胶盒和玩具等,主要为以下几大类:1 管状和棒状零件,如门把手、转椅支座、吊钩、扶手、导轨、衣架等。
2 大型平板类零件,如车门板、复印机外壳、仪表盘等。
3 形状复杂、薄厚不均、采用传统注射技术会产生缩痕和污点等缺陷的复杂零件,如保险杠、家电外壳、汽车车身等。
气体辅助注射成型技术优点:1,节省材料20%~40%。
①对于棒类零件:通过掏空节省材料。
②对于平板类零件:利用加强筋或肋板作为气体穿透的气道,同时使平板厚度变薄。
2,减少锁模力高达40%~60%,高压气体先推动后保压,使塑料熔体和磨具摩擦减少。
3,使制件冷却时间减少,缩短生产周期30%以上,提高了生产率:气体掏空制件壁厚部位。
4,因为锁模力和注射压力降低,模具寿命延长,致使铝材模具的使用成为可能,而且能够一步成型壁厚不均匀形状复杂传统工艺无法一次生产的塑件。
滚塑成型技术滚塑成型又称旋转模塑。
滚塑成型工艺是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,最后获得制品。
滚塑成型工艺的特点是树脂加热、成型和冷却过程都在无压的模具内进行,其优点: 1模具简单、成本低廉,适合成型大型塑料制品:模具不受高压,不需要高强度,结构简单加工方便,制作周期短成本低。
气辅注塑工艺介绍L&L

© Yanfeng Visteon Proprietary / All Rights Reserved
© Yanfeng Visteon Proprietary / All Rights Reserved
气辅注塑成型有三种方式:溢料注射工艺,缺料注塑工艺,满料 注射工艺,
我们金桥现在是使用的溢料注射工艺:将模腔全部注满,然后通 过注射气体挤压一些熔体到溢流腔。溢流腔用来控制芯部材料的 流动,从而实现芯部材料的均匀分布。
储料 Screw back
普通注塑
取件 Taking off
顶出 Ejecting
开模 Mold opening
© Yanfeng Visteon Proprietary / All Rights Reserved
气体辅助注塑成型技术 (Gas Assistant Injection Molding, GIM) 是指在注塑 工艺中,熔融塑料充填到型腔 适当的时候(90%~100%)注 入高压气体,推动融熔塑料继 续充填满型腔,使塑件内部膨 胀而形成中空,保持产品完整 表面,用气体保压来代替塑料 保压过程的一种新兴的注塑成 型技术。由于气体具有高效的 压力传递性,可使气道内部各 处的压力保持一致,因而可消 除内部应力,防止制品变形。
图1.9 气辅控制器参数画面
© Yanfeng Visteon Proprietary / All Rights Reserved
气辅注塑工艺介绍 及问题改善
© Yanfeng Visteon Proprietary / All Rights Reserved
一.气辅成型工艺的简单介绍气辅注塑
合模 Mold closing
注射 Injecting
保压 Holding
气体辅助注塑工艺简介

气体辅助注塑工艺简介1.气体辅助注塑目前所指的气体辅助注塑:是指将氮气注射入产品内,使产品内部形成中空。
模具打开前,控制器会将塑胶工件内的氮气释放回大气中。
2.气辅注塑成形工艺的优势1)低射胶、低锁模力;2)压力分布均匀、收缩均匀、残余应力低、不易翘曲,尺寸稳定;3)消除凹陷,型面再现性高;4)省塑料,可用强度及价格更低的塑料;5)可用强度和价格更低的模具金属;6)厚薄件一体成型,减少模具及装配线数目;7)可用较厚的筋,角板等补强件,提高制品刚性,使得制件公称厚度得以变薄。
8)增强设计自由度。
3.气辅射胶控制工艺1)短射工艺,即胶料未完全充满型腔时,继之以氮气注射;2)满射工艺,塑胶熔体充满型腔之后,停止注射,继之以氮气注射。
短射工艺的特点:在气辅注塑中,塑胶注射取决于胶件形状及胶料性能,在以下条件才可进行短射。
1)胶件必须有独立完整的气体通道,即气流在穿透胶件时,无分支气道可走。
2)气体通道中多余胶料有足够的溢流空间。
3)胶料流动性优良,粘度不可太低,尽量避免使用含破坏高分子键的填充物的胶料。
4)胶料导热度较低,有可较长时间保持熔融状态的能力。
满射工艺特点:胶件射胶完成,通过气体代替啤机,防止胶件收缩。
其优点在于,啤机保压是以射胶量及压力来防止胶件收缩,气辅保压,则以气体穿透塑胶收缩后的空间,防止胶件表层埸陷。
4.气辅压力分析:现我们看以下气辅压力与啤机压力的对比:1)气辅压力a)低气压800psi=56.34kg/cm2b)中气压1500psi=105.63 kg/cm2c)高气压2500psi=176.06kg/cm22)啤机压力a)100 TON注塑最大压力188Mpa=1917 kg/cm2b)280 TON注塑最大压力150Mpa=1530 kg/cm2c)650TON注塑最大压力153Mpa=1560 kg/cm2从以上压力对比可知,氮气压力只相当于普通啤机注塑压力的十分之一,甚至更少。
气辅注塑

1)封闭式气体注射(SEALED INJECTION GAS)方法: * 是把气体直接注入模腔内,使塑料成品中空的方法。无需采用活阀,只是 通过简单模具加工,把气辅气嘴装在模具中。 * 在同一模具上,可有单一或多个注入气体的地方,这视乎同产品的需要, 慕求令产品有良好效果和提供产品设计有较大的灵活性。
太小会使气体流动失去控制 7.冷却要尽量均匀,内外壁温差要尽量小
8.在流道上放置合理流道半径的截流块,辅助注塑设备按工艺需求大致应有以下几类: 1、氮气机:主要用于氮气的制造 2、氮气增压器:主要是将氮气的气压加大,以便于氮气的注入 3、气辅控制器:主要用于控制氮气注入量、气压、时间及排气的控制,是
• 降低生产成本
– 由于减少了壁厚,因此降低了零件成品的总重量. – 由于壁厚较小,因此缩短了冷却时间和循环时间. – 由于降低了锁模力和注塑保压压力,能源消耗成本降低. – 由于零件的集成化,从而降低了装配成本.
• 降低投资成本
– 由于注射压力较低,因此可以降低注塑机的锁模压力,可使用吨位较小的注塑 机.
整个气辅设备的控制中心 4、气辅配件:主要有气针、气管及各种接头等,用于气辅设备与模具的连
接
因各种设备加在一起,占用的空间较大,现有很大一部分已采用一体化的气 辅系统。
END
同传统注射成型工艺相比.应用气体辅助注塑技术,有以下优点:
• 自由设计
– 综合功能较为复杂的塑胶零件可以整装为单一的组件. – 可以在同一零件上结合厚壁和薄壁部分. – 使用空心的"加强筋"部分可以提高其强度.
• 提高零件质量
– 由于减小了微收缩,因此扭曲和变形就减少了. – 消除缩痕. – 由于注射点的数量减少,所以波纹和熔接线也相应减少.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. 4. 5.
6.
7.
厚薄件一體成型,減少模具和裝配線數目 Integration of thick and thin parts, less moulds and assembly lines needed
可用較厚的肋、角板等補強件,提高製件剛性,使得製件公稱厚度得以打薄 Use of thicker stiffeners (e.g. ribs, gussets, etc.) which increases part stiffness and makes thinner nominal thickness possible 增加設計自由度 More design flexibility
型腔部份短射 Partial Shot in Cavity
氣輔注射成型 Gas-assisted Injection Moulding
模壁 Mould Wall
塑膠凝結層 Frozen Layer of Polymer
氣體 Gas
熔膠 Polymer Melt
模壁 Mould Wall 氣體穿透熔膠的斷面圖 Cross-section of gas penetration through molten plastic
氣道設計原則 Design Principles for Gas Channel Size
• Large Channels – Short Gas Penetration – Increase Cycle Time – “Racetrack” Effect • Small Channels – Fingering Into Thin Walls – Uncontrolled Gas Penetration • Properly Sized Channels – Promote Gas Into All Desired Areas With Minimal Thin Wall Penetration – Typically 2-4 Times the Wall Thickness
短射法氣輔注射成型設計指南 Short Shot Gas-Assisted Injection Moulding Design Guide
從氣口(上游)到上述非外觀面(下游)順流而下,勻稱 的配置氣道以涵蓋整個製品面。 From (upstream) gas entrance to above-mentioned (downstream) non-appearance surface, layout gas channels to cover the whole part surface evenly.
Gas entrance
1.0000
0.7547
Байду номын сангаас
0.5095
0.2642
0.0190
Gas seeks low pressure areas
Gas penetration for TV Bezel (1/2 model)
熔膠前沿推進 - 原始設計 Melt-front Advancement, Original Design
初始氣體穿透 Initial Gas Penetration
傳統和氣輔注射成型的壓力分布
傳統注射成型 Conventional Injection Moulding
氣輔注射成型
Gas-assisted Injection Moulding
氣輔注射成型的優點 Merits of Gas-assisted Moulding
1. 2. 低射壓、低鎖模力 Low injection pressure, low clamp force 壓力分布均勻、收縮均勻、殘餘應力低、不易翹曲、尺寸穩定 Even pressure distribution, even shrinkage, lower residual stress, less warpage, more stable dimensions 消除縮痕、模面再現性高 Elimination of sink marks, better plastic mould surface replication 省塑料,可用強度和價格較低的塑料 Plastic material saving, replacement of stronger & more expensive plastic material 可用強度和價格較低的模具金屬(如鋁) Use of less strong and less expensive mould metal (e.g. aluminum)
微調澆口、氣口和氣道位置和尺寸,確保氣貫氣道 , 但不以鄰為壑。 Fine tune the location and dimensions of gates, gas entrances and gas channels to make sure gas will penetrate to the end, but not permeate to the neighborhood, of the gas channel.
氣輔注塑成型技術 Gas-assisted Injection Moulding Technology
短射工藝 Short Shot Process
熔膠注射 Polymer Injection
氣體:大多採用氮氣 Gas : Use Nitrogen, Mostly 氣體注射 Gas Injection 主要氣體穿透 Primary Gas Penetration 氣體注射 Gas Injection 二次氣體穿透 Secondary Gas Penetration
Gas Penetration
整合薄壁及厚壁的設計
避免閉路式氣道 Avoid Closed Loop Gas Channels
Solid plastic
避免氣道相鄰太近 Avoid Spacing Gas Channels Too Close Together
• 氣道相鄰過近 氣體會滲透到 薄壁中 Gas will “finger” into thin wall areas if gas channels are too close together.
氣輔設計原則 Design Principles for Gas -asist Mould Design
• 製品公稱厚度以不小於2mm為原則。 但有薄到 0.75mm厚度的氣輔塑件被開發出來。 • 氣體進口(Gas Entrance)和澆口(Gate)距離若大於 25mm,Shut-off valve就不一定要裝。 • 溢流井的體積 = 流道去掉2~3mm塑膠皮層之斷面積 x 流道長度 2004. 4. 11. 徐昌煜摘錄自”氣體輔助射出成型手冊 “ (塑膠世界雜誌社譯自日文書刊) -
選定一非外觀面作為最後充填區 Select one non-appearance surface as the last filled area.
距離非外觀面最遠處定氣口位置。
Locate gas entrance where is the farthest from a non-appearance surface.
短射法氣輔注射成型設計指南 Short Shot Gas-Assisted Injection Moulding Design Guide
氣道儘可能循二或多面交會處或粗厚處行,主氣 道以一氣(口)呵成(一氣道)為原則 。
Gas channel shall follow a line where two or more surfaces meet or where is thick. Each main gas channel, in principle, shall be penetrated by the gas from a specific gas entrance.
8.
氣體進口位置 Gas Entrance Locations
• 經噴嘴 Through the Nozzle • 經流道 Through the Runner
• 直接進製品 Directly in the Part
典型問題 Typical Problems
• • • • • 跑道現象 Race tracking effect 氣體穿透不佳 Poor gas penetration 氣體手指現象 Gas fingering 氣體吹穿 Gas blow out 製品表觀 Part surface appearance
Courtesy Power Line mould Engineering, Ltd.
Gas entrance
“Gas fingering”
30.00
22.50
15.00
7.50
0.00
Low pressure area
Pressure prior to gas transition for TV Bezel (1/2 model)
氣道設計原則 Design Principles for Gas Channel Size
• • • • • 氣道斷面任何尺寸不可大於30mm 氣道斷面大小尺寸比應小於2 氣道寬度一般是高度的0.5到1.5倍 氣道轉角內圓角半徑以大於6mm為原則 實驗表明:經穿透後的氣道壁厚度大約是直徑的1/3
2004. 4. 11. 徐昌煜摘錄自”氣體輔助射出成型手冊 “ (塑膠世界雜誌社譯自日文書刊) -
滿射工藝 Full Shot Process
熔膠注射 Polymer Injection 氣體:大多採用氮氣 Gas : Use Nitrogen, Mostly
氣體注射 Gas Injection 型腔滿射 “Full” Shot in Cavity 氣體注射 Gas Injection 最終氣體穿透 Final Gas Penetration
跑道現象 Race Tracking Effect