Engineering Final Test (2010)
生产制造英文缩写大全
EVT(Engineering Verification Test)工程验证测试阶段DVT(Design Verification Test)设计验证测试阶段DMT(Design Maturity Test)成熟度验证MVT(Mass-Production Verification Test)量产验证测试PVT(Production/Process Verification Test)生产/制程验证测试阶段MP(Mass Production)量产工程师类:PE: Product Engineer 产品工程师Process Engineer 制程工程师ME: Mechanical Engineer 机构工程师IE:Industrial Engineer 工业工程师QE: Quality Engineer 品质工程师SQESupplier Quality Engineer供货商质量工程师QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员TE Test Engineer 测试工程师AE Automatic Engineer 自动化工程师研发类:R&D Research & Design 设计开发部ID (Industry Design)工业设计MD (Mechanical Design)结构设计HW(Hardware) 硬件设计SW(Software)软件设计PDM Product Data Management 产品数据管理PLM product lifecycle management 产品生命周期管理电子设计:ICT In Circuit Test 电路测试PCB Printed Circuit Board 印刷电路板PCBA Printed Circuit Board Assembly 印刷电路板装配FPC FlexiblePrintedCircui 挠性电路板EMI Electrical Magnetic Interference 电子干扰RFI adio Frequency Interference射频干扰。
机构英文专用术语

66 engineering, project difficulty 工程瓶颈 enterprise plan = enterprise 67 expansion 设备 评估 过多的缺
总经理 割手套 油污 磨床 组长 起子头 高源高压 99 Hi-pot test of SPS 测试 人力资源 100 human resource department 部 101 hydraulic handjack 油压板车 93 94 95 96 97 98 general manager glove(s) with exposed fingers grease/oil stains grinder group leader/supervisor head of screwdriver 102 hydraulic machine 103 ID/C Identification Code 104 identifying sheet list 105 inch 油压机 (供应商) 识别码 标示单 寸动
No. 71 72 73 74
40 defective upsiding down 41 defective-products,/ not upto-grade products deficient manufacturing 42 procedure 43 deficient purchase 44 delivery deadline 45 delivery, to deliver 46 demand and supply
条码扫描器 47 dents 篮子 面板 下死点 断裂 蜂鸣器 履历卡 纸箱 链条槽 字模 基座 48 department director 49 deputy manager =vice manager deputy section supervisor 50 =vice section superisor 51 die (mould)change 52 53 54 55 die (mould)worker die lifter die locker die(mould) repair dimension/size is a little 56 bigger 57 discoloration 机构英文专用术语
中英文对照表

專用名詞中英文對照表
中文 品質資訊系統 全面品質保證 縮寫 QIS TQA 對照英文 Quality Information System Total Quality Assurance
部門 Quality Quality
文管中心 工業工程 生工 製造工程 無線電頻率 工程變更需求/通知 腦力激蕩 衝擊試驗 摔落試驗 振動試驗 高溫試驗 低溫試驗 溫度/濕度試驗 壽命測試 溫度循環測試 機械衝擊測試 電源線性頻率電壓衝擊試驗 彎曲試驗 扭矩試驗 熱量溫度測試 隨機振動 不斷電系統 電源濾波器 電磁相容 平均故障間隔 到故障為止的平均時間 修理間平均時間 設計驗証測試 設計成熟度測試 電磁輻射性干扰防止測試 安全測試 表面粘貼技術 傳統插件技朮 線路測試 功能測試
第 1 頁,共 27 頁
Quality Quality Quality Quality Quality Quality Quality Quality
P.D.C.A 品質,成本,交期 品質--壽命,市場報怨 交期--團隊精神 產品主要可靠測試 環境測試 美國軍標
P.C.D.A Q.C.D QUALITY DELIVERY 0 0
第 3 頁,共 27 頁
部門 Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality Quality
质量体系中英文缩写与含义

质量管理体系中英文缩写与其解释Abbreviations and their explanations 缩写与其解释Engineering 工程/ Process 工序(制程)4M&1E Man, Machine, Method, Material, Environment 人,机器,方法,物料,环境- 可能导致或造成问题的根本原因AI Automatic Insertion 自动插机ASSY Assembly 制品装配ATE Automatic Test Equipment 自动测试设备BL Baseline 参照点BM Benchmark 参照点BOM Bill of Material 生产产品所用的物料清单C&ED/CAED Cause and Effect Diagram 原因和效果图CA Corrective Action 解决问题所采取的措施CAD Computer-aided Design 电脑辅助设计.用于制图和设计3维物体的软件CCB Change Control Board 对文件的要求进行评审,批准,和更改的小组CI Continuous Improvement 依照短期和长期改善的重要性来做持续改善COB Chip on Board 邦定-线焊芯片到PCB板的装配方法.CT Cycle Time 完成任务所须的时间DFM Design for Manufacturability 产品的设计对装配的适合性DFMEA Design Failure Mode and Effect Analysis 设计失效模式与后果分析--在设计阶段预测问题的发生的可能性并且对之采取措施DFSS Design for Six Sigma 六西格玛(6-Sigma)设计-- 设计阶段预测问题的发生的可能性并且对之采取措施并提高设计对装配的适合性DFT Design for Test 产品的设计对测试的适合性DOE Design of Experiment 实验设计-- 用于证明某种情况是真实的DPPM Defective Part Per Million 根据一百万件所生产的产品来计算不良品的标准DV Design Verification / Design Validation 设计确认ECN Engineering Change Notice 客户要求的工程更改或内部所发出的工程更改文件ECO Engineering Change Order 客户要求的工程更改ESD Electrostatic Discharge 静电发放-由两种不导电的物品一起摩擦而产生的静电可以破坏ICs和电子设备FI Final Inspection 在生产线上或操作中由生产操作员对产品作最后检查F/T Functional Test 测试产品的功能是否与所设计的一样FA First Article / Failure Analysis 首件产品或首件样板/ 产品不良分析FCT Functional Test 功能测试-检查产品的功能是否与所设计的一样FFF Fit Form Function 符合产品的装配,形状和外观及功能要求FFT Final Functional Test 包装之前,在生产线上最后的功能测试FMEA Failure Mode and Effect Analysis 失效模式与后果分析-- 预测问题的发生可能性并且对之采取措施FPY First Pass Yield 首次检查合格率FTY First Test Yield 首次测试合格率FW Firmware 韧体(软件硬化)-控制产品功能的软件HL Handload 在波峰焊接之前,将PTH元件用手贴装到PCB上,和手插机相同I/O Input / Output 输入/ 输出iBOM Indented Bill of Material 内部发出的BOM(依照客户的BOM)ICT In-circuit Test 线路测试-- 用电气和电子测试来检查PCBA短路,开路,少件,多件和错件等等不良IFF Information Feedback Form 情报联络书-反馈信息所使用的一种表格IR Infra-red 红外线KPIV Key Process Input Variable 主要制程输入可变因素-在加工过程中,所有输入的参数/元素,将影响制成品的质量的可变因素KPOV Key Process Output Variable 主要制程输出可变因素-在加工过程中,所有输出的结果,所呈现的产品品质特征。
福特项目节点名词解释
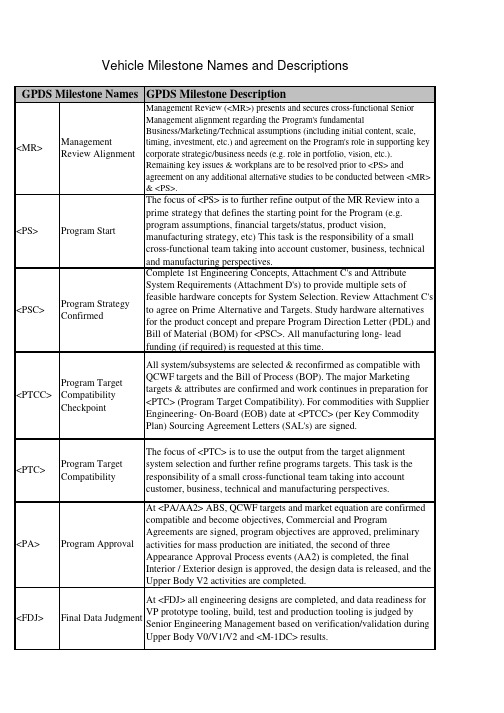
GPDS Milestone Description<MR>ManagementReview AlignmentManagement Review (<MR>) presents and secures cross-functional SeniorManagement alignment regarding the Program's fundamentalBusiness/Marketing/Technical assumptions (including initial content, scale,timing, investment, etc.) and agreement on the Program's role in supporting keycorporate strategic/business needs (e.g. role in portfolio, vision, etc.).Remaining key issues & workplans are to be resolved prior to <PS> andagreement on any additional alternative studies to be conducted between <MR>& <PS>.<PS>Program Start The focus of <PS> is to further refine output of the MR Review into a prime strategy that defines the starting point for the Program (e.g. program assumptions, financial targets/status, product vision, manufacturing strategy, etc) This task is the responsibility of a small cross-functional team taking into account customer, business, technical and manufacturing perspectives.<PSC>Program StrategyConfirmedComplete 1st Engineering Concepts, Attachment C's and AttributeSystem Requirements (Attachment D's) to provide multiple sets offeasible hardware concepts for System Selection. Review Attachment C'sto agree on Prime Alternative and Targets. Study hardware alternativesfor the product concept and prepare Program Direction Letter (PDL) andBill of Material (BOM) for <PSC>. All manufacturing long- leadfunding (if required) is requested at this time.<PTCC>Program TargetCompatibilityCheckpointAll system/subsystems are selected & reconfirmed as compatible withQCWF targets and the Bill of Process (BOP). The major Marketingtargets & attributes are confirmed and work continues in preparation for<PTC> (Program Target Compatibility). For commodities with SupplierEngineering- On-Board (EOB) date at <PTCC> (per Key CommodityPlan) Sourcing Agreement Letters (SAL's) are signed.<PTC>Program TargetCompatibilityThe focus of <PTC> is to use the output from the target alignmentsystem selection and further refine programs targets. This task is theresponsibility of a small cross-functional team taking into accountcustomer, business, technical and manufacturing perspectives.<PA>Program Approval At <PA/AA2> ABS, QCWF targets and market equation are confirmed compatible and become objectives, Commercial and Program Agreements are signed, program objectives are approved, preliminary activities for mass production are initiated, the second of three Appearance Approval Process events (AA2) is completed, the final Interior / Exterior design is approved, the design data is released, and the Upper Body V2 activities are completed.<FDJ>Final Data Judgment At <FDJ> all engineering designs are completed, and data readiness for VP prototype tooling, build, test and production tooling is judged by Senior Engineering Management based on verification/validation during Upper Body V0/V1/V2 and <M-1DC> results.Vehicle Milestone Names and Descriptions GPDS Milestone Names<VP>VerificationPrototypeThe VP builds are production intent for all Underbody and Upper Bodycontent, including UP electrical, and P/T calibration. The VP ProgramPDL (Feature/Options Summary) is defined at <PTC>. The VP Prototypecontent is defined to efficiently satisfy specific DV test requirements.The VP Digital Pre-Assembly (DPA) prototype variants are aligned tophysical builds. DPA ensures vehicle compatibility and designcompleteness. A VP Electrical Engineering Breadboard build is required,and the Electrical Design Completion timing is identified on programVPP. GPDS v2.2 maximizes production / hard tooling for the VP andlater builds phases.<PEC>PreliminaryEngineeringCompletionThe Preliminary Engineering Completion (PEC) event includes all the documentationand signatory elements described within FAP 03-201. Preliminary EngineeringCompletion is an engineering gateway where Senior Engineering Management assessesthe status of Program versus attribute and financial objectives. The intent of PEC is toidentify shortfalls to objectives and to confirm work plans are in place to successfullyachieve Final Engineering Completion (FEC). Success criteria are described in FAP 03-201.<FEC>Final EngineeringCompletionAt <FEC> Final Engineering Completion is authorized by SeniorManagement based upon the successful completion of all designvalidation testing and confirmation of no major open issues/risks.<LR>Launch Readiness At <LR> all Verification Prototype (VP) issues are resolved, all cross-functional activities' readiness to proceed to Body Construction / Assembly Tooling Trial is confirmed, and final approval to proceed to Tooling Trial is obtained.<LS>Launch Sign-off Pilot Production (PP) Approval is the approval to proceed to the PP build. Approval is obtained at the Launch Sign-Off Meeting, in which the following should occur: determine the readiness of internal & external tooling/equipment and operator training etc. for each relevant department; forecast the achievement level of quality targets; and Confirm and provide External Supplier APQP/PPAP Readiness –Element Summary Report (Schedule B). All data previously stated is required to proceed to PP.<J1>Job #1The physical product / process functional evaluation is conducted; homologation /self certification (excluding US Emissions) is performed, body & vehicle pilot production (PP) is completed, and approval to proceed to MP1 is obtained.<OKTB>Okay To Buy Okay-To-Buy confirms MP2 quality confirmation results, & vehicle static/drive evaluations. The Okay-To-Buy meeting is held at the Assembly Plant. The meeting should be held around the product with a follow up discussion of the measurables from the Okay-to-Buy scorecard. The discussion of the measurables will be given by the responsible launch team/assembly plant members who will present the recommendations and the decision/facts that are reported on the Okay-to-Buy scorecard.Prototype Builds Final Status ReportAn initial summary is prepared after MP (Mass Production) team events. The ProgramManagement team confirms program objective achievement status, identifies countermeasures, documents final results/lessons learned (financials, sales & market share,quality surveys, campaigns, field actions, etc.) and obtains approval for the final report.DescriptionPrototype BuildsFC0FeasibilityCheckpoint 0The Studio Feasibility Process is a subset of GPDS deliverables and astep by step guide for Design & surface development. Prior to <FC0>,Annual Process and Advanced (pre PS) activities are taking place tosupport the initial program assumptions. At FC0, only a small team ofdesigners and engineers are working on the project to establish a set ofhigh level program assumptions. Resulting from the outputs of pre PSactivities, at <FC0> the Concept Design is decided.FC1FeasibilityCheckpoint 1The Studio Feasibility Process is a subset of GPDS deliverables and astep by step guide for Design & surface development. At FC1,Functional Engineering and Design Studio completes benchmarking.Additionally, mechanical & occupant package parameters are beingestablished. The Studio Design Theme alternatives are evaluated againstprogram assumptions and attribute strategies. Representations of selectedStudio Design Theme alternatives are prepared to support the plannedPackage & Concept Clinic.FC2FeasibilityCheckpoint 2The Studio Feasibility Process is a subset of GPDS deliverables and astep by step guide for Design & surface development. At FC2, the threeStudio Design alternatives are matured along with the programassumptions. Functional Engineering completes Attachment C/Dreconciliation allowing provisional upper body system selection. StudioDesign Theme alternatives are assessed to attribute target ranges.FC3FeasibilityCheckpoint 3The Studio Feasibility Process is a subset of GPDS deliverables and astep by step guide for Design & surface development. At FC3, the threeStudio Design alternatives are matured and further refined until Themesare narrowed down to 2 with Character Feasibility completed (+/-10mmto +/-20mm).FC4FeasibilityCheckpoint 4The Studio Feasibility Process is a subset of GPDS deliverables and a step by step guidefor Design & surface development. At FC4, along with the results from the Theme &Package Clinic, the Studio Design Theme is evaluated against program assumptions andattribute point targets. Cost checkpoint to collect supplier data has been added forversion 2.2.FC5FeasibilityCheckpoint 5The Studio Feasibility Process is a subset of GPDS deliverables and a step by step guidefor Design & surface development. From FC4 to FC5, the Single Design Theme isfurther refined with additional feasibility inputs incorporated. Preliminary upper bodygeometry is available for program team evaluation. Exterior and interior math surfacedata reflecting Design intent is provided to the program team. FC5 represents the end ofDesign led change.AA1AppearanceApproval 1At <AA1> the first of three Appearance Approval Process events iscompleted, approval for Interior and Exterior Design feasible surfaces isobtained, and the transfer of production intent surfaces and the start ofUpper Body V2 activities is initiated.AA2AppearanceApproval 2From AA1 to AA2, all surface data files are released from the DesignStudio to the program team. Digital Pre Assembly activity continues.AA1 marks the beginning of surface release. <AA2> represents the endof surface release. Releases are phased depending on part ranking.FAA Final AppearanceApprovalAt <FAA> the final event in the Appearance Approval process iscompleted, Interior / Exterior surface final refinements and highlights areapproved, and supporting design data is updated.DescriptionX-1X-1 Prototype First Drivable X-1 Prototype Vehicle build is completed and ready to be delivered to the customer.M-1M-1 Prototype First Drivable M-1 Prototype Vehicle build is completed and ready to be delivered to the customer. M-1 vehicles are used to verify key specifications in the Under Body area.DescriptionUNV0Underbody V0DevelopmentDuring this phase engineers collect information and develop Under Bodybase mechanical package work plan. Information includes: <PSC>program paper, pre-V0 mechanical package data, 1st engineeringconcept, Attachment C and preliminary vehicle & system attribute targetranges (Attachment D), and then develop mechanical package work plan.UNV1Underbody V1DevelopmentDuring this phase engineers update the Underbody V1 Geometric 2D/3Dprogram intent CAD data, non-geometric data, and engineering databased upon latest 3D data, digital pre-assembly reviews,system/component CAE assessments, Campaign Prevention actions andVO resolution actions.UNV2Underbody V2DevelopmentDuring this phase engineers confirm and refine V2 UnderbodySystem/Component designs and Mechanical Package to achieve allapplicable vehicle level engineering requirements and PMT targets. ForAgreed Exception ‘Long Lead’ tools, tool order may be placed prior toUNV2 and rough cutting of tools may start at the completion of UNV2(not before).M-1DJ M-1 Data Judgment At M1-DJ all Underbody engineering designs are completed, and the data is ready for release for M1 prototype tooling, build and test. Final cutting of tools may start at the completion of M1DJ (not before). The goal is to complete supplier testing by M-1 MRD. On an exception basis for agreed ‘long lead’ parts some aspects of component testing may be allowed to complete post MRD provided the integrity of the vehicle build and test plan is not judged to be compromised. Each commodity team must define the critical component testing which must be completed prior to M1 MRD and get signed off as part of the M1DJ sign-offUPV0Upperbody V0DevelopmentDuring this phase engineers collect information and develop Upper Bodybase mechanical package work plan. Information includes: <PSC>program paper, pre-V0 mechanical package data, 1st engineeringconcept, Attachment C and preliminary vehicle & system attribute targetranges (Attachment D), and then develop mechanical package work plan.Prototype Builds Engineering GatewaysUPV1Upperbody V1DevelopmentDuring this phase engineers update the Upperbody V1 Geometric 2D/3Dprogram intent CAD data, non-geometric data, and engineering databased upon latest 3D data, digital pre-assembly reviews,system/component CAE assessments, Campaign Prevention actions andVO resolution actions.UPV2Upperbody V2DevelopmentDuring this phase engineers confirm and refine V2 UpperbodySystem/Component designs and Mechanical Package to achieve allapplicable vehicle level engineering requirements and PMT targets. ForAgreed Exception ‘Long Lead’ tools, tool order may be placed prior toUPV2 and rough cutting of tools may start at the completion of UPV2(not before).M-1DC M-1 DevelopmentCompleteCompile the <M-1DC> Engineering Sign Off Report (targetdemonstration versus status). All Program risks for Quality, Cost,Weight, & Functional Targets assessed and countermeasures developed.Identify and select the M-1 Drive Vehicle. Prepare M-1 Drive Vehicleand schedule the M-1 SME Drive. Conduct the attribute characterizationof the M-1 Drive Vehicle. Develop work plan and countermeasures toclose issues identified during <M-1DC> testing and M-1 Drive VehiclePreparation.DescriptionTT Tooling Trial –Build StartThe Tooling Trial (TT) Vehicles Built per Pre-Launch Control Plan is abuild conducted at the production location utilizing production tooling,process, and hard-tooled production parts at the required PPAP level(LQOS Standard G06). The build is conducted per the Pre-ProductionControl Plan to verify capability of assembly production tools,equipment, facilities & processes to ensure readiness for Pilot Production(PP).PP Pilot Production –Build StartThe readiness and the ability to proceed for Pilot Production is assessed,the start of Pilot Production is authorized, the MP1 readiness isreviewed, and Pre-production builds are conducted to verify thecapability of the production tools, equipment, facilities, systems andprocesses with hard-tooled production parts.MP1Mass Production 1MP1 Vehicles Built per Production Control Plan is a build verifying the compatibility of production process, facilities, and tooling with material at the required PPAP level (LQOS Standard G06). MP1 Build Review Meeting, in which the following should occur: confirm the readiness of internal & external tooling/equipment and operator training etc. for each relevant department is complete; confirm the achievement level of quality to targets Confirm and provide External Supplier APQP/PPAP Readiness –Element Summary Report (Schedule B). All data previously stated is required to proceed to MP2.MP2Mass Production 2MP2 Vehicles Built to Production Control Plan is a build verifying the compatibility of production process, facilities, and tooling with material at the required PPAP level (Standard G06).Assembly Plant Build Starts。
名词缩写

IQC()时料品质QVL()合格供货商名单QPL 零替代限用表OBM自有品牌制造厂商OEM初始设备制造厂商ODM初始设备设计及制造厂商BOM材料表SIP检验规范TIP 测试规范MSDS物质安全资料表QA品管单位PE品工程TSD品验证单位CE同步工程DVT设计验证测试EVT工程验证测试CVT制造验收测试PD 制造单位SA业务单位PGM项目管理经理DPM项目经理,.CE(Concurrent Engineering): 同步工程DVT(Design Verification Test): 設計驗證測試EVT(Engineering Verification Test): 工程驗證測試MVT(Manufacture Validation Test): 制造驗收測試ECR(Engineering Change Request): 工程变更申请单ECN(Engineering Change Notice): 工程变更通知EN(Engineering Notice): 工程通知MN(Manufacture Notice): 制造通知PM(Product Manager): 產品經理DPM(Design project Manager): (設計)專案經理NRE(Non Recurred Engineering Expense): 非重視工程費用PGM(Program G Manager): 項目管理經理OEM(Original Equipment Manufacture): 初始設備制造廠商ODM(Original Design Manufacture): 初始設備設計及制造廠商RFI(Request For Information): 產品資訊需求SOP(Standard Operation Procedure): 標準生產作業程序SIP(Standard Inspection Procedure): 標準檢驗作業程序QVL(Qualified Vendor List): 合格供應商名單QPL (Qualified Part List): 零件替代(限用)表CRB(Change Review Board): 變更審委員會MRS(Market Requirement Specificament):。
汽车行业工程及项目缩写对照

汽车行业工程及项目缩写对照(CP) Confirmation Prototype 确认样车Final Status 最终状态(J1) Job 1 整车投产(PT) P/T Design Complete 动力传动系统设计结束PT(P/T) Power Train 动力传动系统(ST) Surface Transfer 表面参数传递Change Cut-Off 更改完成Launch Readiness 投产准备就绪Launch Sign-Off 投产验收Program Approval 项目批准Proportions & Hardpoints 比例与固定点Product Readiness 产品准备就绪Pre Milestone 1 SI前里程碑1Pre Milestone 2 SI前里程碑2Strategic Confirmation 策略确认Strategic Intent 策略意向Strategic Planning 策略计划(SP) Structural Prototype 样车结构(TTO) Tool Try-Out 工装设备试运行Global 8D Eight disciplinary Actions G8D (福特公司解决问题的标准方法) 14D More Detailed than Global 8D (used to contain and resolve stop-shipment/recall problems) 更详细的细节(包括并解决停止运货/召回问题) 1MIS One Month in Service 投入使用1个月1PP First Production Proveout 第一次试生产2PP Second Production Proveout 第二次试生产3MIS Three Months in Service 投入使用3个月4P Production Process Proveout Program 生产程序验证项目AAA American Automobile Association 美国汽车工业联合会ABS Affordable Business Structure 可承受商业结构ABS Anti skid brake system 防抱死制动系统AIAG Automotive Industry Action Group 机动车工业行动小组AIC Accelerated Implementation Centre 快速实施中心AIM Automated Issues Matrix 问题结构图AIMS Automated Issues Matrix System 问题结构图系统AME Advanced Manufacturing Engineering 先进制造工艺AMPPE Advanced Manufacturing Pre-Program Engineering 先进项目前制造工艺ANOVA Analysis of Variance 多样性分析AP Attribute Prototype 设计样车APEAL Automotive Performance Execution and Layout 机动车性能实施与规划APQP Advanced Product Quality Planning 先进产品质量计划ASQ American Society for Quality 美国质量协会AV Appraiser Variation 评估者的多样性AVT Advance Vehicle Technology 先进车辆技术AWS Analytical Warranty System 分析性的保修系统AXOD Automatic Transaxle Overdrive Transmission 自动变速驱动桥超速档传动系B&A Body & Assembly Operations (New Term: Vehicle Operations)车身与组装操作(新术语:车辆操作)BCG Business Consumer Group 消费者工作组BIC Best in Class 等级中的最佳BIS Body Shop Information System 车身工作间信息系统BLI Business Leadership Initiative 领导层初始意向BOM Bill Of Materials 零件清单BTB Bumper-to-Bumper 保险杠到保险杠BTS Build-To-Schedule 按日程建造BUR Business Unit Review 业务小组讨论CAS Capacity Analysis Sheet 能力分析表C/E Cause & Effect 成因及影响CA Customer Attribute 消费者特性CAD Computer Aided Design 计算机辅助设计CAE Computer Aided Engineering 计算机辅助工程CAP Corrective Action Plan 纠正行动计划CBG Consumer Business Group 消费者业务小组CC Critical Characteristic 评价特性CC Courtesy Copy 抄送CC Carbon Copy 副本CCC Customer Concern Classification 客户问题分类CDS Component Design Specification 零件设计参数CET Campaignable Events Team 召回情况小组CETs Common External Tariff 普通关税CETP Corporate Engineering Test Procedures 公司工程测试程序CFR Constant Failure Rate 连续故障率CIM Computer Integrated Manufacturing 计算机综合制造CIWG Continuous Improvement Work Group 持续改进工作组CL Centerline 中心线CMM Coordinate Measuring Machine 协调测量设备CMMS Common Material Management System 通用材料管理系统CMMS3 Common Manufacturing Management System-3 通用制造管理系统-3 Code X Pre-build focusing on exterior components 制造前关注的外部零件Code Y Pre-build focusing on interior components 制造前关注的内部零件CP Common Position 通用位置Cp Relates the allowable spread of the specification limits to the measure of theactual variation of the process.将参数限制允许限度下的展开与程序实际多样性联系起来CPE Chief Program Engineer 首席项目工程师Cpk Measures the process variation with respect to the allowable specification, and takes into account the location of the process average测量程序的多样性并将其考虑到程序平均性的位置中CPU Cost Per Unit 单位成本CQDC Corporate Quality Development Center 公司质量开发中心CQIS Common Quality Indicator System 一般质量指标系统CR Concern Responses 问题回复CRT Component Review Team 零件讨论组CSA Corporate Security Administrator 公司安全管理员CSI Customer Service Index 客户服务指数DCO Duty Cycle Output 责任循环结果DCP Dynamic Control Planning 动态控制计划DDL Direct Data Link 直接数据连接Df Degrees of Freedom 自由度DFA Design for Assembly 总成设计DFM Design for Manufacturability 制造能力设计DFMEA Design Failure Mode Effects Analysis 故障模式影响分析设计DFR Decreasing Failure Rate 故障下降率DMA Database Maintenance Administrator 数据库维护管理人员DOE Design of Experiment 试验设计DOM Dealer Operations Manager 经销商业务经理DP Design Parameters 参数设计DQR Durability Quality and Reliability 耐久性质量与可靠性DTD Dock to Dock 码头至码头DTD Design to Delivery 设计到交付DV Design Verification 设计验证DVM Design Verification Method 设计验证方式DVP Design Verification Plan 设计验证计划DVP&PV Design Verification Process and Production Validation 设计验证程序和产品验证DVP&R Design Verification Plan & Report 设计验证计划和结果DVPR Design Verification & Product Reliability 设计验证和产品可靠性DVPV Design Verification and Process Verification 设计验证和程序验证EAO European Automotive Operations 欧洲机动车协会EASI Engineering And Supply Information 工程和供应信息ECAR Electronic Connector Acceptability Rating 电子连接接受比率EDI Electronic Data Interchange 电子数据交换EESE Electrical and Electronic Systems Engineering 电力及电子系统工程EMM Expanded Memory Manager 扩展内存管理器EMS Environmental Management System 环境管理系统EOL End of Line 线的端点EQI Extraordinary Quality Initiative 特别初始质量ES Engineering Specifications 工程参数ESI Early Supplier Involvement 早期供应商参与ESP Extended Service Plan 延期服务计划ESTA Early Sourcing Target Agreement 早期选点目标协议ESWP Early Sourcing Work Plan 早期选点工作计划EV Equipment Variation 设备变更F&T Facility & Tooling 工装设备FACT Facilitation and Certification Training 简易化及认证培训FASS Field Action/Stop Shipment 区域行动/停止运货FA/SS Field Action/Stop Shipment (Preferred Acronym) 区域行动/停止运货(优先使用缩写)FAO Ford Automotive Operations 福特机动车协会FAP Ford Automotive Procedure 福特机动车程序FAQ Frequently Asked Questions 常见问答FCPA Ford Consumer Product Audit 福特客户产品审核FCSD Ford Customer Service Division 福特客户售后服务分枝机构FDVS Ford Design Verification System 福特设计验证系统FER Fresh Eyes Review 其它行业人员论证FER Final Engineering Review 最终工程论证FEU Field Evaluation Unit 区域评估组FIFO First in First Out 先进先出FMEA Failure Mode Effects Analysis 故障模式影响分析FMVSS Federal Motor Vehicle Safety Standards 美国联邦机动车安全标准FPDS Ford Product Development System 福特产品开发系统FPS Ford Production System 福特生产系统FPSI Ford Production System Institute 福特产品系统学院FPS IT Ford Production System Information Technology 福特产品系统信息技术FOB Ford of Britain 福特英国FQRs Frequent Quality Rejects 经常性质量不合格品FR Functional Requirements 功能要求FRG FAO Reliability Guide FAO (福特机动车运作) 可靠性指导FS Final Sign-off 最终验收FSIC Ford System Integration Council 福特系统综合委员会FSN Ford Supplier Network 福特供应商网络FSS Full Service Suppliers 全方位服务供应商FTDC Fairlane Training and Development Center 培训和发展中心FTEP Ford Technical Educational Program 福特技术培训项目FTT First Time Through 首次通过FUNC-APPRV Functional Approvals 功能批准FVEP Finished Vehicle Evaluation Program 下线车辆评估项目GAP Global Architecture Process 全球建筑设计程序GC Global Craftsmanship 全球技术工艺GCARS Global Craftsmanship Attribute Rating System 全球技术特性评分系统GCEQ Global Core Engineering Quality 全球核心工程质量GEM Generic Electronic Module 通用电子模块GIS1 Global Information Standards 全球信息标准GPIRS Global Prototype Inventory Requisition and Scheduling全球样车库存及控制安排GPP Global Parts Pricing 全球零件定价GQRS Global Quality Research System 全球质量调查系统GRC UN-ECE Group des Raporteurs de Ceintures 欧盟ECE 安全带规划小组GRC Government Regulations Coordinator 政府法规协调员GR&R Gage Repeatability and Reproducibility 量具重复性和再现性GRVW Gross Vehicle Weight 车辆质量GSDB Global Supplier Database 全球供应商数据库GSSM Global Sourcing Stakeholders Meeting 全球选点股东大会GYR Green-Yellow-Red 绿-黄-红HI High-Impact 重大影响HIC High-Impact Characteristics 重大影响特性HR Human Resources 人力资源HTFB Hard Tooled Functional Build 成形机功能建造HVAC Heating Ventilating and Air Conditioning 加热通风和空调ICA Interim Containment Action 过渡性补救措施ICCD Intensified Customer Concern Database 强化的客户问题数据库ICCD CRS Intensified Customer Concern Database Concern ResolutionSpecialist强化的客户问题数据库解决问题专员IE Industrial Engineer 产业工程师IFR Increasing Failure Rate 故障率增长ILVS In-Line Vehicle Sequencing 车辆顺序IM Industrial Materials 工业材料IP Instrument Panel 仪表板IPD In Plant Date 进厂日IQ Incoming Quality 进货质量IQS2 Initial Quality Study 初始质量研究IR Internal Reject 内部不合格品ISO International Organization for Standardization 国际标准化组织ISPC In-Station Process Controls 过程质量控制JIT Just in Time 及时JPH Jobs Per Hour 每小时工作量JSA Job Safety Analysis 工作安全分析KKK PSW not ready for inspectionPSW (零件质量合格验收) 未做好检测准备KLT Key Life Test 关键使用寿命测试KO Kickoff 起动LCL Lower Control Limit 低控制限值LDEM Lean Design Evaluation Matrix 设计评估表LOA Letter of Agreement 协议书LP&T Launch Planning & Training 投产计划和培训LR Launch Readiness 投产准备就绪LRR Launch Readiness Review 投产准备就绪论证LS Launch Sign-Off 投产验收LSL Lower Specification Limit 低参数限制LTDB Light Truck Data Base 轻型卡车数据库MBJ1 Months Before Job One Job1(投产)前1个月MBO Manufacturing Business Office 制造办公室ME Manufacturing Engineering 制造工程MIS Months in Service 使用中的月份MMSA Material Management System Assessment 物料管理系统评定MP&L Materials, Planning and Logistics 材料,计划与物流MPPS Manufacturing Process Planning System 制造程序计划系统MOD Module 模块MRB Material Review Board 物料论证板MRD Material Required Date 物料要求到厂日MS Material Specifications 物料参数MS3(MSIII) Material Supply Version III 物料供应(第三版)MTC Manage the Change 管理变更MY Model Year 年度车型NAAO North American Automotive Operations 北美汽车工业协会NFM Noise Factor Management 噪声管理NIST National Institute of Standards and Testing 全国标准和测试协会NMPDC New Model Program Development Center 新车型项目开发中心Nova C New Overall Vehicle Audit 新车总评审NTEI New Tooled End Items 新工具加工成品NVH Noise, Vibration, Harshness 噪声,振动,操纵平顺性OCM Operating Committee Meeting 工作委员会会议OEE Overall Equipment Efficiency 总体设备效率OEM Original Equipment Manufacturer 设备最初制造厂ONP Owner Notification Program 车主告知程序OS Operator Safety 操作者安全OTG Open to Go 可进行P Diagrams Parameter Diagrams 参数图表PA Program Approval 项目批准PAG Premier Automotive Group 首要机动车项目组PAL Project Attribute Leadership 项目特性领导层PAT Program Activity Team, Program Attribute Team, or Program Action Team 项目促进小组,项目特性小组和项目行动小组PCA Permanent Corrective Action 持续改进行动PCI Product Change Information 产品变更信息PD Product Development 产品开发PDL Program Design Language 项目设计语言PD Q1 Product Development Q1 产品开发Q1PDSA Plan, Do, Study, Act 计划,实践,研讨,实施PFMEA Process Failure Mode Effects Analysis 程序故障模式影响分析PI Process Improvement 程序改进PIPC Percentage of Ppk Indices Process Capable Ppk指数程序能力百分比PIST Percentage of Inspection Point That Satisfy Tolerance满足公差要求的检查点百分比PM Program Manger 项目经理PMA Project Management Analyst 项目管理分析PMT Program Management Team or Program Module Team 项目管理组或项目模式组PO Purchase Order 采购订单POC Point of Contact 联系点POT Process Ownership Team 程序所有者小组PpProcess Potential 程序潜力PP&T Product Planning & Technology 产品计划和技术PPAP Production Part Approval Process 生产零件批准程序PpkProcess Capability 程序能力PPC Product Planning Committee 产品计划委员会PPL Program Parts List 项目零件清单PPM Parts per Million (applied to defective Supplier parts)零件的百万分比率(适用于供应商不合格零件)PPPM Program and Pre-Production Management 程序和投产前管理PR Public Relations 公共关系PR Product Requirement 产品要求PR Product Readiness Milestone 产品就绪时间节点PSO Production Standard Order 制造标准订单PSS Private Switching Service 私人转接服务PST Program Steering Team 项目指导小组PSW Part Submission Warrant 零件质量合格验收PTO Powertrain Operations 传动系统操纵件PTR Platinum Resistance Thermometer 铂金电阻温度计PV Production Validation 产品验证PV Process Variables 程序变更PV Part Variation 零件变更PVBR Prototype Vehicle Build Requirements 样车制造要求PVM Production Validation Method 产品验证方法PVP Powertrain Validation Program 传动系统验证程序PVT Product Vehicle Team or Plant Vehicle Team 产品车辆组或工厂车辆组QA Quality Assurance 质量保证QC Quality Control 质量控制QCT Quality Cost Timing 质量成本时机选择QFD Quality Function Deployment 质量功能配备QFTF Quality Focused Test Fleet 质量节点测试行动组QLS Quality Leadership System 质量领导体系QMS Quality Management System 质量管理体系QOS Quality Operating System 质量运作体系QOE Quality of Event 质量事件QPM Quality Program Manager 质量项目经理QPS Quality Process System 质量程序系统QR Quality Reject 质量不合格QS-9000 Quality Systems - 9000 质量体系-9000 QSA-PD Quality System Assessment for Product Development产品开发质量体系评估QTM Quality Team Member 质量小组成员QVA Quality-Focused Value Analysis Workshop 车间质量重点价值分析R Range 范围R&M Reliability and Maintainability 可靠性及可维护性RMS Resource Management System 资源管理系统R&R Repeatability and Reproducibility 重复性和再现性R&R Roles and Responsibilities 职务与责任R&VT Research & Vehicle Technology 研究与车辆技术R/1000 Repairs per thousand 修理千分率RAP Remote Anti-theft Personality module 防盗遥控器个性化模式REDPEPR Robust Engineering Design Process Enabler Project 积极的工程设计程序计划RIE Reliability Improvement Engineer 可靠性改进工程师ROA Return on Assets 资产回报率ROCOF Rate of Occurrence of Failure 故障发生率RPN Risk Priority Number 优先处理风险号码RRCL Reliability and Robustness Check List 可靠性与强有力的核对表RRDM Reliability and Robustness Demonstration Matrix 可靠性与强有力的演示图表RRR PSW rejected PSW (零件质量合格验收) 不合格RWUP Real World Usage Profile 现实生活使用记录S Standard deviation 标准偏差s2Variance 多样性SC Significant Characteristics 重要特性SCs/CCs Significant Characteristics/Critical Characteristics 重要特性/评价特性SCAC Supplier Craftsmanship Advisory Committee 供应商技术顾问委员会SCTs Strategic Commodity Teams 策略性商品组SDS System Design Specifications 系统设计参数SDS Subsystem Design Specification 子系统设计参数SEVA Systems Engineering Value Analysis 系统工程价值分析SHARP Safety and Health Assessment Review Process 安全和健康评估讨论程序SI System International des Unit 国际单位制SIM Supplier Improvement Metrics 供应商改进步骤SMART Synchronous Material and Replenishment Trigger 同步物料与补给触发器SME Subject Matter Expert 主题专家SMF Synchronous Material Flow 同步物料流程SOW Statement of Work 工作陈述SP/AP Structural Prototype/Attribute Prototype 结构原形/特性原形SP&PI Strategic Process & Product Improvement 策略性程序和产品改进SPC Special Product Committee 特殊产品委员会SPC Statistical Process Control 统计程序控制SPROM Sample Promise Date 承诺的样品到货日SREA Supplier Request for Engineering Approval 供应商要求工程批准SRI Supplier Responsible Issues 供应商责任SSI Sales Satisfaction Index 销售满意度指标SSM Strategic Sourcing Meeting 策略选点会议ST Surface Transfer 表面转移STA Supplier Technical Assistance 供应商技术支持STARS Supplier Tracking and Reporting System 供应商跟踪及汇报系统SVC Small Vehicle Center 小型车中心TA Target Agreement 目标协议TAP Target Achievement Plan 目标完成计划TCM Total Cost Management 总成本管理TED Things Engineers Do 工程师任务TEG Tooling and Equipment Group 工装及设备组TEM Total Equipment Management 全部设备管理TGR Things Gone Right 事态发展正确TGW Things Gone Wrong 事态发展错误TIS Time in Service 服务期限TOC Table of Contents 目录TPM Total Productive Maintenance 全部生产维护TPPS Torque Process Potential Study 扭矩程序潜力研究TQC True Quality Characteristics 真实质量特性TRIZ (Russian) Theory of Inventive Problem Solving 创造性解决问题的理论(俄罗斯)TRMC Timing, Release and Material Control (also known as Tar-Mac)时效性,发布和物料控制(同Tar-Mac)TS-16949 Technical Specification - 16949 技术规范-16949TSP Technical Skills Program 技术性技能项目UCL Upper Control Limit 上限控制USL Upper Specification Limit 参数上限V/C Very or Completely Satisfied 非常或完全满意VC Vehicle Center 汽车中心VC Buyer Vehicle Center Buyer (now Consumer Business Group Buyer)车辆中心客户(现在为商务集团购买客户)VDI Vehicle Dependability Index 车辆可靠性指标VDS Vehicle Design Specifications 车辆设计参数VDS Vehicle Descriptor Section 车辆描述组VER Vehicle Evaluation Ratings 车辆评估等级VFG Vehicle Function Group 车辆功能组VIN Vehicle Identification Number 车辆识别代码VLD Vehicle Line Director 车辆生产线总监VO Vehicle Office 车辆办公室VO Vehicle Operations 车辆运作VOGO Vehicle Operations General Office 车辆运作综合办公室VP Vice President 副总裁VPMC Vehicle Project Management Coordinator 车辆项目管理协调员VPP Vehicle Program Plan 车辆项目计划VQL Vehicle Quality Level 车辆质量级别VQR Vehicle Quality Review 车辆质量研讨VRT Vehicle Review Team 车辆研讨小组VRT Variability Reduction Team 减少差异小组VRT Vehicle Reduction Team 车辆减产小组WAS Work Analysis Sheet 工作分析表WCR Worldwide Customer Requirements 全球客户需求WERS Worldwide Engineering Release System 全球工程发布系统WIP Work In Progress 进行中的工作WMI World Manufacturing Identifier 世界制造商识别代码WPRC Warranty Parts Return Center 维修部件回收中心YS/YC Potential Significant and Critical Characteristics 潜在的重要和评价特性。
生产制造英文缩写全解

MRRManufacturingReadinessReview产期预备会议
MSAMeasurementSystemAnalysis量测系统分析
MTBFMeanTimeBetweenFailure平均失效间隔时间
MTTFMeanTimeToFailure平均失效时间
EOQEconomicOrderQuantity基本经济订购量
EPCEngineeringProcessControl工程制程管制
EPEEnvironmentPerformanceEvaluation环境绩效评估
FMEAFailureModesandEffectsAnalysis失效模式与效应分析
FQCFinishorFinalQualitycontrol成品质量管理
LCLLowerControlLimit管制下限
LSLLowerSpecificationLimit下规格界限
LTLeadtime前置时间
LTCLeastTotalCost最小总成本法
LTPDTolerancePercentDefective拒收水平
MESManufacturingExecutionSystem制造执行系统
CaCapabilityofProcessAccuracy制程准确度能力指标
CARCorrectiveActionRequest矫正行动报告
CEConcurrentEngineering同步工程
COMCustomerOrderManagement订单管理
CpCapabilityofProcessPrecision制程精密度能力指标
EVT(EngineeringVerificationTest)工程验证测试阶段
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Final T est of English for Engineering Graduate Students(2010-07)(请将答案一律写在答题纸上。
考试时间120分钟)Part I: Vocabulary and Grammatical Structure (35 points)A: Vocabulary (20 points)1.We tried to walk to the park but _ end up ______ taking a taxi there.2.He was hit by a falling tree and killed _ on the spot ______.3.His _ handling_____ of these important issues was highly praised.ck of employment tends to make women _ vulnerable ______ to depression.5.It is reported that the Far East area is now ___ on the verge of ____ war again.6.The organization works to __ promote _____ friendship between nations.7.We should look at these events which happened two hundred years ago from their historical _perspective ______.8.The outstanding businessman agreed that the last decade was favorable for the __ emergence_____ of new and promising enterprises in IT field.9.My work hours are almost _ identical ______ to my daughters’ school hours.10.Poor health and lack of money may both be __ barrier _____ to educational progress.11.If you are _ in doubt ______ about his ability to do the task, don’t entrust him with it.12.The company went __ out of business __ because it couldn’t sell its products.13.All this occurred in an already _ desperately ______ poor country.14.Behavior is a __ composition _____ of individual and group influences.15.We’re looking for someone who will be able to __ motivate _____ the staff to work hard.16.As the organizer of the team, he took the ___ lead ____ in setting the pace of the project.17.Managers of this generation are more likely to exercise __ participatory _____ management intheir own companies.18.Without strong background of education and skills, it is very hard for anyone to ____ operate___ a business successfully.19.They work as a group – no one person is allowed to __ dominate _____.20.The citizens had some __ skepticism _____ about the government’s policy.B: Grammatical Structure (15 points)Directions: In this part there are 15 questions, and you should choose the best one from the four choices.1.This is the first time I ___D____ this kind of refrigerator.A) saw B) have seenC) am seeing D) see2.By 2011, the university __C___ 20,000 postgraduates.1A) will be trained B) trainsC) will have trained D) will be training3.After the synthetic ___ D ____ engineers had a better choice for materials for construction.A) had been developed B) had developedC) to be developed D) being developed4.He was ___ C ____ to be clever but dishonest.A) thought as B) thinkingC) thought D) to think5.Can we do our work better with __ B _____ money and _______ people?A) lesser … few B) less … fewerC) little … less D) few … less6.This room __ B _____ that one.A) three times big than B) three times as big asC) three times bigger D) bigger three times than7.Never __ B _____ faith in himself, James Watt went on with his experiment.A) to be lost B) to loseC) lost D) losingmercial banks make the most of their income from interest __A_____ on loans andinvestments in stocks.A) earned B) earnC) to earn D) was earned9.At about the same time, doctors began to understand _ C ______ together.A) which went dirt and disease B) what went dirt and diseaseC) that dirt and disease went D) that did dirt and disease go10.I will let you know __ B _____ the meeting will be held.A) which B) whereC) what D) that11.The question is __ D _____ to land men there.A) if safe it will B) if will be it safeC) whether safe it will be D) whether it will be safe12._ A ______ was in 1990 that the economy started to be revived.A) It B) WhichC) That D) What13.Was it he __ A _____ broke the glass yesterday?A) who B) andC) but D) has14.It is obvious _D______ on more important things.A)which the money should we spendB)what the money should we spendC)that the money should we spendD)that we should spend the money15._____ C __ by the police, the kidnappers had no choice but to surrender.A) Surrounding B) Having surroundedC) Surrounded D) To surround2Part II: Reading Comprehension (20 points)Passage 1There are two types of people in the world. Although they have equal degrees of health and wealth and the other comforts of life, one becomes happy, the other becomes miserable. This arises from different ways in which they consider things, persons, and events, and the resulting effects upon their minds.The people who are to be happy fix their attention on the conveniences of things, the pleasant parts of conversation, the well-prepared dishes, the goodness of the wines, and fine weather. They enjoy all the cheerful things. Those who are to be unhappy think and speak only of the contrary things. Therefore, they are continually discontented. By their remarks, they sour the pleasures of society, offend many people, and make themselves disagreeable everywhere. If this turn of mind were founded in nature, such unhappy persons would be the more to be critical. The tendency to criticize and be disgusted is perhaps taken up originally by imitation. It grows into a habit, unknown to its possessors. The habit may be strong, but it may be cured when those who have it are convinced of its bad effects on their interests and tastes. I hope this little warning may be of service to them, and help change this habit.Although in fact it is chiefly an act of the imagination, it has serious consequences in life, since it brings on deep sorrow and bad luck. Those people offend many others, nobody loves them, and no one treats them with more than the most common politeness and respect, and scarcely that. This frequently puts them in bad temper and draws them into arguments. If they aim at obtaining some advantage in rank or fortune, nobody wishes them success. Nor will anyone stir a step or speak a word to favor their hopes. If they bring on themselves public disapproval, no one will defend or excuse them, and many will join to criticize their misconduct. These people should change this bad and condescend (俯就)to be pleased with what is pleasing, without worrying needlessly about themselves and others. If they do not, it will be good for others to avoid any contact with them. Otherwise, it can be disagreeable and sometimes very inconvenient, especially when one becomes mixed up in their quarrels.1. People who are to be unhappy ___ A _____.A. always consider things differently from othersB. usually are influenced by the results of certain thingsC. can discover the unpleasant part of certain thingsD. usually have a fault-finding habit2. The phrase “sour the pleasure of society” most probably means ____ B ____.A. “have a good taste to the pleasure of society”B. “aren’t content with the pleasures of society”C. “feel happy with the pleasures of society”D. “enjoy the pleasures of society”3. Which of the following statement is not true according to the passage? AA. We should pity such unhappy people.B. Such unhappy people are critical about everything.C. If such unhappy people recognize the bad effects of the habit on themselves theymay get rid of it.D. Such unhappy people are also not content with themselves.4. The phrase “scarcely that” (Para. 3, Line 4) means __ B ______.A. “just like that”B. “almost not like that”3C. “more than that”D. “not at all like that”5.If such unhappy persons don’t change their bad behavior, the author’s solution to the problem isthat __ A _______.A. people should avoid contact with themB. people should criticize their misconductC. people should help them recognize the bad effects of the habitD. people should show no respect and politeness to themPassage 2When we think of entrepreneurs(企业家), most of us imagine dynamic, successful, over-achievers like Bill Gates of Microsoft, Richard Branson of V irgin Airlines, Inc. or Jim Boyle of Columbia Sportswear, to name a few contemporary heroes. The truth is that we often fail to recognize entrepreneurs all around us: the corner grocery store owner, the family physician who opens a medical practice in our neighborhood, or the young person who delivers the morning paper. Each is creating business opportunities through entrepreneurship, although the process of entrepreneurship would be markedly different for each.According to Jeffery Timmons, author of “New V enture Creation” (1990), there are three crucial components for a successful new venture: the opportunity, the entrepreneur, and the resources needed to start the company and make it grow. The opportunity is the idea for a new business. The entrepreneur is the person who develops the idea for a business into a business. Resources include money, people and skill.One factor which distinguishes Bill Gates from the morning paper deliverer is the level of business success each desires to achieve. Determining what success means to you is a crucial element in the early stages of new venture planning. How you measure success in life shapes your views of business opportunities and small business.Success is how you define it. Whether you define success by money, possessions, personal values or a combination of the three is up to you. How we define success significantly influences our selection of a business to start. Our view of success becomes our framework for evaluating business opportunities. If we think a business opportunity has the potential to raise us to our desired level of success, we give it further consideration. If not, we usually discard the idea.Entrepreneurship begins with an understanding of who we are and where we want to go. Two processes which are helpful to would-be entrepreneurs are visioning and goal-setting. Success begins with a vision of who we are, what drives us and what we want. Goal-setting involves developing a list of things you would like to achieve in your personal or professional lives – your goals. V isioning and goal-setting are tools you can use to develop a clear picture of who you are, where you are going and what you need to do to get there.6.What’s the subject of this passage? BA.Who is more likely to become a successful entrepreneur?B.What does it take to be a successful entrepreneur?C.What does success mean and how is it measured?D.What is the appropriate way to define success?7.What’s the difference between Bill Gates and the paper deliverer? CA.The personal quality each possesses.B.The desire each has for his own business.4C.The level of business success each desires to achieve.D.The various business opportunities each has an access to.8.What are the essential elements for a successful new venture? CA.Money, people and skill.B.Money, possession and personal values.C.Opportunity, entrepreneur and resources.D.Opportunity, process and practice.9.What effect does the definition of success have on one’s selection of opening up a business? DA.It helps to determine whether it is necessary to start a business.B.It helps to decide how great a business success is.C.It helps to further provide a business opportunity.D.It helps to evaluate the business potential effectively.10.How do visioning and goal-setting function? DA.They are the first step to draw a new venture plan.B.They are the measures used to evaluate business achievement.C.They are the ways for one to direct businesses.D.They are the tools used to identify oneself and achieve one’s purpose.Part III: Writing (25 points)Directions: For this part, you are asked to write a composition in 150 words by choosing ONE from the following two topics.T opic ITitle: Choosing a Job (150 words)Outline:Present situation of employment in ChinaWhat do you think are the important factors (2-3) in choosing a job? And explain why.Y our conclusionT opic IITitle: Being a Manager in the Age of Globalization (150 words)Outline:What does globalization mean to a manager?What do you think are the important qualities (2-3) for a qualified manager? And explainwhy.Y our conclusion5。