三菱伺服电机对应控制软件
S7-200系列PLC控制三菱MR-J3伺服的实现

S7-200系列PLC控制三菱MR-J3伺服的实现本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现XA6132铣床的位置控制。
随着科技的发展和人民生活水平的提高,机床的加工精度和生产效率要求越来越高。
因此,老旧设备需要进行升级改造,以实现精确的位置和速度控制。
铣床的主轴采用普通电机,进给轴采用伺服电机控制。
本文将详细介绍硬件配置和连接方式。
硬件配置方面,本文选用了三菱FR-J3伺服放大器和HF-SP三菱伺服电机作为伺服控制器,具有高响应性、高精度定位、高水平自动调谐等优点。
同时,为了综合考虑性价比和性能,本文选用了性价比高的三菱MR-J3伺服放大器和HF-SP502伺服电机。
在PLC方面,本文选择了西门子S7-200系列的PLC,具有运行速度快、运行稳定、价格较低等优点。
为了实现位置控制,本文采用了集电极开路方式的控制模式,并选择了S7-224XPsi CN XXX型号的PLC。
在人机界面方面,本文选用了MD204LV4文本显示器作为小型人机界面,能够跟S7-200系列PLC通讯并且价格便宜。
硬件连接方面,本文详细介绍了主电路的连接方式。
伺服的脉冲输入端输入24V低电平的脉冲,因此,本文选择了24V低电平输出、具有速度控制、位置控制、占空比控制的PLC。
通过这些硬件的连接,可以实现铣床的精确位置和速度控制。
总之,本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现铣床位置控制的方法,详细介绍了硬件配置和连接方式。
这些方法可以帮助老旧设备进行升级改造,提高机床的加工精度和生产效率。
本文介绍了铣床控制系统中主轴电机、伺服轴和PLC的电路连接、通讯线的选择以及参数设置和PLC程序设计。
主轴电机采用普通电机,通过接触器进行控制,离合器控制主轴的抱紧与松开,用于换刀时将主轴抱紧。
伺服轴采用伺服控制,24伏电源给PLC、伺服、离合器及文本显示器提供电源,其中文本显示器和PLC共用一个24伏电源。
伺服上位机配置设置软件(使用说明书)

伺服上位机配置设置软件(使用说明书)伺服上位机配置设置软件V1.0说明书目录一软件介绍 (1)二软件安装 (1)2.1运行环境 (1)2.2安装步骤 (1)三功能介绍 (2)3.1初始界面 (2)3.2参数界面 (6)3.3监控 (10)3.3.1速度图形监控界面 (10)3.3.2位置图形监控界面 (11)3.4辅助功能 (12)3.4.1系统信息界面 (12)3.4.2电机信息界面 (13)3.5系统设置 (14)3.5.1系统设置P06界面 (14)3.5.2采样数据界面 (15)3.5.3凸轮数据界面 (17)3.6帮助 (19)3.6.1驱动器说明书 (19)3.6.2关于 (20)3.7语言切换 (20)3.8退出 (20)一软件介绍伺服上位机配置设置软件是本公司(无锡创正科技有限公司)开发,其作用是方便快捷的操作本公司的伺服驱动器。
本说明书为指导使用者使用“伺服上位机配置设置软件”而编写,希望该手册使他们在使用软件的过程中能起到指导作用。
本手册介绍了如何通过软件对伺服驱动器一些参数的读取和写入以及伺服状态的监控和相关数据的分析。
二软件安装2.1运行环境系统要求:windows7及以上运行环境:NET Framework 3.52.2安装步骤1.伺服上位机配置设置软件安装包,双击setup.exe文件。
2.将会出现以下界面3.安装目录可以根据需要进行更改,建议安装在D盘,按照安装指引一步步进行下去,即可安装完成。
三功能介绍3.1初始界面打开软件后,会出现下面的初始界面,同时它也是主页面。
主界面中的主要对象包括3类:1菜单2工具条3消息提示框各类对象的使用方法介绍如下:1菜单1)图示:菜单的形式如下图所示:2)功能:菜单展示软件的全部功能。
菜单分为主菜单和子菜单,位于屏幕顶端的是主菜单,每一个菜单项具有系统的一大功能,点击某一菜单项可往下拉出另一菜单称为下拉子菜单。
它展示出子功能模块或功能程序。
plc编程软件有哪些?7款PLC编程软件介绍

plc编程软件有哪些?7款PLC编程软件介绍plc编程软件有哪些?1、欧姆龙plc编程软件欧姆龙plc编程软件集成了CX-Programmer V9.5,能够为欧姆龙PLC编程提供全面的软件支持,本版本为最新版,全面支持32/64位WIN8系统,为多国语言版,支持简体中文。
能为网络、可编程终端及伺服系统、电子温度控制等进行设置。
适用于已具有电气系统知识(电气工程师或等同者)的负责安装FA系统者、负责设计FA系统者和负责管理和维护FA系统者使用。
2、三菱PLC编程软件三菱PLC编程软件适用于Q、QnU、QS、QnA、AnS、AnA、FX等全系列可编程控制器。
三菱PLC编程软件GX Developer定位为可编程控制器综合开发平台,支持梯形图、指令表、SFC、ST及FB、Label语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,具有异地读写PLC程序功能。
三菱公司目前最新PLC编程软件。
3、Delta WPLSoft台达PLC编程软件台达PLC编程软件WPLSoft 最新版,在没有真实PLC的情况下,在电脑上模拟运行PLC 程序的执行情况。
先点仿真,在点那个梯形图监控。
就可以右击控制一些量的状态。
实现仿真。
注意要和PLC连接起来。
下图图标即为WPLSoft及ISPSoft之PLC仿真器功能启动的按钮,启动仿真器之后不必选择通讯接口即可进行监控、上下载程序等通讯功能,操作方式与实际连接PLC相同。
仿真器支持定时器及计数器,但定时器与计数器的运行时间会依用户计算机执行效率不同而有所不同。
定时器处理方式与DVP-ES/SA系列PLC的动作相同。
4、PLCEdit V2.2.1 正式版。
RS3E motor setup 软件使用说明书M0010843C

2. 连接伺服驱动器 ................................................................................... 2-1 2.1 连接 R-3E MODEL 伺服驱动器........................................................................ 2-1 2.2 连接 R ADVANCED MODEL 伺服驱动器.................................................................. 2-2
J4伺服设置软件手册

测试运行
调整 工具
伺服放大器
SSCNETⅢ SSCNETⅢ/H CC-Link IE Field 参数设置 放大器轴名称设置 参数转换器 点设置一览表 程序 批量显示 输入输出监视显示 图表 ABS数据显示 报警显示 发生报警时的数据显示 驱动记录器 不旋转的原因显示 系统配置显示 寿命诊断 机械诊断 全闭合诊断 线性诊断 JOG运行 定位运行 无电机运行 DO强制输出 程序运行 1步进给 测试运行事件信息 一键式调整 调谐 机器分析仪 高级增益搜索 参数设置范围更新 机械单位换算设置
1- 1
1.概要
MELSERVO
通过运动控制器时
项目
伺服放大器
通信路径 参数
定位数据 监视
诊断
测试运行
调整 工具
SSCNETⅢ SSCNETⅢ/H 参数设置 放大器轴名称设置 参数转换器 点设置一览表 程序 批量显示 输入输出监视显示 图表 ABS数据显示 报警显示 发生报警时的数据显示 驱动记录器 不旋转的原因显示 系统配置显示 寿命诊断 机械诊断 全闭合诊断 线性诊断 JOG运行 定位运行 无电机运行 DO强制输出 程序运行 1步进给 测试运行事件信息 一键式调整 调谐 机器分析仪 高级增益搜索 参数设置范围更新 机械单位换算设置
*1 仅在运行模式为全闭合控制时可使用。 *2 仅在运行模式为线性伺服电机控制时可使用。 *3 运行模式为线性伺服电机控制时不可使用。 *4 仅在运行模式为标准控制时可使用。 *5 Q17□H时,无法使用。 *6 处于MR-J3-B兼容模式下的运行。
MR-J4-B
*6○ ○ ○
MR-J3-B ○ ○
MR-J4-B
*6○ ○
○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ *1○ *2○ *3○ ○ *4○ ○ ○
三菱伺服电机对应控制软件

另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号;三菱伺服软件调试一、软件基本设置1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定;2、点站号设定:选00站;3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”;4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”;注意:有好的参数伺服要停电后5S再启;三、软件调试运行功能点动运行、定位运行、无电机运行、程序运行1、试运行1、点动运行操作试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可;2、定位运行操作试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可;3、程序运行操作试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下:TIMS3:运行程序3次;SPN1000:进给转速1000r/min;STC500:伺服到达额定转速时间500ms;MOV100000:正转给移动脉冲距离100000PULES;TIM3 :等待下一步操作时间3秒;SPN1000:进给转速1000r/min;STC500 :伺服到达额定转速时间500ms;MOV-100000 :正转给移动脉冲距离100000PULES;STOP:停止;按“确定”——反悔程序运行界面——点“启动”这时电机按你编制的程序要求运行; B系列不需要通过软件设置,定位模块会把参数写入到伺服控制器中;。
三菱MR-JE-B伺服手册

三菱 通用 AC伺服SSCNETⅢ/H接口型号MR-JE-_B伺服放大器技术资料集使用前请务必阅读。
在安装、运行、维护及检查前,请务必熟读本技术资料集、使用手册及相关资料,以便正确使用。
请在熟读机器的相关知识、安全信息及注意事项的所有内容后进行使用。
本技术资料集中,分为“危险”与“注意”两类安全注意事项。
危险 操作错误时,可能引起危险,造成死亡或重伤。
注意 操作错误时,可能引起危险,造成中度伤害、轻度伤害或财产损失。
此外,即使注意事项中记载的内容,有时也有造成严重后果的可能性。
两者所记均为重要内容,请务必遵守。
禁止及强制图表的表示内容如下所示。
表示禁止(严禁采取的行为)。
比如“严禁烟火”为。
表示强制(必须采取的行为)。
比如需要接地为。
在本技术资料集中,对不会造成财产损失的注意事项及其它功能等的注意事项作为“要点”进行区分。
仔细阅读本手册后请妥善保管,以便使用者可以随时取阅。
1.防止触电危险因为有触电的危险,所以请在关闭电源并经过15分钟以上,请确认充电指示灯熄灭后再进行接线作业或检查。
而且,确认充电指示灯是否熄灭时,请务必在伺服放大器的正面进行。
伺服放大器及伺服电机必须确保接地良好。
接线作业或检查应由专业技术人员进行。
伺服放大器及伺服电机请在安装后再接线。
否则会造成触电。
请勿用湿手操作开关。
否则会造成触电。
请勿损伤电缆、对其施加过大应力、在其上放置重物或挤压等。
否则会造成触电。
为了防止触电,请务必将伺服放大器的保护接地(PE)端子(带有符号的端子)连接到控制柜的保护接地(PE)上。
使用漏电断路器(RCD)时,请选用B型。
为避免触电,请在电源端子的连接部进行绝缘处理。
2.防止火灾注意请将伺服放大器、伺服电机、再生电阻安装在不可燃物上。
直接安装在可燃物上或安装在靠近可燃物的地方,可能会造成冒烟及火灾。
在电源和伺服放大器的电源(L1・L2・L3)间请务必连接电磁接触器,在伺服放大器的电源侧形成可以切断电源的结构。
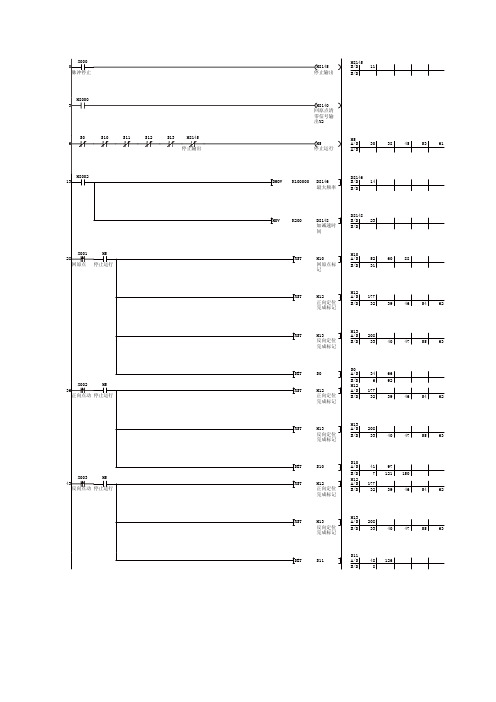
三菱+伺服驱动控制程序
B/D
M12 A/S 177 B/D 32 39 46 54 62
RST
S12
M53
S12 A/S 56 155
B/D
9 181
M53 A/S 157 180
A/S
S13
M54
186
M8029ຫໍສະໝຸດ M8147 M54 M8000 217
DDRVA K100
K10000
Y000
Y004
脉冲输出 方向脉冲
PULS
Y004
脉冲输出 方向脉冲
PULS
SET
M12
正向定位
完成标记
S0 A/S 34 66
B/D
6 92
M50 A/S 68 91
A/S
Y000 B/D 69 101 130 158 189
B/D
Y004 B/D 101 130 158 189
B/D
S10 A/S 41 97
B/D
7 121 150
M51 A/S 99 120
B/D 32 39 46 54 62
完成标记
M13
RST
M13
A/S 208
反向定位
B/D 33 40 47 55 63
完成标记
SET
S0
S0 A/S 34 66
B/D
6 92
RST
M12
M12 A/S 177
正向定位 完成标记
B/D 32 39 46 54 62
M13
RST
M13
A/S 208
反向定位
155
M8029
M8147 M53 M8000
M12
RST
M12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号。
三菱伺服软件调试
一、软件基本设置
1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定。
2、点站号设定:选00站。
3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”。
4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”。
注意:有*好的参数伺服要停电后5S再启。
三)、软件调试运行功能(点动运行、定位运行、无电机运行、程序运行)
1、试运行
1)、点动运行操作
试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可。
2)、定位运行操作
试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可。
3)、程序运行操作
试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下:
TIMS(3):运行程序3次;
SPN(1000):进给转速1000r/min;
STC(500):伺服到达额定转速时间500ms;
MOV(100000):正转给移动脉冲距离100000PULES;
TIM(3) :等待下一步操作时间3秒;
SPN(1000):进给转速1000r/min;
STC(500) :伺服到达额定转速时间500ms;
MOV(-100000) :正转给移动脉冲距离100000PULES;
STOP:停止;
按“确定”——反悔程序运行界面——点“启动”这时电机按你编制的程序要求运行。
B系列不需要通过软件设置,定位模块会把参数写入到伺服控制器中。