03 微合金化钢板坯角部横裂纹控制技术开发
微合金化钢板坯角部横裂纹缺陷控制技术开发与推广应用
微合金化钢板坯角部横裂纹缺陷控制技术开发与推广应用随着钢铁工业的不断发展,钢铁生产领域也面临着不断增长的挑战。
由于钢铁产品工艺的不断提高以及市场对质量的不断追求,生产中钢板坯方面面临的角部横裂纹缺陷控制问题越来越严峻。
为了解决钢板坯角部横裂纹缺陷控制的问题,相关领域研究人员为之奋斗,开发出一系列微合金化钢板坯角部横裂纹缺陷控制技术。
本文将对该技术的开发与推广应用进行阐述与探讨。
一、缺陷形成的原因及特征钢板坯角部横裂纹缺陷的形成是由于大应变下钢坯角部的拉伸应力高于其屈服强度导致的。
在钢板坯冷却后,当角部的引伸应变达到破裂值时,会出现角部横裂纹缺陷,这将导致钢板坯结构不均匀,并影响钢板的后续整形及轧制工艺流程使用。
二、微合金化钢板坯角部横裂纹缺陷控制技术微合金化技术是在普通钢铁生产基础上引进的一种先进生产技术。
该技术通过控制合金批次中的微合金元素(如铌、钒、钛等),改善钢铁的熔化特性。
在钢板坯生产过程中,使用微合金化技术可以减少坯角部的晶粒,增加钢板坯的形变硬化能力,从而降低坯角部的拉伸应力,减少钢板坯角部横裂纹缺陷的发生。
值得一提的是,微合金化技术控制合金元素的添加量非常重要。
如果添加量不足,坯角部晶粒无法变小;如果添加量过多,会增大钢板坯表面的气泡和夹杂物,导致不同程度的表面缺陷。
三、微合金化钢板坯角部横裂纹缺陷技术应用推广在横裂的钢板坯缺陷问题上,微合金化技术已在钢铁行业成环控制横裂缺陷的有效方法。
通过添加微量元素,控制钢坯坯角部晶粒的形成,增加钢板坯的形变硬化能力,从而有效减缓钢板坯角部的拉伸应力,控制横裂缺陷的发生。
这种技术具有操作简便、经济实用等特点,因此在钢铁行业得到广泛的应用和推广。
四、微合金化钢板坯角部横裂纹缺陷技术的局限性微合金化技术虽然能够控制横裂缺陷的发生,但是其局限性也是显而易见的。
随着技术的发展,横裂缺陷发生的机率下降,但不是完全可以消除。
尽管控制了焊接缺陷,不能保证没有其他缺陷的产生。
梁板钢板坯角部横裂纹控制技术的研究

工艺参数一 将结 晶器铸坯 窄宽 面热流 比 由原先 的 0 9 .0~11 . 0降至 07 0 8 , . 5~ .5 保护渣 的粘度 由 0 2 a・ 降至 .0 P s 0 1 a・ , . 6P S稳定 连铸 拉速和连铸机工况条件 , 使铸坯角部横裂纹 缺陷得到 了明显改 善 , 消除 了由此引起 的热轧 并 板卷表面线纹和起皮缺 陷 , 因梁板钢热轧板卷表面缺陷引起的降级改判率 由 3 %降至 0 0 。
关键词 梁板钢 20nm板坯 0 l 角部横裂 纹 连铸 工艺优 化
A t d n Co t o c n l g o a s e s r r Cr c s o S u y o n r lTe h oo y f r Tr n v r e Co ne a k f Co c si g S a fAu o Fr m e S e l n a tn l b o t a t e
P n Ho g a n
( eerhIstt C t, agn ru , hnd 17 ) R sac ntu oLd P nagGop C egu6 3 ie 1 1
Ab t a t A c r i g t r n v re c me r c so c le n 2 0 mm a t g sa fV o ・ b mir aly n o a - sr c c o d n ota s e s o r a k c ut d o 0 c c s n lb o rV・ c o l i gl w c r i N o - b n a t fa t es p o u e tP n a g S e l o u o rme se l r d c d a a g n te ,wi o r h n ie o t z d 6 si g p o e s p r mee s i cu i g d — t c mp e e s — p i e a t r c s a a tr n ld n e h v mi n ce sn h a i h a u ewe n n ro i e a d b o d sd fsa n mod fo r i a . 0~1 1 o 0 7 r a ig t e r t e tf x b t e ar w s n r a ie o l b i l r m o g n l 9 o l d i 0 . 0 t . 5~0 8 . 5. d c e sn h l o d r ic s yfo 0 2 a ・St 0 1 a ・S t bl ig t ec si gs e d a d w r i g c n i o f e r a i g t emod p w e s o i r m . O P v t o . 6 P .sa i zn a t p e n o k n o d t n o i h n i c se ,t e c sig s b t n v r e c r e r c e e t infc n l e u ea d t e h t ol d c i l e n e l g d fc s a tr h a t l r s e s o n r c a k d fc ssg i a t r d c n h o i ol i sa d p ei ee t n a a i y r e n n c u e y t e ta s e s o e r c s o lb ae e i n t d h r fr h e c n a e o h n i g c i ro rr d cn o a s d b h r n v re c m rc a k fsa r l miae ,t e eo e t e p r e t g fc a g n r e n o e u ig t ti lwe rd a s d b u fc e e t fa t r me se l o ol d c i d c e s s t r m rgn l 0 . o rg a e c u e y s r e d f cso u o f a a te t l ol e r a e o 0 fo o i a % h r e i 3 M a e i lI d x Au o F a t e , 0 t ra n e t r me S e l 2 0 mm lb,T a s es o n rCrc s o c sig,P o e sOp i z t n Sa r n v r e C r e a k ,C n a t n r c s t miai o
微合金化钢连铸板坯角横裂纹的影响因素
水制度 . 提高铸机设备精度 。
关键词 微 合 金 化 钢 连铸 板坯 角 横 裂 纹
文章 编 号 :0 64 1 (0 60 —0 50 1 0—6 32 0 ) 60 2—4
中 图 分 类 号 :F 7. " 771 I
文 献 标识 码 : A
Fa t r e d n o Tr n v re Cr c tCo n ro n n o sC si g Mir — l y n lb co sL a i g t a s e s a k a r e fCo t u u a tn c o a l i g S a i o
维普资讯
20 0 6年 第 6期
总第 3 2期 4
鞍 钢 技 术
A NGA NG E HN(I ) Y T C ) _ ( 1
微 合金 化 钢连 铸 板坯 角 横裂 纹 的影 响 因素
常桂华 吕志升 曹 东 修 国涛 吴世 龙z 王 向辉z 吴春 杰z
Ab t c Th o g tt e n n ls N s l rp i t aa o o t u u a g mi o alyn sr t a r u h s i sa d a ay i O u f r t fc n i o se Mn c - l ig aN s u n d n r o
o a tra eas e d d fc se r l n e e . o Ke o d mir- l yn k l c ni u u a t g s b ta s e  ̄ c m e rc y W rs co al lg s o t o sc s n a r n v r o rca k o n i l
钛微 合 金化 钢 连 铸 板坯 硫 印 数据 的基础 上 , 出 得 角横 裂纹 的影 响 因素 , 提 出相 应 的控制 措施 。 并
Q460C含铌微合金化钢角部横向裂纹的控制
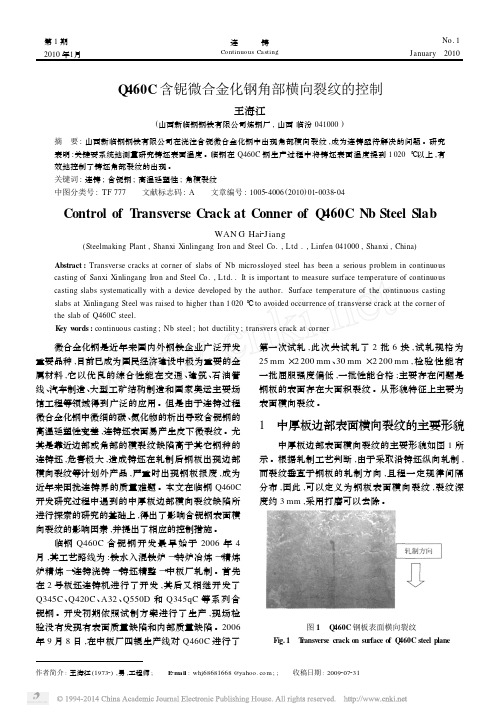
第1期 2010年1月连铸Continuous CastingNo.1J anuary 2010Q 460C 含铌微合金化钢角部横向裂纹的控制王海江(山西新临钢钢铁有限公司炼钢厂,山西临汾041000)摘 要:山西新临钢钢铁有限公司在浇注含铌微合金化钢中出现角部横向裂纹,成为连铸亟待解决的问题。
研究表明:关键要系统地测量研究铸坯表面温度。
临钢在Q460C 钢生产过程中将铸坯表面温度提到1020℃以上,有效地控制了铸坯角部裂纹的出现。
关键词:连铸;含铌钢;高温延塑性;角横裂纹中图分类号:TF 777 文献标志码:A 文章编号:100524006(2010)0120038204Control of T ransverse Crack at Conner of Q 460C Nb Steel SlabWAN G Hai 2Jiang(Steelmaking Plant ,Shanxi Xinlingang Iron and Steel Co.,Ltd .,Linfen 041000,Shanxi ,China )Abstract :Transverse cracks at corner of slabs of Nb microssloyed steel has been a serious problem in continuous casting of Sanxi Xinlingang Iron and Steel Co.,Ltd..It is important to measure surface temperature of continuous casting slabs systematically with a device developed by the author.Surface temperature of the continuous casting slabs at Xinlingang Steel was raised to higher than 1020℃to avoided occurrence of transverse crack at the corner of the slab of Q460C steel.K ey w ords :continuous casting ;Nb steel ;hot ductility ;transvers crack at corner作者简介:王海江(19732),男,工程师; E 2m ail :whj68681668@ ;; 收稿日期:2009207231 微合金化钢是近年来国内外钢铁企业广泛开发重要品种,目前已成为国民经济建设中极为重要的金属材料,它以优良的综合性能在交通、建筑、石油管线、汽车制造、大型工矿结构制造和国家奥运主要场馆工程等领域得到广泛的应用。
铸坯边角部横裂纹的产生原因和预防措施
( houn rn& S e G opC . , t.saga 1 13 G agog S aga gI o t l r o Ld houn5 2 2 , un dn ) e u
结 晶器 振 动 形 式
液 压 振 动
2 铸坯 内弧边部横裂纹 的特征和原 因
t e se l n o re u p n o dt n as o t b t d t h r c ig h te ,a d p o q i me t n i o lo c n r u e o t e c a k n .E e t e p e e t n me s r swee t u u o - c i i f c i rv n i a u e r h s p tf r v o
钢” 第三炼钢厂宽厚板坯连铸机( ) 以下简称宽厚板
铸 机 ) 中冶京诚 设 计 , 20 由 于 0 8年 1 正 式 投 产 . O月
投产后在生产小于 1 0 m断面含 N 、 0m 9 b V等微合
金 元 素 的钢种 时 , 钢坯 内弧 离边 角 部 5 m 区域经 0m
赵光远 ,寻 忠忠,曾令宇
( 广东省韶关钢铁集 团有 限公 司 , 广东 韶关 52 2 ) 1 13 摘 要: 根据韶钢宽厚板坯 连铸 机生产含 N 、 b V等微合金钢 时铸坯 内弧边 角部 出现横裂纹缺陷 , 分析 了横裂纹产 生
原因: 铸坯边角部冷却 过强是造成横裂纹的最重要外 因 , 钢种成分 和钢 中氮含 量 、 溶铝含量 过高则 是 内因 ; 酸 连铸 机设备状 态变差等也会增加横裂纹发生几 率. 鉴此 , 采取 了针对性 的改造和优化措施 , 取得 了较为明显的效果. 关键 词 : 宽厚板连铸机 ; 微合金钢 ;横裂纹 ; 裂 龟
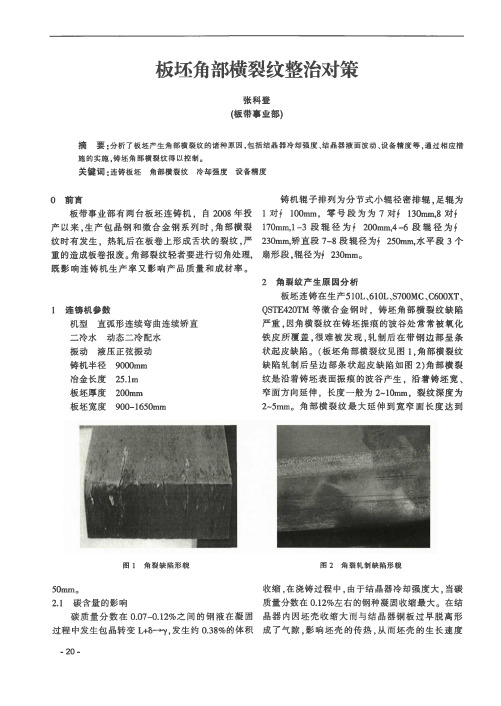
板坯角部横裂纹整治对策
,
、
窄面方向 延伸
长 度 般 为 一
2
 ̄ 1
0
mm
裂 纹 深 度 为
,
,
2  ̄ 5 m m 。 角 部 横 裂 纹 最 大 延 伸 到 宽 窄 面 长 度 达 到
图 1 角 裂 缺 陷 形 貌
图 2 角 裂 轧 制 缺 陷 形 貌
5 0 mm 〇
2 . 1 碳 含 量 的 影 响
铸 机 半 径 900 0m m
冶金 长度 板坯 厚度
2 5 . 1 m 2 00 m m
板 坯 宽 度 900 - 1 65 0 mm
铸 机 辊 子 排 列 为 分 节 式 小 辊 径 密 排 辊 足 辊 为 ,
对 零 号 段 为 为 对 对 1
f
连 铸坯 进 行矫 直 。
2 .3 连铸 设备 精度 的 影 响
铸机 弧 度 、 铸 机振动 偏 摆 精 度 是影 响 铸 坯质 量
的 关键 因 素 铸机 设备精 度 若 不 良 不 仅会 造 成 产 品 ,
质量缺 陷 甚 至会造 成工 艺 事 故 对 弧 差铸 坯通 过该
。
在 结
晶 器 内 因 坯 壳 收 缩 大 而 与 结 晶 器 铜 板 过 早 脱 离 形
成 了 气 隙 影 响 坯 壳 的 传 热 从 而 坯 壳 的 生 长 速 度
,
,
2 0 -
-
北 方 钒钦
2 0 1 8 年 第 2 期
变 慢 , 随着 拉 坯 的 进 行 , 坯 壳 的 不 均 性 增 长 , 在 拉坯
关 键 词 连 铸 板 坯 角 部 横 裂 纹 冷 却 强 度 设 备 精 度 :
微合金化钢连铸板坯角横裂纹的影响因素

微合金化钢连铸板坯角横裂纹的影响因素
微合金化钢连铸板坯角横裂纹的影响因素
微合金化钢连铸板坯角横裂纹是在钢材连铸过程中出现的不良现象,在检查情
况严重时可能影响最终产品的质量。
目前,为研究微合金化钢连铸板坯角横裂纹的影响因素,研究人员正在大力开展新的研究工作。
从技术和技术条件的角度看,微合金化钢连铸板坯角横裂纹的影响因素中,较
为重要的包括合金配比、钢水温度和吹气速度等。
首先,合金配比如果不适当,不仅影响板坯的均匀度,还会使微合金的累积量增加,从而使终产品品质低。
其次,钢水温度也会对微合金化钢连铸板坯角横裂纹产生重大影响,一般来说,如果钢水温度过高,微合金化钢连铸板坯容易出现角横裂纹;反之,如果钢水温度过低,则可能导致板坯表面均匀度较差。
最后,对于吹气速度方面,它一般不能太低,过低的吹气速度会导致板坯表面不光滑,这又会影响产品的品质。
此外,工艺条件也是影响微合金化钢连铸板坯角横裂纹出现的重要因素。
比如,反铸技术、复合铸造技术、数控技术等技术,它们都是现代连铸技术中重要发展方向,但它们都会影响板坯形状,进而也会影响角横裂纹的出现状况。
喷浆温度控制也同样会对角横裂纹产生积极的影响,此外,还有连铸技术的运行状态,比如机器的负荷状态、内部压力变化等,都会直接影响微合金化钢连铸板坯角横裂纹的形成。
综上所述,微合金化钢连铸板坯角横裂纹的影响因素主要有技术条件和工艺条
件两方面,其中包括合金配比、钢水温度、吹气速度、反铸技术、复合铸造技术和数控技术等,喷浆温度控制也是影响角横裂纹出现的重要因素,此外,连铸技术的运行状态也是影响其形成的因素之一。
含铌、钒、钛微合金钢连铸坯角部横裂纹研究现状

c r e rn v ra rc s Th y esa swi etrs ra emir sr cu eh v o rca kn u c p iit e on rta s es lca k . et p lb t b te u fc co tu t r a elwe rc ig s se t l y wh n h b i
s f e e h te s d rn e d n n tag t n n p r t n . u f r d t e s r s u ig b n i g a d s r i h e i g o e a i s o
Ke r s y wod
mir— l y d se l lb,c r e r n v ra r c co al e te,sa o o n rta s es 1 ak c
含铌 、 、 钒 钛微 合金 钢连 铸坯 角部 横 裂纹研 究现状 / 范 军等 马
・ 9・ 8
含铌 、 、 钒 钛微 合 金钢 连 铸 坯 角 部横 裂纹 研 究 现 状
马范军 , 文光华 , 唐 萍 , 韩 靖
( 重庆大学材料科学 与工 程学院 , 庆 4 0 4 ) 重 0 0 4
关 键 词 微合金钢 连铸坯 角部横裂纹
Re e r h Pr s nto r rTr ns e s lCr c n t e Nb。 s a c e e fCo ne a v r a a k o h
V nd TiM i r - lo e e lS a a c o a l y d St e l b
ቤተ መጻሕፍቲ ባይዱ
y a s wh c e iu l e u e h o e ie y o l b n i d r r c s mo t p r t n I h r s n t d e r , i h s ro sy r d c s t e h t d l r f sa s a d h n e s p o e s s o h o e a i . n t e p e e t s u y, v o t e c u e fc r e r n v r a r c n h o v n i n 1m e s r s t o v r c r u h a s s o o n r ta s e s 1c a k a d t e c n e t a a u e O s l e c a k a e s mma ie o r d,a d s e i le - z n p ca m p a e r l c d o h fe to c o a ly d ee n ss c sNb, n o o n rta s e s lc a k u i g c n h s s a e p a e n t e ef c fmir - l e lme t u h a o Ti d V n c r e r n v r a r c s d rn o ~ a t u u a tn p r t n i o s c si g o e a i .Co t o l g s r a em ir s r c u e o l b s c n i e e O b h e tme s r o p e e t n o n r l n u f c c o tu t r fs a s i o sd r d t e t e b s a u e t r v n i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X(m)
X(m)
(a) 常规结晶器;(b)倒角结晶器(
22o )
(c) 倒角结晶器(
30o );(d)倒角结晶器( 45o )
图4
倒角角度对结晶器出口凝固坯壳厚度和流动的影响
1.2
倒角长度对铸坯角部钢水流动、传热和凝固的影响
图 5 给出了在结晶器出口位置处,倒角角度为 30°时,倒角长度对铸坯角部温度和流动的影响。可以
1.1.4
倒角角度对铸坯角部坯壳厚度的影响
图 4 显示了倒角形状对结晶器出口凝固坯壳厚度和流动的影响。可以看出,整体上宽面坯壳厚度较为 均匀,而在靠近窄边位置略薄,这归因于水口射流对铸坯窄面坯壳的冲刷。在铸坯的角部存在着强的钢水 流动,倒角 α=22°与常规的结晶器的流动模式相类似。但是当倒角增大到 α=45°,强烈的钢水流动聚在 铸坯的角部,抑制了角部凝固坯壳的生长。因此,尽管增大结晶器倒角有助于提高角部的温度,但是,在 同样的冷却条件下,铸坯角部流动增强,降低了凝固坯壳的厚度。因此,在优化倒角设计时,需要对结晶 器窄面铜板的冷却结构进行改进。
Temperature: 1300 1350 1400 1450 1550 1713 1776 1781 1783 1784 1785
1400
1550
1450 1776
1713
17 83
1350
1550
1781
1781
1550 1776
17
81
1 78
3
1 71 3
83
1713
84
17
17
83
17
图2
前言
微合金化高强度钢简称微合金化钢,是上世纪 60 年代以后迅速发展起来的工程结构用钢。目前,发 达国家微合金化钢产量的比例约为钢材总产量的 10%~15%。我国微合金化产量已超过年产七千万吨的水 平。国内生产微合金化钢的厂家主要有宝钢、鞍钢、武钢、首钢、重钢、济钢、本钢、沙钢、马钢、唐钢、 邯钢等大型钢铁企业。然而,在微合金化钢板带材生产技术中,铸坯及钢板表面质量缺陷一直是困扰国内 各大钢厂的关键技术问题,甚至像德国蒂森、奥地利的奥钢联、日本的新日铁、韩国的浦项钢铁等具有世 界先进水平的企业也不例外。其中铸坯缺陷以角部横裂纹为主,据统计约占各类缺陷的 50%以上[1-5]。由 于其影响因素很多,虽然经过科研工作者的大量努力,大部分铸坯横裂纹缺陷得到减轻,但未能从根本上 加以解决。尤其是在生产碳含量在 0.08%~0.20%的典型包晶、亚包晶类微合金化钢时,由铸坯角部横裂 纹造成的板带材边部缺陷在各大钢铁公司普遍存在[6]。大倒角结晶器技术的应用可以有效控制铸坯角部横
Technology Development for Controlling Slab Transverse Corner Crack of Micro-alloyed Steels
Zhang Hui, Wu Yeming, Wang Minglin, Tao Hongbiao, Wang yicheng, Gan Yong
(a) 常规结晶器
图1
(b)倒角结晶器
结晶器中心对称面位置处流动分布图
1.1.2
倒角角度对结晶器角部钢水流动的影响
图 2 给出了结晶器出口位置处,倒角角度对铸坯角部温度和流动的影响。可以看出随着倒角角度的增 加,铸坯角部的表面温度增加,在铸坯宽面与窄面的角部附近的流动增强。与其它倒角角度相比,α=45° 时铸坯角部形成了明显的漩涡流动,对铸坯角部的流动冲击更大,这对坯壳的均匀生长将产生不利影响。
微合金化钢板坯角部横裂纹控制技术开发及应用
张 慧 吴夜明 王明林 陶红标 王一成 干 勇
(钢铁研究总院,北京,100081) 摘要 在研究微合金化钢角部横裂纹形成机理, 以及对倒角铸坯凝固传热、 应力应变和倒角铜板温度分布的数值模拟结果的
基础上,开发了微合金化钢角部横裂纹控制技术。数值模拟结果表明:倒角形状对铸坯角部温度和应力应变及铜板温度有明 显的影响。倒角角度的增加,铸坯角部的表面温度近似呈线性增加,较小的倒角长度就能使角部温度大幅度提高。当应变速 率一定时,30°和 45°倒角铸坯棱角部位切向应力应变相对最小,仅为直角铸坯的 40%~46%,30°优于 45°;30°倒角铸 坯的倒角长度控制在 65mm~85mm 时,铸坯棱角部位切向应力应变相对较小;倒角铜板角部温度比直角铜板角部温度高约 40°。大量工业试验结果表明:倒角结晶器技术的采用,有效改善了铸坯的角部冷却条件和受力状态。铸坯角部温度提高了 100℃左右;铸坯角横裂发生率控制在 0.04%以下。同时带钢和中板的边直列缺陷得到明显改善。 关键词 微合金化钢 角横裂 倒角结晶器 板坯
0.1
0.1
Y(m)
Y(m)
0
(a) =0
o
0
(b) =22
o
-0.1 0 0.2 0.4 0.6 0.8
-0.1 0 0.2 0.4 0.6 0.8
X(m)
X(m)
0.1
0.1
Y(m)
Y(m)
0
(c) =30
o
0
(d) =45
o
-0.1 0 0.2 0.4 0.6 0.8
-0.1 0 0.2 0.4 0.6 0.8
结晶器出口位置处倒角角度对铸坯角部流动和温度分布的影响
(a) 常规结晶器;(b)倒角结晶器(α=22°);(c) 倒角结晶器(α=30°);(d)倒角结晶器(α=45°)
1.1.3
倒角角度对铸坯角部温度的影响
图 3 表示了倒角角度对铸坯角部温度的影响。图中可以看出,与常规结晶器相比,倒角为 α=22°、 α=30°、α=45°依次能够将结晶器出口铸坯的角部温度提高约 160℃、220℃、288℃,温度近似呈线性增 加;而在距弯月面 3m 处的铸坯角部温度依次提高了 120℃、198℃和 260℃。因此,从提高铸坯角部温度 来说,倒角设计为 45°最好,但是从它对铸坯角部流动状态的影响来看,其并不是最优。因此,结合角部 的温度和流动分析,合理地进行倒角设计是必要的。
(Central Iron and Steel Research Institute, Beijing, P R China,100081) Abstract Technology for controlling slab transverse corner crack of micro-alloyed steels was developed based on the investigation on forming mechanism of slab transverse corner crack and numerical simulation of chamfered slab and copper plate. The numerical simulation results show that the increased chamfered angle leads to an approximately linear increase of the slab surface temperature. Very small length can lead to the significant increase of the temperature near the slab corner. At the same slope width, the tangential strain on the slab edges and corners is minimum when the chamfered angle is 30o and 45o, 30o is better than 45o, it is only 40% to 46% of rectangular slabs with the same cross-sectional area. At the same chamfered angle(30° ), when the chamfered length is controlled between 65mm~85mm, the tangential strain on the part of the slab edges and corners is relatively smaller. The corner temperature of chamfered copper plate is 40°higher than normal rectangular plate. Industrial trial results show that the slab corner temperature at straightening part increases about 100 ℃ by using chamfered mold compared to the conventional molds. The slab transverse corner cracks have been reduced to less than 0.04%. Slivers on strip and plate are also reduced obviously. Key Words micro-alloyed steel transverse corner crack chamfered mold slab
1550
1776
1450
178
17 8 3
3 17 8
1400
1713
1550
1
1781
1776
178 1
15 5
17
83
17
83
17 84
85
84
17
17
17
85
1713
0
(c)
(d)
Temperature: 1300 1350 1400 1450 1550 1713 1776 1781 1783 1784 1785