连铸坯角部皮下横裂纹成因分析及控制技术[论文]
连铸坯角部皮下横裂纹成因分析及控制技术

连铸坯角部皮下横裂纹成因分析及控制技术【摘要】铸坯角部皮下横裂纹是常见的生产缺陷,本文结合济钢中厚板厂连铸机生产实践实际,分析了角部皮下横裂纹形成原因,研究了铸坯凝固行为、二冷工艺、Al和N元素含量等重要因素对角部裂纹率的影响作用,并提出了相应的改进措施。
【关键词】连铸角部皮下横裂纹1 前言进入二十一世纪以来,随着我国交通运输、石油化工、重型机械、海洋工程、核电军工等行业的迅猛发展,从而大力推动了低合金、高强度等微合金钢的炼钢、轧钢工艺技术发展。
我厂生产的铸坯经常出现角部皮下横裂纹,给产品质量带来及极大的影响,为此我们对各个工艺环节进行了深入地研究,通过控制好钢水的Als含量、全程做好保护浇注等措施,有效地控制了铸坯角部产生横裂纹,从而确保了产品质量。
2 铸坯皮下横裂纹的形成机理及形态2.1 铸坯皮下横裂纹的形成机理钢水在结晶器的凝固过程中,弯月面附近液渣在结晶器振动作用下缓慢流入铜板和坯壳间的气隙中,初凝坯壳在振动和钢水静压力的共同作用下开始变形,进而形成铸坯振痕。
由于铸坯坯壳角部收缩相对显著,使得铸坯角部的振痕谷底处初凝坯壳的传热速度下降,导致该区域的奥氏体晶粒长大,S、P偏析加剧,从而降低了钢的高温强度。
与此同时,钢中微合金元素(如铝、硼、铌等)极易与钢中的碳、氮元素相结合,在一定条件下,将在奥氏体晶界析出碳氮化物。
而振痕波谷处的晶粒粗大,将加剧碳氮化物的析出,当铸坯受到应力作用时,极易产生应力集中,最终形成横向裂纹。
2.2 铸坯角部皮下横裂纹的形态铸坯角部皮下横裂纹是板坯常见的一种铸坯缺陷,在铸坯上呈“跨角裂”形式。
角部横裂纹往往发生于铸坯角部的晶间,难以在线检查,只能将铸坯下线通过火焰清理的方式进行挽救。
连铸板坯角部皮下横裂纹的特点如图1所示。
3 铸坯皮下横裂纹的成因分析3.1 Als、N含量的影响钢中Al、N含量对铸坯角部皮下横裂缺陷有较大影响,Al、N含量越高,铸坯裂纹敏感性越高,角部横裂纹率越高,这是因为:在凝固的过程中Al易与N元素形成氮化物并在晶界析出,促进板坯角部横裂纹的产生,在晶界的析出物越细小,析出物体积百分比越高,对钢的热塑性恶化越严重。
Q420B铸坯表面角部横裂纹的成因及控制措施

工业技术科技创新导报 Science and Technology Innovation Herald119DOI:10.16660/ki.1674-098X.2018.08.119Q420B铸坯表面角部横裂纹的成因及控制措施①李进海(河钢集团宣钢公司生产制造部 河北张家口 075100)摘 要:针对宣钢1#连铸机200mm×285mm断面浇注Q420B铁塔用角钢过程中出现的铸坯表面角部横裂纹,通过分析表面角部横裂纹的形成原因,结合我厂连铸坯生产工艺和设备的实际情况,采取有利于消除表面角部横裂纹的控制措施,取得了良好效果。
关键词:Q420B 表面角部横裂纹 控制措施中图分类号:TG335 文献标识码:A 文章编号:1674-098X(2018)03(b)-0119-02①作者简介:李进海(1971,9—),男,汉族,河北宣化人,本科,机械高级工程师,现从事钢铁冶金技术管理工作。
宣钢炼钢厂1#连铸机3—4月份在生产Q420B铁塔用角钢过程中,铸坯出现了不同批次的表面角部横裂纹。
为此,我们通过分析铸坯表面角部横裂纹的产生原因,结合本条生产线的工艺设备特点,及时优化调整生产工艺和加强铸机设备点检,使铸坯缺陷率大大降低,避免了批量性质量事故,为型棒厂提供无缺陷铸坯,提高铁塔用角钢的轧制合格率。
1 Q420B生产工艺流程宣钢Q 420B 铁塔用角钢的生产工艺流程为:铁水预处理→120 t顶底复吹转炉冶炼→钢包吹Ar并用Fe-Si、Si-Mn、NVFe、Si-Al-Ba-Sr脱氧合金化→200 mm ×285 m m 矩坯连铸机全保护浇注→型棒厂轧制→铁塔用角钢。
Q420B铁塔用角钢成分如表1所示:2 角部横裂纹的产生机理铸坯角部横裂纹产生于结晶器初始坯壳形成振痕的波谷处,且振痕越深,角部横裂纹越严重。
在波谷处,由于:①奥氏体晶界析出碳氮化物,产生晶间断裂;②深振痕谷底的S、P偏析、晶粒粗大,降低了钢的高温强度。
低碳钢连铸方坯角部横裂形成分析和控制工艺

( " 北京科技大学, 北京 "$$$%& ; # 江阴兴澄特种钢铁有限公司一炼钢厂, 江阴 #"’’#( ) 可观察到铸坯角部振痕波谷处的横向裂纹, 其长度为 摘 ! 要! 兴澄特钢 &$$ )) * &#$ )) 低碳钢铸坯酸洗后, "$ + &$ )), 最大宽度达 # ))。生产实践表明, 当 ,-.#"$ 系列锅炉钢 (/ : $0 "& + $0 #12、 $0 ’1 + "0 "$34) 的 [ -5 6 ] 从 $0 $$(/ 增加至 $0 $#"/ 时, 铸坯角部横裂纹指数从 $0 $& 增加到 #0 7’ 。因微量钛能改善钢在较低变形速率下的热 成型性, 钢中加微量钛, 可以明显减少铸坯角部横裂纹的产生。通过 控 制 加 -5 量 使 [ -5 6 ] 加 89 使 ! $0 $"$/ , [ 89] 同时采用提高钢水流动性和铸坯矫直温度#($$ : 等措施, 避免了 ,-.#"$2 钢的铸坯角部横裂纹的 "$0 $#/ , 产生。 关键词! 连铸方坯! 低碳钢! 角部横裂! [ -5 6 ] ! [ 89]
任意流各取 # 支铸坯; (#) 将铸坯用盐酸溶液酸洗 观察铸坯角部横裂的情况, 统 后清洗铸坯表面; (&) 计单位长度和裂纹数。 &$$ )) * &#$ )) 低碳钢铸坯的表面横裂纹经 常发生在振痕波谷处, 且振痕深时, 更易在波谷处产 生横裂纹。 对铸坯进行酸洗后可以看出横裂纹位于铸坯角 部振痕波谷处 ( 如图 "<) , 并向两面延伸。长度"$ + &$ )) 不等, 宽度最大可达 # )), 内弧比外弧严重, 一般呈间断的密集分布, 也有零星的角部横裂纹。 铸坯在经过轧制成 !%$ )) 圆管坯后表现为轧材表 面的三角裂 ( 如图 "Y) 。
连铸坯表面纵裂纹产生原因及控制措施

左 右 1 00 mm
。
2 3 1 .
.
宽 大 纵 裂 纹 宽 度 深 度 :
丨 0 - 20m m ,
2 0 - 3 0m m ,
长达几米 严重时会贯穿 板坯而报废
,
。
22 .
表 面 纵 裂 纹 原 因 分 析
2 2 .
.1
纵 裂 纹 起 源 于 结 晶 器 的 弯 月 面 区 初 生 凝 固
0 2 -
1
1
> 2 1
钢 液 面 波 动 范 围 mm ,
图 4 液 面 波 动 对 裂 纹 指 数 的 影 响
2 .
2. 4
结 晶 器 冷 却 效 果 及 热 流 的 影 响重 要 纵 裂 纹 一 般 均 发 生 在 结 晶 器 内 部 在 结 晶 器
,
,
结 晶 器 冷 却 效 果 对 连 铸 坯 纵 裂 纹 的 影 响 非 常 内 部 先 形 成 微 裂 纹 进 入 二 冷 区 后 发 展 成 明 显 的 裂 ,
,
晶器
流
于 W M 7 1 .
M2
/
宽面 铜板平 均热 流 为
侧 面 平 均 热 流 M W M 4 6 1 .
-
1.
2 /
,
为
<z>
>
右 1
cr >
i . i
a M
議
图 5 结 晶 器 热 流对 裂 纹 指 数 的 对 应 关 系
板 表 面 纵 裂纹 发 生 率 最 小 M W 3 l .
l- 1.
/ m2 ,
坯
。
经 统 计 分 析 侧 边 铜 板 热 流 与 宽 边 铜 板 热 流 之
高强微合金钢连铸板坯角部横裂纹形成机理及控制技术研究
高强微合金钢连铸板坯角部横裂纹是一种常见的缺陷,其形成机理涉及多个因素。
理解这些因素并采取相应的控制技术对于改善板坯质量至关重要。
以下是可能涉及到的一些因素和控制技术:形成机理:1. 温度梯度:过大的温度梯度容易导致板坯表面和内部的温度差异过大,从而引发横裂纹。
2. 结晶器振动:过大的结晶器振动可能导致板坯结晶不均匀,增加裂纹的发生概率。
3. 结晶器冷却水流量分布:不均匀的冷却水流量分布可能导致板坯冷却不均匀,加剧横裂纹的发生。
4. 结晶器冷却水温度:过低的冷却水温度可能导致板坯冷却过快,增加内部应力,导致横裂纹。
5. 板坯浇注速度:过高的浇注速度可能导致板坯表面快速凝固,增加内部应力。
6. 结晶器润滑液体位:不合适的润滑液体位可能导致板坯表面和内部的润滑不均匀,影响结晶和冷却。
控制技术:1. 优化结晶器设计:合理设计结晶器,包括结晶器的振动控制系统、冷却水流量分布系统等,以确保结晶过程均匀。
2. 温度梯度控制:通过控制板坯表面和内部的温度梯度,减小不均匀的温度分布。
3. 控制板坯浇注速度:调整浇注速度,避免过快导致板坯表面过早凝固。
4. 优化结晶器冷却水系统:调整冷却水流量分布,确保均匀冷却。
5. 温度在线监测:使用温度在线监测系统,实时了解板坯的温度情况,及时调整工艺参数。
6. 结晶器振动控制:控制结晶器振动,避免过大的振动影响板坯结晶均匀性。
7. 冷却水温度控制:调整冷却水温度,防止过低的温度引发板坯内部应力。
8. 板坯表面润滑控制:控制润滑液体位,确保板坯表面润滑均匀。
综合运用上述控制技术,可以有效减少高强微合金钢连铸板坯角部横裂纹的发生,提高板坯的质量。
这些控制技术需要根据具体情况进行合理调整和组合,同时,科学可行的实验和模拟也是研究和改进的重要手段。
连铸板坯角部横裂产生的原因及应对措施
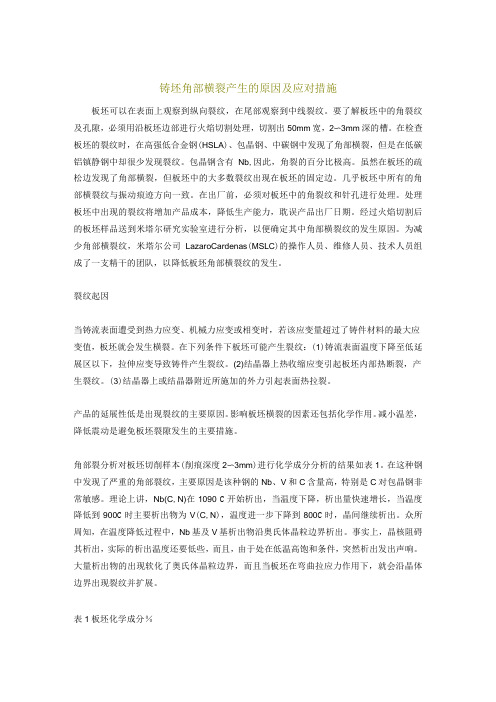
铸坯角部横裂产生的原因及应对措施板坯可以在表面上观察到纵向裂纹,在尾部观察到中线裂纹。
要了解板坯中的角裂纹及孔隙,必须用沿板坯边部进行火焰切割处理,切割出50mm宽,2〜3mm深的槽。
在检查板坯的裂纹时,在高强低合金钢(HSLA)、包晶钢、中碳钢中发现了角部横裂,但是在低碳铝镇静钢中却很少发现裂纹。
包晶钢含有Nb,因此,角裂的百分比极高。
虽然在板坯的疏松边发现了角部横裂,但板坯中的大多数裂纹出现在板坯的固定边。
几乎板坯中所有的角部横裂纹与振动痕迹方向一致。
在出厂前,必须对板坯中的角裂纹和针孔进行处理。
处理板坯中出现的裂纹将增加产品成本,降低生产能力,耽误产品出厂日期。
经过火焰切割后的板坯样品送到米塔尔研究实验室进行分析,以便确定其中角部横裂纹的发生原因。
为减少角部横裂纹,米塔尔公司LazaroCardenas(MSLC)的操作人员、维修人员、技术人员组成了一支精干的团队,以降低板坯角部横裂纹的发生。
裂纹起因当铸流表面遭受到热力应变、机械力应变或相变时,若该应变量超过了铸件材料的最大应变值,板坯就会发生横裂。
在下列条件下板坯可能产生裂纹:(1)铸流表面温度下降至低延展区以下,拉伸应变导致铸件产生裂纹。
(2)结晶器上热收缩应变引起板坯内部热断裂,产生裂纹。
(3)结晶器上或结晶器附近所施加的外力引起表面热拉裂。
产品的延展性低是出现裂纹的主要原因。
影响板坯横裂的因素还包括化学作用。
减小温差,降低震动是避免板坯裂隙发生的主要措施。
角部裂分析对板坯切削样本(削痕深度2〜3mm)进行化学成分分析的结果如表1。
在这种钢中发现了严重的角部裂纹,主要原因是该种钢的Nb、V和C含量高,特别是C对包晶钢非常敏感。
理论上讲,Nb(C,N)在1090°C开始析出,当温度下降,析出量快速增长,当温度降低到900C时主要析出物为V(C,N),温度进一步下降到800C时,晶间继续析出。
众所周知,在温度降低过程中,Nb基及V基析出物沿奥氏体晶粒边界析出。
铸坯边角部横裂纹的产生原因和预防措施
( houn rn& S e G opC . , t.saga 1 13 G agog S aga gI o t l r o Ld houn5 2 2 , un dn ) e u
结 晶器 振 动 形 式
液 压 振 动
2 铸坯 内弧边部横裂纹 的特征和原 因
t e se l n o re u p n o dt n as o t b t d t h r c ig h te ,a d p o q i me t n i o lo c n r u e o t e c a k n .E e t e p e e t n me s r swee t u u o - c i i f c i rv n i a u e r h s p tf r v o
钢” 第三炼钢厂宽厚板坯连铸机( ) 以下简称宽厚板
铸 机 ) 中冶京诚 设 计 , 20 由 于 0 8年 1 正 式 投 产 . O月
投产后在生产小于 1 0 m断面含 N 、 0m 9 b V等微合
金 元 素 的钢种 时 , 钢坯 内弧 离边 角 部 5 m 区域经 0m
赵光远 ,寻 忠忠,曾令宇
( 广东省韶关钢铁集 团有 限公 司 , 广东 韶关 52 2 ) 1 13 摘 要: 根据韶钢宽厚板坯 连铸 机生产含 N 、 b V等微合金钢 时铸坯 内弧边 角部 出现横裂纹缺陷 , 分析 了横裂纹产 生
原因: 铸坯边角部冷却 过强是造成横裂纹的最重要外 因 , 钢种成分 和钢 中氮含 量 、 溶铝含量 过高则 是 内因 ; 酸 连铸 机设备状 态变差等也会增加横裂纹发生几 率. 鉴此 , 采取 了针对性 的改造和优化措施 , 取得 了较为明显的效果. 关键 词 : 宽厚板连铸机 ; 微合金钢 ;横裂纹 ; 裂 龟
连铸板坯表面纵裂纹控制

连铸板坯表面纵裂纹控制
一、连铸板坯表面纵裂纹的产生因素
1、造坯温度:过低的造坯温度会导致板坯表面纵裂纹的出现,应在钢
水熔化温度的基础上提高造坯温度;
2、造坯件间距:连铸板坯的冷却过程会产生很强的内应力,如果水冷
却造坯件间距过大,冷却之后会出现拉伸变形,从而产生纵裂纹;
3、连铸熔口处处理不当:当积熔渣正常时,若造坯件分离不平衡,也
会使连铸熔口处出现倾斜度,且不平衡的张力会造成热锻段产生纵裂纹;
4、水冷却喷口结构:水冷却温度不均匀,会在板坯表面形成表面纵裂纹,应采取合理的水冷却喷口结构布置,保证冷却水均匀性;
二、连铸板坯表面纵裂纹的控制措施
1、温度控制:在连铸造坯过程中,采用温度控制措施,确保钢水熔化
温度跨度不要在半钩温度以内,另外,为了减轻连铸板坯表面拉伸应
力也有助于减少纵裂纹;
2、造坯件间距控制:对于比较薄的连铸板坯,如低碳钢、低合金钢等,尤其需要多加注意造坯件间距的控制,相应地采用一定的补偿措施;
3、熔口处理控制:在熔口结构上有要求,要保证熔口垂直度,以保证
熔口平整,以及减少裂纹的出现;
4、水冷却喷口结构控制:采取合理的水冷却喷口结构,尽量取均衡的
喷口布置,以保证冷却的均匀性;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸坯角部皮下横裂纹成因分析及控制技术
【摘要】铸坯角部皮下横裂纹是常见的生产缺陷,本文结合济钢中厚板厂连铸机生产实践实际,分析了角部皮下横裂纹形成原因,研究了铸坯凝固行为、二冷工艺、al和n元素含量等重要因素对角部裂纹率的影响作用,并提出了相应的改进措施。
【关键词】连铸角部皮下横裂纹
1 前言
进入二十一世纪以来,随着我国交通运输、石油化工、重型机械、海洋工程、核电军工等行业的迅猛发展,从而大力推动了低合金、高强度等微合金钢的炼钢、轧钢工艺技术发展。
我厂生产的铸坯经常出现角部皮下横裂纹,给产品质量带来及极大的影响,为此我们对各个工艺环节进行了深入地研究,通过控制好钢水的als含量、全程做好保护浇注等措施,有效地控制了铸坯角部产生横裂纹,从而确保了产品质量。
2 铸坯皮下横裂纹的形成机理及形态
2.1 铸坯皮下横裂纹的形成机理
钢水在结晶器的凝固过程中,弯月面附近液渣在结晶器振动作用下缓慢流入铜板和坯壳间的气隙中,初凝坯壳在振动和钢水静压力的共同作用下开始变形,进而形成铸坯振痕。
由于铸坯坯壳角部收缩相对显著,使得铸坯角部的振痕谷底处初凝坯壳的传热速度下降,导致该区域的奥氏体晶粒长大,s、p偏析加剧,从而降低了钢的高温强度。
与此同时,钢中微合金元素(如铝、硼、铌等)极易与钢中的
碳、氮元素相结合,在一定条件下,将在奥氏体晶界析出碳氮化物。
而振痕波谷处的晶粒粗大,将加剧碳氮化物的析出,当铸坯受到应力作用时,极易产生应力集中,最终形成横向裂纹。
2.2 铸坯角部皮下横裂纹的形态
铸坯角部皮下横裂纹是板坯常见的一种铸坯缺陷,在铸坯上呈“跨角裂”形式。
角部横裂纹往往发生于铸坯角部的晶间,难以在线检查,只能将铸坯下线通过火焰清理的方式进行挽救。
连铸板坯角部皮下横裂纹的特点如图1所示。
3 铸坯皮下横裂纹的成因分析
3.1 als、n含量的影响
钢中al、n含量对铸坯角部皮下横裂缺陷有较大影响,al、n含量越高,铸坯裂纹敏感性越高,角部横裂纹率越高,这是因为:在凝固的过程中al易与n元素形成氮化物并在晶界析出,促进板坯角部横裂纹的产生,在晶界的析出物越细小,析出物体积百分比越高,对钢的热塑性恶化越严重。
根据热力学方程,在钢中,aln以γ固熔体形式存在,其中al、n和aln平衡如下式:
aln(s)=al(γ)+n(γ) (1)
lg[%al][%n]=-7400/t+1.95 (2)
由公式(1)、(2)可见,aln随着al、n含量的增加而升高。
根据实践表明,钢中al增加,裂纹敏感性增加,而通过控制als含量在1.5以下对铸坯缺陷影响较小。
3.2 冷却工艺的影响
根据冶金学原理,如果矫直时铸坯边角部温度位于微细碳、氮化物析出高峰温度区,由于钢的脆化,矫直变形下铸坯振痕波谷处易产生裂纹。
通过对连铸机的铸坯宽度与二冷喷水覆盖宽度对比分析可以看出,现有弯曲段喷嘴喷水宽度较宽是造成角部质量恶化的一个原因。
为进一步了解铸坯出二冷温度,特针对q345b2钢种在正常生产过程中铸坯出二冷区温度进行了测量。
由表1可知,铸坯边部出二冷温度正好处于含铌等低合金钢的脆性温度区域,铸坯振痕波谷薄弱处在外力或内力作用下极易产生横裂纹(如表1)。
3.3 连铸机设备精度的影响
连铸机的对弧、开口度控制精度是生产无缺陷铸坯的重要保障,通过对连铸的检修前后铸坯皮下横裂纹发生几率发现,连铸机设备精度对铸坯皮下横裂纹有较大的影响。
4 措施的实施
(1)通过精炼的操作控制钢水中的als含量,als含量基本保持在0.020%以下。
(2)通过对钢水全程保护浇注,使得铸坯氮含量≤50ppm的几率提高至98%。
(3)通过对连铸机冷却制度的优化,基本可以保证铸坯角部进入矫直区时的温度≥900℃。
(4)通过全面实施连铸机设备精度保障技术,连铸机设备一直在高精度的状态下运行(弧度偏差≤±0.3mm,开口度偏差≤±0.2mm)。
5 结语
通过全面实施钢水als含量控制等连铸机铸坯皮下横裂纹的控制
技术,铸坯皮下横裂纹的控制取得了显著成效,并且使得铸坯实不
清理直接送轧。
参考文献:
[1]t nozaki, j matsuno, k murata, et al. a secondary cooling pattern for preventing surface cracks of continuous casting slab[j].trans.isij,1978,(20):330-338.
[2]王新华,王文军,费惠春等.减少含铌、钒、钛微合金化钢连铸坯角部横裂纹的研究[j].钢铁,1998,33(1):22-25.。