6SIGMA系列应用工具--柏拉图
品质工具-柏拉图的制作方法介绍及注意内容

柏拉图(一)概念柏拉图是为了从最关键的到较次要的项目进行排序而采用的简单图示技术,它是通过区分最关键的与最次要的项目,用最少的努力获取最佳的改进效果。
在工厂里,要解决的问题很多,但往往不知从哪里着手,而事实上大部分的问题,只要能找出几个影响较大的要因,并加以处置及控制,即可解决问题的80%以上。
要想取得最佳的效果,应当运用“抓主要矛盾、抓重点、抓关键”的原则,选择影响大的重要质量问题进行质量改进,选择起关键作用的主要原因去解决质量问题,以取得事半功倍的效果。
因此,排列图又称为重点图或ABC法。
排列图的另一个别名叫柏拉图,这是因为排列图是美国品管大师裘兰博士(Joseph.Juran)运用意大利经济学家柏拉图(Pareto)的系统图加以延伸所创造出来的。
在工厂或办公室里,把低效率、缺点、制品不良等损失按其原因或现象别,也可换算成损失金额来表示,以金额顺序大小排列,对占总金额的80%以上的项目加以追究处理,这就是所谓的柏拉图(Pareto)分析。
柏拉图法的使用要以层别法的项目别(现象别)为前提,依经顺位调整过后的统计表才能画制成柏拉图。
(二)柏拉图分析的步骤:(1)将要处置的事,以状况(现象)或原因加以层别。
(2)纵轴虽可以表示件数,但最好以金额表示比较强强烈。
(3)决定搜集资料的期间,自何时至何时,作为柏拉图资料的依据,期间尽可能定期。
(4)各项目依照合计之大小顺位自左至右排列在横轴上。
(5)绘上柱状图。
(6)连接累积曲线。
知识重点:你得先点一下它,就是选中,然后你放鼠标到四周的八点,变成箭头形状就可上下左右拉动,变化其大小及位置。
祝你成功!在WORD的插入的图表上右击,选“设置对象格式”,选“版式”,设置成“浮于.. ,变成箭头形状就可上下左右拉动,变化其大小及位置。
祝你成功!在WORD的插入的图表上右击,选“设置对象格式”,选“版式”,设置成“浮于文字上方”,就可随意拖动了,祝你拖的愉快!右击——设置图片格式——版式——四周型——确定。
安氏亚太经典六西格玛BB案例分享
项目进度表
data Define
完成现状分 析和目标定 义,完成项 目财务收益 估算 完成主要X的 MSA,并找 到主要的X项 目 确认主要X
Measure
Analyze
Improve
Control
3.18-4.30
4.30-5.30
5.30-6.30
6.30-7.30
寻找对策控 制X,使X得 到有效控制 有效改善对策 的标准化,进 一步控制X
4V M7 H 4V 23 M7 H 4V 24 M7 H 4V 25 M7 K 4V 02 N7 J 4V 12 N7 J 4V 13 N7 J 4V 18 N7 J 4V 19 N7 J 4V 20 N7 J 4V 25 N7 J 4V 26 N7 J 4V 27 N7 K 4V 05 N7 K 4V 08 N7 K 4V 10 M7 K 4V 21 M7 K 4V 22 M7 K 4V 23 M7 K 4V 24 M7 K 4V 26 M7 K 4V 27 M7 K 4V 28 M7 K 4V 29 M7 K 4V 30 M7 L 4V 01 M7 L 4V 03 M7 K 4V 23 M7 K2 7 To ta l
解剖507pcs高内阻电芯,进行原因分析,不良原因结果如下:
高内阻电池不良项目饼图
4.9% 0.8%
类别 负极耳虚焊 负极耳弯折 正极耳抽出
94.3%
制造三部高内阻改善项目
选题 理由 VOC CTQ MSA Y现状 能力 Y分布 规律 目标 设定
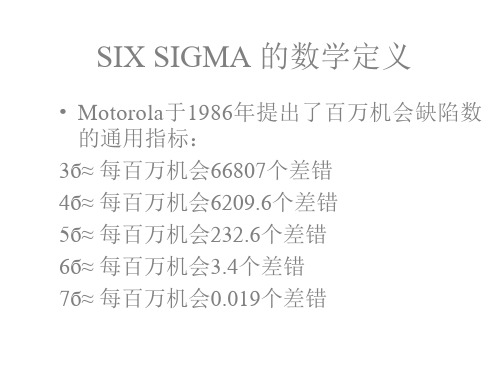
Six sigma
目前Y的CTQ
7.30-8.30
制造三部高内阻改善项目
选题 理由 VOP CTQ MSA Y现状 能力 Y分布 规律 目标 设定 财务 分析
18个常用六西格玛统计工具介绍
18个常用六西格玛统计工具介绍六西格玛作为经典的质量管理手段,备受质量人追捧。
以下天行健将整理出18种常用六西格玛统计工具供大家学习:1、帕累托图(Pareto图)帕累托图来源于一种称为帕累托原则的观点,该观点认为大约80%的结果来自20%的原因。
帕累托图可帮助您直观地了解此原则如何应用于您收集的数据。
它是一种特殊类型的条形图,旨在将“少数几个”原因与“琐碎的”原因区分开来,使您能够专注于最重要的问题。
2、直方图直方图是连续数据的图形快照。
直方图使您能够快速识别数据的中心和范围。
它显示了大部分数据落在哪里,以及最小值和最大值。
直方图还显示您的数据是否为钟形,可以帮助您找到可能需要进一步调查的异常数据点。
3、Gage R&R准确的测量至关重要。
如果您无法准确测量过程,则无法对其进行改进,这时Gage R&R就有了用武之地。
4、属性一致性分析另一个确保您可以信任您的数据的工具是属性一致性分析。
Gage R&R评估连续型数据的重复性和再现性,而属性一致性分析评估的是属性数据,例如通过或失败。
此工具显示对这些类别进行评级的人是否与已知标准,与其他评估者以及他们自己一致。
5、过程能力分析几乎每个过程都具有可接受的下限和/或上限。
例如,供应商的零件不能太大或太小,等待时间不能超过可接受的阈值,填充重量需要超过规定的最小值。
能力分析向您展示您的流程与规范的完美程度,并深入了解如何改善不良流程。
经常引用的能力指标包括Cpk,Ppk,Cp,Pp,百万机会缺陷数(DPMO)和西格玛水平(Z值)。
6、检验我们使用t检验来比较样本的平均值与目标值或另一个样本的平均值。
例如,工艺参数调整后,想确定钢筋抗拉强度均值是否比原来的2000要高。
7、方差分析t检验将平均值与目标进行比较,或者将两个平均值相互比较,而ANOVA则可以比较两个以上总体的均值。
例如,ANOVA可以显示3个班次的平均产量是否相等。
您还可以使用ANOVA分析多于1个变量的均值。
6sigma常用工具及图表

再现性 0.22684 1.36103 20.90
操作员 0.22684 1.36103 20.90
部件间 算计变异
1.04233 6.25396 96.04 1.08530 6.51180 100.00
可区分的类别数 = 4
判定:≥5
第五页,共30页。
Case 2: 一家教育考试公司正在为六年级规范(guīfàn)化论文式考试的写 作局部培训五名新检验员。如今需求评价检验员对论文评级时遵 守规范(guīfàn)的才干。每个评分员以五点尺度 〔-2,-1,0, 1,2〕对 15 篇论文停止了评级。
因果(yīnguǒ)剖析 图
[ Measure ]
原始数据如下:外表(wàibiǎo)缺陷.MTW
➢选择 :统计(tǒngjì)>质量工具>因果
选择相应对话框
Minitab输入如下表:
因果图
测量
材料
人员
微米 显微镜 检查员
合金 滑润剂 供应商
班次 主管人 培训 运算符
凝聚 湿度 % 环境
刹车 接触 角度 方法
检验员之间评价分歧性 #检 #相
验数 符数 百分比 95 % 置信区间
15 6 40.00 (16.34, 67.71)
一切检验员与规范评价分歧性
作业者之连续
#检 #相
验数 符数 百分比
95 % 置信区间定结果不分歧
15 6 40.00 (16.34, 67.71)
测量系统只要40% 的可信度
第八页,共30页。
结果物
4.列出主要输入变数后,消弭或保管,
区分Process输入 5.添加对输入变数Process的 Spec.
• P/N统合部门
6西格玛基本方法及工具应用

6西格玛基本方法及工具应用在6西格玛基本方法及工具应用的理论研究中,我们首先需要了解什么是6西格玛。
6西格玛是一种质量管理方法,旨在通过减少过程中的缺陷和变异来提高产品和服务的质量。
它基于一个名为“六西格玛”的统计学概念,表示在大量数据中,目标值(即期望值)与实际值之间的差异最小的程度。
6西格玛的目标是将这种差异降到最低,从而提高客户满意度和组织绩效。
为了实现这一目标,6西格玛方法包括了一系列基本步骤和工具。
本文将详细介绍这些方法和工具,并讨论它们在实际应用中的优缺点。
我们需要了解6西格玛的基本方法。
这些方法包括:1. 定义过程:在开始改进之前,我们需要明确要改进的过程。
这包括确定过程的目标、范围和关键成功因素。
2. 测量过程:为了评估过程的表现,我们需要收集有关过程的数据。
这可以通过直接观察、记录和分析过程的实际执行情况来完成。
3. 分析数据:收集到的数据需要进行分析,以确定过程中的缺陷和变异。
这可以通过使用统计工具和技术来完成,如均值、标准差、分布等。
4. 选择改进策略:根据分析结果,我们需要选择适当的改进策略。
这可能包括改变过程的设计、优化工作流程、提高员工技能等。
5. 实施改进:在选择了改进策略后,我们需要将其应用于实际过程。
这可能需要对员工进行培训、调整设备或重新设计工作流程。
6. 监控结果:在实施改进后,我们需要持续监控过程的表现,以确保所采取的措施有效。
这可以通过定期收集和分析数据来完成。
除了基本方法之外,6西格玛还包括一系列工具,用于辅助改进过程。
这些工具包括:1. 根本原因分析(RCA):通过对过程中的缺陷和变异进行深入分析,找出导致这些问题的根本原因。
这有助于我们采取针对性的措施,从而更有效地解决问题。
2. 流程图:流程图是一种可视化工具,可以帮助我们理解过程的各个阶段以及它们之间的关系。
通过绘制流程图,我们可以更容易地发现潜在的问题和改进点。
3. 控制图:控制图是一种统计工具,用于监控过程的稳定性和性能。
6Sigma的发展ppt30精编版
最少有超过50家公司是Six Sigma 最好的共同实践者
6SIGMA为GE带来了什么
6SIGMA为GE带来了什么
30亿美金收益 … 使客户和股东满意
到2000年度GE Six Sigma 管理投入600万美元,公司获利高达25亿美金,客户收益5亿美金
提高质量的方法
六西格玛是基于统计的质量项目.
6 Sigma是Motorola克敌制胜的秘密武器
为什么要 6 Sigma
6SIGMA为MOTOROLA带来了什么
销售额增长5倍,利润每年增加20%实施Six Sigma 管理法带来的节约额累计达140亿美元MOTOROLA的股票价格平均每年上涨21.3%
如果Y与客户要求无关,那么,您就未拥有正确的Y。
输 入
输 出
过 程
客 户
在6 Sigma项目开始之前,“消费者的呼声”(消费者提示)必须转换成为“设计过程者的表达方式”(技术要求)
技术要求 当炉灶的自动调温装置设在350o时必须产生350o±5的温度 呼叫接收者必须在90秒钟内应答95%的入局呼叫 (迅速应答电话)
SIX SIGMA管理法在GE的应用
1995~1996 主题--生产力重点--核心业务目标--生产率和资产利用率1997 主题--产品设计重点--新产品设计目标--全球范围内领先
SIX SIGMA管理法在GE的应用
1998主题--面向客户重点--提高客户满意度和增值服务目标--收入增长和提高股票收益1999主题--流程电子化重点--电子商务目标--商务订单电子化,降低波动满足客户需求
6 Sigma工具
1. 质量功能展开 (QFD) 2. 过程图(Process Map)3. 结构树 (Structure Tree)4. 柏拉图 (Pereto Chart)5. 测量系统分析(MSA)6. 现状分析7. 6 Sigma设计(DFSS)8. 假设检验9. 回归分析10. 试验设计(DOE)11. 统计过程控制 (SPC)
6Sigma的50种应用工具
6Sigma的50种应用工具1. Analysis Covariance 协方差分析2. Analysis of Variance 方差分析3. Binominal Distribution 二项分布4. Brainstorming Techniques 脑力风暴法5. Cause and Effect Matrix 因果图6. Check Sheets 检查表7. Chi-square Distribution 卡方分布8. Chi-square Test for Goodness-fit 卡方测试的拟合优度9. Chi-square Test of Independence 独立性的卡方测试10. Confidence Intervals 置信区间11. Control Cards 控制图表12. Correlation Methods 相关分析法13. Cross Tabulation Tables 交叉表14. Date Collection Sheets 数据收集表15. Exponential Distribution 指数分布16. F Distribution F分布17. F Test F测试18. Failure Mode and Effect Analysis 潜在缺陷模式及影响分析19. Full Factorial Experiment Designs 全因子DOE实验20. Factional Factorial Experiment Designs 分步DOE实验21. Group Screening Experiment Designs 分组筛选DOE22. Fishbone diagrams 鱼刺图23. Force Field Diagrams 作用因子分析24. Histograms 直方图25. Hypothesis Construction 假设测试26. Indexes of Location 位置指数27. Indexes of Process Capability 工序能力指数28. Indexes of Variability 变异度指数29. Line Bar Pie Charts 线形、条形、饼形图30. Mathematical Transformations 数学变位31. Median Test 中位数分析32. Normal Test 正态分布33. Parto Diagrams and Charts 柏拉图34. Performance Figures of Merit 性能图35. Performance Tolerancing 公差性能36. Poisson Distribution 泊松分布37. Positrol Logs 记录表38. Pre-Control 预控图39. Process Flow Diagrams 工序流程图40. Random Number Generation 随机数表41. Random strategy Experiment Designs 实验设计随机性策略42. Regression 回归分析43. Response Surface Experiment Designs 简便实验设计法44. Root-sun-of-squares 均方根45. Sample Size Equations and Tables 抽样方程及抽样计划46. Statistical Process Control Charts SPC控制图47. Statistical Tables 统计表48. T Distribution T公布49. T Test T测试50. Tests for Randomness随机测试笔者过去曾经担任软件协会顾问,负责辅导中小企业e化。
质量七大工具-柏拉图、排列图ParetoDiagram
质量七大工具-柏拉图、排列图ParetoDiagram排列图(Pareto Diagram,柏拉图、帕累托图)什么是排列图法排列图法,又称主次因素分析法、帕累托(Pareto)图法,它是找出影响产品质量主要因素的一种简单而有效的图表方法。
1897年意大利经济学家帕累托(1848---1923)分析社会经济结构,发现80%的财富掌握在20%的人手里,后被称“帕累托法则”。
1907年美国经济学家劳伦兹使用累积分配曲线描绘了柏拉图法则,被称为“劳伦兹曲线”。
1930年美国品管泰斗朱兰博士将劳伦兹曲线应用到品质管理上。
20世纪60年代,日本品管大师石川馨在推行自己发明的QCC品管圈时使用了排列图法,从而成为品管七大手法。
排列图是根据“关键的少数和次要的多数”的原理而制做的。
也就是将影响产品质量的众多影响因素按其对质量影响程度的大小,用直方图形顺序排列,从而找出主要因素。
其结构是由两个纵坐标和一个横坐标,若干个直方形和一条折线构成。
左侧纵坐标表示不合格品出现的频数(出现次数或金额等),右侧纵坐标表示不合格品出现的累计频率(如百分比表示),横坐标表示影响质量的各种因素,按影响大小顺序排列,直方形高度表示相应的因素的影响程度(即出现频率为多少),折线表示累计频率(也称帕累托曲线)。
通常累计百分比将影响因素分为三类:占0%~80%为A类因素,也就是主要因素;80%~90%为B类因素,是次要因素;90%~100%为C类因素,即一般因素。
由于A类因素占存在问题的80%,此类因素解决了,质量问题大部分就得到了解决。
为了方便理解,下面举个例子。
某酒杯制造厂对某日生产中出现的120个次品进行统计,做出排列图,如下图所示:排列图表明:酒杯质量问题的主要因素是划痕和气泡,一旦这些问题得到纠正,大部分质量问题即可消除。
排列图的作用1、作为降低不良依据。
2、决定改善的攻击目标。
3、确认改善效果。
4、用于发现现场的重要问题点5、用于整理报表或记录。
6sigma图表分析(box_plot)汇总
现在我们作一个例题:
技术二部为了改善与品牌供应商的合作关系,统计了供 应商到达公司,但由于公司业务人员工作或其它方面的 原因,导致品牌供应商的人员要进行等待。下列数据是 在一个月期间收集的等待时间(以分钟来计算)。
2 5 10 12 4 9 8 12 21 6
试问:
1.等待时间的均值和标准偏差为多少? 2.作出频数分布,做出打点图。
分布的比较 和构成 变量间的关系 和时间的变化 多个变量的 相关性
Multi-Vari Chart
图表菜单
Minitab Ver.13 提供分析数据的图表工具
在工作表中输入数据或把 EXCEL中的数据粘贴过来
图表 的选定及作成
1.数据的分布分析
• 在项目进行过程中收集的各种数据 - 确认数据的大概分布 - 确认分布的形状,平均值的位置及方差等 用图表做出数据的分布情况
平均区间测定值(信赖区间95%)
Dot plot
• 对数据的平均, 倾向, 变动, 分布都很容易看出来. • 利用变量功能的话, 集团之间的变动也容易区分出来
Graph > Dot plot (Multiple Dot plot)
通过对A_01付款天数.mtv例子的分析,做出 对供应商付款天数过程的分布图,利用Dot Plot对付款天数的变动进行分析.
Stat > Basic Statistics > Display Descriptive Statistics
选择Graphical summary不仅可以查看 基本统计量,还可以看出全体分布的 条状图
输出结果分析:
ariable 合同付款 Variable 合同付款 N 88 Mean 57.48 Median 52.61 Q1 79.64 TrMean 57.13 Q3 StDev SE Mean 24.26 2.59
六西格玛工具汇总
六西格玛工具汇总六西格玛(Six Sigma)是一种管理和改进的方法论,旨在通过减少变异性和缺陷来提高质量,并实现业务过程的改进和优化。
在实施六西格玛的过程中,有许多工具可以帮助团队分析数据、定位问题并制定解决方案。
本文将对一些常用的六西格玛工具进行汇总介绍。
1.流程图:流程图是一种图形化的工具,用于展示业务流程的各个环节和流程中的关键节点。
通过绘制流程图,团队可以更清楚地了解整个业务流程,并找出其中的潜在问题和改进点。
2.帕累托图:帕累托图是一种用于优先处理问题的统计工具。
它基于帕累托法则,即80%的问题通常由20%的原因引起。
通过绘制帕累托图,团队可以确定并优先解决造成最大影响的原因。
3.核查表:核查表是一种用于记录观察结果的工具。
它通常用于数据收集和问题识别阶段,团队可以使用核查表记录关键数据和问题特征,以便进一步分析和解决。
4.散点图:散点图是一种用于显示两个变量之间关系的图表。
通过绘制散点图,团队可以了解到两个变量之间的相关性,进而找出潜在的因果关系,从而有针对性地改进业务过程。
5.直方图:直方图是一种用于展示数据分布和变异性的图表。
通过绘制直方图,团队可以了解到数据的中心趋势和变异性程度,从而找出潜在的问题和改进方向。
6.标准化工作组合表:标准化工作组合表是一种用于记录最佳实践和标准工作方法的工具。
通过建立标准化工作组合表,团队可以确保工作流程的一致性和高效性,进而提高质量和效率。
7.测量系统分析(MSA):MSA是一种用于评估测量过程准确性和可重复性的方法。
通过进行MSA,团队可以了解到测量系统的稳定性,并根据结果调整测量方法和设备,从而提高数据的可靠性。
8.方差分析(ANOVA):ANOVA是一种用于比较不同组之间差异性的统计方法。
通过进行ANOVA分析,团队可以确定是否存在显著差异,并找出影响差异的主要因素。
9.根本原因分析:根本原因分析是一种通过问为什么来追溯问题背后真正的原因的方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
类别 A C B D E
数量 5 4 2 1 1
比率 0.384615 0.307692 0.153846 0.076923 0.076923
累计比率 0.384615 0.692308 0.846154 0.923077 1
SIGMA系列应用工具 传统做法的问题:
柏拉图
柏拉图传统做法
如果类别多时,人工统计会很困难,如以11月维修数据库为例,故 障数为5429,种类为220,如果用计数,累计比率会有很大困难。
我们有没有一种更简易的方法,可以做出柏拉图?
用专业统计软件MINITAB或JMP,本课程主要 介绍用MINITAB制作柏拉图
SIGMA系列应用工具
柏拉图
使用 MINITAB
一、有原始数据,没有进行归类
1、选中要做柏拉图的类别,如本例为“ 故障原 因” ,要将栏目头“ 故障原因” 选入,然后复制
SIGMA系列应用工具
e O th rs
5000 4000
3000 2000 1000 0
Defect Count Percent Cum %
料 来 2313 44.4 44.4
不
良 合 配 1092 21.0 65.4
不
良 F NT 其 他 统 系 247 4.7 96.7
不
良
976 18.7 84.1
411 7.9 92.0
171 3.3 100.0
Percent
Count
SIGMA系列应用工具
柏拉图
使用 MINITAB
二、已经进行了归类,如下图示
故障现象 自动测试内存报错 自动测试其他异常 自动测试失败 自动测试硬盘报错 自动断电 自动复位 数量 4 16 126 5 18 28
1、复制要进行柏拉图的数 据,粘贴到MINITAB
到指定文件是选” 粘贴“ ,然后调整大小到理想状况
SIGMA系列应用工具
柏拉图
SIGMA系列应用工具
类别 A B C D E
大小排列
柏拉图
分类计数
柏拉图传统做法
用图表画出柱线图
数量 6 5 4 3 2 1 0 A C B D E 累计比率 1.2 1 0.8 0.6 0.4 0.2 0
原始数据
数量 4 2 4 1 1
计算比率及累计比率
类别 A C B D E
数量 5 4 2 1 1
柏拉图
使用 MINITAB
2、打开MINITAB,选中工作表中一列,粘贴 鼠标点击此处,点右 键,选“ paste Cells“
MINITAB与OFFICE有很好的兼 容性,且对汉字支持很好
SIGMA系列应用工具
柏拉图
使用 MINITAB
3、选” STAT“ ---》” Quality Tools” ---》“ pareto Chart
SIGMA系列应用工具
柏拉图
使用 MINITAB
改变图中所 有线条,包 括线型、颜 色、粗细等 改变图中柱 状的填充及 颜色 改变百分线 上点的形状 颜色和大小
SIGMA系列应用工具
柏拉图
三、生成图形拷贝到其他文档中(如Powerpoint 或Word中)
将鼠标移到图上,点右键, 选“ Copy Graph“
Percent
SIGMA系列应用工具
柏拉图
使用 MINITAB
点此处出现右菜单条, 对图形进行编辑
三、其他修饰---对图形进行编辑
图形编辑
SIGMA系列应用工具
柏拉图
使用 MINITAB
在图中增加 文字说明及 各种形状, 可在图中任 何地方填加
改变图中所 有文字的字 型、颜色、 大小
这些文字都可以改变字体、 颜色及大小
200 100 80
Count
60 100 40 20 0 0
he Ot rs
Defect
自
动
测
试ቤተ መጻሕፍቲ ባይዱ
失
败 自 动 复
位 自 动
断
电 动 测 试
其
他
异
常
Count Percent Cum %
126 64.0 64.0
28 14.2 78.2
18 9.1 87.3
自
16 8.1 95.4
9 4.6 100.0
SIGMA系列应用工具
柏拉图
使用 MINITAB
2、调出柏拉图画面,如下图输入类别和数量
点击此栏,然后双击左 框中的类别
点击此栏,然后双击左 框中的数量,
此处的95%是指从高到底统计 到95%后,其他全部计为其他
SIGMA系列应用工具
3、结果
柏拉图
使用 MINITAB
Pareto Chart for 故障现象
SIGMA系列应用工具
4、选入类别
柏拉图
使用 MINITAB
点于此栏,然后双击左 框中的类别,出现此画 面,选OK
此处的95%是指从高到底统计 到95%后,其他全部计为其他
SIGMA系列应用工具
5、结果
柏拉图
使用 MINITAB
Pareto Chart for 故障原因
100 80 60 40 20 0
6SIGMA系列应用工具
柏拉图
编写人:武忠平 V1.0
SIGMA系列应用工具
柏拉图
柏拉图定义
根据收集数据,按出现的频次从大到小排列,从柏拉图中可以看 出哪一项目影响最大,找到问题的突出症结
柏拉图在工厂中主要应用在:
Ø 直通率分析,找出影响直通率的最大因素 Ø 直通率分析,检查故障主要发生在哪个组别 Ø 部件质量分析,找出影响部件质量的主要故障 Ø 部件质量分析,找出部件淘汰有站别、组别等