同轴度 对称度 跳动度 全跳动公差
跳动度与同轴度
五 年 保 用 最 强 之 选
承 接 机 电 一 体 化 设 计 、 机 床 数 控 改 造
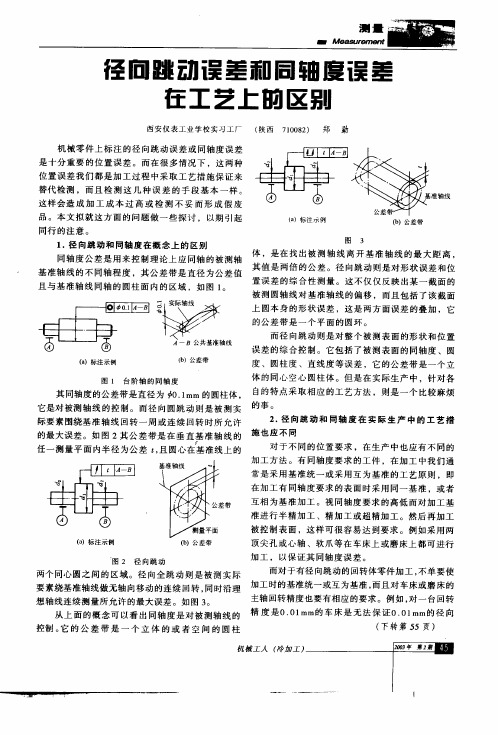
须在 外 圆磨床 上加 工才 能达 到要 求 。
以上是对 这 三种有 相互 联 系的 位置误 差 的粗浅
比较 重要 或精 度较 高机 器 ,是我 们在 加工 中应 特别 重视 的 。对有 这种 要求 的零 件 ,除 了上述 的所 有要
虫 曲
图 4
求 都 要达 到相 应 的精度 外 ,还应 对机 床导 轨 的直线
度 ( 括水 平 面 和垂 直 面 内 的直 线 度 ) 导 轨 的平 行 包 、 度 、 艺系 统 的刚 度 以及 刀具 的磨 损 量 都 有相 应 的 分析 ,可 帮 助 我 们 在 实 际 生 产 中对 不 同 的技 术 要 工 要 求 。 因为导 轨 的导 向误差 不但 直接 影 响加工 表面 求 ,采用 不 同的工 艺方法 ,更 好地 贯彻 “ 优质 、高 形状 , 而且 影 响加工 表 面 的圆柱度 和素线 的直线 度 , 产 、低成 本” 的工 艺原则 。 这些 原始 误差 在加 工过 程 中都直 接反 应在 全跳 动误 差里 。 另外工 艺 系统 的刚度 , 艺 系统 的受 热 变形 , 工 工艺 系统 的受 力变 形 , 以及 刀具 的磨 损 都会 直 接 影 ( 收稿日期: 0209 20 12 )
完成 了加 工 面的选 择 。 明 显 。 需 要 指 出 的 一 点 是 , 与 目 前 的 “ 用 先 ( )进行 N 5 C加 工 在 N E EN E ( C A tC C S QU C N uo AD进 行 图 样 设 计 ,然 后 再 人 工 编 程 ,再 数
加工 )菜 单 中 ,选 Pa ah—D n ( 行 刀 具 路 控加 工 ”这一 过程 相 比 ,它 的缺点 是价格 相对 较贵 l pt v oe 执 径一 执行 ) 系 统 会 自动 生 成 刀 具 路 径 。 在 N 及对 设备 的要求 较 高 ,另外使 用者 必须经 过 专门 的 , c S QUE C ( c 程 式 ) 菜 单 中 ,选 C s m z , 培训 过程 ,且 培训 时间较 长 等原 因 ,在工 程设 计方 E ,N E N ut i o e 能显 示 刀具运 动对 话框 和详 细 的加 工程式 ,在 刀具 面还 不可 能像 Auo A tC D一 样 广 泛 的应 用 。但 随着 运动 对话 框 中 ,显 示 刀具 的运动 参 数并能 进行 参数 时代 的进 步 ,随着 P o E的不 断完 善 和发展 ,伴 随 r/ 修改 。 着 Po E在工 业设 计领域 的巨大优 势 ,它 的使 用会 r/ ( 收稿日期: 0299 200 1)
同轴度对称度跳动度全跳动公差

用于无特殊要求,一般按尺寸精度IT12级制造的零件
150
200
250
300
400
500
600
10
25
40
50
60
80
100
120
150
200
250
300
400
500
600
800
1 000
1 200
114060Fra bibliotek80100
120
150
200
250
300
400
500
600
800
1 000
1 200
1 500
2 000
12
60
120
150
200
250
300
5~7
应用范围较广的精度等级,用于精度要求比较高,一般按尺寸公差IT6级或IT7级制造的零件。5级精度常用在机床轴颈、测量仪器的测量杆、汽轮机主轴、柱塞液压泵转子、高精度滚动轴承外圈、一般精度轴承内圈;7级精度用于内燃机主轴、凸轮轴轴颈、水泵轴、齿轮轴、汽车后桥输出轴、电动机转子、P0级精度滚动轴承内圈、印刷机传墨辊等
公差等级
主参数d(D)、B、L/mm
≤1
>1
~3
>3
~6
>6
~10
>10
~18
>18
~30
>30
~50
>50
~120
>120
~250
>250
~500
>500
~800
>800
~1 250
>1 250
~2 000
>2 000
~3 150
形位公差

同轴度对称度跳动度全跳动公差
应用范围较广的精度等级,用于精度要求比较高,一般按尺寸公差IT6级或IT7级制造的零件。5级精度常用在机床轴颈、测量仪器的测量杆、汽轮机主轴、柱塞液压泵转子、高精度滚动轴承外圈、一般精度轴承内圈;7级精度用于内燃机主轴、凸轮轴轴颈、水泵轴、齿轮轴、汽车后桥输出轴、电动机转子、P0级精度滚动轴承内圈、印刷机传墨辊等
11~12
用于无特殊要求,一般按尺寸精度IT12级制造的零件
同轴度、对称度、圆跳动和全跳动公差
公差等级
主参数d(D)、B、L/mm
≤1
>1
~3
>3
~6
>6
~10
>10
~18
>18
~30
>30
~50
>50
~120
>120
~250
>250
~500
>500
~800
>800
~1 250
>1 250
~2 000
>2 000
~3 150
>3 150
~5 000
>5 000
12
60
120
150
200
250
300
400
500
600
800
1 000
1 200
1 500
2 000
2 500
3 000
4 000
公差等级
应用举例
1~4
用于同轴度或旋转精度要求较高的零件,一般需要按尺寸公差IT5级或高于IT5级制造的零件。1、2级用于精密测量仪器的主轴和顶尖,柴油机喷油嘴针阀等;3、4级用于机床主轴轴颈,砂轮轴轴颈,汽轮机主轴,测量仪器的小齿轮轴,高精度滚动轴承内、外圈等
30
40
机械制图常用形位公差符号表示方法

机械制图常用形位公差符号表示方法一、形位公差零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。
零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。
零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。
形状和位置公差简称形位公差。
二、形位公差符号标注符号直线度(-)——是限制实际直线对理想直线直与不直的一项指标。
平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。
它是针对平面发生不平而提出的要求。
圆度(○)——是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。
它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。
定向公差包括平行度、垂直度、倾斜度。
平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。
定位公差——关联实际要素对基准在位置上允许的变动全量。
定位公差包括同轴度、对称度和位置度。
形位公差用语中英文对照
公差/值(tolerance/value)基本尺寸(basic size)偏差(deviation)上/下偏差(upper/lower deviation)配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance)标准/精度公差(standard/ precision tolerance)基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis)最大/小材料状态(M/LMC=maximum/least material condition)理论正确尺寸(theoretical size )基本尺寸(basic dimension)直径/半径(diameter/radius)直线度(straightness)平面度(flatness)圆度(circularity)圆柱度(cylindricity)线轮廓度(profile of a line)面轮廓度(profile of a surface)定向公差(orientation tolerance)平行度(parallelism)垂直度(perpendicularity)倾斜度(角度) (angularity)位置度(position)对称度(symmetry)同轴度(同心度) (concentricity)圆跳动(circular runout)全跳动(total runout)坐标尺寸(coordinate dimensioning)拔模斜度(draft angle)分型线(parting line) 外圆角/内圆角拔模斜度(rounds/fillets draft)肋材和尖角(rib and corner)顶/测/端视图(top/side/ end view)公差/值(tolerance/value)基本尺寸(basic size)偏差(deviation)上/下偏差(upper/lower deviation)配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance)标准/精度公差(standard/ precision tolerance)基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis)最大/小材料状态(M/LMC=maximum/least material condition)理论正确尺寸(theoretical size )基本尺寸(basic dimension)直径/半径(diameter/radius)直线度(straightness)平面度(flatness)圆度(circularity)圆柱度(cylindricity)线轮廓度(profile of a line)面轮廓度(profile of a surface)定向公差(orientation tolerance)平行度(parallelism)垂直度(perpendicularity)倾斜度(角度) (angularity)位置度(position)对称度(symmetry)同轴度(同心度) (concentricity)圆跳动(circular runout)全跳动(total runout)坐标尺寸(coordinate dimensioning)几何尺寸(geometric dimensioning) 拔模斜度(draft angle)分型线(parting line) 外圆角/内圆角拔模斜度(rounds/fillets draft) 肋材和尖角(rib and corner)顶/测/端视图(top/side/ end view)。
同轴度和圆跳动的关系

同轴度和圆跳动是两种不同的几何公差控制,它们在机械设计和制造中有着各自的应用场景和作用。
同轴度是指圆柱特征相对于另一个基准圆柱特征的定位公差,它关注的是圆柱特征的轴线偏差[[2]]。
同轴度适用于定位公差,其理论上正确的位置即为基准轴线[[1]]。
同轴度的测量通常需要使用特定的检具,并且可以通过轮廓度、位置读等来约束[[2]]。
圆跳动则是一种复合控制方式,它同时控制零件特征的形状、位置和方向,常用于控制直径的同轴关系[[3]]。
圆跳动是圆度和同轴度的综合,如果应用在一个与基准轴线成90度角的面上,圆跳动能够控制这个面[[9]]。
圆跳动是有基准轴线的,其测量值等于径向圆跳动测量值,即被测轴偏心值的2倍[[5]]。
然而,两者在含义上有所不同。
同轴度仅仅指的是轴线的偏差,而圆跳动则分为径向的跳动和端面的跳动,它是指被测实际表面绕基准轴线作无轴向移动的回转时,在指定方向上指示器测得的最大读数差[[15]]。
综上所述,同轴度和圆跳动虽然都是控制零件几何形状精度的公差方式,但它们关注的焦点和控制方式不同。
同轴度适用于圆柱特征的定位公差,而圆跳动则综合了圆度和同轴度的偏差,适用于更广泛的零件特征控制。
两者在实际应用中可以相互补充,共同提高零件的整体几何精度。
公差基础知识
公差基础知识对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
以下是由店铺整理关于公差知识的内容,希望大家喜欢!公差的基本含义机器设计和制造中,对机械或机器零件实际参数值的允许变动量,如某种产品规格上下限分别为100、60,那么它的公差就是40;若上下限分别为+100、-100,那么它的公差就是200。
上面所说的参数值,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。
所以说公差是一个使用范围很广的概念。
对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
几何参数的公差有尺寸公差、形状公差、位置公差等。
等差数列公差。
指由等差数列得出的常数,这个常数叫做等差数列的公差公差的分类几何参数的公差有尺寸公差、形状公差、位置公差等。
①尺寸公差。
指允许尺寸的变动量,等于最大极限尺寸与最小极限尺寸代数差的绝对值。
②形状公差。
指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。
③位置公差。
指关联实际要素的位置对基准所允许的变动全量,它限制零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。
公差表示了零件的制造精度要求,反映了其加工难易程度。
公差等级分为IT01、IT0、IT1、…、IT18共20级,等级依次降低,公差值依次增大。
IT表示国际公差。
公差的选择原则公差数值选择的基本原则是:应使机器零件制造成本和使用价值的综合经济效果最好,一般配合尺寸用IT5~IT13,特别精密零件的配合用IT2~IT5,非配合尺寸用IT12~IT18,原材料配合用IT8~IT14。
设定公差的设定需要满足以下要求:1、满足产品的制造能力,如果产品的制造能力达不到公差设定的要求,公差设定得再高也没有意义;2、通过公差分析,设定的公差应当满足产品的装配、功能、外观和质量等要求;3、公差与产品的成本相关,公差越严格,产品成本就越大,在满足以上要求的前提下,公差越宽松越好;4、合理设计产品特征,可以以较宽松的要求设定公差,从而降低产品成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>8 000
~10 000
公 差 值 /μm
1
0.4
0.4
0.5
0.6
0.8
1
1.2
1.5
2
2.5
3
4
5
6
8
10
12
2
0.6
0.6
0.8
1
1.2
1.5
2
2.5
3
4
5
6
8
10
12
15
20
3
1
1
1.2
1.5
2
2.5
3
4
5
6
8
10
12
15
20
25
30
4
1.5
1.5
2
2.5
3
4
5
6
8
10
12
15
8~10
用于制造一般精度要求,通常按尺寸公差IT9~IT10级制造的零件。8级精度用于拖拉机发动机分配轴轴颈,9级精度以下齿轮轴的配合面、水泵叶轮、离心泵泵体、棉花精梳机前后滚子,9级精度用于内燃机气缸套配合面、自行车中轴,10级精度用于摩托车活塞、印染机导布辊、内燃机活塞环槽底径对活塞中心、气缸套外圈对内孔等
9
15
20
25
30
40
50
60
80
100
120
150
200
250
300
400
500
600
10
25
40
50
60
80
100
120
150
200
250
300
400
500
600
800
1 000
1 200
11
40
60
80
100
120
150
200
250
300
400
500
600
800
1 000
1 200
1 500
2 000
11~12
用于无特殊要求,一般按尺寸精度IT12级制造的零件
同轴度、对称度、圆跳动和全跳动公差
公差等级
主 参 数d(D)、B、L/mm
≤1
>1
~3
>3
~6
>6
~10
>10
~18
>18
~30
>30
~50
>50
~120
>120
~250
>250
~500
>500
~800
>800
~1 250
>1 250
~2 000
>2 000
~3 150
>3 150
~5 000
>5 000
5~7
应用范围较广的精度等级,用于精度要求比较高,一般按尺寸公差IT6级或IT7级制造的零件。5级精度常用在机床轴颈、测量仪器的测量杆、汽轮机主轴、柱塞液压泵转子、高精度滚动轴承外圈、一般精度轴承内圈;7级精度用于内燃机主轴、凸轮轴轴颈、水泵轴、齿轮轴、汽车后桥输出轴、电动机转子、P0级精度滚动轴承内圈、印刷机传墨辊等
20
25
30
40
50
5
2.5
2.5
3
4
5
6
8
10
12
60
80
6
4
4
5
6
8
10
12
15
20
25
30
40
50
60
80
100
120
7
6
6
8
10
12
15
20
25
30
40
50
60
80
100
120
150
200
8
10
10
12
15
20
25
30
40
50
60
80
100
120
150
200
250
300
12
60
120
150
200
250
300
400
500
600
800
1 000
1 200
1 500
2 000
2 500
3 000
4 000
公差等级
应 用 举 例
1~4
用于同轴度或旋转精度要求较高的零件,一般需要按尺寸公差IT5级或高于IT5级制造的零件。1、2级用于精密测量仪器的主轴和顶尖,柴油机喷油嘴针阀等;3、4级用于机床主轴轴颈,砂轮轴轴颈,汽轮机主轴,测量仪器的小齿轮轴,高精度滚动轴承内、外圈等