ppr管道生产工艺流程图.pdf
ppr管道生产工艺流程图 PPT
ppr生产工艺

ppr生产工艺
PPR是一种采用聚丙烯材料制作的管道系统,具有耐高温、耐压、化学稳定性好等特点。
PPR管道的生产工艺主要包括原料准备、预处理、挤出成型、冷却定型、切割、尺寸和质量检测等环节。
首先,在PPR管道的生产过程中,需要准备好聚丙烯原料。
聚丙烯是一种具有良好的耐高温和化学稳定性的材料,可以保证PPR管道的质量和可靠性。
接下来,对原料进行预处理。
预处理的主要目的是将原料中的杂质、水分等进行清除,以确保最终产品的质量。
一般采用干燥和筛选等方法进行预处理。
然后,将经过预处理的原料送到挤出机中进行挤出成型。
挤出机是PPR管道生产中主要的设备,它通过加热和挤压的方式
将原料塑化,并通过模具将其挤出成型,形成带有空心的管道。
接着,将挤出成型的管道送入冷却定型装置中。
冷却定型的目的是使管道快速冷却并固化,以保证管道的形状和尺寸稳定。
在冷却定型后,将管道进行切割,以得到所需的长度。
切割方式可以采用机械切割或者切割机进行,确保管道的切割长度准确。
最后,对切割后的管道进行尺寸和质量检测。
通过测量管道的内径、外径、壁厚等尺寸,以及进行抗压性、耐热性等性能测
试,来确保管道符合相关的标准和要求。
总结起来,PPR管道的生产工艺主要包括原料准备、预处理、挤出成型、冷却定型、切割、尺寸和质量检测等环节。
通过合理的生产工艺和质量控制,可以生产出质量优良、性能稳定的PPR管道产品。
PPR管件生产工艺流程图及简述

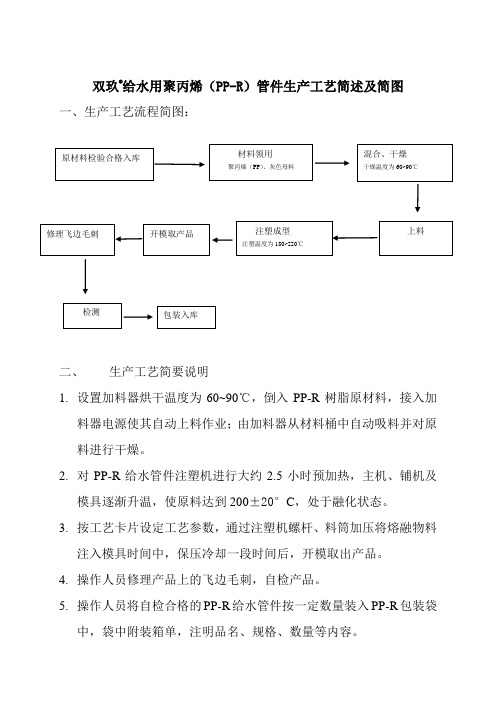
双玖?给水用聚丙烯(PP-R)管件生产工艺简述及简图
一、生产工艺流程简图:
1.设置加料器烘干温度为60~90℃,倒入PP-R树脂原材料,接入加
料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2.对PP-R给水管件注塑机进行大约2.5小时预加热,主机、铺机及
模具逐渐升温,使原料达到200±20°C,处于融化状态。
3.按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料
注入模具时间中,保压冷却一段时间后,开模取出产品。
4.操作人员修理产品上的飞边毛刺,自检产品。
5.操作人员将自检合格的PP-R给水管件按一定数量装入PP-R包装袋
中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
PP-R管件生产工艺流程图及简述
双玖®
给水用聚丙烯(PP-R )管件生产工艺简述及简图 一、生产工艺流程简图:
二、 生产工艺简要说明
1. 设置加料器烘干温度为60~90℃,倒入PP-R 树脂原材料,接入加料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2. 对PP-R 给水管件注塑机进行大约2.5小时预加热,主机、铺机及模具逐渐升温,使原料达到200±20°C ,处于融化状态。
3. 按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料注入模具时间中,保压冷却一段时间后,开模取出产品。
4. 操作人员修理产品上的飞边毛刺,自检产品。
5. 操作人员将自检合格的PP-R 给水管件按一定数量装入PP-R 包装袋中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
管道生产工艺流程图(ppt)
上海石化YGH041及YGH041T
❖ 该材料主要用于 PE 的所有给水管 材
大韩油化P600
台塑8001
❖ 用于D90~D250规格的PE90
❖ 用于燃气管材 ❖ ME3440为PE80级 ❖ HE3490为PE100级
❖菲纳XS10B
❖ 用于生产PE燃气管材,PE80级
4.
1
2
熔体质量 流动速率
190℃, 5kg
g/10 min
0.25 ±0.05
0.25 ±0.05
0.23 ±0.03
0.20 ±0.03
0.72 ±0.05
❖ 第四张、生产工艺............................ ...................................................63 ❖ 1、各工艺的组成................................ ...............................................63 ❖ 2、各工艺的分类、以及各类别的定义、设定原则.............................64 ❖ 第五章、目前公司工艺管理办法......................................……....72 ❖ 1、工艺管理流程.................................................................72 ❖ 2、工艺执行规范............................................. ...................................75 ❖ 3、目前公司工艺管理办法各职能分工..............................................76 ❖ 4、各职能工艺调整权限......................... .........................................79 ❖ 5、工艺指导卡以及生产过程中前岗位工艺记录表单介绍..................81 ❖ 第六章、原料出库与产品入库..............................................................86 ❖ 1、入库流程............................................ ...........................................86 ❖ 2、生产入库流程图. ......................... .................................................89 ❖ 3、搬运记录表单.................................................. ..............................90
ppr管材生产工艺

ppr管材生产工艺
PPR管材是一种常用的管道材料,广泛应用于供水、采暖、空调、工业等领域。
下面我们就来说明一下PPR管材的生产工艺。
首先,PPR管材的生产需要选用高质量的原料,如聚丙烯、抗氧化剂、抗UV剂等。
这些原料需要经过严格的筛选和测试,确保其质量符合国家标准。
接下来,将所选用的原料送入混合机中进行搅拌混合,使各种原料充分混合均匀。
混合均匀后,将混合物送入挤出机。
挤出机是PPR管材生产的核心设备。
混合物在挤出机中通过高温和高压的挤压作用,使其变形成为圆形截面的管道。
挤出机还会根据需要进行加热或冷却,以控制管道的直径、厚度和硬度。
挤出后的管道会通过牵引机和切割机进行拉伸和切割,使其成为指定长度的管材。
经过切割后的管材还需要进行修整和清洗。
修整是将管道的两端修整成平整的直线,以便进行安装。
清洗是将管道的内部和外部清洗干净,去除尘土和其他有害物质。
最后,经过修整和清洗后的管道会进行质量检测。
质量检测主要包括对管道的外观、尺寸、物理性能等进行检测,确保管道质量合格。
以上就是PPR管材生产的基本工艺流程。
通过以上的工艺,可以生产出高质量、可靠性能的PPR管材,满足各类工程的需求。
管道生产工艺流程图专项文档
4.
1
2
熔体质量 流动速率
190℃, 5kg
g/10 min
0.25 ±0.05
0.25 ±0.05
0.23 ±0.03
0.20 ±0.03
0.72 ±0.05
❖二、原料各种指标要求与各种原料之间对比
技术要求
试
序 号
项目
试验参 单
PE100
数
位 上石化 大韩油 台塑 北欧
PE80
验 方
上海石化 北欧 菲纳
法
YGH04 化P600 8001 HE3490 YGM091 ME34 XS10B
1
40
1
密度(本 色料)
23℃ g/cm3
0.942-0.960
0.940-0.950
第一章、原料
❖ 一、我们公司目前生产常使用的原料
❖ 根据PE原料的类型和分级数我公司所用材料有 PE80、PE100。根据厂家可分为:
❖ 1、上海石化YGH041及YGH041T; ❖ 2、大韩油化P600; ❖ 3、台塑8001; ❖ 4、北欧化工ME3440与HE3490; ❖ 5、菲纳XS10B
管道生产工艺流程图
PE管道生产工艺流程图
干燥
下料
原料
料斗
料筒
模具
初步成型
经
原
吸料器吸料
料
定 径
ห้องสมุดไป่ตู้
出 库
螺杆剪切、挤压、熔融、预塑化
套
冷
却
喷码机印字
喷淋箱冷却定型
精准的外径结构
牵引机牵引
测量、测试
切割机按一定长度切割
产品
合格 不合格
包装入库 回收粉碎再利用
ppr管道施工步骤
ppr管道施工步骤(完整版) PPR管道施工步骤
1. 准备工作
- 给定施工图纸和设计说明。
- 检查所需的材料、工具和设备是否齐全。
- 准备施工工地,保证安全和整洁。
2. 规划和标记管道布局
- 根据设计说明,在地面上标记出管道的布局。
- 确定管道的走向和位置。
3. 切割和安装管道
- 使用管道切割工具将管道按照需要的长度切割。
- 使用合适的连接件将管道连接起来。
- 使用热熔机对连接处进行焊接,确保连接牢固。
4. 安装阀门和附件
- 根据设计说明,安装所需的阀门和附件。
- 使用正确的密封材料确保阀门和附件的密封性能。
5. 进行水压测试
- 使用水泵将管道内部充满水。
- 检查管道是否存在渗漏或压力损失。
- 根据测试结果进行必要的修复和调整。
6. 清理和整理工地
- 清理施工现场,处理废弃材料和工具。
- 确保工地的安全与整洁。
以上是PPR管道施工的基本步骤,根据具体的项目和设计要求,还需要进行一些特殊的操作和控制,如接地处理、管道安装调整等。
请在施工过程中严格按照相关规范和步骤进行操作,确保施工质量
和安全。
PEPVCUPPR各类管材生产操作流程
PE、PVC-U、PP-R各类管材生产操作流程1总则为保证PVC-U、PP-R、PE管材生产操作规范化,保证管材产品质量,特制定本生产工艺程。
2范畴本生产工艺流程合用于以聚氯乙烯树脂(PVC)、聚丙烯树脂(PP-R)为重要原料,加入合适助剂,经挤出工艺成型旳硬聚氯乙烯(PVC-U)给水管材、排水管材、排水芯层发泡管材、排水隔音降噪管材和建筑用绝缘电工导管管材、冷热水用聚丙烯管道系统(PP-R)管材旳生产工艺流程。
生产筹划1 根据公司有关部门下达旳生产筹划告知书,生产部应根据生产筹划告知书旳规定制定相应旳生产筹划和作业指引书下达生产车间,有特殊规定旳,按特殊规定制定生产筹划和作业指引书。
2 车间主任按照生产部下达旳生产筹划和作业指引书告知班(组)长进行生产准备工作。
3 检查并核算班(组)长旳生产准备工作与否符合生产筹划和作业指引书旳规定。
开机前旳准备1 机器设备常规检查检查挤出机传动箱、齿轮箱与否加注润滑油,电路、气路、冷却系统、主机、牵引机、喷墨印字机、切割机、空气压缩机等空机运转与否正常,拟定所有机器均属正常运转方可安装模具。
2 安装模具根据下达旳生产筹划,在挤出机旳机头上安装相相应规格旳管材挤出模具,在真空定型箱内装上相似规格旳定径铜套和橡胶密封衬板,调节挤出模具壁厚均匀度,所有连接螺丝都要涂上二硫化钼锂基润滑脂并拧紧,安装模具加热圈、热电隅、温度计,接上加热电源线,准备升温。
3 升温升温前,先设立主机机筒和机头(模具)各段(区)加热温度,机筒和机头各段(区)加热温度旳设立视加工产品旳规格种类略有差别,PVC-U、PP-R、PE 管材生产机筒和机头各段(区)加热温度旳设立范畴分别见表1、表2和表3。
表1 PVC-U管材加工机筒、机头各段(区)加热温度设立范畴(℃)表2 PP-R管材加工机筒、机头各段(区)加热温度设立范畴(℃)表3 PE管材加工机筒、机头各段(区)加热温度设立范畴℃120/33单205205200200195195190190 9区10区11区12区13区215195215200200开机操作1 挤管当机筒和机头各段(区)加热温度所有达到设立温度(±2℃)并恒温90—150分钟无重大变化时,便可开机挤管。
PPR管道建设工艺方案
PPR管道建设工艺方案1. 引言PPR管道,即聚丙烯随机共聚管道,具有耐高温、耐腐蚀、耐压、环保等特性,在建筑和工业领域得到广泛应用。
本文将介绍PPR管道的建设工艺方案,包括工艺步骤、材料准备、施工要点等。
2. 工艺步骤PPR管道的建设主要分为以下几个步骤:2.1 工程准备在开始PPR管道建设前,需要进行工程准备,包括施工图纸的编制、材料清单的准备、施工设备的调配等工作。
工程准备阶段的工作对后续的施工质量和进度有重要影响。
2.2 材料准备在开始施工前,需要准备好所需的材料,包括PPR管材、管件、焊接材料等。
确保材料的质量符合相关标准,并做好货物验收和入库记录。
2.3 管道布置根据设计图纸,确定管道的布置方案,并进行标线。
在布置管道时,需注意管道的通畅性、坡度的合理性以及水平位置的准确性。
管道布置完成后,进行验收并进行相应记录。
2.4 管道切割和连接按照设计要求和实际需要,对PPR管材进行切割和整形。
使用专用的切管工具进行切割,确保切口平整。
切割完成后,使用焊接工具将管材和管件进行连接,确保连接牢固、无渗漏。
2.5 焊缝检测完成焊接后,进行焊缝检测。
通过压力试验和可视检查,确保焊缝质量符合要求。
如发现问题,及时修复,并重新进行检测。
2.6 管道保护和维修在管道建设完成后,需要进行管道的保护和维修工作。
采取适当的防腐措施,确保管道的使用寿命。
定期巡检,及时发现和修复管道问题,确保管道的正常运行。
3. 施工要点在进行PPR管道建设时,需要注意以下几个要点:3.1 施工安全在施工过程中,严格遵守相关安全规范,采取必要的安全措施,确保施工人员的安全。
3.2 设备选择选择适当的施工设备和工具,如切管工具、焊接工具等,确保施工质量。
3.3 施工质量控制在施工过程中,进行质量控制,通过检测和验收,确保施工质量符合设计要求。
3.4 施工记录进行施工记录,包括材料验收记录、施工过程记录、焊缝检测记录等,以便后续追溯和问题解决。