DFMEA-范本
变速器dfmea范例.pdf
6
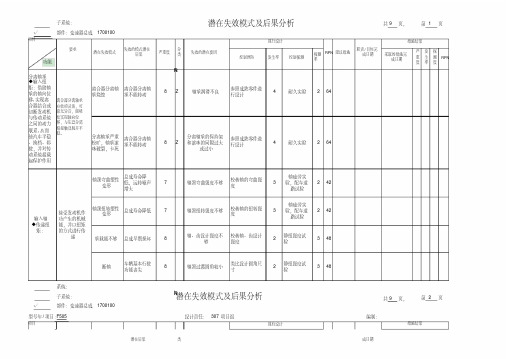
挂档不顺
手感差、挂档 重
6
弹簧力偏小
根据手感重新调 整弹簧力
3 换档评价实 验
2 36
弹簧力偏大
根据手感重新调 整弹簧力
3
换档评价实 验
2 36
系统:
子系统:
√
部件:变速器总成 1700100
型号年 / 项目:F505
项目
要求
潜在失效模式
功功能能
潜在失效模式及后果分析
设计责任: 307 项目组
失效模式的 潜在后果
失效模式的 潜在后果
严重度
分 类 潜在失效起因 / 机理
控制预防
现有设计 发生率 控制探测
共 9 页,
第8 页
编制:
措施结果
探测 RPN 建议措施 率
职责/ 目标完 成日期
采取的措施完 成日期
严发探 重 生 测 RPN 度率度
动力输出中
断轴
断, 车辆更新
7
丧失行驶功能
校核强度 , 选择
合适的齿轮轴材
项目
要求
潜在失效模式
功功能能
变速器不工作
失效模式的 潜在后果
选择合适的齿根
齿根相交处应力集中, 过渡圆角 , 对齿面
齿轮耐久实验,
8
3
2 48
齿面接角不良 , 面积小 进行修形 , 保证负
配车耐久试验
载时的接触面积
潜在失效模式及后果分析
共 9 页,
第7 页
设计责任: 307 项目组
严重度
分 类
潜在失效起因 / 机理
3 42
轴承寿命短
用户不接受
2
静扭强度试 验
3 48
设计潜在失效模式DFMEA模板
84
对连接线做屏蔽处理
taochunxia 项目完成前
84
通过测试认证
taochunxia 项目完成前
96
软件更新
96
软件更新
taochunxia 项目完成前 taochunxia 项目完成前
4
2
2
16
5
3
2
30
5
2
2
20
4
2
2
16
4
3
1
12
4
3
2
24
4
3
2
24
4
3
2
24
4
3
2
24
4
3
2
24
4
3
2
24
shenzhou 项目完成前
4
3
2
24
168
PCBA升版、系统软件升 级
shenqiao
项目完成前
175 系统软件升级
shenqiao 项目完成前
5
3
3
45
5
3
2
30
160 系统软件升级
shenzhou 项目完成前
6
3
2
36
147 客户参与考察的厂商
taochunxia 项目完成前
5
3
2
30
120 设立大客户专线生产 dingshuping 项目完成前
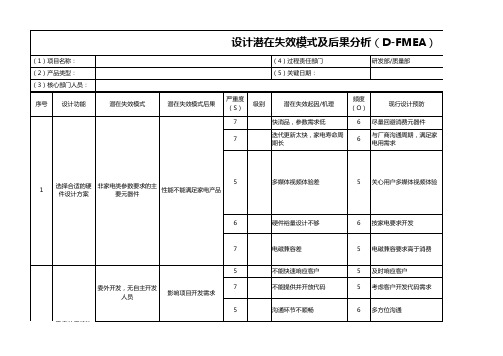
6 按家电要求开发
5 电磁兼容要求高于消费 5 及时响应客户 5 考虑客户开发代码需求 6 多方位沟通
2
稳定的系统软 件自主开发
7
开发经验人员经验不足
开发周期长,攻克难题 速度慢
DFMEA范例
Note:◇:特殊特性分類的標示符號
表單文號:QR-BE011
REV.D 2006/4
MEA
□ 製程 PFMEA
A 1 of 1
嚴重度 發生率 難檢度 (S) (O) (D)
RPN
Note:◇:特殊特性分類的標示符號
表單文號:QR-BE011
REV.D 2006/4
潛在失效模式
潛在失效效應
現行預防的 管制措施
現行檢測的 管制措施
難檢度 (D)
關鍵指數 RPN
建議改善措施
負責部門 完成日期
已採取 措施
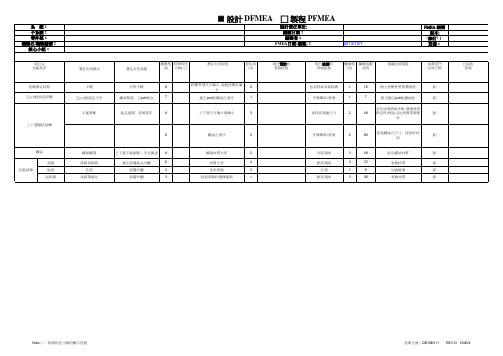
按键固定结构 主pcb板固定結構
卡键 主pcb板固定不牢
行程卡键 螺丝脱落,主pcb移位
8 7
按键外型尺寸偏大.面板按键孔偏 小 鎖主pcb板螺絲孔滑牙
2 1
依客样品安装检测 牙规测试/检验
1 1
16 7
增大按键外型拔模角度 修正鎖主pcb板螺絲柱 各折边处增加压线.增强成型 稳定性/模具定位间隙重新配 对
RD RD
不能紧配 上下蓋聯結結構
產品張開﹐影响装车
8
上下盖尺寸偏大或偏小
3
依样品測量尺寸
2
48
RD
8
螺絲孔滑牙絲孔尺寸﹐使用好材 料
RD
螺絲 紙箱 包裝紙類 貼紙 說明書
■ 設計 DFMEA
系 統: 子系統: 零件部: 機種名/機種編號: 核心小組:
項目 & 功能需求 嚴重度 特殊特性 (S) 分類(◇) 潛在失效原因 發生率 (O)
□ 製程 PFMEA
設計責任單位: 關鍵日期: 編製者: FMEA日期 (編製 ): 2013/10/7 FMEA 編號 版本: (修訂 ): 頁碼: A 1 of 1
汽车电器线束DFMEA范例

设计责任负责工程师修订日期关键日期确认采取行动SODRPN容许电流不足线束烧毁,不符合安规要求10电线线径选用错误5按用电器功率选用线材规格3150核对各用电器实际电流与最大电流,选用适合电线过负载测试103390短路线束烧毁,不符合安规要求10PIN定义错误,正负电有短接5绘制原理图,区分正负电回路3150实际搭配用电器验证总装测试102240低温脆化绝缘层破坏,短路9材质问题3低温试验381低温试验高温变形绝缘层破坏,短路9材质问题3高温试验381高温试验绝缘耐压不良安全隐患10胶料材质问题3高压测试390高压测试长度长度不足或过长装配后拉扯受力6尺寸定义错误4装配确认496阻燃性能不足不符合安规要求10材质问题3阻燃测试390阻燃测试阻燃测试103390非金属材料雾化超标不符合安规要求9材质问题3非金属材料雾化性试验381非金属材料雾化性试验非金属材料雾化性试验93381气味过大不符合安规要求9材质问题3气味试验381气味试验气味试验93381VOC超标不符合安规要求9材质问题3VOC检测381VOC检测VOC检测93381行动的结果项目严重性潜在缺陷原因建议措施制作核准潜在缺陷模式潜在缺陷影响设计失效模式和影响分析(DFMEA)项目FMEA 编号:责任人/完成日期功能性能材料线材核心团队发生频率预防的方法可侦测性RPN FMEA 初始日期:有害物质超标不符合安规要求9材质问题3禁限用物质检测381禁限用物质检测禁限用物质检测93381颜色装配时插错影响产品导电功能7颜色设定相近3选用对比明显的线色484容许电流不足线束烧毁,不符合安规要求8端子规格选用错误5按用电器功率选用线材规格3120核对各用电器实际电流与最大电流,选用适合端子过负载测试83372接触电阻过大接触性能不足8端子镀层选用错误2按端子规格书选型并测试电压降580按端子规格书选型并测试电压降盐雾后接触不良接触性能不足8端子镀层不良2盐雾测试580盐雾测试材料有害物质超标不符合安规要求9材质问题3禁限用物质检测381禁限用物质检测0型号与端子规格不符无法装配,无法满足电流要求7选型错误2按护套规格书选型2280绝缘耐压不良安全隐患10胶料材质问题3高压测试390高压测试阻燃性能不足不符合安规要求10材质问题3阻燃测试390阻燃测试阻燃测试103390非金属材料雾化超标不符合安规要求9材质问题3非金属材料雾化性试验381非金属材料雾化性试验非金属材料雾化性试验93381气味过大不符合安规要求9材质问题3气味试验381气味试验气味试验93381 VOC超标不符合安规要求9材质问题3VOC检测381VOC检测VOC检测93381有害物质超标不符合安规要求9材质问题3禁限用物质检测381禁限用物质检测禁限用物质检测93381端子护套导电性能材料粘性粘性不足影响产品外观与尺寸7粘胶剂粘性不足3粘性测试242试验验证0强度易断裂影响产品外观与尺寸7胶布材质问题3强度测试363阻燃性能不足不符合安规要求10材质问题3阻燃测试390阻燃测试阻燃测试103390非金属材料雾化超标不符合安规要求9材质问题3非金属材料雾化性试验381非金属材料雾化性试验非金属材料雾化性试验93381气味过大不符合安规要求9材质问题3气味试验381气味试验气味试验93381VOC超标不符合安规要求9材质问题3VOC检测381VOC检测VOC检测93381有害物质超标不符合安规要求9材质问题3禁限用物质检测381禁限用物质检测禁限用物质检测93381位置与安装位置不符影响产品固定6位置设定错误3装配确认3540强度易断裂影响产品固定6扎带材质问题3强度测试472阻燃性能不足不符合安规要求10材质问题3阻燃测试5150阻燃测试阻燃测试103390非金属材料雾化超标不符合安规要求9材质问题3非金属材料雾化性试验5135非金属材料雾化性试验非金属材料雾化性试验93381气味过大不符合安规要求9材质问题3气味试验5135气味试验气味试验93381VOC超标不符合安规要求9材质问题3VOC检测5135VOC检测VOC检测93381胶布扎带材料材料。
DFMEA样板
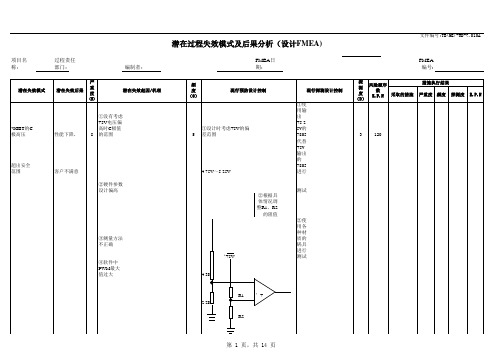
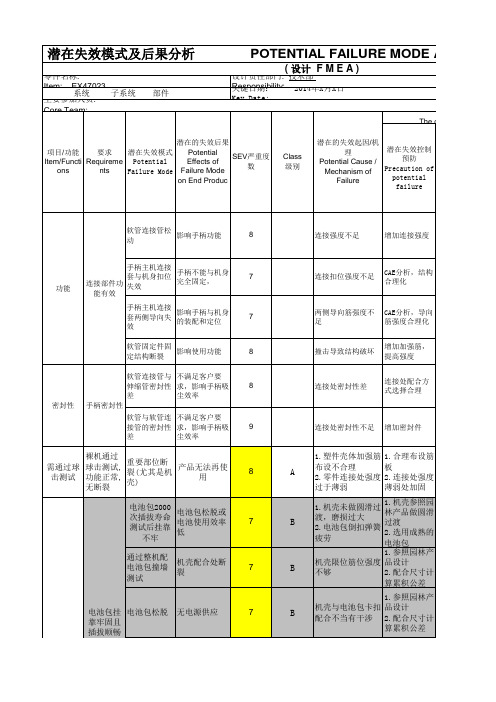
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:。
DFMEA失效模式分析报告-范本
DFMEA失效模式分析报告-范本1. 引言本报告旨在对产品的DFMEA(Design Failure Mode and Effects Analysis,设计失效模式与影响分析)进行详细分析和评估。
通过DFMEA,我们可以识别潜在的设计问题,并采取相应的改进措施,以确保产品的可靠性和质量。
本范本报告将为您提供一个参考,以便在进行具体的DFMEA分析时提供方向和指导。
2. 设计失效模式与影响分析DFMEA是一种系统化的方法,用于根据设计和工程知识,识别并评估可能的失效模式及其对产品质量和性能的影响。
以下是DFMEA分析的步骤和关键要素:2.1 分析步骤1. 确定分析的设计元素或子系统。
2. 列出可能的失效模式。
3. 对每个失效模式进行评估,包括失效原因、失效对系统功能的影响和失效对其他部件的影响。
4. 根据评估结果,确定和优先级排序失效模式。
2.2 关键要素在DFMEA分析中,以下要素需要特别关注:1. 设计元素:将设计分解为适当的子系统或元素,以便更好地进行分析和识别失效模式。
2. 失效模式:失效模式是指产品在设计元素或子系统中可能发生的故障或失效情况,需要针对每个设计元素列出所有可能的失效模式。
3. 失效原因:为每个失效模式确定可能的原因,例如材料问题、制造过程问题或设计缺陷等。
4. 影响评估:评估失效模式对系统功能和其他部件的影响,包括性能降低、功能丧失或安全风险等。
5. 排序:根据评估结果,对失效模式进行排序,以确定需要采取的优先改进措施。
3. 报告结论通过对产品进行DFMEA分析,我们可以识别潜在的失效模式并确定相应的改进措施。
这有助于减少设计风险,提高产品的可靠性和质量。
然而,请注意,本报告仅为范本,具体的DFMEA分析需要根据实际情况进行定制。
4. 参考资料[1] AIAG. (2019). Potential Failure Mode and Effects Analysis (FMEA) (4th ed.). AIAG.。
dfmea 模板
DFMEA模板引言失效模式与效应分析(DFMEA)是一种旨在评估产品、系统或工艺的潜在失效模式及其对功能、性能和安全性的影响的方法。
DFMEA帮助团队在产品或过程开发的早期阶段识别潜在风险,采取适当的措施来降低这些风险。
目的DFMEA的主要目的是:1.系统性地评估产品的潜在失效模式以及与之相关的风险;2.识别和实施风险减轻措施,以提高产品的可靠性和性能;3.为产品开发和设计团队提供一个结构化的方法来追踪和解决潜在问题;4.帮助团队制定措施计划,以便在产品投放市场之前修复或消除潜在故障。
DFMEA模板结构1. 项目信息该部分记录有关DFMEA的基本信息:•项目名称:填写对应项目的名称;•项目编号:填写项目的唯一标识,可以用于跟踪和管理;•制表日期:记录DFMEA制作的日期;•制表人:填写制表人的姓名或标识。
2. 产品描述该部分提供对产品的详细描述。
包含以下信息:•产品名称:填写产品的名称;•产品型号:填写产品的型号或编码;•产品功能:描述产品的功能和用途;•产品组成:列出产品的组成部分。
3. 制程描述该部分描述产品制造过程的关键步骤和环节。
包含以下信息:•制造工艺:描述产品的制造工艺流程;•工艺参数:列出影响制造过程的关键参数;•工艺风险:标识可能导致故障的工艺风险。
4. 功能失效模式该部分识别产品在功能上可能出现的失效模式。
包含以下信息:•功能要求:描述产品的功能要求和性能指标;•失效模式:识别可能导致功能失效的模式;•可能原因:分析导致失效模式的可能原因;•失效效应:描述失效模式对产品和系统的影响和后果。
5. 风险与优先级评估该部分通过对失效模式的风险评估确定风险的优先级。
包含以下信息:•风险评估标准:定义用于评估风险的标准和等级;•风险评估矩阵:利用风险评估标准评估失效模式的风险优先级;•风险处理措施:根据评估结果确定风险处理措施。
6. 控制计划该部分描述在制造过程中采取的控制措施以降低风险。
DFMEA_范本
2
28
选用样机使用过滤较好 的filter 1.电机长度尺寸加长, 保证碳刷长度; 2.增加后置圈增加磁 性,保证扭力; 更换成滚珠轴承 1.选择好的同步带供应 商,确保同步带有好的 材料,工艺要求; 2.根据电脑3D和实际电 流测试选择好OK节线长 度; 3.确认同步带,马达齿 轮以及滚刷齿轮齿形一 致,确保齿形啮合OK
1.选型满足条 件的微动开关 2.调整开关启 动行程,防止 开关压入过深
保证地拖 气密性不 效率,保 好,地拖效 地拖效率偏低 证风道气 率降低 密性 地拖性能 滚刷转速过 滚刷转 高,电流负 速,负载 载过大,转 电流 速过低负载 过小 转速过高,电 流过大,地拖 马达寿命会 NG,转速过 低,地拖清扫 效率过低
噪音是否加 大,吸力箱 测试吸力 看配合松紧 程度,有无 漏灰现象 检测松紧, 工作时上方 放入纸屑检 查是否活动 FILTER橡胶 圈上方垫 EVA条检测 是否有吸力 风机带进气 口检测空气 性能 风机性能测 试 开机检查气 阀密封圈周 围是否有漏 气现象 检查气阀在 本体上固定 是否牢靠
2
70
1.图纸重点尺寸标注 2.要求IQC检测 排除电池包倒扣位, 各暂定一个插拔力范 围。例3-5 kgf 1.参照样机考虑加弹 簧或弹片式减振结构
先根据3D确定 调高档位,确 保调高实际应 用和倾倒OK
地拖运行,微 动开关承受不 了在长毛地毯 微动开关寿 开关功能寿 开关寿命NG 上的较大电 命 命20K次 流,开关开启 关闭多次后失 效
8
1.微动开关不能承 受40V 2A的工作环 境; 2.开关开关是在机 构转动实现的,旋 转行程可能造成失 效
8 整机寿命NG 6
碳刷长度不够
由于电机转速过 高,转子轴承磨损 严重导致电机转动 1.同步带材料不耐 磨,工艺不满足要 求; 2.同步带齿形和马 达齿轮和滚刷齿轮 不啮合; 3.同步带节线长度 不合理,造成滚刷 马达负载过大;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选择好马达齿 轮,同步带, 滚刷齿轮三者 齿形一致,通 过选形和张紧 确认同步带确 认合理节线长 的同步带
1.保证滚刷轴
在成型前后的
同心度;2.保
证滚刷模具同
心度,确保成
型后能注塑动
平衡较好的滚
刷;
3.
保证尊刷轴承
入滚刷轴工装
的精密度,保
证滚刷轴承压
和滚刷相装配的滚 刷盖,滚刷底盖强 度,装配间隙
1.滚刷盖材料 强度不够,滚 刷定位不好; 2.滚刷组件装 配间隙过大或 过小
OK
OK
OK
1.塑胶粒子选材,保证
塑胶成型收缩力较小;
2.五金轴在成型前要轴
64
承同心度,确保成型前 的五金轴同心度在公差
刷齿轮齿
形;
动平衡机百
4
分之百检测
2
滚刷动平衡
尺寸链计
算,确保滚
4
刷组件在一
1
个合理间隙
配合装配
利用跳动表 检测
21 制定设计spec
IQC检验, 产线全检
35
进行CAE分析,并加强 改进
28
选用样机使用过滤较好 的filter
1.电机长度尺寸加长,
48
保证碳刷长度; 2.增加后置圈增加磁
性,保证扭力;
Cause
Completion Taken
Prevention
Date
s or
Detections
措施结果 Action Results
严重度数 (S)
2
1
16
2
1
14
2
1
2
1
6
2
5
2
按《吸尘
3 器试验大
5
纲》测试
按《吸尘
3 器试验大
4
纲》测试
按《吸尘
3 器试验大
3
纲》测试
14
16
96
控制好软管连接管与伸 缩管的配合间隙
二级分离管配合密 封性能不佳
控制分离管密 封圈与尘桶的 配合公差
Filter外围橡胶圈 与导流锥配合间隙 大
与橡胶圈配合 给一定的干涉
进气口与风机配合 太松漏气
进气口与风机 罩壳入口间有 配合橡胶圈
风机上下罩配合不 良
保证配合精度
保证配合精度
尘杯口与气阀密封 圈配合不良
气阀麦拉片密封圈 在通风盘与双通之 间有配合间隙
1.参照园林产
B
机壳限位筋位强度 品设计
不够
2.配合尺寸计
算累积公差
电池包挂 电池包松脱 无电源供应
7
靠牢固且
插拔顺畅
电池包晃动 过大
发热,摩擦损 耗使电池使用 效率低
7
插拔困难, 阻力大
使用不舒适
7
电池包虚接 发热,摩擦损
触或有电弧 耗使电池使用
7
放电象 效率低
7
7
7
7
7
7
整机密封性 差,吸力降低
B
段差配合不合理 定义机壳配合 2.机壳倒扣处未做 段差及过渡C
过渡C角
角
B
1.机壳与插片座无 减振结构 2.插片座在机壳中 定位过紧
1.参照园林产 品定义插片座 间隙
尘杯下盖和开口进 控制尘杯下盖
气口橡胶套配合不 与橡胶套配合
良
尺寸
尘杯下盖和尘桶配 控制尘杯下盖
合橡胶圈密封性不 橡胶密封圈配
良
合公差
E型卡环强度不 将E型卡环结
够,支撑不了测试 构更改成防松
要求
螺母结构
MODE AND EFFECTS ANALYSIS FMEA编号:
第 1 页 共 1页 Page 1 of 1
Design 编制 Prepared By: kamar.kang
FMEA日期(编制): 2014年9月14日 FMEA Date(Orig.):
Class 级别
潜在的失效起因/机
理 Potential Cause /
Mechanism of Failure
潜在失效控制 预防
Precautlure
软管连接管松 动
影响手柄功能
8
功能
手柄主机连接 套与机身扣位 连接部件功 失效
手柄不能与机身 完全固定,
能有效
7
手柄主机连接 套两侧导向失 效
影响手柄与机身 的装配和定位
7
软管固定件固 定结构断裂
影响使用功能
8
软管连接管与 不满足客户要
伸缩管密封性 求,影响手柄吸
8
差
尘效率
密封性 手柄密封性
软管与软管连 不满足客户要
接管的密封性 求,影响手柄吸
9
差
尘效率
需通过球 击测试
裸机通过 球击测试, 功能正常, 无断裂
地拖旋转管 磨损严重
弹片多次磨具 后不能再卡住 机身本体,机 身会出现后倾
6
现象
转轴上的E 型卡环由 于长期动 作变形
20k翻转测 试后E型卡 环不脱落
E型卡环在长 期翻转后变
形脱落
E型卡环变形 脱落后造成本
体和地拖分 离,连线可能
7
调高高度过高造成 倾倒测试机器倾倒
先根据3D确定 调高档位,确 保调高实际应 用和倾倒OK
效
保证地拖 效率,保 证风道气 密性
气密性不 好,地拖效 率降低
地拖效率偏低
5
地拖性能
滚刷转 速,负载 电流
滚刷转速过 高,电流负 载过大,转 速过低负载 过小
转速过高,电 流过大,地拖 马达寿命会 NG,转速过 低,地拖清扫 效率过低
5
地拖旋转管和
地拖旋转 管和弹片 磨损
10K旋转 后,地拖 还可以正 常直立
上下管接头内部添加密 28 封用O型圈,并保障配
合公差
20
软管用黄胶粘接在管接 头中
28
尺寸链分析计算保证尺 寸精度
1.图纸注
记重点尺
寸
7
2.IQC检
验,产线全
加橡胶柱 结构
7
检测插拔 力
7
1.单边间
隙0.4mm以 上 2.参照
7
园林产品
保证下盖与
进气口橡胶
套翻边配合
无间隙
尘桶和下盖
橡胶密封圈
尺寸保证无
尺寸保证在 小间隙与过 渡配合,图 纸为重点尺 寸
检查输入功
1
率是否有下 降,用转速
3
仪检测
1
检测风道系 统效率
5
2
检查filter 是否堵塞
2
拉出电机特
种曲线,将
6
电机带负载
1
进行寿命测
试
将电机带上
3
滚刷负载进
1
行测试
1.通过测试
流量选择OK
长度的同步
带;
3
2.利用通用 国标确认好
1
同步带,马
达齿轮和滚
间隙
分离管密封
圈翻边与尘
桶之间单边
0.2mm过盈
导流锥与橡 胶圈压装 0.3mm过盈
进气口与风 机橡胶套之 间配合单边 过盈0.2mm 过渡配合, IQC尺寸全 气阀密封圈 喇叭口做 大,有段直 边配合 进气端两颗 螺丝柱保证 高度方向精 度 密封圈与通 风盘内孔有 单边0.2mm 过盈,检测 旋转力度 面接触部位 开槽加O型 圈
2
本体上固定
2
是否牢靠
2
看配合是否 很松动
2
开机检查管
2
接头处是否
2
有漏风现象
开机检查管
2
接头处是否
2
有漏风现象
检查装配松
2
紧,开机检 查此处是否
2
漏气
将配合尺寸在图纸上 84 标为重点尺寸,要求
IQC检测
70
1.图纸重点尺寸标注 2.要求IQC检测
排除电池包倒扣位, 105 各暂定一个插拔力范
围。例3-5 kgf
重要部位断 裂(尤其是机 壳)
产品无法再使 用
8
电池包2000 次插拔寿命 测试后挂靠
不牢
电池包松脱或 电池使用效率 低
7
通过整机配 电池包撞墙 测试
机壳配合处断 裂
7
电池包挂 靠牢固且
连接强度不足
增加连接强度
连接扣位强度不足
CAE分析,结构 合理化
两侧导向筋强度不 CAE分析,导向
足
筋强度合理化
撞击导致结构破坏
2014年x月x日
现行设计 The current design
潜在的失效后果
项目/功能 要求 潜在失效模式
Item/Functi Requireme Potential
ons
nts Failure Mode
Potential Effects of Failure Mode
SEV严重度 数
on End Produc
90 增加密封胶
1.参照市面同类产 品,在产品薄弱部位 120 加筋增加强度处理 2.对机壳做CAE强度 分析改善
84 参照样机做圆角
63 机壳倒扣处加固
1.内部加 筋 2.CAE分析 8 强度 3.做手板
多倒圆角 过渡
7
机壳筋位 加固
7
按《吸尘
4 器试验大
3
纲》测试
机械操作
5 测试及使
2
用测试
机械操作
1.微动开关不能承
受40V 2A的工作环 1.选型满足条
境;
件的微动开关
2.开关开关是在机 2.调整开关启
构转动实现的,旋 动行程,防止
转行程可能造成失 开关压入过深