欧标认证所需标准清单
燃油箱欧标认证标准

燃油箱欧标认证标准
燃油箱的欧洲标准认证主要参考欧洲汽车制造商协会(ACEA)和欧洲标准化委员会(CEN)制定的标准。
其中,主要的认证标准包括:
- ECE R34:这是由联合国经济委员会(UNECE)制定的标准,用于评估燃油箱的安全性和防漏性能。
- ISO 11542:这是国际标准化组织(ISO)发布的标准,用于评估燃油箱的材料和制造工艺,保证其在使用过程中的可靠性和耐久性。
-ISO 1496-3:这是国际标准化组织(ISO)发布的标准,主要适用于集装箱式燃油箱,规定了其尺寸、结构和性能要求。
- EN 13341:这是欧洲标准化委员会(CEN)发布的标准,用于评估燃油箱的尺寸、安全性和防漏性能。
以上仅列举了一些常见的燃油箱欧标认证标准,具体认证要求还可能涉及其他标准和法规,具体要求可能因产品类型和用途而有所不同。
建议在具体项目中咨询相关标准机构或认证机构,以确保符合最新的认证要求。
欧标认证标准
欧标认证标准全文共四篇示例,供读者参考第一篇示例:欧标认证标准(European Conformity Standards),简称CE认证,是欧洲联盟国家制定的一套产品认证标准。
CE认证标志是欧洲市场上一种自愿性的产品安全认证标志,表明该产品符合欧洲相关法规要求,具有符合欧洲市场进入的必要条件。
CE认证标志是产品进行标识的一种方式,是自主负责的宣言,是生产商对自己产品的一种法定承诺。
CE认证标志的出现,为欧盟内部贸易和对外贸易提供了更加便捷的通道,也为进入欧洲市场的产品提供了一个统一的认证标准。
CE认证标志的作用主要体现在以下几个方面:CE认证标志可以提高产品质量和安全水平。
CE认证标志是欧洲市场对产品质量和安全的认可,通过CE认证,产品可以获得更高的信誉度和市场认可度,从而提高产品的竞争力。
CE认证标志可以降低贸易壁垒和减少成本。
欧洲各国采用统一的CE认证标准,使得产品只需通过一次认证即可在欧洲市场自由流通,节省了产品进入欧洲市场的时间和成本。
CE认证标志可以加强消费者保护和安全监管。
CE认证要求产品必须符合欧洲相关的产品安全法规和标准,保证产品符合欧洲市场的相关要求,确保消费者的权益和安全。
CE认证标志可以促进企业质量管理和技术创新。
CE认证要求产品必须符合欧洲相关的技术标准和要求,这促使企业不断提高产品质量和技术水平,推动企业向更高端的产业链发展。
在实际的CE认证过程中,产品必须符合欧洲相关的技术要求和安全标准,通过第三方认证机构进行检测和认证,获取CE认证证书,并在产品上标注CE认证标志。
CE认证标志的出现,不仅是对产品的一种认证,更是企业对产品质量、安全和技术水平的一种自我要求和承诺。
CE认证标志作为欧洲市场的入场券,是产品进入欧洲市场的“通行证”,是产品质量和安全的一种保障。
对于企业来说,获得CE认证标志可以提高产品的市场竞争力,降低贸易壁垒,增强消费者信任,促进企业质量管理和技术创新。
机油欧标c系列认证指标
机油欧标c系列认证指标机油欧标C系列是由欧洲汽车制造商协会(ACEA)制定的一组多级发动机油规范。
它们通常被用于评估车用柴油发动机油的性能和质量,并包含了一系列认证指标来评估其效能。
在这篇文章中,我们将探讨C系列认证指标的含义和作用。
C系列认证指标分为三个等级:C1、C2和C3。
每个等级根据其功能和使用条件分别定义了不同的机油性能和认证指标。
下面是关于这些指标的详细介绍:1)C1级认证指标C1是一种特殊的机油,应该只用于高性能柴油发动机,且不适用于现代颗粒过滤器(Violet)使用环境。
C1机油必须满足以下要求:a)低灰分含量b)提供适当的摩擦特性,具有良好的燃油经济性c)符合高温环境下氧化安定性和沉淀性。
d)必须使用基于磷缓蚀剂配方。
C2机油推荐适用于延长换油间隔,同时也适用于装备颗粒过滤器和双后处理系统的柴油发动机。
它也是涉及双柴油和混动车型的唯一一种柴油发动机油。
在满足C1机油对机油性能的要求的同时,C2机油还需要满足以下要求:a)在低醛类燃料敏感性级别下具有良好的低速沉积特性。
b)提供低足够黏度以优化燃油经济性。
c)可以在颗粒过滤器使用环境下安全的使用。
C3机油是一种适用于使用高压柴油燃料和DPF 系统的发动机。
它同时也能满足欧洲和其他国家/地区的排放法规和要求。
C3级机油的最大功能和特点包括:b)高温下的氧化稳定性和粘度稳定性。
c)良好的摩擦性状。
d)刚性的抗沉淀性。
e)给颗粒过滤器提供有效的保护。
C系列认证指标对车用柴油发动机油性能的评估具有重要意义。
它们能够评估机油的低灰分含量、燃油经济性、摩擦特性、氧化安定性、沉淀性以及对颗粒过滤器的保护能力。
这些特性都是现代柴油发动机所需要的功能。
因此,C系列认证指标能够帮助消费者选择符合其车辆和使用要求的高质量机油。
欧标认证标准-概述说明以及解释

欧标认证标准-概述说明以及解释1.引言1.1 概述欧标认证标准旨在为欧洲市场提供一致性和安全性保证,确保产品和服务能够满足欧洲各国的法律和技术要求。
这些标准由欧洲标准化委员会(CEN)和欧洲电子通信标准化协会(ETSI)等组织制定和管理。
欧标认证标准是在全球范围内广泛接受和采用的标准之一,其作用不仅限于欧洲市场。
许多国家和地区都将欧标认证标准作为产品和服务质量的重要指标,以确保产品的可靠性、安全性和互操作性。
因此,获得欧标认证标准对于拓展产品和服务的国际市场至关重要。
欧标认证标准涵盖了多个领域,包括建筑材料、电子设备、医疗器械、食品安全、环境保护等。
这些标准旨在规范产品的设计、制造、测试和质量控制过程,确保其符合相应的法律法规和技术要求。
通过遵循这些标准,企业能够提高产品的质量和可靠性,减少风险和责任。
欧标认证标准的制定过程是透明、开放和协作的。
各利益相关方包括政府机构、行业协会、消费者组织和企业都可以参与到标准的制定和修订中。
这种合作机制确保了标准的科学性、可信度和普适性。
对于企业而言,获得欧标认证标准不仅能够提高其产品的竞争力,还能够增加消费者的信任和忠诚度。
同时,符合欧标认证标准的产品还能够降低市场准入的障碍,进一步拓宽企业的出口市场。
尽管欧标认证标准对企业来说具有诸多好处,但其认证过程也需要企业付出相应的努力和资源。
企业需要与认证机构合作,进行产品测试和评估,确保其产品符合相关的标准要求。
此外,企业还需要进行定期的质量管理体系审核和更新,以保持认证的有效性。
总之,欧标认证标准在欧洲和全球范围内具有重要的地位和作用。
它不仅为企业提供了国际市场竞争的优势,也为消费者提供了可靠和安全的产品和服务。
随着全球经济一体化的深入发展,欧标认证标准将继续发挥其引领和规范的作用,推动各国产品和服务贸易的便利化和互联互通。
1.2 文章结构文章将按照以下结构展开进行阐述:1. 引言:首先,文章将对欧标认证标准的概述进行介绍,概括说明文章涉及的主题以及相关的背景信息。
充电桩欧洲认证标准

充电桩欧洲认证标准一、安全要求1.充电桩应符合欧洲电气安全规范,如CEI60730系列标准。
2.充电桩应具备过电压保护、过电流保护、防雷保护等基本安全功能。
3.充电桩应配备操作安全设施,如紧急停止按钮、防火设施等。
4.充电桩应具备设备故障自我诊断和故障显示功能。
二、性能要求1.充电桩应具备稳定、高效的充电性能,能够满足不同车型的充电需求。
2.充电桩应具备较高的电能转换效率,以降低能耗。
3.充电桩应具备较高的充电速度和充电功率,以满足不同用户的充电需求。
4.充电桩应具备较高的兼容性,能够适应不同品牌、型号的电动汽车。
三、环境要求1.充电桩应能够适应不同的气候条件,如温度、湿度、风雨等。
2.充电桩应具备防尘、防水、防腐蚀等特性,以延长设备使用寿命。
3.充电桩应能够适应不同的场地环境,如室内、室外、地面、屋顶等。
4.充电桩应具备较低的噪音和震动,以减少对周围环境的影响。
四、安装要求1.充电桩应按照欧洲安装规范进行安装,确保设备安全可靠。
2.充电桩的安装位置应合理选择,确保设备能够方便使用。
3.充电桩的安装过程应避免对周围环境和设施造成损害。
4.充电桩安装完成后,应进行验收测试,确保设备正常运行。
五、质量要求1.充电桩的制造材料应符合相关标准,如不锈钢、铜等。
2.充电桩的加工工艺应精细,以确保设备的稳定性和可靠性。
3.充电桩的质量控制应严格遵循ISO9001等相关质量管理体系标准。
4.充电桩的质量检测应在生产过程中的关键节点进行,以确保设备的质量符合要求。
六、节能要求1.充电桩应采用先进的节能技术,以降低能耗。
2.充电桩应具备智能充电功能,根据电动汽车的电量和充电需求进行自动调整。
3.充电桩应具备空载自动断电功能,以减少设备能耗。
4.充电桩应采用高效充电电缆和连接器,以减少传输损耗。
七、用户界面要求1.充电桩应配备易于使用的用户界面,包括显示屏、按键等。
2.用户界面应具备中英文等多种语言支持,以满足不同用户的需求。
二轮摩托车欧标认证样车制作要求及注意事项
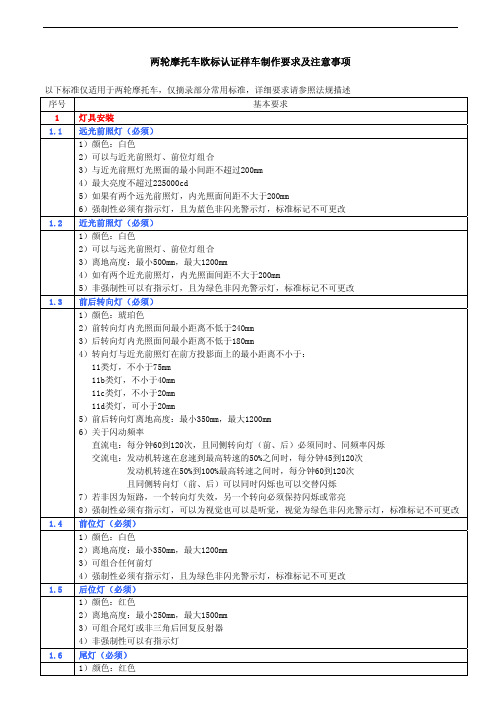
两轮摩托车欧标认证样车制作要求及注意事项以下标准仅适用于两轮摩托车,仅摘录部分常用标准,详细要求请参照法规描述序号 基本要求1 灯具安装1.1 远光前照灯(必须)1)颜色:白色2)可以与近光前照灯、前位灯组合3)与近光前照灯光照面的最小间距不超过200mm4)最大亮度不超过225000cd5)如果有两个远光前照灯,内光照面间距不大于200mm6)强制性必须有指示灯,且为蓝色非闪光警示灯,标准标记不可更改1.2 近光前照灯(必须)1)颜色:白色2)可以与远光前照灯、前位灯组合3)离地高度:最小500mm,最大1200mm4)如有两个近光前照灯,内光照面间距不大于200mm5)非强制性可以有指示灯,且为绿色非闪光警示灯,标准标记不可更改1.3 前后转向灯(必须)1)颜色:琥珀色2)前转向灯内光照面间最小距离不低于240mm3)后转向灯内光照面间最小距离不低于180mm4)转向灯与近光前照灯在前方投影面上的最小距离不小于:11类灯,不小于75mm11b类灯,不小于40mm11c类灯,不小于20mm11d类灯,可小于20mm5)前后转向灯离地高度:最小350mm,最大1200mm6)关于闪动频率直流电:每分钟60到120次,且同侧转向灯(前、后)必须同时、同频率闪烁交流电:发动机转速在怠速到最高转速的50%之间时,每分钟45到120次发动机转速在50%到100%最高转速之间时,每分钟60到120次且同侧转向灯(前、后)可以同时闪烁也可以交替闪烁7)若非因为短路,一个转向灯失效,另一个转向必须保持闪烁或常亮8)强制性必须有指示灯,可以为视觉也可以是听觉,视觉为绿色非闪光警示灯,标准标记不可更改 1.4 前位灯(必须)1)颜色:白色2)离地高度:最小350mm,最大1200mm3)可组合任何前灯4)强制性必须有指示灯,且为绿色非闪光警示灯,标准标记不可更改1.5 后位灯(必须)1)颜色:红色2)离地高度:最小250mm,最大1500mm3)可组合尾灯或非三角后回复反射器4)非强制性可以有指示灯1.6 尾灯(必须)1)颜色:红色2)离地高度:最小250mm,最大1500mm3)任何一个行车制动工作时尾灯必须工作4)静止含有指示灯1.7 后牌照灯(必须)1)颜色:白色2)可与其他后灯组合3)非强制性可以有指示灯,但其操作显示必须由位置灯的指示器指示4)后牌照的安装角度必须与后牌照灯证书图纸里的角度一致1.8 非三角后回复反射器(必须)1)颜色:红色2)离地高度:最小250mm,最大900mm3)水平角(前后)30度以及垂直角(上下)15度内无遮挡物4)可与其他后灯组合,其光照面部分可以与其他任何后置的红灯重叠1.9 非三角侧回复反射器(非必须、可选装)1)颜色:琥珀色2)离地高度:最小300mm,最大900mm3)水平角(前后)30度以及垂直角(上下)15度内无遮挡物4)应与车辆径向中平面垂直且外侧,前反射器可以随轴转动1.10 前雾灯(非必须、可选装)1)颜色:白色或黄色2)离地高度:最小250mm,最高光照面不超过近光前照灯的最高光照面3)可与其他前灯组合4)非强制性可以有指示灯,且为绿色非闪光警示灯,标准标记不可更改1.11 后雾灯(非必须、可选装)1)颜色:红色2)离地高度:最小250mm,最大900mm3)与尾灯光照面之间的最小距离不小于100mm4)可与其他后灯组合5)只有远光(或近光)前照灯或前雾灯中至少有一个工作时,后雾灯才可以工作 6)如果有一个前雾灯,那么必须可以单独关闭后雾灯7)强制性必须有指示灯,且为琥珀色非闪光警示灯,标准标记不可更改1.12 危险警示信号(非必须、可选装)1)颜色:琥珀色2)强制性必须有指示灯,且为红色闪光警示灯,标准标记不可更改3)闪烁频率为每分钟60到120次2 控制标识2.1 各种控制标识的安装要求1)标识应与背景有明显区别,应位于控制或控制指示灯的上面或者附近2)除远光前照灯外,不得用蓝色指示器3)危险类使用红色、注意类使用琥珀色、安全类使用绿色2.2 各种控制标识图案1)远光前照灯:蓝色2)近光前照灯:绿色3)前后转向灯:绿色4)危险警示牌:红色 或者绿色(双箭头同时工作)5)阻风门标识:琥珀色6)喇叭标识:7)燃油液位: 琥珀色8)冷却液温度:红色9)电池电量: 红色10)机油: 红色11)前雾灯: 绿色12)后雾灯: 琥珀色13)点火锁关:14)点火锁开:15)照明开关: 绿色16)位置灯: 绿色 或者如果控制器不是独立的也可以用17)空档指示: 绿色18)电启动:2.2 各种控制标识图案的备注1)标识内部可以全部是黑色2)图示标识黑色部分可以用由轮廓代替,然后在图示标识白色的部分可以全部是黑色3)如果前后雾灯只能有一个标识的话,那因该用于前雾灯3 排放1)实际排量在150cc以下,走ECE R40市区循环CO:2.0g/km HC:0.8g/km NO x:0.15g/km2)实际排量在150cc以上,走ECE R40市区循环+市郊循环CO:2.0g/km HC:0.3g/km NO x:0.15g/km3)排放测试各项指标都在限值的70%以内只需要一次测试,否则视情况需要2到3次4 质量与尺寸1)最大尺寸 长:4m 宽:2m 高:2.5m2)最大质量: 无具体数值,为制造商声明的、技术上许可的质量5 制动系统1)行车制动的概念:在保持驾驶员坐姿不变,双手都没有必要从车把上移开就能够完成操作的制动装置,并且它可以在不论任何速度、任何负载、任何路面上都能够快速、有效地达到制动效果。
欧盟CE认证及相关标准
一.EMC电磁兼容性①EMI(Electromagnetic Interference)/电磁干扰测试项目:RE(Radiated Emission)/辐射放射测试:EN 55011CE(Conducted Emission)/传导放射测试:EN 55011②EMS(Electromagnetic Susceptibility)/电磁耐受性测试项目:Surge/雷击突波抗扰测试:EN 61000-4-5RS(Radiated Susceptibility)/辐射抗扰测试:EN 61000-4-3ESD(Electrostatic discharge)/静电抗扰测试:EN 61000-4-2CS(Conducted Susceptibility)/传导抗扰测试:EN 61000-4-6 EFT/Burst(Electrical fast transient)/快速瞬时脉冲抗扰测试:EN 61000-4-4 PFMF(Power frequency magnetic field)/电源频率磁场抗扰测试:EN 61000-4-8 PQF(Voltage dips, interruption and variation)/电压瞬变抗扰测试:EN61000-4-11 相关测试项目:(EMI+EMS)空间辐射EN 55011,13,22,FCC part15 & 18,VCCI传导干扰EN 55011,13,14-1,15,22,FCC part 15 &18,VCCI功率辐射EN 55013, EN 55014-1磁场辐射EN 55011,15谐波电流IEC/EN 61000-3-2电压波动和闪烁IEC/EN 61000-3-3喀呖声EN 55014-1静电放电IEC/EN 61000-4-2辐射抗扰度IEC/EN 61000-4-3电快速瞬变脉冲群IEC/EN 61000-4-4LVD安全测试项目:二.LVD低电压指令测试范围:AC(交流):50V====1000VDC (直流):75V====1500V各洲各国:欧盟:ROHS、E-Mark、CB、IECEE欧洲:德国GS、VDE 挪威:NEMKO 英国:BSI 法国:NF 俄罗斯:GOST 西班牙:AENOR 意大利:IMQ 美洲:美国:FCC、UL、FDA、ETL 加拿达:CSA/IC巴西:UC 墨西哥:NOM亚洲:中国:CCC、CQC 中国台湾:BSMI 日本:VCCI、JET韩国:EK 沙特阿拉伯:SASO 新加坡:SIRIM 澳洲:C-Tick、SAA北欧四国:挪威:Nemko 瑞典:Semko 丹麦:Femko 芬兰:Demko产品类别及标准及基本报价AV类:标准EN55013、EN55020、EN61000-3-2、EN61000-3-3灯具类:标准EN55015、EN61547、EN61000-3-2、EN61000-3-3。
欧标标准

5、加压实验压力为多层房(0.6-1MPA)、高层房(0.81.2MPA)。压力升至规定数值后稳压30-60min,观察压力 是否下将,接头处是否渗漏。升压至规定实验压力数值标 准内,30-60min后压力无下降或10min内压力下降不超过 0.05MPA即为合格。
6、冲淋房组合阀安装高度为距室内地坪1100mm。
10、导线进入线盒必须保证有一定的长度,不得<150㎜以 便进行开关。插座的安装维修及今后的导线更换。
11、电话线必须使用专线穿线管进行敷设。进户路数必须 要求≥2路线,不足路线应予补足。
12、有线电话、闭路线必须采用符合要求的同轴电缆线 (宽频为5Ω),并严禁对接。注意:有线网线路的弯曲半 径≥8R(R为64㎜)。
19、自攻螺丝与石膏板边距离,包纸边以10-15mm为宜, 切割边15-20mm为宜。自攻螺丝间距以板周边150-170mm, 板中不大于200mm为宜。螺丝应与板面垂直,
螺丝帽略入板面0.4mm左右,不打伤板面,并涂抹专用防 锈腻子。饰面石膏板安装完毕后要求表面平整度≤3mm,石 膏板接缝高低差≤1mm。
23、成品门窗套表面应平整,洁净,线条顺直,接缝严密, 色泽一致,无裂缝,翘曲,划伤等损坏。整体垂直度≤3mm, 平整度≤2mm,上口水平度≤1mm,上口直线度≤3mm。相邻 同一高度的门窗上口水平度≤1mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
39 40 41 42 43 44 45 46 47
ISO/TR 20172-2006 EN1011-1 EN1011-2-8 EN13445-1至6 EN ISO 14175 ISO 15608 ISO 6947 EN ISO 10042 ISO4063
DIN/EN/ISO 标准清单
名称
钢结构.第7部分:制造和制造商合格鉴定 《钢结构和铝结构的施工-第1部分:结构部件一致性评估要求》 《钢结构的施工-第2部分:钢结构的施工技术要求》 《铝结构的施工-第3部分:钢结构的施工技术要求》 金属材料的熔化焊质量要求.第1部分:质量要求的适当等级的选择标准 金属材料的熔化焊质量要求.第2部分:完整质量要求 金属材料的熔化焊质量要求.第3部分:标准质量要求 金属材料的熔化焊质量要求.第4部分:基本质量要求 金属材料的熔化焊质量要求.第5部分:确认符合ISO 3834-2、 ISO 3834-3或ISO 3834-4质量要求所需的文件 焊工考试-熔焊-第1部分:钢 无损检测-人员的资格认证 焊接-预热温度、道间温度和预热维持温度测量的指南 焊接管理-任务和职责 焊接人员-金属材料的全机械化及自动化焊接,熔化焊及电阻焊设备操作者的考试 金属材料焊接工艺规程及评定-一般规则. 金属材料焊接工艺规程及评定-焊接工艺规程-第1部分:电弧焊接
单位: 地址: 邮编:
DIN/EN/ISO 标准清单
序号 1 2 3 4 5 6 7 8 9 7 10 11 12 13 14 15 标准号
DIN 18800-7 :2002 EN1090-1:2011 EN1090-2:2011 EN1090-3:2008 ISO 3834-1-2005 ISO 3834-2-2005 ISO 3834-3-2007 ISO 3834-4-2005 ISO 3834-5-2005 EN ISO 9606-1 2013 ISO 9712 ISO 13916-1996 ISO 14731-2006 ISO 14732-2013 ISO 15607 2005 ISO 15609-1 2005
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38
ISO 15610-2003 ISO 15611-2003 ISO 15612-2004 ISO 15613-2004 ISO 15614-1 :2004/Amd 1 :2008 ISO 17635-2010 ISO 17636-1/2 2013 ISO 17637-2003 ISO 17638-2003 ISO 17639-2003 ISO 17640-2010 ISO 17662-2005 ISO/TR 17663 ISO/TR 17671-2 ISO/TR 17844 ISO 9013-2002 ISO 13920-1996 ISO 2553-1992 ISO 5817-2003 ISO 9692-1-2003 ISO 9692-2-1998 ISO/TS 17845-2004 ISO 6520-1-2007
金属材料焊接工艺规程及评定-基于试验焊接材料的评定 金属材料焊接工艺规程及评定-基于焊接经验的评定 金属材料焊接工艺规程及评定-基于标准焊接规程的评定 金属材料焊接工艺规程及评定-基于预生产焊接试验的评定 金属材料焊接工艺规程及评定-焊接工艺评定试验-第一部分:钢弧焊和气焊、镍及镍合金的弧焊 焊缝的无损检验-金属材料熔化焊焊缝的一般原则 焊缝的无损检验-熔化焊接头的射线检验 焊缝的无损检验-熔化焊接头的外观检验 焊缝的无损检验-磁粉检验 焊缝的破坏性检验-焊缝的宏观和显微检验 焊接的无损检验-焊接接头的超声波检验 焊接-对焊接设备(及其操作)的校正、核准和评估 焊接-与焊接及相关工艺有关的热处理质量要求指南 焊接-金属材料焊接推荐工艺-第二部分:铁素体钢的弧焊 焊接-防止冷裂纹标准方法推荐 热切割-热切割分类-产品几何量技术规范和质量公差 焊接-焊接结构的一般公差 长度和角度的尺寸 形状和位置 焊接、硬钎焊和软钎焊接头-图样上的符号表示法 焊接-钢、镍、钛及其合金熔焊接头(束焊除外)-缺陷的质量分级 焊接和相关工艺.关于接缝准备的建议.第1部分:钢的手动金属电弧焊接、气体保护金属电弧焊、气焊、TIG焊接和束焊 焊接和相关工艺 接头的制备 第2部分:钢的埋弧焊 焊接及相关工艺.缺陷的名称与符号系统 焊接和相关工艺.金属材料材料分组系统.欧洲材料 焊接焊接金属材料的建议 第1部分电弧焊接的一般说明 焊接金属材料的建议-铁素体钢的弧焊建议 压力容器设计和制造 电弧焊接和切割用保护气体 焊接.金属材料分类系统导则 焊缝-施焊位置-倾斜和旋转角度定义 焊接和联合工艺方法工艺方法术语和引用编号
备注