powermill后处理制作
PowerMILL五轴加工后处理制作的研究
PowerMILL五轴加工后处理制作的研究洪超(江苏科技大学工程训练中心,江苏省镇江市212000)摘要:研究后处理的主要作用和五轴数控机床的结构、特性。
针对PowerMILL软件PostProcessor后处理模块,以固定龙门摇篮式五轴机床为例,在标准后处理文件基础上,详细介绍了五轴后处理文件的修改、定制方法和创建mach3系统五轴后处理的过程。
关键词:五轴机床;后处理;PowerMILL1引言随着产品的几何设计越来越复杂,尤其是航空、航天、模具以及流体机械相关的重要零部件,都需要五轴CNC机床加工,这类零件的加工要求刀具矢量方向与加工面方向一致,这样数控机床除了平动坐标轴以外,还应有旋转运动坐标轴。
与三轴加工相比较,五轴数控加工有其自身的特点:明显地提高了加工效率;改善了加工表面质量与准确度;加工对象广泛等。
但与此同时,五轴数控机床在加工时的实际运动情况比三轴加工要复杂得多。
由于五轴机床种类、结构和参数不同,自动编程软件多样,造成了后处理不能通用,给五轴机床的普及带来很大困难。
本文介绍利用PowerMILL软件自带后处理模块,研编摇篮式五轴后处理的方法。
2后置处理的作用和任务在数控程序的编制过程中,利用CAM软件根据走刀方式、刀具和切削用量等设置计算刀具轨迹的过程称为前置处理。
为了简化系统软件以及使前置处理具有更强的通用性,一般在前置处理时,都不考虑机床的实际结构类型及数控系统的编程指令格式。
因此,要获取数控机床能够识别的NC程序代码,就必须将软件中所得到的刀具轨迹转化为所用数控机床的NC程序代码,这个过程即为后置处理。
后置处理的任务是根据具体机床的运动结构和控制指令格式,将前置处理计算出的刀位数据转换成机床各轴的运动数据,并按其控制指令的格式进行转换,生成数控机床的加工程序。
后置处理是联系CAD/CAM 技术与数控加工的纽带,是编制数控程序的核心技术之一,也是数控加工技术中的关键组成部分。
PowerMILL后处理的分析说明

PowerMILL 後處理對於後處理格式,一般的用戶有三個層次的需求:一、powermill自帶的後處理中有適合自己機床要求的,不過要修改、增刪些代碼。
二、沒有適合的,需要改寫後處理。
三、機床的代碼格式完全與普通G代碼格式不同,需建全新的後處理。
本文只針對1、2種需求來進行講解,至於第三種則是高級篇的範疇了(哈哈,其實我也不知道,還沒做過呢)現在開始準備工作:1、以不同的控制器試著處理幾個G代碼檔出來,然後和自己機床的代碼進行比較,選一個最接近自己的。
2、打開ductpost\dp-index.html,準備有問題就看幫助。
3、運行:ductpost -w [控制器類型] > [控制器類型].opt ,從而生成OPT檔,這個選最接近你機床的控制器。
如:ductpost -w hurco > hurco.opt 。
這時就可以用文本編輯器來打開這個opt檔了:1、程式頭、程式尾的改寫:這個在以下的定義裏面:define block tape start********************end definedefine block tape end*******************end define你可以根據自己的需要添加,如:define block tape start"%"N ; "G17G90G80G40G49"end definedefine block tape endN ; "M05"N ; "M30"end define不過注意這種引號方法優點是簡單明瞭,但控制器只是把它當字元處理,而不能以模態存在,具體可參見其他說明。
2、是否需要N行號?%:0001N10G28G91X0Y0Z0N30T1M6N40G0G90X-25.Y-40.S800 M3如這上面的N10、N30、N40,另外行號的起始、增量、最大都可以定義。
PowerMILL后处理修改教程
PowerMILL后处理修改教程PowerMILL本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享。
By mymould(风影爱人)一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。
下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头=========================== 第一部分是定义字符段==============================define word TNaddress letter = "TOOL TYPE:- "address width = 13field width = 25end define具体解释:define word TN ——————————————定义字段;address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS=C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL);address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格;field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果fieldwidth = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:- "就返回ENDMILL。
PowerMILL后处理修改教程
PowerMILL后处理修改教程本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享。
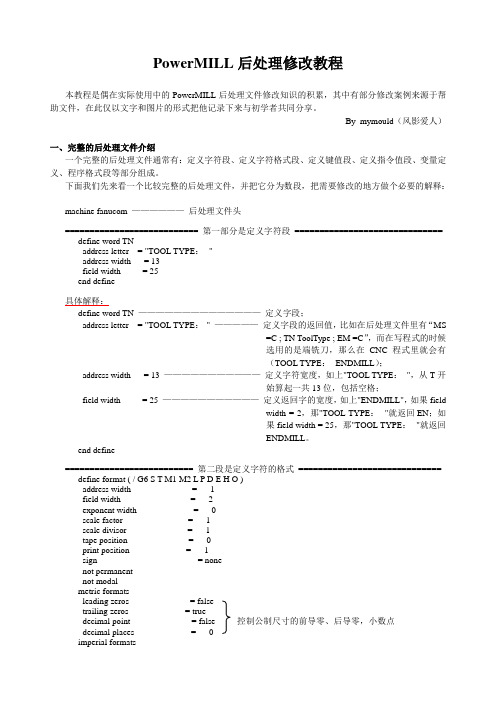
By mymould(风影爱人)一、完整的后处理文件介绍一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。
下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头=========================== 第一部分是定义字符段============================== define word TNaddress letter = "TOOL TYPE:- "address width = 13field width = 25end define具体解释:define word TN ——————————————定义字段;address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS=C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL);address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格;field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果fieldwidth = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:- "就返回ENDMILL。
powermill后处理编写(5轴)

5轴主轴头选项文件设置( Up dated 31/01/2001 )以下链接给出的是一个5轴主轴头范例图示:- ( 主轴头回转轴)第4旋转轴和第5旋转轴要求下面是多轴旋转加工需在选项文件中定义的内容。
:-( 范例中定义了三个主旋转轴,A , B , 和C ,但实际应用中多旋转轴加工系统仅会使用其中两个。
)define format ( A B C ) ## 内建源文件中可能已经定义metric formatsleading zeros = falsetrailing zeros = truedecimal point = truedecimal places = 3imperial formatsleading zeros = falsetrailing zeros = truedecimal point = truedecimal places = 4end defineword order = ( + A B C ) ## 仅当内建字排序列表中间没有时需要block order = true ## 不考虑内建排序列表,使用"define block xxx. " 排序define keysazimuth axis = C## 第4旋转轴通常为方位角( 立柱回转) elevation axis = B## 第5回转轴通常为仰角( 主轴回转)end define## " A, 和/或B, 和/或C " 均需插入到Rapid 快进和Linear 线性程序段中,其和对齐轴相关。
( 范例图示,B绕Y旋转,C绕Z旋转) define block move rapidN ; G1 ; G2 ; G3 ; G6 ; X ; Y ; Z ; B ; C ; S ; H ; M1 ; M2end definedefine block move linearN ; G1 ; G2 ; X ; Y ; Z ; B ; C ; F ; M1 ; M2end define旋转轴参数设置以下参数需包含在旋转轴选项中。
powermill后处理修改精华帖

m a c h i n e f a n u c o m——————后处理文件头define word TN ---------------------------- 定义字段;address letter = "TOOL TYPE :- " ----- 定义字段的返回值address width = 13 定义字符宽度field width = 25 定义返回字的宽度end define 结束定义define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式address width = 1------------ 定义字符宽度address width = 1------------ 定义字符宽度field width = 2 ------------- 定义返回字的宽度exponent width = 0 ---------- 指数的宽度scale factor = 1 ------------- 比例因子:值乘以 1scale divisor = 1 ------------ 比例因子:值被 1 除tape position = 1----------- 字前留一个空格print position = 1 -----------打印位置sign = none----- 用于不需要 G代码和进给率sign = if negative 仅标识负坐标sign = always 如果需要 + / - 号not permanent -------- 不需要行号not modal ------------ 仅当改变时需要重复的字为 modal 。
(模态)。
通常 G 代码和 X, Y 和 Z 为坐标为 modal,但圆心通常使用的 I, J, K 代码通常不是,因此它们为 not modal .metric formats --------------- 公制leading zeros = false --------- 前导 0trailing zeros = true ----------后导 0decimal point = false ------ 不需要小数点decimal places = 2 -------- 小数点后 2imperial formats ------------- 英制word order=====================语序word order = ( OP N G1 G2 G3 G4 G5 )word order = ( + G6 G7 X Y Z B C )word order = ( + I J K R D S T )word order = ( + H M1 M2 MS msg EM Q )word order = ( + Q1 Z2 R2 ID F )word order = ( + TN TD TR DY MT YR PM )define keys 第三段是定义键值blocknumber = N —————定义程序段号preparatory function = G1 ——定义准备功能指令aux function = M1 -------------定义辅助功能指令x feedrate not used ---------- 定义 X 进给率指令y feedrate not used ---------- 定义 Y 进给率指令z feedrate not used ——------ 定义 Z 进给率指令circle angle not used ————圆周角度x coordinate = X —————----定义 X 坐标轴y coordinate = Y —————----定义 Y 坐标轴z coordinate = Z —————--- 定义 Z 坐标轴key i = I —————---------- 定义 X 轴矢量 I 键key j = J ————— ----------定义 Y 轴矢量 J key k = K —————---------- 定义 Z 轴矢量 K 键feedrate = F —————------- 定义进给率指令feedrate per revolution = F--- 定义每转进给率指令spindle = S ——————----- 定义主轴指令tool number = T —————— --定义刀具指令cycle dwell not used-----------不使用循环停留dwell = X —————---------- 定义暂停时间键值tool length = H ——---------- 定义刀具长度补偿指令tool radius = D ——---------- 定义刀具半径补偿指令drill peck depth = Q1 ————钻孔的啄钻深度drill hole depth = Z2 ————-定义钻孔深度clearplane = R2 ———-------- 定义安全平面高度message start = MS ——------- 定义注释的开始符message end = EM ——--------- 定义注释的结束符opskip = OP ———— --------- 定义跳段符号radius = R ————— -------- 定义半径 R 键program id = ID ————— --- 定义程序号azimuth axis = B ---- ---------在多轴加工中,定义方位轴elevation axis = C ——------- 在多轴加工中,定义仰角轴3rd rotation axis = null ----- 在多轴加工中,定义第三旋转轴leader not used----------------领导不使用x vector not used--------------X矢量不使用y vector not used--------------Y矢量不使用z vector not used--------------Z矢量不使用error not used-----------------错误不使用end definedefine codes ------------- --------- 定义指令值rapid = G1 0 =====---------- -------- 快速点定位linear = G1 1 ===== ----------------- 直线插补circle cw = G1 2 =====------------- 顺圆插补circle ccw = G1 3 =====------------ 逆圆插补dwell = G6 4 === ------------------- 暂停、准确停止xy plane = G3 17 ======------------- XY 平面zy plane = G3 19 =====--------- ---- YZ 平面xz plane = G3 18 =====------------- ZX 平面compensation off = G2 40 == ------ 取消刀具半径补偿compensation on left = G2 41 ==== 刀具半径左补偿compensation on right = G2 42 === 刀具半径右补偿imperial data = G4 20 ===== --------- 英寸输入metric data = G4 21 =======---------- 毫米输入absolute data = G5 90 ====----------- 指定绝对坐标编程incremental data = G5 91 ====-------- 指定增量坐标编程from = G3 54 ===== -------------------制定工作坐标系feedrate per minute not used ====== 每分钟进给feedrate per revoluti not used ===== 每转进给spindle rpm not used -------------- 每分钟转速constant surface speed not used------ 恒定的表面速度drill = G4 81 ==== -------------------钻孔循环锪镗循环break chip = G4 82 === ---------------钻孔循环或反镗循环deep drill = G4 83 ======----------- 深孔钻循环tap = G4 84 ======= ------------------攻丝循环bore 1 = G4 85 =======--------------- 镗孔循环bore 2 = G4 86 ======--------------- 镗孔循环bore 3 = G4 87 ======---------------- 背镗循环bore 4 = G4 88 ======---------------- 镗孔循环bore 5 = G4 89 ====== ----------------镗孔循环end of drill = G4 80 ======---------- 固定循环取消macro start not used ======= ---------宏程序模态调用macro end not used =====------------- 宏程序模态调用取消macro call not used ========--------- 宏程序调用cycle retract = G6 99 ==------------ 固定循环返回到 R 点tool length offset = G3 43 ====----- 正向刀具长度补偿spline not used ========------------- spline 插补方式stop = M1 0 ====--------------------- 程序停止opt stop = M1 1 =====---------------- 选择停止spindle on cw = M1 3 =====----------- 主轴正转spindle on ccw = M1 4 =====---------- 主轴逆转spindle off = M1 5 =====------------- 主轴停止spin coolant on cw =----------------- M1 13spin coolant on ccw =---------------- M1 14spin coolant off = M1 5 ====-------- 冷却液关change tool = M1 6 ===== ------------ 自动换刀coolant on mist = M1 7 === ---------- 雾状冷却液coolant on = M1 8 ====--------------- 冷却液开coolant on flood = M1 8 =------------ 冷却液开(喷出)coolant off = M1 9 ===== -------------冷却液关clamp on not used ------ -------------主轴锁紧clamp off not used--------------------主轴锁紧不使用end of tape = M1 2 =====------------- 程序结束end of prog = M1 30 ===== ------------程序结束gear range 1 not used---------------- 变速范围1不使用gear range 2 not used---------------- 变速范围2不使用gear range 3 not used---------------- 变速范围3不使用constant contour speed not used----- 持续的轮廓速度不使用constant contour speed 2 not used----持续的轮廓速度2不使用word drill not used------------------钻孔指令不使用word break chip not used------------不使用断屑word deep not used------------------孔深不使用word tap not used------------------冷却水不使用word bore 1 not used---------------孔1不使用word bore 2 not usedword bore 3 not usedword bore 4 not usedword bore 5 not usedcoolant on tap not used-------------冷却液不使用rigid tap not used ======----------- 刚性攻丝helical drill not used ------------ 螺旋钻孔helical retract drill not used------螺旋钻孔不使用end define=========================== 定义变量Print header ="Delcam Post processor"==== 定义打印标题machine name = "Fanuc6m version 1.2" === 机器名point ================================== 小数点zero = "0" ============================= 零tape headers = 1 ======================= 纸带标题integer 6 = 2====================== === 定义冷却液开(M07 、M08 )的输出方式,此变量共有三个选项——0 :在后处理时遇到相关指令时输出;1 :在下一段中单独输出;2 :在下一段中和坐标移动一起输出。
PowerMILL后处理
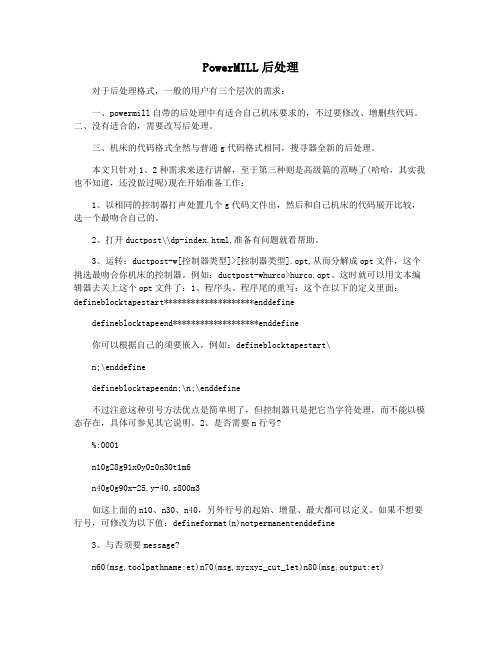
PowerMILL后处理对于后处理格式,一般的用户有三个层次的需求:一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。
二、没有适合的,需要改写后处理。
三、机床的代码格式全然与普通g代码格式相同,搜寻器全新的后处理。
本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢)现在开始准备工作:1、以相同的控制器打声处置几个g代码文件出,然后和自己机床的代码展开比较,选一个最吻合自己的。
2、打开ductpost\\dp-index.html,准备有问题就看帮助。
3、运转:ductpost-w[控制器类型]>[控制器类型].opt,从而分解成opt文件,这个挑选最吻合你机床的控制器。
例如:ductpost-whurco>hurco.opt。
这时就可以用文本编辑器去关上这个opt文件了:1、程序头、程序尾的重写:这个在以下的定义里面:defineblocktapestart********************enddefinedefineblocktapeend*******************enddefine你可以根据自己的须要嵌入,例如:defineblocktapestart\n;\enddefinedefineblocktapeendn;\n;\enddefine不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明。
2、是否需要n行号?%:0001n10g28g91x0y0z0n30t1m6n40g0g90x-25.y-40.s800m3如这上面的n10、n30、n40,另外行号的起始、增量、最大都可以定义。
如果不想要行号,可修改为以下值:defineformat(n)notpermanentenddefine3、与否须要message?n60(msg,toolpathname:et)n70(msg,xyzxyz_cut_1et)n80(msg,output:et)n90(msg,units:millimetreset)n100(msg,toolcoordinates:tipet)n110(msg,loadtoolet)上面的信息,可修改为你需要的,具体参见帮助。
弘法数控雕控机 POWERMILL 后处理方法
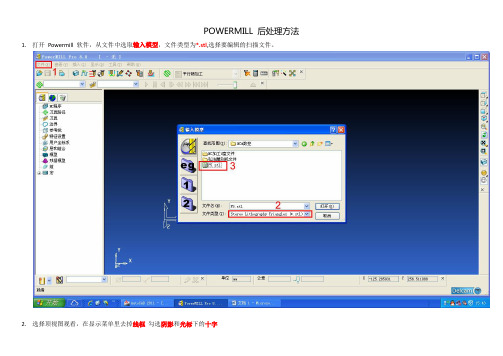
POWERMILL 后处理方法1.打开Powermill 软件,从文件中选取输入模型,文件类型为*.stl,选择要编辑的扫描文件。
2.选择顶视图观看,在显示菜单里去掉线框勾选阴影和光标下的十字
3.选择用户坐标系下的产生用户坐标系。
4.激活用户坐标系1,点击毛坯/计算/接受。
调整扫描模型与毛坯的角度和位置,摆正毛坯与扫描文件
5.调整模型的位置,在顶视图中将X轴的最大值调整为0,在左视图中将Y轴的位置设置到模型左右中间,在前视图中将Z轴的位置设置到模型的上下中间。
6.锁定X最大值和X最小值,(各减少2个单位,最大值可能会多一点。
主要是左端要过最低的截面。
)扩展2单位,计算。
7.刀具路径策略/精加工/旋转精加工。
8.刀具名称直刀(圆底刀),直径12.7(8)、长度50(40)、余量5(0)、行距5(0.4),按毛坯限界重设/直线/任意/按整圆重设/应用/接受。
9.○a快进高度/圆柱体/按安全高度重设/应用到激活刀具路径/接受。
○b开始点和结束点/毛坯中心安全高度/应用开始(结束)点/应用/接受○c切入切出和连接/连
接/在曲面上/掠过/掠过/应用连接/应用/接受。
10.产生NC程序/名称/输出文件/机床选项文件(C:/dcam/config/ducpost/FANUC15M-4A.OPTS)应用/接受。
11.将刀具路径拖到NC程序,NC程序为未激活状态,右键写入。
12.修改tap文件,删除头部小括号()内容,将尾部G28 Z0.0改为G28 X0.0。
保存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
powermill后处理制作
DUCTpost ,powermill编程软件后处理DUCTpost 为我们提供了很多
的控制器,供我们使用,我们只需要在里面选择我们所需要的后处理,就能制作出我们需要的后处理
来,我们跟本没有必要花时间写下新控制器的全部信息,DUCTpost 使用保存的50个最常用机床控
制器的信息,这些信息可通过编写option 选项文件修改。
我们只需要在打开命令提示符,在开始—
运行—输入cmd 点击运行如图
然后,我们找到我们DUCTpost 的安装目录,把根目录的地址复制下来,然后在命令提示符下面输入
cd C:\Program Files (x86)\Delcam\DuctPost 1.5.25\sys\exec 这里的地址,请根据你自己的安
装目录来写然后按回车,然后就是开始制作我们需要的后处理了,
在命令提示符里面输入ductpost -w fanuc >c:\myfanuc.opt 然后按回车如图
那么这里的红色的就是们的控制器的名称,这里可以跟据你自己的需要自己选择,蓝色的就是
重新命名为myfanuc.opt存在C:\ 那么我可以到C盘根目录下面去找myfanuc.opt 这就是我们新做的后处理了,当我们powermill刀路编好之后,需要处理程序的时候,就可以选择这个后处
理文件进行后处理了。
文章来源:Powermill视频教程/。