鞋样级放
鞋样三维设计软件

鞋样三维设计软件主要技术与性能指标1 、软件整体系统整个软件系统包括,三维鞋楦建模模块,鞋楦曲面展平模块,二维样片自动优化排料模型。
这套高性能的三维设计和数据加工软件软件,与市场上现在流行的级放软件有本质的不同,主要体现在强大的曲跷处理功能和交互式三维二维展平设计功能方面,并可以和三维模块无缝集成,涵盖:自动排刀算料、鞋样仿真效果设计、鞋楦设计等领域,和现有的鞋样级放、形成一套完整的鞋业CAD/CAM解决方案, 彻底与国产其它的低端鞋业软件商拉开距离。
主要结构图如下:这个系统里面,核心的部分是三维曲面建模部分、曲面展平部分和取翘部分。
其中取翘部分和鞋的工艺是非常相关的,其难度主要是理解鞋的生产规律,而计算机实现是比较简单的。
2 、鞋楦三维建模鞋楦是鞋子的母体,鞋楦设计是依据脚型,加以美化和艺术化处理得到三维模型。
在各类鞋子特别是皮鞋生产过程中,一般直接从鞋楦上设计,设计完成后三维模型,通过人工手段把设计展平为一套鞋样,这些鞋样可以直接投入批量生产。
三维鞋楦和二维鞋样是整个设计的基础,把三维鞋楦人工处理为二维鞋样的这个过程即展平;同时在鞋业设计领域,鞋样设计师能从他们设计的二维鞋样看到相应的三维鞋楦的立体效果,这个设计师把二维鞋样组合成三维鞋楦的过程即伏楦。
传统的二维鞋样的来源主要有两种:一种是通过鞋样设计师手工打板,再通过扫描,使用矢量化软件,导入计算机进行处理;另一种则是利用传统二维CAD 软件制作完成。
由于通过这两种渠道得到的鞋样,都是利用平面设计方法来完成,所以设计的鞋样往往与实际不符,需依赖设计师经验反复修改才能投入生产,工作量大。
基于细分曲面的三维曲面造型技术,可以实现鞋楦二、三维相互转换设计与展平,使得鞋样二、三维之间相互转换得到自动实现,使得设计师有充分自由进行三维设计,集中精力在鞋子款式和功能上考虑。
三维鞋楦模型和自动展平将为鞋业CAD/CAM 带来新的设计手段,同时为制鞋厂带来很高的经济利益。
制鞋CAD教学大纲(0805)

空降军33《制鞋CAD》课程教学大纲编写者:赵楠审核者:编审时刻:2008年3月1日课程编码:适用专业:制鞋工艺与运算机辅助设计参考学时:60 讲课学时:60一、说明(一)本课程的教学目标与任务。
一、课程教学与学习的大体目标与任务:1)课程的性质《理星级放系统》是台湾理星公司开发的关于制鞋电脑制图的一门专业软件。
本软件系统的介绍了制鞋电脑操作的基础知识、鞋样级放的大体知识和方式。
2)教学的任务和目的本课程的要紧任务是要学生学会灵活的把握制鞋电脑制图的工具;重点是把握鞋样输入和级放;了解电脑制图的原理。
通过本软件的操作,使学生能把握必然的制鞋电脑基础知识和操作技术,能精准的输入鞋样,并进行级放,为尔后到厂里操作制鞋电脑打下良好的基础。
3)德育渗透的目标和任务结合基础教育课程改革和各学科课程标准,从增强爱国情感做起、从确立远大志向做起、从标准行为适应做起、从提高大体素养做起,以培育学生的民族精神、文明素养、遵纪遵法意识、健康心理品质为重点,遵循教学进程的大体规律,踊跃探讨实现学科教学中德育渗透的有效方式和手腕,切实将党和国家对学生思想道德的要求表现到学科教学当中,充分发挥学科教学在未成年人思想道德建设中的特殊作用。
(二)本课程的大体要求。
一、本课程知识、能力学习的要紧要求:通过本课程的学习,学生应达到以下大体要求:1)把握制鞋电脑工具的大体运用,如垂直线、辅助线和斜线等;2)把握制鞋电脑的各类操作方式和技术;3)了解制鞋电脑的操作进程,能够进行电脑操作。
4)把握数位板的利用,进行鞋样的输入,并正确的进行级放操作。
(三)编写原那么:1、遵循“以就业为导向,以能力为本位”的原那么2、做到深切浅出,注重学生的同意能力3、注意选用实践中常发生的事件作为教学内容,提高课程的有效性和课堂的互动性(四)建议教学参考书:校本教材《RS理星级放系统操作手册》二、课时打算与学分分派意见三、教学内容第1章理星鞋样级放系统简介教学目的:了解本制鞋CAD的系统架构和大体功能。
华士特鞋业放版说明书

Fast Shoes Design & Grade System华士特鞋样设计与放版系统V6.1操作手册伟英数据技术公司出品目录系统说明 (3)第一章工作流程 (4)第二章显示与文件 (4)第三章输入鞋样 (5)第四章整理样片 (8)第五章作控制 (13)5.1 片名 (13)5.2 分片框 (15)5.3 折边 (15)5.4 加边 (16)5.5 减边 (17)5.6 等距 (17)5.7 主从 (18)5.7 不变 (19)5.8 共用 (20)5.9 对称 (23)5.10 单边 (24)5.11 排列 (25)5.12 记号齿 (27)5.13 车线 (28)5.14 过渡 (29)5.15 宽度分段 (29)5.16 比例元素 (32)5.17 饰片分段 (32)5.18 参考线 (32)5.19 高度控制 (32)5.20 滚花边控制 (34)5.21 内刀区域控制 (35)5.22 直线属性控制 (35)5.23 取消控制 (35)5.24 查询 (36)第六章级放 (36)第七章排版与切割 (40)第八章其它命令 (43)第九章鞋样设计 (49)第十章命令表 (51)第十一章系统维护 (52)系统说明华士特鞋样软件全中文界面,操作简单,容易学习,功能强大,各类鞋型均可级放。
广泛用于鞋厂、鞋楦厂、鞋底厂、刀模厂、鞋样设计中心、鞋样级放中心。
主要功能特征:1、通过扫描仪或者数位板输入样片、半面版;2、自动从半面版上拆版分片、加边<边距可以分几段、从一端开始逐步加大或减小>;3、折边准确控制压边距离、邦脚不级放;4、共用码号节省刀模、自动补偿;5、控制两线之间不等距离;6、对称、内外腰之单边控制,级放更准确;7、包子鞋:不同码号的针孔数之不规则排列、疏密不一之排列、余量排列;8、靴鞋之统高与统围控制,运动鞋之后跟高度控制;9、凉鞋:鞋背带线之宽度固定或者分几段,饰片大小之分段;10、保持曲线段级放形状相同;样片线条之特殊进度;级放进度之特殊要求;11、底版:大底线与中底线不等距控制,后跟宽度三段控制;12、主线变化,从线跟随变化;13、平面设计:多种方法辅助定位,加邦脚线等;14、底模:提供底花库,底花图案可随边线之修改而自动填充,图案之排列;15、级放后自动排版,保留上次未完纸框更节约;自动统计原版、级放、加割的片数16、自动标注各码样片之周长、面积,生成报表;科学分类归档,方便查找级放之档案;17、从现有的款式直接级放系列楦头之鞋样;18、迅速查询及修改样片的线条及控制信息;19、兼容不同的输入和输出设备、输入输出多种格式文件方便与其它系统交换;术语说明:1·按左键、中键、右键:表示鼠标的按钮。
Shoemaster电脑出格软件介绍下载及视频教程
Shoemaster电脑出格软件介绍下载及视频教程一、介绍:看看这个就明白了shoemaster 产品:一. Shoemaster电脑辅助制鞋系统的发展概况与现状. 在高科技时代,生产自动化的今天,为促进鞋业界的发展,世界知名英国Clarks鞋业集团积累35年的制鞋经验早在八十年代初开发出Shoemaster 数码达计算机辅助制鞋设计系统并运用于生产,通过不断的改进, Shoemaster 数码达各项功能已趋于完善.现已被多个世界一级的品牌所采用多年;这些一级品牌包括:Bally Magli、 Chanel、 Giorgio Armani、 Prada, Diadora、 Sergio, Rossi、 Pancaldi、 Lloyd、Allen Edmonds……遍布全球30多个国家,超过1600百名用户,以及17间专业类学校作为教学用途,其中包括世界著名的Arts Sutoria设计学院,以及中国大陆的广州白云学院,香港的制衣训练局.ShoeMaster软件包含下面6大功能模块:1、Shoemaster Forma 鞋楦设计软件及刻楦机建立电子鞋楦档案及母楦.2、Shoemaster Creative 鞋样设计软件.读取电子鞋楦.进行三维造型设计、大底跟型设计、材质套用、颜色搭配进而完成鞋子拟真.3、Shoemaster Power 三维开版级放软件.读取由Shoemaster Creative制作的鞋子拟真档案进行三维转二维的展平、取跷处理及拆帮取片.加上各类标记、文字、折边位、搭位及合缝位等快速完成鞋面样板级放生产.4、shoemaster classic 二维开版级放软件.通过平面数字化仪输入由手工制作的展平板和造型进行取跷处理、拆帮取片,加上各类标记、文字、折边位、搭位及合缝位等进而完成鞋面样板级放生产.5、Shoemaster Esprite 二维级放软件. 通过平面数字化仪输入手工制作的组合半面版,在Esprite里拆帮取片,加上各类标记、文字、折边位、搭位及合缝位,最后完成级放生产纸版.6、 Shoemaster Interface 排料切割软件.连接纸板切割机或者输出档案至真皮切割机,真正实现无刀模生产. Shoemaster Spa 排料算料软件.以最优化的方式对电脑样片计算用量.二、ShoeMaster软件如何下载,从哪里下载:ShoeMaster软件由于受到严格的版权保护,以及制鞋行业从业人员电脑水平相对较低不知道如何共享及安装该软件,所以导致网上该软件几乎是不能下载到的,即使是能下载下来也不能安装成功。
各国鞋类的级放标准
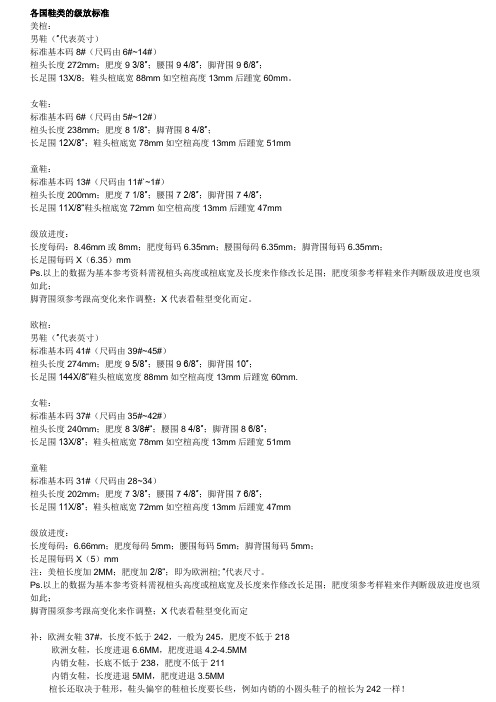
各国鞋类的级放标准美楦:男鞋(″代表英寸)标准基本码8#(尺码由6#~14#)楦头长度272mm;肥度 9 3/8″;腰围 9 4/8″;脚背围 9 6/8″;长足围13X/8;鞋头楦底宽88mm如空楦高度13mm后踵宽60mm。
女鞋:标准基本码6#(尺码由5#~12#)楦头长度238mm;肥度 8 1/8“;脚背围 8 4/8″;长足围12X/8″;鞋头楦底宽78mm如空楦高度13mm后踵宽51mm童鞋:标准基本码13#(尺码由11#`~1#)楦头长度200mm;肥度 7 1/8″;腰围 7 2/8″;脚背围 7 4/8″;长足围11X/8“鞋头楦底宽72mm如空楦高度13mm后踵宽47mm级放进度:长度每码:8.46mm或8mm;肥度每码6.35mm;腰围每码6.35mm;脚背围每码6.35mm;长足围每码X(6.35)mmPs.以上的数据为基本参考资料需视楦头高度或楦底宽及长度来作修改长足围;肥度须参考样鞋来作判断级放进度也须如此;脚背围须参考跟高变化来作调整;X代表看鞋型变化而定。
欧楦:男鞋(″代表英寸)标准基本码41#(尺码由39#~45#)楦头长度274mm;肥度 9 5/8″;腰围 9 6/8″;脚背围10″;长足围144X/8“鞋头楦底宽度88mm如空楦高度13mm后踵宽60mm.女鞋:标准基本码37#(尺码由35#~42#)楦头长度240mm;肥度 8 3/8#“;腰围 8 4/8″;脚背围 8 6/8″;长足围13X/8″;鞋头楦底宽78mm如空楦高度13mm后踵宽51mm童鞋标准基本码31#(尺码由28~34)楦头长度202mm;肥度 7 3/8″;腰围 7 4/8″;脚背围 7 6/8″;长足围11X/8″;鞋头楦底宽72mm如空楦高度13mm后踵宽47mm级放进度:长度每码:6.66mm;肥度每码5mm;腰围每码5mm;脚背围每码5mm;长足围每码X(5)mm注:美楦长度加2MM;肥度加2/8“;即为欧洲楦; “代表尺寸。
(完整版)鞋样级放

(完整版)鞋样级放鞋样级放一、鞋样级放的原理鞋样级放原理:相似多边形(或三角形)对应的边成比例。
例:1、一款6#的鞋样前帮长为80㎜,求7#时此款的前邦长。
我们把6#与7#的鞋可以看成相似多边形,那么对应的边应该对应成比例;6#前帮长:6#楦底长==7#前楦底长6#的楦底长可以测量,如果测量得240㎜,那么7#的楦底长为240㎜+8.46㎜(一个码差).80:240===X:(240+8.46)X==82.8(㎜)那么,此款7#的前帮长为82.8㎜,也就是说此款前帮长的码差为2.8㎜.例: 2、一款欧线37#跟高为50㎜,求39#时的跟高为多少。
等此关系依然成立:37#跟高:37#围度==39#围度50:215=Y:(215+10) 10㎜为2个码差Y=52.3(㎜)39#的跟高为52.3㎜,此款每两码差为2.3㎜,因跟不会每码一个模,所以跟的级放是要分段的.假如两码一段,那么跟的差为2.3㎜.由以上例子可知,鞋样级放是可以通过等比核算出来的,鞋面任何部位的长度和高度都可以通过与底长和围度等比来算出.只有懂得了这个道理,理解级放就不难了.二、各国鞋号的码差1、欧洲线楦头级放进度:长度每码6.66㎜,肥度每码5㎜.楦底版宽度级放进度:1.58㎜2、美线楦头级放进度:长度每码8.46㎜或8㎜,肥度每码6.35㎜.楦底版宽度级放进度:2.12㎜3、日本楦头级放进度:长度每码10㎜,肥度每码7.5㎜.楦底版宽度级放进度:2.5㎜4、中国楦头级放进度:长度每码10㎜,肥度每码7㎜.楦底版宽度级放进度:2.3㎜.三、纸版级放的码差纸版级放的码差与鞋号码差是不同的概念,鞋号码差指楦底长和楦肥的码差,而纸版级放码差半面版整个长度的码差,等同于楦面长度的码差.例如:一支楦头6#楦底长为240㎜,半面版长度为260㎜,那么:楦底长:楦底长码差===楦面长:楦面长码差240:8.46==260:XX==9.16(㎜)那么此楦的纸版进度为9.16,一般各个楦的半面版都稍有不同,纸版的进度为9.1—9.5㎜.有的工厂为了统一,要以为一确定数,例如女鞋纸版进度为9.12㎜.欧线和其他鞋码的纸版进度换算同上.四、级放方法1、复印机放码复印机可以扩缩,也就有了放版的功能了,但复印机只能以一个比例扩缩,而鞋样级放长度和肥度的级放比例是不同的,所以用复印机放版长度能准确,但肥度就不太准确了。
经纬软件操作说明书2
经纬软件操作说明书2应广大网友的要求,现将重要章节全部贴出来。
速学五步曲第一步:输入过程在帮层、底层或里层输入的是部位,结束时自动封闭外轮廓,所以应先输轮廓线后输入其他元素,而在样层输入可以是任意线条,无所谓先后。
鼠标左键:定点键(确认键)ALT+鼠标右键:退点键(取消键)SHIFT+鼠标左键:顶点键CTRL+鼠标左键:角点键鼠标右键或ESC键:结束键(完成键)按住鼠标的中键并拖动:放大或缩小显示比例按住鼠标的右键并拖动:移动显示窗口按“+”键或“-”键:将鼠标所在位置移到工作区的中心并进行放大或缩小缩小后屏幕出现的表示为整个坐标系的原点(0,0)按回车键(Enter):满屏显示所有的部位按CTRL+回车键(Enter):恢复原始显示比例,即输入框的大小运行扫描面板(scnp.exe),文件记数自动调整为1,表明即将生成的文件为1.BMP,按回车扫完后文件记数自动加1,也可以更改记数值从其他数开始。
打开预览可对扫描效果进行查看,并确定适当的阀值。
在所有本批样板被扫描完后,任务切换到JWXY软件界面,按Alt+1则可读入1.BMP,按Alt+2则可读入2.BMP,依次类推,也可按Ctrl+2、Ctrl+3…一次性读入几个BMP文件。
常见问题:¨样板无法调进¨样板质量不好¨出现扫描程序错误解决办法:¨扫描生成的文件类型必须是BMP格式¨扫描类型必须是黑白二值¨扫描分辨率应控制在100DPI – 300DPI¨扫描阀值进行调整¨扫描仪是否跟电脑连接好图像描线输入(点阵图点序图)扫描过程同上;任务切换到JWXY软件,在[设定]里打开“内线扫描”选项;按ALT+?读入扫描文件;在[编辑]菜单中选上“图象吸附”,或按CTRL+1;在[鞋样描入] 菜单中选择“曲线”;对着白色的线路进行手工描线,不用对着很准,电脑会自动吸附住落点;选用[插入背景]功能可在屏幕上自由描线,如鞋底花纹的对照描入;数字化仪输入(点序图)按F7键,转向数字化仪定标器工作按F9键结束定标器工作,转向鼠标工作W ACOM四个键:左:退点键(取消键)右:结束键(完成键)上:定点键(确认键)下:顶点键Calcomp四个键:0:定点键(确认键)1:退点键(取消键)2:顶点键3:结束键(完成键)移动十字标到数字化仪右下角,选择某个元素后按“定点键”,即可切换到相应的输入模式菜单说明曲线用于描入鞋样部位的外轮廓线和内部线直线同上圆弧同上定针按顶点键可随时输入定针点鞋号按住定点键不放,拖动十字标确定方向后放开水平指示扩缩5mm的方向,即楦头的长度方向,却省为数字化仪的物理水平牙尖标记内外怀,移动十字标到轮廓线旁,按定点键自动生成图案按定点键后,拖动十字标确定方向,再按定点键字串按定点键后,弹出对话框输入文字,再选确认常见问题:现象:十字标不动或停在左下角原因:1、数字化仪在开机前已打开2、参数不对3、电脑串口有问题解决办法:1、关掉数字化仪,重新打开2、参考附录重新设置参数现象:十字标在屏幕上乱跳原因:1、定标器内的电池不足2、数字化仪板上的参数不对解决办法:1、更换7号电池2、参考附录重新设置参数第二步:选定鞋号[设定参数]用鼠标对准参数位置:按鼠标左键增加号数或选下个按鼠标右键减少号数或选上个三个主要参数:鞋类:有男鞋、女鞋、童鞋、婴儿四种类型鞋号:代表中号(基本码)的尺寸,如250代表40码,在标准模式下鞋号决定了本码参数里的楦底样长和楦跖围长的数据参数模式:Ø 标准:根据鞋类、鞋号查表得出楦底样、楦跖围及长宽码差数据Ø 自定:用软皮尺测量楦头的底样长和跖围长,将数据输入到本码参数中,同样可以自己定义长宽码差数据,但必须保证这四个数据的正确性号标:可以选择统一、中国、法国、英国、美国,它决定了各个国家规定的不同鞋楦数据扩缩范围:用整套样板的最小码和最大码来表示半码/全码:表示扩缩的幅度,可以选择一个圈或两个圈当前号:在单号显示状态下,表示当前选择显示的号选择[其它]-[本码参数]功能或按F8弹出本码参数对话框,参数区的内容均可以在对话框中输入,效果同在屏幕右上角改一样。
方圆算料软件操作指导20130325_A5

迎使用方圆鞋业优化排刀算料系统用户手册方圆软件技术.系统简介方圆鞋样优化排刀算料系统是全中文按钮式的制鞋皮革成本估算软件,在WINDOWS XP/2003/vista/win7下运行,具有友好的操作界面、强劲直观的辅助排法和众多的图形操作按钮,让使用人员得心应手。
只要了解鞋样下料的基本方向,仅需数小时的培训即可学会基本操作,并开始独立进行的电脑自动优化算料工作安装环境要求:1、工作环境要求电脑配置:P4以上兼容机以上,内存2G以上,配备光驱打印机:A4输出彩色/黑白打印机扫描仪:A4以上时尚家用扫描仪,推荐A3工业扫描仪2、软件安装与卸载将安装光盘放入光驱,双击我的电脑,选择CD驱动器,再双击安装文件setup图标,如果系统中已经安装则会覆盖安装。
安装过程中使用“下一步”按钮来完成安装或卸载过程。
重要提示:在安装算料系统这前请先安装OFFICE2000/2003或2010 本系统与OFFICE2007不兼容2/ 36方圆软件技术主要特点24种全自动排刀方案和真皮算法:满足各种复杂形状鞋片的最优级排料和插料。
几乎不用手工再调整。
智能排刀,自动插料:最大幅度合理节省材料级放功能:输入一个中间码,通过级放参数的设置,可以同时算出其他几个码的准确用量。
排料算法极快:目前国际上最高效的算法,全码全自动并插刀的情况下每分钟能计算1000张以上的排刀图数据,是同类产品几倍以上。
极大程度上满足您的时效性要求操作非常简便:电脑操作员一般半天可以独立操作扫描精度自动校正并保存3/ 36方圆软件技术(软件工作介面)(排刀控制台说明)4/ 36方圆软件技术扫描仪校正系统重装、初次使用或更换扫描仪时需要做重新校正扫描仪。
1、用CORDRAW绘制一个黑白相间的小方格,小方格的长宽为20×20mm。
用激光打印机打出来,如下图:2、将此图形扫描并存为JPG格式的文件。
3、打开算料软件,按ALT+I进入扫描处理模块。
依次点击“导入数据”,“图片”,左上角的“图形校正”按钮,此时弹出打开文件对话框,找到刚才扫描的JPG文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞋样级放
一、鞋样级放的原理
鞋样级放原理:相似多边形(或三角形)对应的边成比例。
例:1、一款6#的鞋样前帮长为80㎜,求7#时此款的前邦长。
我们把6#与7#的鞋可以看成相似多边形,那么对应的边应该对应成比例;
6#前帮长:6#楦底长==7#前楦底长
6#的楦底长可以测量,如果测量得240㎜,那么7#的楦底长为240㎜+8.46㎜(一个码差).
80:240===X:(240+8.46)
X==82.8(㎜)
那么,此款7#的前帮长为82.8㎜,也就是说此款前帮长的码差为2.8㎜.
例: 2、一款欧线37#跟高为50㎜,求39#时的跟高为多少。
等此关系依然成立:37#跟高:37#围度==39#围度
50:215=Y:(215+10) 10㎜为2个码差
Y=52.3(㎜)
39#的跟高为52.3㎜,此款每两码差为2.3㎜,因跟不会每码一个模,所以跟的级放是要分段的.假如两码一段,那么跟的差为2.3㎜.
由以上例子可知,鞋样级放是可以通过等比核算出来的,鞋面任何部位的长度和高度都可以通过与底长和围度等比来算出.只有懂得了这个道理,理解级放就不难了.
二、各国鞋号的码差
1、欧洲线
楦头级放进度:长度每码6.66㎜,肥度每码5㎜.
楦底版宽度级放进度:1.58㎜
2、美线
楦头级放进度:长度每码8.46㎜或8㎜,肥度每码6.35㎜.
楦底版宽度级放进度:2.12㎜
3、日本
楦头级放进度:长度每码10㎜,肥度每码7.5㎜.
楦底版宽度级放进度:2.5㎜
4、中国
楦头级放进度:长度每码10㎜,肥度每码7㎜.
楦底版宽度级放进度:2.3㎜.
三、纸版级放的码差
纸版级放的码差与鞋号码差是不同的概念,鞋号码差指楦底长和楦肥的码差,而纸版级放码差半面版整个长度的码差,等同于楦面长度的码差.
例如:一支楦头6#楦底长为240㎜,半面版长度为260㎜,那么:
楦底长:楦底长码差===楦面长:楦面长码差
240:8.46==260:X
X==9.16(㎜)
那么此楦的纸版进度为9.16,一般各个楦的半面版都稍有不同,纸版的进度为9.1—9.5㎜.有的工厂为了统一,要以为一确定数,例如女鞋纸版进度为9.12㎜.
欧线和其他鞋码的纸版进度换算同上.
四、级放方法
1、复印机放码
复印机可以扩缩,也就有了放版的功能了,但复印机只能以一个比例扩缩,而鞋样级放长度和肥度的级放比例是不同的,所以用复印机放版长度能准确,但肥度就不太准确了。
例如:23#的纸版级放,比例关系:
22# 22.5# 23# 23.5# 24# 24.5#
96% 98% 100% 102% 104% 106%
把复印机调到以上比例,即可放出其他码的纸版,但肥度放得不太准,大码放得稍大,小码放得稍小,如果码多,就误差更大.所以以上方法只能小量生产时才用.
2、手工放码
手工放码是采用核算或级放尺来放码的,比较麻烦,现在很少采用。
3、电脑放码
电脑级放是利用一坐标分别放半面版长度和围度。
如上图,两条互相垂直的虚线相当于一坐标,长度和围度轴可以分别以两个比例扩缩,当半面版长度为260㎜时,长度应放9.16㎜/每码,在围度轴上的鞋身高度为85㎜,围度应放206:6.35==85:Y,即围度应放2.62㎜/码(对于不同的型体来说,此长度码差和围度码差不一定相同).
那么电脑级放就是要输入以上纸版的长度和围度码差,即可利用坐标来级放全套纸版.我们要提供给级放人员码单和鞋号码差,或者基本码楦头,复杂的鞋样,还要提供样板鞋. 五、级放的确认
级放的正确与否,在做刀之前要先确认级放的正确性。
我们把鞋样某个部件以一个端点对齐,另一边每码之间的长度、围度差别应相等,而且等于此部件核算的级放量。
也有些和特殊的级放,比如靴统与鞋身的级放是不一致的,凉鞋条带的宽度是不级放的等,都需要在平时工作实践中积累经验,技术才能逐渐成熟。
六、共用部件或分段
要共用或分段的部件有:鞋舌、鞋舌里、后套里、LOGO、射出片、、松紧带、织带、魔术带等,根据工厂的实际情况来分段共用。
跟的级放也是分段。