返工、返修单
返工与返修的区别
返修:通常指产品已经卖给(或交付给)用户之后,发现问题,打回加工单位,或维修单位,返工”定义为:“为使不合格产品符合要求而对其采取的措施”。
中文:返工意思:返回来重做;凡是质量不合格的产品一律返工。
2010版GMP返工定义:将某一生产工序生产的不符合质量标准的一批中间产品或待包装产品的一部分或全部返回到之前的工序,采用同样的常规生产工艺进行再加工,以符合预定的质量标准。
返修,指为使不合格产品满足预期用途而对其所采取的措施。
在GB/T19000-2000《质量管理体系基础和术语》标准中,将“返工”定义为:“为使不合格产品符合要求而对其采取的措施”。
在GB/T19000-2000《基础和术语》标准中,将“返工”定义为:“为使不合格产品符合要求而对其采取的措施”。
从以上定义可以看出,返工和返修是有明显区别的。
其主要区别是,返工后的产品可以消除不合格,使原不合格产品经采取措施后,可以成为合格产品。
例如对某机械产品在轴加工中对需与轴承配合的“轴肩”部位,加工结果尺寸偏大超差,轴承装配不进去。
则该轴肩部位属不合格产品。
针对这样的不合格产品,可采取重新到磨床上加工的措施,使轴肩部位达到公差要求,从而使原不合格的产品,可以在采取措施后,达到合格要求。
这种对不合格品所采取的措施则属返工。
而返修的产品,经采取措施后,仍属不合格产品。
但采取措施后,产品可以满足预期的使用要求。
例如在机械产品轴加工中对需与轴承配合的“轴肩”部位,加工结果尺寸小于公差要求,则此处轴肩与轴承已无法配合完成装配任务。
为使该轴肩部位不报废而遭受损失,在尺寸超差不大的情况下,可将此轴肩部位到电镀车间镀上一层硬铬,然后到磨床上加工到要求的公差范围。
此时这一轴肩的公差符合轴承的装配要求,这一根轴是可以满足使用要求了。
但这一轴肩部位仍属不合格产品,因为这一根轴的轴肩部位已镀上一层硬铬,材质已发生变化,仍属不合格产品。
返工:是为使不合格产品符合要求而对其采取的措施。
返工返修通知单

说明:1.返修;因产品功能或结构不符合,需经重新拆解或组装后方可符合要求之作业过程。
2.返工:因品质检验不符合要求而退回重新检测作业,不涉及拆解产品及更改原因生产流程之作业。
三、返工/返修流程:
责任人:
注:返工返修流程由技术部制定,必要时制作SOP。
返工/返修人员:
返工/返修结果确认:
检验员:审核:批准:
编制:审核:批准:
项目名称
产品名称
型号(规格)
整机编号
加工单位
判定(拒收)日期
送检单位负□进料检验(IQC)□制程控制(IPQC)
□终检(FQC)□库存品重检
□其它:
一、返工/返修原因:
二、处理判定:
□返工:
□本批次产品全部返工(全部未入库工单)□仅本批次工单问题(部分/数量)返工
□返修:
返工返修的区别:返工、返修FMEA都分析些什么
理解起来还是比较容易的。
而对于在进行前要先进行FMEA分析这个要求,在理解上可能存在了一些分歧,前些日我便遇到了有些朋友在讨论这个问题。
所讨论的问题主要集中在什么时候做及怎么做上。
鉴于此,我就浅谈一下对此问题的拙见,抛砖引玉。
一、什么是“返工”、“返修”ISO9000:2015标准中对返工(3.12.8)、返修(3.12.9)进行了如下定义:返工(rework)——是指为使不合格产品或服务符合要求而对其所采取的措施;返修(repair)——是指为使不合格产品或服务满足预期的用途而对其所采取的措施。
定义的字面上看,二者之前似乎差异很小,这又当如何去区分呢?在这里告诉大家一个区分的窍门:看处理后的产品的物理构成是否被影响或改变。
返工不会改变产品本身的物理构成,而返修则有可能影响或改变产品的某个物理构成。
返工后的产品是符合要求的,而返修后的产品却不一定是符合要求的,有可能还需要一次返工才会符合要求。
举几个例子帮助大家理解:全检工序全检完的产品抽检不合格退回到全检工序再检验,这叫返工,或一个轴的外径加工尺寸超规范上差了,上机床再次将尺寸加工到符合规范这也叫返工;一个轴的外径加工尺寸超规范下差了,这时候我们采取增加电镀层或者在轴外径上再嵌套一个环使产品能够被再次加工使用,这些工作就叫返修。
二、什么时候需要做FMEAIATF16949标准中对返工、返修的FMEA时机定义的是“在决定对产品返工(或返修)之前,使用风险分析(FMEA)的方法来评估返工(或返修)过程的风险”。
个人理解,这个时机也要分预期和非预期的两种状况去对待。
1. 预期的返工、返修预期的活返工或返修是可预见的、常态化的、自动的活动。
比如说,当某个注塑产品在生产过程中由于模具构造原因,生产出来的产品部分存在毛刺。
为了让这些存在毛刺的产品不被浪费,我们就需要安排了一道修毛刺的工序增加到生产之后,对这些毛刺产品进行修复。
这就是我所说的预期的返工。
那么这个增加的工序就应该常态化的存在于我们的工序流程图中。
返工返修通知单

处判 返工/返修原因:
理定
责任判定: □作业员□物料员□加料员□管理者□仓管□品检
品质部意见: 改措 善施
总经理处理意见:
负责人:
技术工程/车 间主管意
检验人: 负责人:
处置
责任判定:□生产 占比: □品质 占比:
签名:
ቤተ መጻሕፍቲ ባይዱ
注:1、不造成产品报废返工不追究责任。2、谁主张,谁负责;谁生产,谁返工(个人操作失误原因返工,不核 算工资)原则。 3、不追究责任的返工,不需交总经理审批。4、追究品质责任的返工,需交总经理审批!5、本 表一式四份,即现场货品张贴一份,品管部门、生产部门、人事行政管理部各一份。 表单编号:
机 台:
产品型号/名称
返工/返修通知单
颜色/色粉编号
抽检数
NO :
不良率
发生班组 □A班 □B班
数量
A:
B:
A领班确认
B领班确认
发生时段
作业员确认
不合格发生点: □来料检验(IQC)□产线制程(IPQC) □产线终检(FQC) □库存重验 □其他________
■返工:
□本批次产品全 数返工(全部未
返工/返修原因:
处判
理定
责任判定: □作业员□物料员□加料员□管理者□仓管□品检
检验人:
品质部意见: 改措 善施
负责人:
技术工程/车 间主管意
总经理处理意见:
处置
责任判定:□生产 占比: □品质 占比: □其他________ 占比:
负责人: 签名:
注:1、不造成产品报废返工不追究责任。2、谁主张、谁负责;谁生产,谁返工(个人操作失误原因返工,不核 算工资)原则。 3、不追究责任的返工,不需交总经理审批。4、追究品质责任的返工,需交总经理审批!5、本 表一式四份,即现场货品张贴一份,品管部门、生产部门、人事行政管理部各一份。 表单编号:
返工_返修通知单
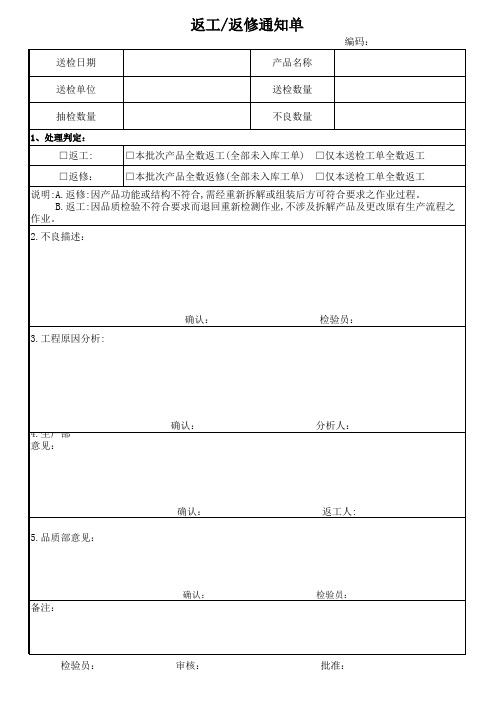
返工/返修通知单
产品名称
编码:
送检单位
送检数量
抽检数量
不良数量
1、处理判定: □返工:
□本批次产品全数返工(全部未入库工单) □仅本送检工单全数返工
□返修:
□本批次产品全数返修(全部未入库工单) □仅本送检工单全数返工
说明:A.返修:因产品功能或结构不符合,需经重新拆解或组装后方可符合要求之作业过程。 B.返工:因品质检验不符合要求而退回重新检测作业,不涉及拆解产品及更改原有生产流程之
作业。
2.不良描述:
3.工程原因分析:确Fra bibliotek:检验员:
4.生产部 意见:
5.品质部意见: 备注:
检验员:
确认: 确认: 确认: 审核:
分析人: 返工人:
检验员: 批准:
返修单

无锡山宁机械有限公司
产品整改返修单
项目名称 T13-231 产品图号/编号 工件名称 旋转阀 责任班组 YXD250A 杨高伟 数量
需返工工件原因
该工件在焊接施工时,未细看图纸要求及加工指导书,造成批量的焊缝缺陷,建议返修!
返修意见
将已经焊好的所有不良焊缝磨平,重新修补,注意焊缝饱满,均匀!另外焊道两侧飞溅、咬边, 等缺陷不能出现,返修好之后,报检质检部,由质检人员验过之后放行!
无锡山宁机械有限公司
产品整改返修单
项目名称 工件名称 T13-231 插板阀 产品图号/编号 责任班组 CBFΦ 4000A-00 顾桂章 数量
需返工工件原因
该工件在焊接施工时,未细看图纸要求及加工指导书,造成批量的焊缝缺陷,建议返修!
返修意见
将已经焊好的所有不良焊缝磨平,重新修补,注意焊缝饱满,均匀!另外焊道两侧飞溅、咬边, 等缺陷不能出现,返修好之后,报检质检部,由质检人员验过之后放行!
加工品返工、返修登记表

注:1.有报修申请时,生产主管将本表发给报修人认真填写,并签字认可;
2.修理完毕后,修理人签字并本表连同返修件交还机加工组长;机加工组长检验完毕后交给生产部主管。
本表由最终由生产主管保管并于每月26日上报经理。
注:1.有报修申请时,生产主管将本表发给报修人认真填写,并签字认可;
2.修理完毕后,修理人签字并本表连同返修件交还机加工组长;机加工组长检验完毕后交给生产部主管。
本表由最终由生产主管保管并于每月26日上报经理。
注:1.有报修申请时,生产主管将本表发给报修人认真填写,并签字认可;
2.修理完毕后,修理人签字并本表连同返修件交还机加工组长;机加工组长检验完毕后交给生产部主管。
本表由最终由生产主管保管并于每月26日上报经理。
不合格品返修记录表

责任人:
5、返工/返修作业记录
消耗物料明细
设备占用
返工/返修工时统计
数量统计
物料编码 使用数量 设备名称 使用时长 人员数量 开始时间 结束时间 消耗工时 返工数量 报废数量
5、返工/返修结果确认
返工后数量
返工/返修后产品检验结果
检验方式
合格数量
不合格数 量
检验日期
返工/返修总结:
检验员
返工返修结果确认 良品数量 报废数量 报废率
□返修:
□本批次产品全数返修(全部未入库工单)
□仅不合格品全数返修
说明:1.返修:因产品功能或结构不符合,需经重新拆解或组装后方可符合要求之作业过程。 2.返工:因品质检验不符合要求而退回作业,不涉及拆解产品及更改原有生产流程之作业。
4、返工/返修方案/流程
备注
返工/返修品标示方法:
注:返工/返修流程由技术部制定,必要时制作SOP。
#DIV/0!
品质工程师/日期:
生产主管/日期:
返工/返修记录单
1、返工/返修基本信息
产品类别 □原材料 □制程半成品 □成品 □客退成品 □库存品 □其他
产品名称
产品编号
生产订单号
工单编号
产品数量
评审单编号
评审日期
产品批号
2、产品缺陷信息
序号
缺陷类型
产品缺陷描述
数量
1
2
3
4
5
3、处理判定
□返工:
□本批次产品全数返工(全部未入库工单)
□仅不合格品全数返工