压力钢管质量评定表 无缝钢管焊焊接
压力钢管安装单元工程安装质量验收评定表

江西省中小型水利水电工程
表5.1 压力钢管单元工程安装质量验收评定表
合同工程名称:会昌县冬瓜坑水库引水隧洞加固处理工程合同编号:HCDGKJG-2016
江西省中小型水利水电工程
表5.1-1 管节安装质量验收评定表
合同工程名称:会昌县冬瓜坑水库引水隧洞加固处理工程合同编号:HCDGKJG-2016
江西省中小型水利水电工程表5.1-1 管节安装质量验收检查记录表
初检人:复检人:终检人:现场监理:
江西省中小型水利水电工程
表5.1-1 管节安装质量验收评定表
江西省中小型水利水电工程表5.1-1 管节安装质量验收检查记录表
初检人:复检人:终检人:现场监理:
江西省中小型水利水电工程
表5.1-1 管节安装质量验收评定表
合同工程名称:会昌县冬瓜坑水库引水隧洞加固处理工程合同编号:HCDGKJG-2016
江西省中小型水利水电工程
表5.1-1 管节安装质量验收检查记录表
合同工程名称:会昌县冬瓜坑水库引水隧洞加固处理工程合同编号:HCDGKJG-2016
初检人:复检人:终检人:现场监理:
江西省中小型水利水电工程
表5.1-2-1 焊缝外观质量验收评定表
合同工程名称:会昌县冬瓜坑水库引水隧洞加固处理工程合同编号:HCDGKJG-2016
江西省中小型水利水电工程表5.1-2-2 焊缝内部质量验收评定表
11。
压力钢管质量评定表无缝钢管焊焊接修订版

压力钢管质量评定表无缝钢管焊焊接修订版 IBMT standardization office【IBMT5AB-IBMT08-IBMT2C-ZZT18】水利水电工程表5.1 压力钢管单元工程安装质量验收评定表表5.1.1管节安装质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准;2)—般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程表5.1.1 管节安装质量检查表续表5.1.1表5.1.2焊缝外观质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准;2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程表5.1.2 焊缝外观质量检查表续表5.1.2表5.1.3焊缝内部质量检查表填表说明填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准。
2)—般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
(2)优良标准。
钢管制作质量评定表
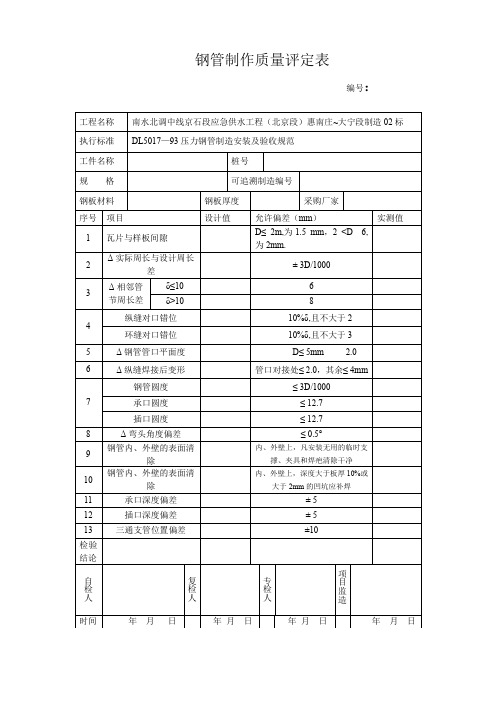
Δ弯头角度偏差
≤ 0.5°
9
钢管内、外壁的表面清除
内、外壁上,凡安装无用的临时支撑、夹具和焊疤清除干净
10
钢管内、外壁的表面清除
内、外壁上,深度大于板厚10%或大于2mm的凹坑应补焊
11
承口深度偏差
± 5
12
插口深度偏差
± 5
13
三通支管位置偏差
±10
检验结论
自检人
复检人
专检人
项目监造
时间
年月日
年月日
年月日
年月日
钢管制作质量评定表
编号:
工程名称
南水北调中线京石段应急供水工程(北京段)惠南庄~大宁段制造02标
执行标准
DL5017—93压力钢管制造安装及验收规范
工件名称
桩号
规格
可追溯制造编号
钢板材料
钢板厚度
采购厂家
序号
项目
设计值
允许偏差(mm)
实测值
1
瓦片与样板间隙
D≤2m,为1.5 mm,2 <D 6,为2mm.
2
Δ实际周长与设计周长差
± 3D/1000
3
Δ相邻管节周长差
δ≤10
6
δ>10
8
4
纵缝对口错位
10%δ,且不大于2
环缝对口错位
10%δ,且不大于3
5
Δ钢管管口平面度
D≤5mm2.0
6
Δ纵缝焊接后变形
管口度
≤ 3D/1000
承口圆度
≤ 12.7
插口圆度
≤ 12.7
施工管理-压力管道焊接工艺评定汇总表

压力管道焊接工艺评定汇总表压力管道焊接工艺评定汇总表(一)总序年号评定编号接头型式材质和规格焊材焊接方法热处理类别预热温度(℃)焊件母材厚度覆盖范围(mm)钨极氩弧焊厚度覆盖范围(mm)焊条电弧焊厚度覆盖范围(mm) 0101GD01对接20 Φ108*7.9TIG-J 50Φ2.5 J422Φ3.2Ws+D无 1.5-12≤4≤1220101GD02对接20 Φ159*12TIG-J 50Φ2.5 J422Φ4Ws+D无9-18≤4≤18 30101GD05对接15CrMoA Φ159*7.9TIG-R 31 Φ2.5 R307Φ3.2Ws+D无 1.5-12≤4≤12 40101GD06对接15CrMoR δ=12TIG-R 31 Φ2.5 R307Φ4Ws+D消应力1509-18≤4≤18 50101GD08对接12CrlMoV Φ323.9*12TIG-R 31 Φ2.5 R317Φ4Ws+D消应力2109-18≤4≤18 6¥0101GD11对接1Cr5Mo Φ108*7.9H1Cr5MoΦ2.5 R507Φ3.2Ws+D消应力280 1.5-12≤4≤12 0101GD13对接0Cr18Ni10Ti Φ159*7.9H0Cr20Ni10TiΦ2.5 A132Φ3.2Ws+D无 1.5-12≤4≤12 80101GD14对接0Cr18Ni9 δ=12H0Cr20Ni10TiΦ2.5 A132Φ4Ws+D无9-18≤4≤18 90101GD15对接00Cr19Ni10 Φ457*7.9H00Cr21Ni10Φ2.5 A002Φ3.2Ws+D无 1.5-12≤4≤12 100101GD17对接316L δ=7.9TGF316LΦ2.0 A022Φ3.2Ws+D无 1.5-12≤4≤12 110101GD18对接316L δ=12TGF316LΦ2.0 A022Φ4Ws+D无/9-18≤4≤18 120101GD19对接0Cr18Ni10Ti Φ159*7.9TGF 347 Φ2.6 A132Φ3.2Ws+D无 1.5-12≤4≤12 130101GD23对接00Cr17Ni14Mo2 Φ168*7.9TGF316LΦ2.0 A022Φ3.2Ws+D无 1.5-12≤4≤12 140101GD25对接0Cr18Ni10Ti+20 Φ159*7.9H1Cr24Ni13Φ2.5 A302Φ3.2Ws+D无 1.5一12≤4≤12 150101GD26对接0Cr18Ni9+Q235-B δ=12H1Cr24Ni13Φ2.5 A302Φ4Ws+D无9-18≤4≤18160101GD29对接0Cr18Ni10Ti+15CrMoAΦ159*7.9H1Cr26Ni21Φ2.5 A402Φ3.2Ws+D无 1.5-12≤4≤12170101GD35对接0Crl8Ni10Ti+ 20Φ159*7.9TGF 309 Φ2.6 A302Φ3.2Ws+D无 1.5-12≤4≤12180101GD39对接0Cr18Ni10Ti+15CrMoAΦ159*7.9TGF 309 Φ2.6 A402Φ3.2Ws+D无15-12≤4≤12190101GD49对接15CrMoA+ 20Φ159*7.9TIG-J50 Φ2.5 J422Φ3.2Ws+D无 1.5-12≤4≤12 200101GD50对接15CrMoR+Q 235-Bδ=12TIG-J50 Φ2.5 J422Φ4Ws+D消应力1509-18≤4≤18 210202GD45对接12CrMo+1Cr5MoΦ325*7.9TIG-R 31Φ2.5 R307Φ3.2Ws+D消应力256 1.5一12≤4≤1 220707GD01对接20+1Cr5MoΦ159*7.9TIG-J 50Φ2.5 J422Φ3.2Ws+D消应力250 1.5-12≤4≤12 230707GD02对接20+1Cr5MoΦ159*12TIG-J 50Φ2.5 J422Φ4Ws+D消应力2509-18≤4≤18 240707GD03对接0Cr18Ni9+1Cr5MoΦ159*12H1Cr26Ni21Φ2.5 A402Φ4Ws+D2009-18≤4≤18压力管道焊接工艺评定汇总表(二)总序年号评定编号接头型式材质和规格焊材焊接方法热处理类别预热温度(℃)焊件母材厚度覆盖范围(mm)钨极氩弧焊(二保焊)厚度覆盖范围(mm)焊条电弧焊(二保焊)厚度覆盖范围(mm)250707GD05对接0Cr18Ni9+1Cr5Mo Φ159*12TGF 309 Φ2.6 A402Φ4Ws+D2009-18≤4≤18 260707GD07对接0Cr18Ni9+1Cr5Mo Φ159*12TGF 309 Φ2.6 A402Φ4Ws+D2009-18≤4≤18 270808GD01对接20 Φ159*6ER50-6Φ1.2GMAW 1.5-12≤12280808GD02对接20 Φ159*12ER50-6Φ1.2 TWE-711GMAW+FCA W9-18实芯≤4药芯≤18。
压力钢管制作单元工程质量评定表
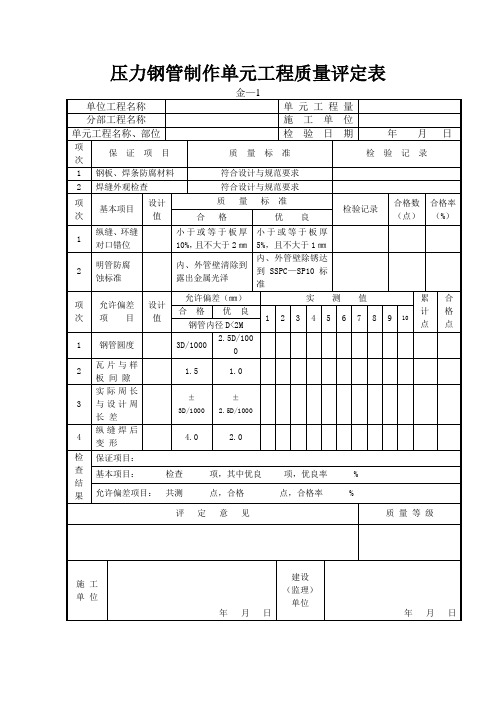
实际周长与设计周长 差
±3D/1000
±2.5D/1000
4
纵缝焊后变 形
4.0
2.0
检查结果
保证项目:
基本项目: 检查 项,其中优良 项,优良率 %
允许偏差项目: 共测 点,合格 点,合格率 %
评 定 意 见
质 量 等 级
施工
单位
年月日
建设
(监理)
单位
年月日
说 明
保证项目:
检查数量:全数检查。
检验方法:1、检查出厂合格证与试验报告;
2、焊缝检查尺量与现场观察。
基本项目:
检查数量:全数检查。
检验方法:1项观查与尺量检查;
2项观查检查。
允许偏差项目:
检查数量:1项每节管测二端;
2项每节管测三点;
3项每节管测二点;
4项每节管测一组。
检验方法:钢Biblioteka 量。小于或等于板厚5%,且不大于1㎜
2
明管防腐
蚀标准
内、外管壁清除到露出金属光泽
内、外管壁除锈达到SSPC—SP10标准
项次
允许偏差
项 目
设计值
允许偏差(㎜)
实 测 值
累计点
合格点
合 格
优 良
1
2
3
4
5
6
7
8
9
10
钢管内径D<2M
1
钢管圆度
3D/1000
2.5D/1000
2
瓦片与样板 间 隙
1.5
1.0
压力钢管制作单元工程质量评定表
金—1
单位工程名称
单元工程量
分部工程名称
施工单位
单元工程名称、部位
压力钢管单元工程安装质量验收评定表
表5.1压力钢管单元工程安装质量验收评定表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.单元工程划分:以一个安装单元或一个混凝土浇筑段或一个钢管段的钢管安装划分为一个单元工程。
2.单元工程量:填写本单元工程钢管重量(t)、管径D、壁厚δ
3.本表是在表5.1.1~表5.1.4质量验收评定后完成。
4.单元工程施工质量验收评定应包括下列资料。
(1)施工单位应提供钢管等主要材料合格证,管节主要尺寸复测记录,安装质量检验项目检测记录,重大缺欠(缺陷)处理记录,焊接质量检验记录,表面防腐蚀记录,水压试验及安装图样等资料。
(2)监理单位应提交对单元工程施工质量的平行检测资料。
5.单元工程安装质量评定标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准;一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
2)设备的试验和试运行符合SL635—2012及相关专业标准规定;各项报验资料符合SL635—2012的要求。
(2)优良标准。
在合格等级标准基础上,安装质量检验项目中优良项目占全部项目70%及以上,且主控项目100%优良。
水利水电工程
表5.1 压力钢管单元工程安装质量验收评定表。
管道焊接检查表格

4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
压力钢管安装单元工程施工质量验收评定表

端部转角
连续绕角施焊
检查意见:
主控项目共项,其中合格项,优良项,合格率,优良率%。
一般项目共项,其中合格项,优良项,合格率,优良率%。
测量人
年 月 日
安装单位
评定人
年 月 日
监理
工程师
年 月 日
注1:δ—钢板厚度,mm.
注2:手工焊是指焊条电弧焊、CO2半自动气保焊、自保护药芯半自动焊以及手工TIG焊等。而自动焊是指埋弧自动焊、MAG自动焊、MIG自动焊等。
表5。1压力钢管安装单元工程质量验收评定表
单位工程名称
单元工程量
分部工程名称
安装单位
单元工程名称、部位
评定日期
年 月 日
项次
项 目
主控项目(个)
一般项目(个)
合格数
其中优良数
合格数
其中优良数
1
管节安装
2
焊缝外观
3
焊缝内部
4
表面防腐蚀
…
试运行结果
质量标准(见附表A。0.2-2)
安装单位自评意见
各项试验和单元工程试运行符合要求,各项报验资料符合规定。检验项目全部合格.检验项目优良率为,其中主控项目优良率为,单元工程安装质量验收评定等级为。
埋管外壁经喷射或抛射除锈后,采用改性水泥浆防腐蚀除锈等级不低于Sa1级。
2
涂料涂装
外观检查
表面光滑、颜色均匀一致,无皱纹、起泡、流挂、针孔、裂纹、漏涂等缺欠
涂层厚度
85%以上的局部厚度应达到设计文件规定厚度,漆膜最小局部厚度应不低于设计文件规定厚度的85%.
针孔
厚浆型涂料,按规定的电压值检测针孔,发现针孔,用砂纸或弹性砂轮片打磨后补涂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水利水电工程
表压力钢管单元工程安装质量验收评定表
表5.1.1管节安装质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准;
2)—般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.1 管节安装质量检查表
续表5.1.1
表5.1.2焊缝外观质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表相同。
2.检验(测)方法及数量。
检验项目 检验方法检验数量
裂纹 检查(必要时用5倍放大镜检査)
沿焊缝长度
表面夹渣 咬边 表面气孔 全部表面 未焊满
焊缝余高 Δh 手工焊 钢板尺或焊接检验规
自动焊 对接焊缝宽度
Δb
手工焊 自动焊
飞溅 检查
全部表面
电弧擦伤 焊瘤
角焊缝 焊脚高K
手工焊
焊接检验规
自动焊
端部转角
检查
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准;
2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.2 焊缝外观质量检查表
续表5.1.2
表5.1.3焊缝内部质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准。
2)—般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.3 焊缝内部质量检查表
表5.1.4表面防腐蚀质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表相同。
2.检验(测)方法及数量。
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准。
2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的倍,且不合格点不应集中。
(2)优良标准。
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.4 表面防腐蚀质量检查表
续表5.1.4。