不良产品日报表
品质日报表

序号
品名/料号
1
2
3 TOTAL
二.原因分析:
XXX压铸有限公司
异常质量统计表
描述及处理措施
2020.11.3
1.此次不良原因:此产品原材料厚度不均,在叠层后形成产品高度偏差过大,产生偏大偏小不良。 2.造成此异常:我司是按最早送样承认标准生产,因当时没有贵司图纸,现按贵司发行图纸检验造成不良。 3.造成此异常是因为:此款产品铆合点为圆形,在铆合时没有斜角,无法铆的较紧。造成产品结合力较差,贵司在使 用时有撒开现象。
三.预防措施:
1.我司后续在进料时,合格检验原材料厚度,将其管制在我司要求范围之内。 2.现贵司已将贵司此款产品的图纸传至我司,我司在修改之前标准后续按贵司要求生产。 3. 因此产品的模具为公用模,无法修改其铆合点形状。故我司工程将此产品模具下料处添加了R角,使产品在下料时 挤压铆紧。
核准:
审核:
确认:
制表:
2020.11.3 客户
良。
12月全检TOP5不良分析及改善日报表
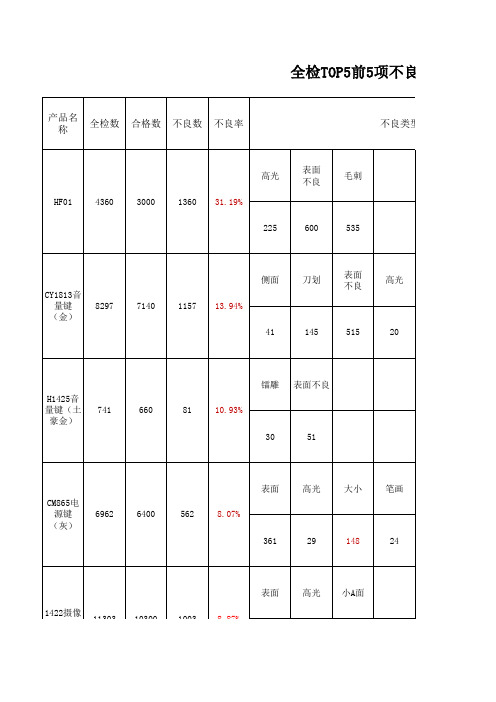
产品名称 全检数
合格数
不良数
不良率
不良类型及数量
高光 HF01 4360 3000 1360 31.19% 225
表面 不良
毛刺
600
535
侧面 CY1813音 量键 (金) 8297 7140 1157 13.94% 41
刀划
表面 不良
高光
145
515
20
镭雕 H1425音 量键(土 豪金) 741 660 81 10.93% 30
表面不良
51
表面 CM865电 源键 (灰) 6962 6400 562 8.07% 361
高光
大小
笔画
29
148
24
表面 1422摄像 头(香) 11303 10300 1003 8.87%
高光
小A面
1422摄像 头(香)
11303
10300
1003
8.87% 8 974 15
5项不良分析及改善日报表
不良类型及数量
原因分析
临时措施
改善措施
请龙涛、曾银贵、 分析不良原因。
大小
暗线
精修
色差 请龙涛、曾银贵、 分析不良原因。
240
22
15
159
请张敏 龙涛、曾银 贵、分析不良原因 。
请龙涛、曾银贵、 分析不良原因。
请龙涛、曾银贵、 分析不良原因。
请龙涛、曾银贵、 分析不良原因。
改善措施
原料预警、呆滞标准及不良日报表(样表)
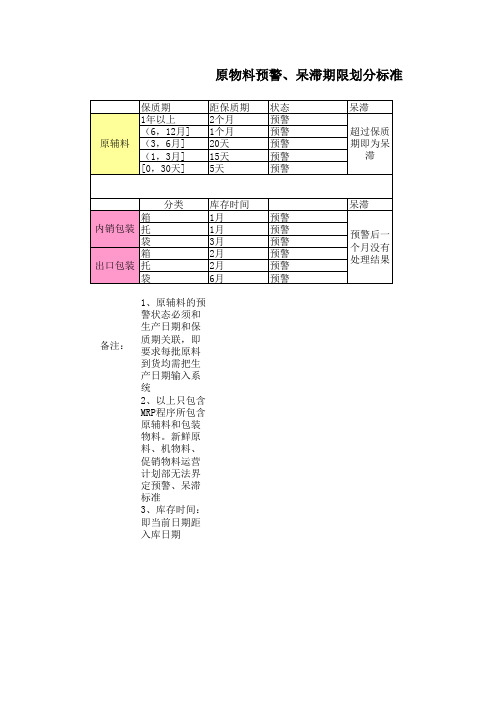
保质期 1年以上 (6,12月] (3,6月] (1,3月] [0,30天] 距保质期 2个月 1个月 20天 15天 5天 状态 预警 预警 预警 预警 预警 呆滞 超过保质 期即为呆 滞
原辅料
分类 箱 内销包装 托 袋 箱 出口包装 托 袋 注:
库存时间 1月 1月 3月 2月 2月 6月
呆滞 预警 预警 预警 预警 预警 预警 预警后一 个月没有 处理结果
1、原辅料的预警状态必须和生产日期和保质期关联,即要求每批原料到货均需把 2、以上只包含MRP程序所包含原辅料和包装物料。新鲜原料、机物料、促销物料运 3、库存时间:即当前日期距入库日期
准
要求每批原料到货均需把生产日期输入系统 料、机物料、促销物料运营计划部无法界定预警、呆滞标准
IQC日报表填写规范
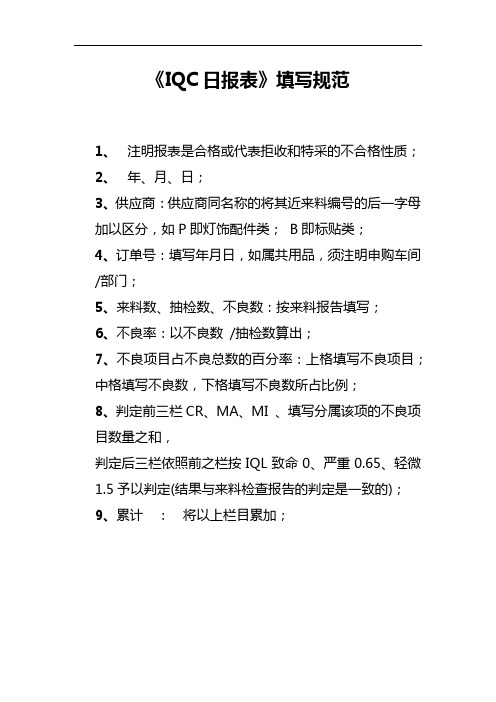
《IQC日报表》填写规范
1、注明报表是合格或代表拒收和特采的不合格性质;
2、年、月、日;
3、供应商:供应商同名称的将其近来料编号的后一字母加以区分,如P即灯饰配件类;B即标贴类;
4、订单号:填写年月日,如属共用品,须注明申购车间/部门;
5、来料数、抽检数、不良数:按来料报告填写;
6、不良率:以不良数/抽检数算出;
7、不良项目占不良总数的百分率:上格填写不良项目;中格填写不良数,下格填写不良数所占比例;
8、判定前三栏CR、MA、MI 、填写分属该项的不良项目数量之和,
判定后三栏依照前之栏按IQL致命0、严重0.65、轻微1.5予以判定(结果与来料检查报告的判定是一致的);9、累计:将以上栏目累加;。
品质不良统计表
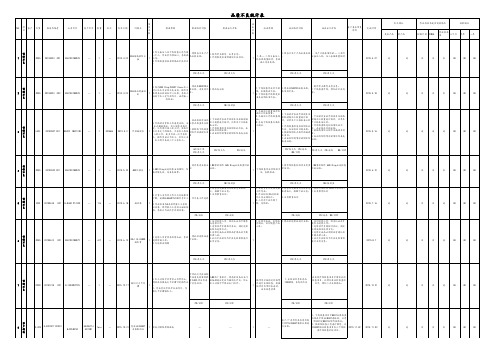
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
不良品分析报告表格
不良品分析报告表格1. 引言不良品分析报告是对产品生产过程中出现的不良品进行详细分析和总结的一份报告。
本文将通过表格形式呈现不良品分析报告的内容,帮助读者全面了解不良品的情况,并提供相应的解决方案。
2. 不良品分析报告表格序号不良品名称不良品数量不良品原因解决方案1 缺陷A 10 原材料质量不合格增加原材料质量检验频次2 缺陷B 5 设备故障维修设备3 缺陷C 8 操作不规范加强员工培训4 缺陷D 3 工艺参数错误调整工艺参数5 缺陷E 2 环境影响控制环境因素3. 不良品分析报告解读3.1 缺陷A缺陷A是由于原材料质量不合格导致的。
在生产过程中,原材料是产品质量的基础,原材料质量不合格会直接影响最终产品的质量。
解决方案是增加原材料质量检验频次,确保原材料的质量符合要求。
3.2 缺陷B缺陷B是由于设备故障导致的。
设备是生产过程中的核心工具,如果设备故障会直接影响产品的生产效率和质量。
解决方案是及时维修设备,确保设备处于良好的工作状态。
3.3 缺陷C缺陷C是由于操作不规范导致的。
员工的操作技能和规范程度对产品质量有着重要的影响。
解决方案是加强员工培训,提高员工的操作技能和规范意识。
3.4 缺陷D缺陷D是由于工艺参数错误导致的。
工艺参数是生产过程中的重要指标,设置不当会导致产品不良。
解决方案是调整工艺参数,确保其符合产品质量要求。
3.5 缺陷E缺陷E是由于环境影响导致的。
环境因素如温度、湿度等会对产品的质量产生影响。
解决方案是控制环境因素,提供适宜的生产环境。
4. 结论通过以上分析,我们可以看出不良品产生的原因多种多样,涉及到原材料、设备、操作、工艺和环境等方面。
针对不同的原因,我们提出了相应的解决方案。
通过执行这些解决方案,可以有效降低不良品的数量,提高产品质量,提升生产效率。
5. 参考无。
不良品统计日报表
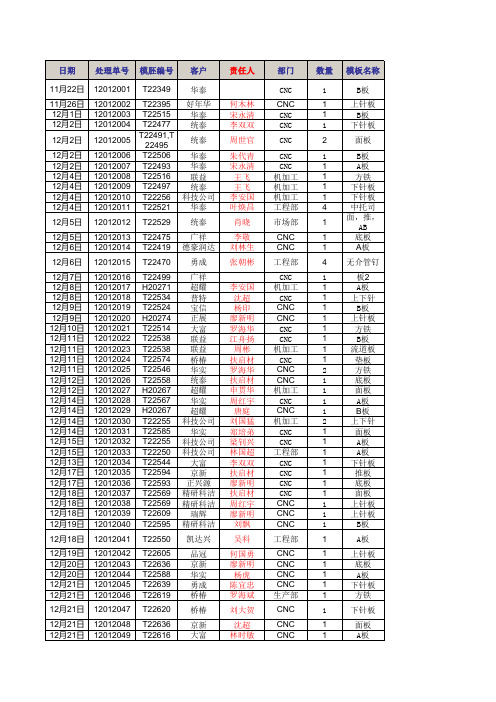
处理单号 模胚编号 客户 12012001 T22349 华泰 12012002 T22395 好年华 12012003 T22515 华泰 12012004 T22477 统泰 12012005 T22491,T22495 统泰 12012006 T22506 华泰 12012007 T22493 华泰 12012008 T22516 联益 12012009 T22497 统泰 12012010 T22256 科技公司 12012011 T22521 华泰 12012012 T22529 统泰 12012013 T22475 广祥 12012014 T22419 德豪润达 12012015 12012016 12012017 12012018 12012019 12012020 12012021 12012022 12012023 12012024 12012025 12012026 12012027 12012028 12012029 12012030 12012031 12012032 12012033 12012034 12012035 12012036 12012037 12012038 12012039 12012040 12012041 12012042 12012043 12012044 12012045 12012046 12012047 12012048 12012049 12012050 12012051 12012052 12012053 T22470 T22499 H20271 T22534 T22524 H20274 T22514 T22538 T22538 T22574 T22546 T22558 H20267 T22567 H20267 T22255 T22585 T22255 T22250 T22544 T22594 T22593 T22569 T22569 T22609 T22595 T22550 T22605 T22636 T22588 T22639 T22619 T22620 T22636 T22616 T22626 T22634 T22648 T22617 勇成 广祥 超耀 普特 宝信 正展 大富 联益 联益 桥椿 华实 统泰 超耀 华实 超耀 科技公司 华实 科技公司 科技公司 大富 京新 正兴源 精研科洁 精研科洁 瑞辉 精研科洁 凯达兴 品冠 京新 华实 勇成 桥椿 桥椿 京新 大富 华泰 华泰 忠信 大富
不良品记录表

不良分类合计总生产数:
不良数:不良率:不良数:不良率:不良数:不良率:
不良分类合计总生产数:
不良数:不良率:不良数:不良率:不良数:不良率:
备注:每一时间段之不良数每两小时记录一次. 合计不良数: 流程:工段人员记录 代班统计计算 组长审核 复核: 审核: 时段统计生产数量:生产数量:生产数量:序号不良项目不良数量上午下午加班
生产数量:不良品记录表
线别: 机种: 料号: 不良数量上午下午加班
备注:每一时间段之不良数每两小时记录一次. 合计不良数: 流程:工段人员记录 代班统计计算 组长审核 复核: 审核:
生产数量:不良品记录表
线别: 机种: 料号: 生产数量:时段统计不良项目序号。