球阀工艺过程卡片
球阀阀体的机械加工工艺规程及Φ18H11孔的工艺设备设计

课程设计题目:球阀阀体的机械加工工艺规程及Φ18H11孔的工艺设备班级:姓名:指导教师:完成日期:一、设计题目球阀阀体零件的机械加工工艺规程及Φ18H11孔的工艺装备二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:中批或大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000~8000字) 1份四、指导教师评语成绩:指导教师日期摘要球阀阀体的机械加工及Φ18H11孔加工的工艺装备设计。
并绘制球阀阀体的零件图,毛坯图,夹具装配图和夹具零件图,填写机械加工工艺过程综合卡片和工序卡片。
并编写设计说明书。
球阀阀体零件的机械加工工艺规程及工艺装备事通过对球阀阀体零件工艺问题的理解分析,完成工艺规程的设计和夹具的设计。
次设计为球阀阀体零件工艺规程和夹具设计提供了方法,改进了以往设计的不足,提高了劳动生产率。
对于球阀阀体零件的生产具有很重要的意义。
AbstractThe machine of valve body process and the Φ 18 H11 the bore process of craft material bine draw the spare parts diagram of valve body, semi-finished product diagram, the tongs assemble diagram and tongs spare parts diagram and fill in a machine to process the comprehensive card of the craft process and work preface bine write design manual.The machine of valve body spare parts process craft regulations and craft material matter to pass the comprehension toward the valve body spare parts craft problem analysis, completion craft regulations of design and tongs of design.The time design was regulations and tongs of the valve body spare parts craft design to provide a method, improvement former design of shortage, exaltation labor rate of production.Have very important meaning to the produce of valve body spare parts.目录序言 (1)1零件的工艺分析及生产类型的确定 (2)1.1零件的工艺分析 (2)1.2零件的生产类型 (2)2选择毛坯,确定毛坯尺寸,设计毛坯图 (3)2.1选择毛坯 (3)2.2确定机械加工余量 (3)2.3确定毛坯尺寸 (3)2.4设计毛坯 (3)3选择加工方法,制定工艺路线 (4)3.1定位基准的选择 (4)3.2零件表面加工方法的选择 (4)3.3制定工艺路线 (5)4工序设计 (7)4.1选择加工设备与工艺装备 (7)4.2确定工序尺寸(工序Ⅸ) (8)5确定切削用量及基本时间(工序Ⅸ) (9)5.1切削用量的计算 (9)5.2基本时间tm的计算 (9)5.3辅助时间的计算 (10)5.4其他时间的计算 (10)5.5单件时间的计算 (10)6夹具设计 (11)6.1定位方案 (11)6.2定位误差分析及计算 (11)6.3夹紧机构 (11)6.4导向装置 (11)6.5夹具与机床连接元件 (11)6.6夹具体 (11)7设计体会 (12)8体会与展望 (13)参考文献 (14)序言机械制造技术基础课程设计是在学完了机械制造技术基础和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。
《GROVE球阀》课件

流体阻力小
由于球体的旋转运动, Grove球阀对流体的阻 力较小,有利于流体输
送。
Grove球阀的应用领域
01
02
03
04
石油化工
用于石油、天然气、化工等行 业的流体控制和调节。
电力
用于锅炉给水、凝结水等管道 的流体控制。
制药
用于药物生产过程中的流体控 制和调节。
食品
用于饮料、乳制品等行业的流 体控制和调节。
Grove球阀的日常维护
检查手柄
定期检查手柄是否松动或损坏,如有需要, 请及时更换。
润滑
定期对阀门进行润滑,以确保其顺畅转动。
清洁阀门
定期清洁阀门,以防止污垢或锈蚀影响其性 能。
定期检查
定期检查阀门是否有泄漏或其他异常情况。
Grove球阀的常见故障及排除方法
阀门无法关闭
阀门泄漏
如果阀门无法关闭,请检查是否有杂物堵 塞或手柄松动。如有需要,请清洁阀门或 重新紧固手柄。
02 Grove球阀的工作原理
CHAPTER
球阀的结构
球体
Grove球阀的核心部件,通过 旋转实现流体通道的开启和关 闭。
阀杆
连接球体和驱动装置,传递旋 转力矩。
阀体
Grove球阀的主体部分,用于 容纳球体和控制流体通道。
密封圈
用于确保球体与阀体之间的密 封,防止流体泄漏。
驱动装置
用于驱动阀杆和球体旋转,实 现流体通道的开关操作。
竞争优势
Grove球阀具有流体阻力小、密封性能好、开关迅速等优点 ,因此在某些应用领域中具有竞争优势。同时,随着技术的 不断创新和市场需求的不断增长,Grove球阀的市场份额也 将进一步扩大。
谢谢
闸阀工艺过程卡片
零件图号 零件名称 1 工
400Z45T10-7 垫片(一) 1 共1 页 备注 工时 量具 准终 单件 第1 页
每台件数 艺 装 备 刀具
车 间
工 段
钳 检
划垫,按四弧椭圆划线 检查尺寸
钳 检
专用刀具
钢板尺 钢板尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记 处数
更改文件号
签 字
车 间
工 段
设 备 夹具
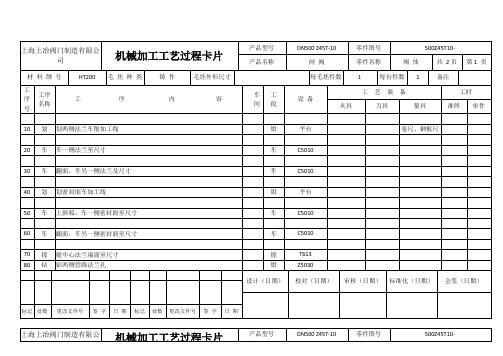
10
划
大平面水平放置, 按两耳及提栏找正, 划中间剖分线及车密封圈槽找 正线
-0.25 上斜胎,车一侧密封圈槽¢408-0.40 ,宽 8-0.04,深 13 至尺寸
钳
平台
钢板尺
20 30 40 50
车 车 钳 检
-0.06
车 车 钳 检
C5010 C5010
YT15 YT15 手砂轮
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记 处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
上海上冶阀门制造有限公 司
材 料 牌 号 工 序 号 工序 名称
机械加工工艺过程卡片
铸 件 内 毛坯外形尺寸 容
产品型号 产品名称
DN400 Z45T-10 闸 阀 每毛坯件数
钳 车
锯床 C610 中心钻
钢板尺
30
车
车
C610
卡尺
40 50 60 70
车 铣 钳 检
车 铣 钳 检 设计(日期)
C610 X5032 分度头
c12a阀门的生产工艺

c12a阀门的生产工艺C12a阀门是一种非常常见的阀门,是一种手动球阀。
它的工作原理是通过旋转球体来控制流体的流通。
当球体与腔体对接时,阀门关闭。
当球体旋转时,阀门打开。
C12a阀门通常用于水、油、气体等介质的控制。
在阀门生产过程中,需要经过多个工艺步骤,下面我们来详细了解一下C12a阀门的生产工艺。
一、锻造C12a阀门主要由球体和阀杆两个部分组成。
球体的制造过程是通过锻造来实现的。
首先将高温加热的钢料放入锻造机中,然后用锻锤对其进行挤压,将原材料锻造成球体形状。
在此过程中需要进行多次操作和热处理,确保球体的质量和性能。
二、机加工经过锻造后,C12a阀门的球体和阀杆都需要进行机加工。
机加工包括车、铣、钻、刨等多种加工方法,通过各种刀具对零件进行加工处理,保证尺寸精准度和表面质量。
三、热处理热处理是C12a阀门生产中非常重要的一步,目的是对零件进行退火、正火、淬火等处理,改善材料的性能和组织结构。
通过热处理可以提高零件的硬度和强度,同时降低零件的脆性和裂纹等缺陷。
四、组装经过锻造、机加工和热处理等多个工艺步骤后,C12a阀门的球体和阀杆可以进行组装。
在组装时需要将球体与阀杆、密封件等零部件装配起来,确保各个零部件的协调配合和尺寸精准,从而保证阀门的正常运行。
五、喷涂最后,在C12a阀门生产的最后一个环节,必须对阀门进行喷涂处理,以提高防腐性和耐蚀性。
喷涂工艺的质量对阀门的使用寿命和可靠性都有着非常重要的影响。
总结以上就是C12a阀门的生产工艺,每个环节都十分重要。
只有各个环节严格把控,从原材料到成品都保持高质量,才能生产出性能稳定、质量可靠的阀门产品。
阀体设计工艺卡片

进给次数
工步工时
机动
辅助
1
车M48-6H的螺纹
YG6 端面车刀,游标卡尺,外径千分尺
100
75.36
0.5
4.5
1
铸件
240.2×φ160
共11页
第10页
设备名称
设备型号
设备编号
同时加工件数
钻床
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工布工时
准终
单件
14.25
工步号
工步内容
1
攻M18×1.5螺纹
50
28.26
0.5
1.5
1
铸件
240.2×φ160
共11页
第9页
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工布工时
准终
单件
0.56
工步号
工步内容
工艺装备
主轴速度(r/min)
切削速度(m/min)
进给量(mm/r)
工艺装备
主轴速度(r/min)
切削速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工步工时
机动
辅助
1
钻4×φ14的孔,
钻头
500
21.98
0.5
7
1
2
光孔背面锪平φ26
550
45.03
0.755
6
1
截止阀 寸产品零件加工工艺过程卡片
锻件 材
1
料
夹具
编
号
4J961Y-1500LB
名称牌号:A105
单件毛重: ㎏ 净重: ㎏
工艺装备名称及编号
刃具
量具
下料规格: 可制件数:1
辅助工具
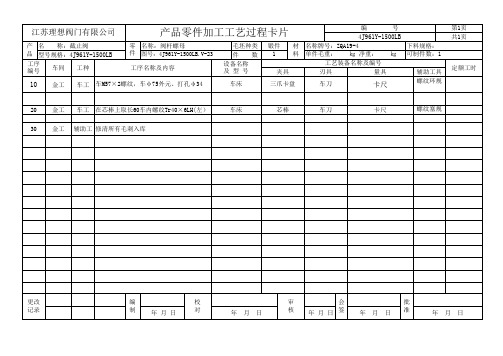
10 金工 车工 车面镗孔φ96
车床
三爪卡盘
车刀
卡尺
第1页 共1页
定额工时
20
金工
车工
车
210
0.1 0.2
拉面取长15
车床
三爪卡盘
车刀
卡尺
30 金工 辅助工 清洗涂油入库
更改 记录
编
校
制 年月日
对
年月日
审
会
批
核 年月日 签 年 月 日 准
年月日
江苏理想阀门有限公司
产品零件加工工艺过程卡片
产 名 称:截止阀 品 型号规格:4J961Y-1500LB
工序 编号
车间
工种
零 名称:压盖 件 图号:4J961Y-2500LB.V-18
工序名称及内容
毛坯种类 件数 设备名称 及型号
车床
锻件 材
1
料
夹具 三爪卡盘
4J961Y-1500LB
名称牌号:A105
单件毛重: ㎏ 净重: ㎏
工艺装备名称及编号
刃具
量具
车刀
卡尺
下料规格: 可制件数:1
辅助工具
共1页 定额工时
20 金工 车工 在芯棒上调面车φ188外元
30
装配
钳工
在钻模上打孔攻丝4-M20,中心距φ150, 打活节肖孔2-φ16,中心高46 中心距150
车床C630
气门加工工艺过程卡片

钢片厚度为5±0.5mm
磨床 数控磨床 车床 上偏差+0.3mm下偏差-0.05mm 0.095mm,下偏差-0.0122mm 数控车床 磨床 数控磨床
硬度不低于700HV,锁夹槽部门硬度不低于500HV 上偏差0mm,下偏差-0.14mm 颈部至R=35mm 数控车床 数控磨床 数控磨床 数控车床
中南大学交通运输工程学院 工序号 1 2 3 4 5 6 7 8 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 工序名称 下料 电镦 锻造成型 调质 矫直 去氧化皮 切定长 焊钢片 粗磨阀杆 车阀盘外圆、平面、打中心孔 车R颈部、堆焊槽 堆焊阀面 车阀盘堆焊层外圆 车阀盘堆焊层 阀面渗透探伤 去应力退火 粗磨阀盘外圆 半精磨阀杆 小头切定长、倒角90°角 半精车阀盘平面、修整中心孔 精车锁夹槽 粗磨阀面 精磨阀杆 阀杆辉光离子氮化 杆端高频淬火 精磨阀盘外圆 粗磨R颈部 精磨R颈部 精车阀盘平面、倒R2圆角
)粗糙度为0.8, 锥面粗糙度要求0.4
抛丸机 数控磨床 数控磨床
磨阀面至粗糙度为6.3
机械加工工艺过程卡片 工序内容
夹紧工件,在导电夹持缸和砧子缸之间通一低电压大电流 度,局部镦粗成形。
以端面为基准面 钢片厚度为
精车锁夹槽至宽度为12mm,上偏差 精磨阀杆至Ф18mm,上偏差-0 软氮化部分深度≥0.025mm,硬度不低于 精磨阀盘外圆至Ф84mm,上偏差 精磨R颈部至
31 32 33 34 35 36
阀杆抛光 精磨端杆平面 精磨阀面 整体渗透探伤 杆端超声波探伤 清洗
抛光至阀杆面(包括R颈部和R10表面) 精磨阀面至粗糙度为
机械加工工艺过程卡片 工序内容
截止阀工艺工序流程卡

产品(零件)名称
产品(零件)材料
数
量
截止阀
阀杆 20Cr13
工序
工序内容(技术要求按图纸规定)
车 1.车阀杆各级外圆、端面及锥面,检阀杆总长
XXXXX阀门有限公司
阀门工序流程卡(过程检验记录)
生产批号 炉号/进货批号 产品型号/规格
检验结果 首检 巡检
2.车阀杆螺纹,检螺纹有效长度
铣 铣阀杆头部尺寸与阀瓣相配
ห้องสมุดไป่ตู้
磨 磨阀杆外圆及锥面,检(1)阀杆最小直径 (2)阀杆表面硬度HB200-275 (3)阀杆表面及锥面粗糙度0.8
门有限公司
流程卡(过程检验记录)
生产批号 炉号/进货批号 产品型号/规格
检验结果 巡检
操作人/日期 检验员/日期 完工检
判定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100Q41F-16C 零件图号
100Q41F16C-07
产品名称 球 阀 零件名称 限往块 共1页 第1页
材 料 牌 号 Q235 毛 坯 种 类 板 材 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 下料 剪 剪床
20 冲裁成形 冲 冲床
30 去除毛刺 钳
40 检查 检
50 镀锌 镀 外协
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-01
司
产品名称 手 动 球 阀 零件名称 阀盖 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸 件 毛坯外形尺寸 每毛坯件数 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划线 划找正加工线 钳 平台
20 车 夹右端,找正,车左端面各部分尺寸 车 CA6140 卡尺
30 检 检查已加工尺寸
40 车 掉头找正,车右端面各部分尺寸,测量尺寸 车 CA6140 卡尺
50 划 划两端法兰空钻孔找正线 钳 平台
60 钻 钻左端面法兰孔 钳 Z3050 钻头¢16 卡尺
70 钻 掉头,钻左端面法兰孔 钳 Z3050 钻头¢18 卡尺
80 钳 去掉尖角无刺,铸件表面凸出物 钳 手砂轮
90 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-06
产品名称 球 阀 零件名称 填料压盖 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸件 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 车 四瓜卡盘,装夹,车内空外圆至尺寸 车 CA6132 卡尺
20 钻 钻2-¢14至尺寸 钳 Z4020 卡尺
30 检 检查各部尺寸 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-05
产品名称 球 阀 零件名称 阀 杆 共1页 第1页
材 料 牌 号 2Cr13 毛 坯 种 类 棒 料 毛坯外形尺寸 ¢35×125 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 钻 钻一端中心孔C4 钳 Z3050
20 车 装夹一端,顶另一端,车外园,平大端面至尺寸 车 C6132 卡尺
30 车 调头,平小端面至尺寸,打中心孔C4 车 C6132 卡尺
40 铣 铣大头平面至尺寸 铣 X5036 卡尺
50 铣 铣小头平面至尺寸 铣 X5036 卡尺
60 检 检查各部尺寸 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-04
产品名称 球 阀 零件名称 球 体 共1页 第1页
材 料 牌 号 ZCr13 毛 坯 种 类 铸 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划 按外圆找正,划内孔正线及铣端面线 钳 平台
20 铣 铣左端面至尺寸 铣 X5032 卡尺
30 铣 铣右端面至尺寸 铣 X5032 卡尺
40 铣 铣开口槽至尺寸 铣 X5032 卡尺
50 车 车内孔至尺寸 车 C6120 卡尺
60 车 车外圆至尺寸(留量0.1~0.15) 车 专用车库 专用工具 外径千分尺
70 磨 磨外圆至尺寸 磨 专用车床 专用刀具 外径千分尺
90 钳 去除毛刺 钳
100 检 检
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-03
产品名称 球 阀 零件名称 阀 座 共1页 第1页
材 料 牌 号 PTEF 毛 坯 种 类 棒料/管材 毛坯外形尺寸 ¢130 每毛坯件数 每台件数 2 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 车 装夹,车外圆内径及右端面至尺寸 车 C6120 卡尺
20 车 切断 车 C6120 卡尺
30 车 调头装夹,车左端面至尺寸 车 C6120 卡尺
40 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
上海上冶阀门制造有限公
司
机械加工工艺过程卡片
产品型号 DN100 Q41F-16C 零件图号
100Q41F16C-02
产品名称 球 阀 零件名称 阀 体 共1页 第1页
材 料 牌 号 WCB 毛 坯 种 类 铸 件 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注
工序号 工序
名称
工 序 内 容 车 间 工 段 设 备
工 艺 装 备 工时
夹具 刀具 量具 准终 单件
10 划线 划找正加工线 钳 平台
20 车 夹右端,找正,车左端面各部分尺寸 车 CA6140 卡尺
30 检 检查已加工尺寸
40 车 掉头找正,车右端面各部分尺寸,测量尺寸 车 CA6140 卡尺
50 划 划两端法兰空钻孔找正线 钳 平台
60 钻 钻左端面法兰孔 钳 Z3050 钻头¢16 卡尺
70 钻 掉头,钻左端面法兰孔 钳 Z3050 钻头¢18 卡尺
80 钳 去掉尖角无刺,铸件表面凸出物 钳 手砂轮
90 检 检查 检 卡尺
设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期