SPC控制图
怎么做产品的SPC控制图?

怎么做产品的SPC控制图?实践证明,通过SPC控制图,可以帮助我们及时发现制程中的异常变化,并采取相应的措施,以确保产品质量的稳定性。
那么,产品的SPC控制图该怎么做呢?深圳天行健六西格玛咨询公司简析如下:步骤一:确定需要监控的关键质量特性(CTQ)首先,需要确定产品制程中的关键质量特性(CTQ),也就是对产品质量有重要影响的特性。
这些特性可能包括尺寸、重量、硬度等。
确保选择的特性能够准确反映产品的质量。
步骤二:收集数据收集与所选特性相关的数据,包括每个制程批次或样本的测量结果。
确保数据的准确性和完整性,以便后续的分析和控制。
步骤三:计算统计参数根据收集到的数据,计算统计参数,如平均值、标准差等。
这些参数可以帮助我们了解制程的中心位置和变化程度。
步骤四:绘制控制图根据所选特性的统计参数,绘制SPC控制图。
常见的控制图有X-Bar图、R图、S图等。
控制图上通常包括中心线、控制界限和数据点。
通过观察数据点的位置和分布,可以判断制程是否处于控制状态。
步骤五:分析控制图分析控制图上的数据点,判断制程是否处于控制状态。
如果数据点在控制界限内波动,说明制程是稳定的;如果数据点超出控制限,说明制程存在异常变化。
根据分析结果,可以采取相应的纠正措施,以确保制程的稳定性和一致性。
步骤六:持续监控和改进SPC控制图是一个持续监控和改进的过程。
定期更新数据,并根据新的数据绘制控制图,以监控制程的变化。
同时,根据控制图的分析结果,不断改进制程,以提高产品质量。
总而言之,SPC控制图是一个简单而有效的工具,可以帮助我们实现产品质量的稳定和一致。
通过正确使用SPC控制图,我们能够及时发现制程中的异常变化,并采取相应的措施,以确保产品质量的稳定性,提高客户满意度。
SPC控制图详解
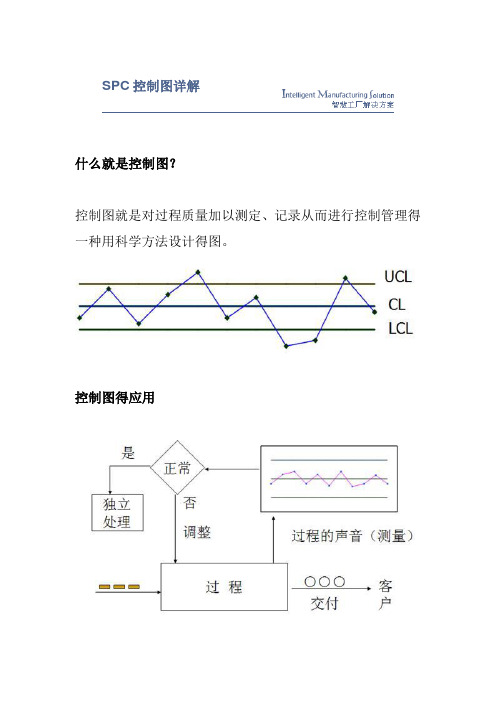
SPC控制图详解什么就是控制图?控制图就是对过程质量加以测定、记录从而进行控制管理得一种用科学方法设计得图。
控制图得应用控制图中包括三条线1、控制上限(UCL)2、中心线(CL)3、控制下限(LCL)控制图得种类数据:就是能够客观地反映事实得资料与数字数据得质量特性值分为:计量值可以用量具、仪表等进行测量而得出得连续性数值,可以出现小数。
计数值不能用量具、仪表来度量得非连续性得正整数值。
计量型数据得控制图Xbar-R图(均值-极差图)Xbar-S图(均值-标准差图)X-MR图(单值-移动极差图)X-R(中位数图)计数型数据得控制图P图(不合格品率图)np图(不合格品数图)c图(不合格数图)u图(单位产品不合格数图)控制图得判异控制图可以区分出普遍原因变差与特殊原因变差1、特殊原因变差要求立即采取措施2、减少普遍原因变差需要改变产品或过程得设计错误得措施1、试图通过持续调整过程参数来固定住普通原因变差,称为过渡调整,结果会导致更大得过程变差造成客户满意度下降。
2、试图通过改变设计来减少特殊原因变差可能解决不了问题,会造成时间与金钱得浪费。
控制图可以给我们提供出出现了哪种类型得变差得线索,供我们采取相应得措施。
控制图上得信号解释有很多信号规则适用于所有得控制图(Xbar图与R图),主要最常见得有以下几种:规则1:超出控制线得点规则2:连续7点在中心线一侧规则3:连续7点上升或下降规则4:多于2/3得点落在图中1/3以外规则5:呈有规律变化SPC控制图建立得步骤1、选择质量特性2、决定管制图之种类3、决定样本大小,抽样频率与抽样方式4、收集数据5、计算管制参数(上,下管制界线等)6、持续收集数据,利用管制图监视制程SPC控制图选择得方法1.X-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率与生产量等计量值得场合。
X控制图主要用于观察正态分布得均值得变化,R控制图主要用于观察正态分布分散或变异情况得变化,而X-R控制图则将二者联合运用,用于观察正态分布得变化。
SPC控制图的判定方法
SPC控制图的判定方法SPC(Statistical Process Control)控制图是一种统计工具,用于分析和监控过程中的变异性,并判断过程是否稳定。
通过控制图的使用,可以帮助企业提高产品质量、降低成本和提高生产效率。
本文将介绍SPC控制图的判定方法。
一、控制图的基本原理1.1 数据收集与分类要绘制SPC控制图,首先需要收集相关的数据。
这些数据可以是产品尺寸、重量、时间等方面的测量结果。
收集的数据需要根据特定的要求进行分类和整理,以便后续的统计分析。
1.2 参数与变量在控制图中,可以使用参数图和变量图两种类型的控制图。
参数图适用于可计量的特征,如长度、重量等,而变量图适用于计数型数据,如不良品率、缺陷数等。
1.3 控制线的设定控制图通常包括中心线、上限线和下限线。
中心线代表过程的平均值,上限线和下限线则用于判断过程变异是否在可接受的范围内。
控制线的设定需要根据过程的稳定性和要求进行调整。
二、SPC控制图的判定方法2.1 过程是否稳定在绘制控制图之前,首先需要判断过程是否稳定。
稳定的过程指的是过程产生的变异性仅来自于随机误差,而不是系统性的因素。
判断过程是否稳定可以通过以下几种方式进行:(1)过程能否满足规范要求:通过对过程数据进行规范性能指标的计算与分析,判断过程是否满足要求。
(2)过程的输入是否稳定:观察过程的输入数据,如材料的质量、设备的稳定性等,判断输入是否稳定。
(3)过程是否存在特殊因素:通过了解和分析过程中的特殊因素,如人为因素、设备故障等,判断过程是否稳定。
2.2 控制图的规则绘制了控制图后,可以通过判断数据点的分布情况,在控制图上标示出不同的规则。
常用的规则有以下几种:(1)单点超出控制限:单个数据点超出上限线或下限线。
(2)连续点在中心线同一侧:三个或更多连续的数据点在中心线的同一侧。
(3)多点连续递增或递减:连续五个或更多数据点递增或递减。
(4)趋势:六个或更多连续递增或递减的数据点。
SPC控制图简介

• 控制用控制图是对实时数据进行分析,保持稳 态。
• 稳态,也称统计控制状态(state in statistical control),即过程中只有偶因没有异因的状态。
• 稳态是生产追求的目标。
4.1 稳态的统计解释(又称统计稳态)
过程均值偏移
8.3:连续6点递增或递减
Six points in a row steadily increasing or
decreasing
过程均值偏移
9. 异常点原因分析的步骤
• 对于控制图所出现的异常点, 我们建议按下列順序 进行检查:
a. 取 Data 是否随机; b. 数字的读取是否准确、测试仪器是否符合
与考虑了过程 固有变异后的 控制限对比
评估过程 统计控制
状态
对产品特性的 了解/改进 控制与高度一 过程
致性
5项特点
1.4 数据的重要性
• 如果不能用数字表达某事,说明我们对其 知之甚少。
• 如果对其知之甚少,我们就不能控制它。
• 如果不能控制它,就只能靠运气。
数据的要求: -- 1、准确性 数据应能真实反映过程和体系运行的实际情况。一个不真实、或不准确的数据,不仅
计
计件值: 是按件、按个、按项计数的数据。例如:不合格品件数、温控器个数、
数
质量检验项目等。
值
计点值: 是指按缺陷点计数,例如:铸件的沙眼数、布匹上的疵点数、电路
板上的焊接不良数等离散性数据
控
制
正态分布: 其分布呈钟型,数值表现为两头小中间大。
图 常 见
二项分布: 即每次试验仅有两种可能結果,例如:“合格”/“不合格”;“通
SPC控制图8种不良模式

4
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
5
异常4:连续14点中相邻点交替上下
例1:
A B C C B A
异常5:连续3点有2点落在中心线同一侧的B区外(2σ外)
例1:
A B C C B A A B C C B A
异常6:连续5点中有4点落在中心线同一侧的C区外(1σ 外) 例1:
异常1:点落在控制限外
例1:
A B C C B A A B C C B A
异常2:连续9点落在中心线同一侧
例1:
A B C C B A
异常3:连续6点递增或递减
例1:
例2:
A B C C B A A B C C B A
例2:
A B C C B A
例2:
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
例1:
A B C C B A A B C C B A
异常8:连续8点落在中心线两侧且无1点在C区内
例1:
例2:
A B C C B A A B C C B A
例2:
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
9
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
10
例2:
A B C C B A A B C C B A
例2:
A B C C B A
例2:
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
6
潘帅杰 <常规控制图>
国家标准GB/T4091-2001
SPC- Xbar-R均值极差控制图(个人精编)

前言:监控用Xbar-R控制图,用在批产稳定阶段,手动把分析用Xbar-R控制图中计算得出的控制上中下限输入对应规格栏里,作为监控的标准限,每日取样(如5pcs)监控过程均值和极差变 化趋势,以及监控CPK变化趋势,当CPK<1.33,或有控制点超出上下控制限,或控制点变化趋势不符合要求,则从人机料法环测方面进行分析改进,同步取样监控,直到CPK≥1.33,及所有 控制点均在控制上下限以内且符合控制点变化趋势要求。
合 计
ΣX =ΣR =
334.04 15.11
量测数值的判定条件
> USL 蓝色
< LSL 红色
N =
15
平
均
2.1
X=
R= 0.64 9
2.50
—
x 2.30 管 2.10
预估不良率 (PPM) 27
制 1.90 图 1.70
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
抽样方法
随机
下限 LSL 1.00
31 下限LCL 1.87
0.00
审核者
李四
时间
16:01:25
日期/时 间
批号 样1 本2 测3 定4 值5
ΣX X R
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
分析改进: 符合标准要求无异常。
制程能力分析
Std.
0.21
1.50
R
1.00
SPC计数控制图PPT74页课件

3 计点控制图
常规控制图
计量
计数
n 2 10 X R图
n 1
计件
X S图
p图
np图
计点
c图
u图
缺陷率
39
3 计点控制图
对于生产过程中的缺陷数控制,比如控制一部机器,一个 部件,一定的长度,一定的面积或任何一定的单位中所出现 的不合格品数目,采用计点控制图。常用的计点控制图,有 u图和c图。
印花疵点图
毛刺图
钢板裂纹图
光洁面划痕
散热器管砂眼
1
目录
★属性检测与记录
▲属性检测 ▲缺陷率与生产收益
★计件控制图
▲p图 ▲np图
★计点控制图
▲u图 ▲ c图
★计量与计数控制图的对比 ★附录
2
1 计数控制图
测量单元
计量测量值
质量特性
计数测量值
均值 波动/变差
不合格 缺陷
通过观测每个产品,根据产品的质量特性符合质量特征要 求与否,把产品分为合格与不合格两类。
7
1.2 缺陷率与生产收益
★当一个检测单元至多允许出现c个缺陷时,出现一个缺陷会 带来生产的后续失效风险。 ★检测单元不含任何缺陷的概率(即产品完好率)可由下式计 算
其中,λ为平均缺陷率(每个单元的平均缺陷数)。
8
2 计件控制图
不合格比例(正式称呼为次品率或拒收率)是在全部检测的 产品中发现的不合格单位产品的比例。
★变控制限的p图的控制限为 ★注意控制限的宽度与样本量的平方根成反比。
19
标准化的p图
在样本量变化和/或短生产周期的情形下,宜使用标准化 的p图。首先进行标准化的变换
这样,对于标准化的p图,中心线为0,而上、下控制限分别 为+3和-3。
SPC控制图——P图的注意事项

SPC控制图——P图的注意事项
关键词:SPC控制图,P图
P图是常用SPC控制图之一,用于测量在一批检验项目中不合格品(不符合或所谓的缺陷)项目的百分数。
在使用SPC控制图P 图以前,必须采取以下几个预备步骤:
●建立一个适于行动的环境。
除非管理者提供一个相应的环境,否则任何统计方法都会
失败;
●定义过程。
必须根据它与其他操作/使用乾的关系,影响过程每个阶段的过程/要素(人、
设备、材料、方法和环境)来理解过程。
像因果分析图之类的技术可以帮助使这些关系可视化;
●确定要管理的特性。
将精力集中在对过程改进最有积极作用的那些特性上(排列图原
理的应用);
●考虑顾客的需求。
包括使用产品或服务作为输入的任何后续过程,以及使用最终产品
的顾客;
●特性的相互关系。
充分利用特性间的关系是有效的现实研究方法,如果一个项目的几
个不同的特性变化趋向于合并,对其只描绘一个特性就够了。
在制作P图过程中,需要考虑以下几个问题:
●把被检查的每一个元件,零件或项目记录成合格或不合格(即使一个项目有几处不合
格,也仅记录为一个不合格项);
●把这些检验的结果按一个有意义的基础条件分组,并且把不合格的项目用占子组的大
小的十分之几来表示。
P图属计数型控制图,用于控制对象为不合格品率或合格品率等质量指标的场合,使用P图时,应注意以上所述事项,以达到过程管控的目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
N12345678910111213
14.9584.9665.0765.015.0155.0354.9584.9834.9335.0185.0774.9755.002
24.9684.9195.0314.9645.074.9774.8944.9614.9495.0365.0694.9174.997
34.9695.0425.0224.9485.0295.0145.0235.0385.0194.964.9314.9545.044
44.9984.9985.0554.9485.0414.9965.0095.0575.0324.9754.9514.9465.067
55.0144.9654.9944.9364.9625.144.9684.8954.964.994.9955.0474.943
X-bar4.9814.9785.0364.9615.0235.0324.974.9874.9794.9965.0054.9685.011
R0.0560.1230.0820.0740.1080.1630.1290.1620.0990.0760.1460.130.124
X-LSL5.0635.0635.0635.0635.0635.0635.0635.0635.0635.0635.0635.0635.063
X-CL4.9944.9944.9944.9944.9944.9944.9944.9944.9944.9944.9944.9944.994
X-LCL4.9254.9254.9254.9254.9254.9254.9254.9254.9254.9254.9254.9254.925
红色区域为允许编辑区域
R-LSL0.2530.2530.2530.2530.2530.2530.2530.2530.2530.2530.2530.2530.253
R-CL0.120.120.120.120.120.120.120.120.120.120.120.120.12
R-LCL0000000000000
UCL4.9941044.92511788X-LCLSL5USLX-LSLX-CL5.06309012X平均值R极差控制5.14.9ModelPart No.Dimension No.
141516171819202122232425
5.0194.9814.9824.9855.075.0564.9965.0195.0325.0215.0485.002
4.9794.9664.9024.8394.9334.9285.0854.9415.0625.0364.9774.988
5.0564.9424.9965.0514.9145.0735.0214.9755.0134.9534.9695.038
5.0615.044.9964.924.9465.0164.9694.9624.9644.9874.8834.996
4.9974.8864.8735.0475.0425.0175.0065.0695.0674.9835.0475.008
5.0224.9634.954.9684.9815.0185.0154.9935.0284.9964.9855.006
0.0820.1540.1230.2120.1560.1450.1160.1280.1030.0830.1650.05
5.0635.0635.0635.0635.0635.0635.0635.0635.0635.0635.0635.063
4.9944.9944.9944.9944.9944.9944.9944.9944.9944.9944.9944.994
4.9254.9254.9254.9254.9254.9254.9254.9254.9254.9254.9254.925
0.2530.2530.2530.2530.2530.2530.2530.2530.2530.2530.2530.253
0.120.120.120.120.120.120.120.120.120.120.120.12
000000000000
N2.11400.1195650.577X-BarR-BarA2D34.994104差控制图R-LSLR-CLR-LCL0.252749840.119560
D
4