飞针测试资料制作教材
飞针测试

飞针测试飞针测试是一个检查PCB电性功能的方法(开短路测试)之一。
飞测试机是一个在制造环境测试PCB抄板的系统。
不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。
在测单元(UUT, unit under test)通过皮带或者其它UUT传送系统输送到测试机内。
然后固定,测试机的探针接触测试焊盘(test pad)和通路孔(via)从而测试在测单元(UUT)的单个元件。
测试探针通过多路传输(multiplexing)系统连接到驱动器(信号发生器、电源供应等)和传感器(数字万用表、频率计数器等)来测试UUT上的元件。
当一个元件正在测试的时候,UUT上的其它元件通过探针器在电气上屏蔽以防止读数干扰。
飞针测试对于飞针测试来说,上机操作无疑是属于其简单的部分,但其中也不乏一些小技巧,下面是我们在工作中的一点心得,不敢独占,拿出来和大家分享。
一、对位首先要谈的是关于对位点的选取,一般只挑对角的两个孔作为对位点即可,(自然要选在边上,难道对位时还要数左起的第几个孔?)而不去理会IC。
这样做的好处是,对位点少,对位花的时间就少,一般来说,蚀刻总是有侧蚀,所以选焊盘做对位点不很准。
如果真的出现很多开路,也不用马上停下来,等开路测完开始进行短路测试时再停,因为这时已经可以查看开路错误,你可以根据报的错误的位置,有针对性的加对位点。
再谈手动对位,严格的说,孔都不是在焊盘的中心,那么对位时是要把点尽量放在焊盘的中心呢,还是尽量和实孔重合?一般如果要测试的点多为孔,则选择后者,如果多为IC,尤其是IC处容易出现假开路的时候,就需要把对位孔放在焊盘中间。
二、定架定架就是固定测试托架,带边框的资料是用两个方框表示的,外面的方框就是边框,对于这样的板,直接使用机器给出的尺寸即可,对于不带边框的资料,是用一个方框表示,我们可以用show board这个命令(在看放板方向时会用到)看看在最靠边上的被测试焊盘是哪个,对照实板,看它到板边的距离是多少,以此来补偿。
飞针测试操作手册

作业目的规范飞针电测试工序操作要求,确保产品的电性能。
适用范围本规适用于飞针测试工序作业岗位职责在生产部负责指导的前提下作正确,正规的生产操作测试员负责导出测试文件,飞针机器作业及FPC的通断性能测试,并对部分短路缺陷进行修理作业程序1.测试机器工作原理:机器根据测试文件的设计、指示测试针测量一个网络的第个端点,经过伺服电脑逻辑处理来确定该网络内是否有开缺陷;或分别测量每两个网络,确定两面三刀个网络间是否存在短路缺陷。
电容法测试原理:机器根据测试文件的设计、指示测试针测量每个测量点的电容值与基准电容值(基准电容值:相位差学习时得到的理论电容值)相经伺服电脑逻辑处理来确定该网络或点存在开短路缺陷。
电阻法测试原理:机器根据测试文件的设计、指示测试针测量一个网络的第个端点,经过伺服电脑逻辑处理来确定该网络内是否有开缺陷;或分别测量每两个网络,确定两面三刀个网络间是否存在短路缺陷。
电容加电阻法测试原理:首板测量线路相位差得到测试点或网络的电容基准值,接着电阻法测量开短路缺陷;后续板测量线路相位差经伺服电脑逻辑处理来确定该网络或点存在开短路缺陷。
2.作业流程:(1)导出飞针测试文件(2)根据FPC产品特性有选择地设置机品参数(3)相位差学习(电容测试法)(4)测试首板→(首板OK批量测试)→做飞针测试首板首栓检验记录表(5)首板不过则对机器做性能调试(常规包括:X/Y轴校正、电容校正)(6)重复(1)(2)(4)步骤达式3.作业流程说明:作业流程图例说明导出飞针测试文件根据WIP提前导出需有的测试文件,并检查文件有无错误设置测试参数根据FPC的特性设置参数,使机器可准确测量和高效使用相位差学习(电容测试法) 相位差学习时可得到的点或网络理论电容值进行电容测试法测板测试首板首板测试,检查FPC有无点或网络漏测错误,确保板的电性能测试并检查有无针印,压伤常规校正X/Y轴校正、电容校正可确保机器准确测量到PAD批量测试测板时可单手戴防静电手套,拿板时尽量辟直接接触板的金属面防止氧化或折皱机器准备:(1)机器的作业环境与开启:检查机器的电源线、USB连接线、视屏线的连接是否完成,确认后接入电源。
飞针测试

1.首先先打开PC开关
2.做电测时,必须先做开关
卡自检,确保机器是否能正
常工作。
3.在做开关卡自检时,黄线
代表OK,红线代表NG,如果
出现红线时应及时通知当班
组长联系设备部维修,恢复
正常工作。
上锁)
4.将所要用的测试夹具放在测试机的中央,然后自检下夹具是否有破损现象,针盘是否少针或者有弯针断针现象。
以便在测试中不会出现很少假点的现象。
5.在装排线的时候,首先要确认排线的根数,然后从从最外面的牛角开始往里装。
在装的时候必须要用双手去压。
卡口一定要对好牛角的槽口。
6.装好排线后,必须要做测试架全开路自检,检测夹具是不是在测试之前是否能正常使用。
7.用锁锁住夹具底板,确保夹具在工作时不能移位。
8.装上磨夹具时,打开红色开关,用上手按下上机床,将上下模结合(中间必要要用吊针或白色支撑柱),然后用上磨锁将上磨固定。
1234
56
9.根据夹具盖板上的料号
(如Lx2oxxxx0)将软盘插入
软驱中在电脑的工程资料盘中找到夹具测试资料将
Lx20xxx0.mxa文件发送到软盘中
图1-6所指的是将软盘所拷贝资料的导入步骤。
吹管飞针制作方法

吹管飞针制作方法
吹管飞针是一种古老而独特的技艺,源于我国民间传统手工艺。
它不仅具有观赏价值,还具有一定的实用性。
在这里,我将为大家详细介绍吹管飞针的制作方法。
一、材料准备
1.吹管:选择一根长度适中、内径均匀的竹管,作为吹管飞针的主体部分。
2.针:选用硬度适中、长度合适的绣花针,作为飞针部分。
3.线:选用与吹管颜色相近的棉线,用于捆绑针与吹管。
4.剪刀:用于剪断线头。
5.锉刀:用于打磨吹管内壁,使其光滑。
二、制作步骤
1.制吹管:将竹管一端削成斜口,使其与针的尾部相吻合。
用锉刀打磨吹管内壁,确保光滑无毛刺。
2.制飞针:将绣花针的尾部缠绕在吹管上,针尖朝外。
针与吹管的捆绑要牢固,以防在使用过程中脱落。
3.绑定:用棉线将针与吹管捆绑在一起,线头藏在吹管内,确保美观。
4.调试:尝试吹动飞针,观察其飞行轨迹是否稳定。
如不稳定,可适当调整针与吹管的捆绑位置,直至飞行轨迹稳定。
三、注意事项
1.在制作过程中,要确保针尖朝外,以免伤人。
2.捆绑针与吹管时,力度要适中,过紧可能导致吹管破裂,过松则可能导致飞针飞行不稳定。
3.使用吹管飞针时,要注意安全,避免对人造成伤害。
4.吹管飞针属于易损品,使用过程中要注意保养,避免潮湿、高温等不良环境。
通过以上步骤,你就可以制作出一根精美的吹管飞针。
这项技艺不仅可以锻炼手眼协调能力,还能培养耐心和细心。
飞针测试机操作手册

南京协力电子科技集团有限公司深圳分公司SURPASS飞针测试机操作手册WI-PR-7.1.3第一章内容:软件操作换针调试压力大小校正软件注册软件升级掌握要点(1)熟练掌握测试流程(2)熟练掌握复测流程,理解复测选项中各项参数设定的含义,并可以按照实际要求加以灵活运用(3)掌握序列号的设定方法(4)能够熟练地对软板进行测试(5)了解测试针和针座的结构,熟练掌握安装测试针与针座的技巧。
(6)熟练掌握测试针压力调整与大小校正的方法(7)熟练掌握软件的注册与升级方法1. 执行SURP2006程序2. 选择需测试的料号3. 设定测试参数4. 将需测试的PCB架于快速框上后按操作界面上的START5. 对位:操作面板上A针指示灯亮后利用方向键将A针针尖对准PCB上左下角的对位点后按面板上的ENTER键,再移动B针针尖对准PCB右上角的对位点,按ENTER(测首片的对位模式)6. 将屏幕上显示的对位点与十字靶标对齐后按ENTER(A,B,C,D四个针,每对准一个后按一次ENTER,共四次)7. 对位完成后开始测试8. 测试完成结果PASS或FAIL9. FAIL板需复测(RETEST)或检修10. 换板后可将对位模式改为自动模式11. 按START后CCD开始自动对位并测试双击桌面上的Surpass可进入如下画面:A: Select The Board选择测试资料(!) Name:在空格内输入需要测试的料号后点OK,或直接使用光标来选择料号(2) Change Directory :资料路径选择B:主操作界面(1) 功能键Load :选择测试资料Start :测试开始ReTest :对FAIL板进行复测。
Stop :测试停止(在测试过程中按下该按扭可使机台停止测试)Param :测试参数与模式设定Data :测试资料与数据Cont :开路测试IsoL :短路测试View :显示面切换Clamp :气夹开关Retorg :PROBE归零PdReset :电源重置(机台发生掉电时,按下该按扭可自动恢复电源)CP :PROBE精度校正(大,小校正)CR :电阻检查菜单功能(1)FILE:文件管理a. OPEN:选择测试资料b. ParamLoad:选择测试参数c. ParamSave:设定测试参数与模式存盘(只针对相应的资料)d. ParamSave for Default:设定默认测试参数与模式e. Import PDM:输入PDM值f. Mail Property:邮件传送g. Serial No property:设置序列号h. Print Property:印表机设置(如下图)User Name:使用公司名称Printer Type:印表机型号While OK:测试OK打印While NG:测试NG打印While NO Test:没有测试完成打印Stop Printing at temporary:暂时停止打印Skip panle information if the panel is ok:跳过OK的panle不打印Serial Number:连续测试的数量Start of Test:测试开始时间Total Test Time:测试总时间Number of Comp/Sold points:测试总点数Number of Nets:测试网络数Number of Adjacent Nets:短路测试网络数Adjacency Distance:短路测试网络的范围(ADJ值)Test Mode:测试模式Threshold:开,短路测试阻值Number of Errors:错误点数量No Indication:不打印出提示文字OK/NG:打印出OK/NGPASS/FAIL:打印出PASS/FAILPreview:打印设定演示Output error point and error net in paper:打印出条形码(使用在QVS检修系统上)Output error value in paper:在打印报表上打印出错误点的电阻值Output grid position in paper:在打印报表中打印出错误点和错误网络的编号(2)Help:帮助About Surp2006: 查看SURP2006版本Edit Ini file: 编辑INI文件Disp SetHight: 查看测试针压力(该压力是做完大小校正后的压力而非当前压力)Pack Information:测试完成后输出ZIP档Reset Probe Counter:查看测试针的使用状况Reset Pass Fail Counter: 测试记录归零a:针对问题板进行复测:(1) 复测时点选功能菜单栏中的RETEST图标后进入下图:(2) 用鼠标右键选择需复测的资料后点击开启,进入如下画面;Check only defectnet:只针对问题点或网络进行复测Chenk adjacent net for continuity and lsolation test recommended for POST-REPIR PCBS:对所有与问题点网络相关的网络和测试点进行复测(建议选择该项进行复测,可避免漏失) Checks Nets involved with SHORT for Continuity:对短路网络进行复测,并检查其导通性能是否良好. (建议选择该项进行复测,可避免漏失)Check all mid points.(it works only emm file):对所有中间点进行检查注:当测试结果为FAIL时将自动产生一个错误档案,后缀名为ERR,错误档案按顺序排列,例:前一次测试的FAIL板的错误档案为69006.ERR,下一片的结果也是FAIL,那么将自动产生69007.ERR档案,如需对该FAIL板进行复测,则应将其相对应的错误档调出即可.b:给待测板增加序列号:(1) 选择功能菜单中的File----Serial No property,进入如下画面:User Serial NO:使用序列号功能Input Always:每换一片PCB就要输入一次序列号,如果是多片排版测试,则在测试完第一个PCS后在测下一个PCS前弹出该对话框,要求输入新的序列号。
s999飞针测试机操作说明书
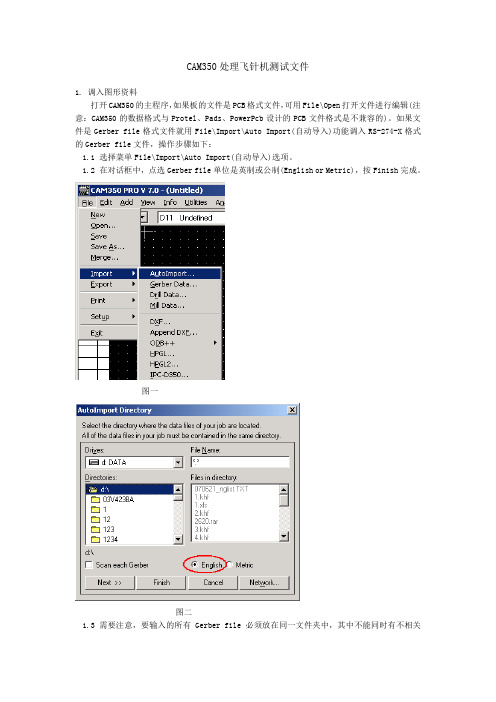
CAM350处理飞针机测试文件1. 调入图形资料打开CAM350的主程序,如果板的文件是PCB格式文件,可用File\Open打开文件进行编辑(注意:CAM350的数据格式与Protel、Pads、PowerPcb设计的PCB文件格式是不兼容的)。
如果文件是Gerber file格式文件就用File\Import\Auto Import(自动导入)功能调入RS-274-X格式的Gerber file文件,操作步骤如下:1.1 选择菜单File\Import\Auto Import(自动导入)选项。
1.2 在对话框中,点选Gerber file单位是英制或公制(English or Metric),按Finish完成。
图一图二1.3 需要注意,要输入的所有Gerber file 必须放在同一文件夹中,其中不能同时有不相关的文件,这样才能正确读取Gerber file文件。
备注:标准的 Gerber file格式文件分为RS-274与RS-274-X两种,其不同在于:A:RS-274格式的坐标数据与D码是分开保存在两个文件中,且一一对应,Auto Import(自动导入)功能可以自动辨认对应的D码文件(不同的CAD软件产生的D码文件格式是不同的)。
B:RS-274-X格式的坐标数据与D码保存在一个文件中,因此不需要D码文件。
一般原始文件是RS-274格式文件,工程文件是RS-274-X格式文件。
2. 如果文件中有复合层(一层线路文件由几层甚至十几层组成),则要先对复合层进行处理,把它转成一层文件,用命令Utilities\Composite->Layer把复合层转成新的一层文件。
3. 图层排序,一般的排列顺序是前层线路、内层线路、后层线路、前层阻焊、后层阻焊、前层字符、后层字符、孔层,命令是Edit\Layers\Reorder,(以四层板为例:GTL-G1-G2-GBL-GTS-GBS-GTO-GBO-TXT)。
飞针教程

APT-9401CJ說示 教 篇 作者:-1-APT-9401CJ說前言本说明书所说明之内容之针对示教模式(teaching mode)之程序管理方式作说明。
本说明书仅针对单一案件为例针对测试程序之制作举例作说明,对于 APT-9401CJ 之使 用必须请详细阅读 APT9401CJ 之本体操作手册,已将机台之性能有效发挥。
-2-APT-9401CJ說1程序制作前之准备 1-1 数据管理方式之设定 开始建立新文件时必须先将数据管理模式设定为 Teaching system。
首先进入「Mode」→「D.Mode」→「Coordinates Management」 画面。
选取「Coordinates Management」下之 「Teaching system」 。
(见画面 1)[画面 1 Teaching system] 1-2.零件名称输入前之准备 将空板或零件位置图事先拷贝一份, 将所有要测试之零件以绕线方式逐一选取并依照最 佳路径一笔串起。
(见图 1)[图 1.路径图]-3-APT-9401CJ說2.零件名、标定值之输入 移动鼠标并按下左键「File(F)」→「New(N)」 。
(见画面 2)[画面 2.开新档案] 若是有已开启之档案则将出现以下画面(画面 3)。
若有必要存档请选「YES(Y) 」保存,反之则选「NO(N)。
」[画面 3 存盘与否之对话框] 2-1.输入零件名称 按照路径化后之零件位置图逐一输入零件名称(Part name)。
(见画面 4)[画面 4 零件名输入] 注意 此步骤只针对零件名称作输入。
机台自动读板时会依照零件名开头第一个字母自动设定检测模式,因此必须给予适切 之零件名称。
(请见表 1)。
IC、晶体管、连接器等 3 端点以上覆数测步之组件只需输入一次零件名(1step)。
其余检测内容于坐标输入时使用自动发生机能自动作成。
-4-APT-9401CJ說[表 1、零件名开头文字所对应之零件类别] 部品名 电阻 电容 线圈 变压器 晶体管 二极管 IC 开头文字 R or MR C or MC L T Q or TR D I 部品名 跳线 Switch Relay Connector Fuse、Filter Crystal(震荡器) 齐纳二极管 开头文字 J or W S RL P or CN F X or CX or CZD2-2、标定值输入 依照料表输入各零件之零件标定值 Value(标定值) 。
飞针测试原理

飞针测试原理飞针测试是一种常见的电子元器件测试方法,通过测试飞针接触点与被测设备之间的电气连接状态,来验证电路板的功能性。
飞针测试原理主要基于接触式测试技术,通过飞针与被测设备之间的接触来检测电路板上的连接状态和电气性能。
在本文中,我们将详细介绍飞针测试的原理和应用。
飞针测试的原理可以简单概括为以下几点,首先,飞针测试需要一组特制的测试针(即飞针),这些测试针通常由弹簧材料制成,具有一定的弹性和导电性能;其次,被测设备上的电路板需要设计相应的测试点,以便飞针能够准确地接触到需要测试的位置;最后,通过控制飞针的运动轨迹和接触压力,可以实现对被测设备的电气连接状态进行快速、准确的测试。
飞针测试的原理在实际应用中具有广泛的适用性。
首先,由于飞针测试可以实现对电路板上大量测试点的快速测试,因此在大批量生产的电子产品中得到了广泛应用。
其次,飞针测试还可以用于对高密度电路板的测试,通过精确控制飞针的位置和接触压力,可以实现对高密度电路板的准确测试。
此外,飞针测试还可以用于对不同类型的电子元器件进行测试,包括贴片元件、插件元件和表面组装元件等。
在实际应用中,飞针测试的原理需要结合相应的测试设备和测试程序来进行。
首先,测试设备需要具备精确的运动控制和位置定位功能,以确保飞针能够准确地接触到被测设备的测试点;其次,测试程序需要根据被测设备的具体要求进行定制,包括测试点的位置、测试顺序和测试参数等。
通过结合测试设备和测试程序,可以实现对被测设备的高效、准确测试。
总之,飞针测试原理是一种基于接触式测试技术的电子元器件测试方法,通过控制飞针的运动轨迹和接触压力,可以实现对被测设备的电气连接状态进行快速、准确的测试。
在实际应用中,飞针测试的原理具有广泛的适用性,可以用于大批量生产的电子产品、高密度电路板和不同类型的电子元器件的测试。
通过结合测试设备和测试程序,可以实现对被测设备的高效、准确测试。