Z向钢板与普通钢板工艺差别2011.11.11
钢板的名词解释有哪些

钢板的名词解释有哪些钢板是一种常见的金属材料,在各个领域都有广泛的应用。
它具有高强度、耐腐蚀、耐磨损等特点,被广泛用于建筑、制造业、交通工具和家居等领域。
下面将对钢板的相关概念进行解释,从不同角度探讨其特征和用途。
一、钢板的基本概念钢板是一种金属制品,以钢材为原料生产加工而成的平板状产品。
它通常由热轧或冷轧钢板制成,具有一定的厚度,尺寸较大,长宽比较窄。
二、钢板的分类和特征1.按照生产工艺分类(1)热轧钢板:将加热过的钢坯通过大型轧机进行压制制造的钢板。
它具有粗糙的表面,力学性能较好,常用于构造件、机械制造等领域。
(2)冷轧钢板:采用冷轧工艺加工制造的钢板。
由于冷轧过程中较少产生热量,因此冷轧钢板表面较光滑,厚度一般较薄,广泛应用于汽车、电子、家电等领域。
2.按照表面处理分类(1)镀锌钢板:在钢板表面进行镀锌处理,使其具有抗腐蚀的特性。
常见的镀锌钢板有热镀锌钢板和电镀锌钢板,广泛应用于建筑、家居等领域。
(2)涂层钢板:在钢板表面喷涂不同种类的涂料,增加钢板的功能和美观性。
常见的涂层钢板有有机涂层钢板和热浸镀铝锌钢板,被广泛应用于建筑、制造业等领域。
3.按照用途分类(1)船舶用钢板:具有良好的耐腐蚀性和高强度,通常用于制造船舶的船体和船体结构。
(2)建筑用钢板:主要用于建筑结构中的梁、柱等构件,具有优异的强度和耐候性能。
(3)汽车用钢板:用于汽车车身、底盘等零部件,具有较高的强度和韧性。
(4)容器用钢板:主要用于制造储罐、燃气罐等容器,具有良好的耐压性能和密封性能。
(5)制造业用钢板:广泛应用于各类机械设备、仪器仪表等制造过程中,满足特定的强度和尺寸要求。
三、钢板的加工和应用1.钢板的加工:常见加工方式包括切割、冲压、模具冷冲压等。
切割可通过火焰切割、等离子切割、激光切割等方式进行。
冲压和模具冷冲压则可以实现对钢板的成形加工,如车削、冲孔、走边等。
2.钢板的应用领域:钢板广泛应用于建筑、制造业、交通工具和家居等领域。
热镀锌双相钢与普通热镀锌钢点焊工艺对比
热镀锌双相钢与普通热镀锌钢点焊工艺对比包晔峰;张炎璐;蒋永锋【摘要】用单因素法对比试验了两种基板材料不同的热镀锌钢板的点焊工艺,研究焊接电流、焊接时间和电极压力三个主要工艺参数对点焊质量的影响.结果表明,80 kg级热镀锌双相钢点焊工艺参数比普通热镀锌钢窄很多,普通镀锌钢接头抗拉剪载荷只有双相钢的1/3~1/2;焊接电流和焊接时间对焊点的熔核直径和接头抗拉剪载荷影响很大,电极压力对接头抗拉剪载荷和熔核直径影响甚小,变化幅度仅在500~1 000 N和0.5 mm以内.数据分析表明,以熔核直径为判据优化焊接参数时,抗拉剪载荷波动较大,可能出现强度偏低的情况,为此提出了以抗拉剪载荷为判据进行参数优化的方法,得到0.8 mm厚普通热镀锌钢点焊参数范围:焊接电流10~12.5 kA,焊接时间16~23 cyc,电极压力1 430~3 570 N;1 mm厚80 kg级热镀锌双相钢点焊参数范围:焊接电流10.7~11.7 kA,焊接时间13~19 cyc,电极压力2 150~3 200 N.%Based on the method of single-factor, two different hot-dip galvanized steel sheets were tested in the experiments. The effect on spot-welding quality of three main welding parameters-weldingcurrent .welding time and electrode pressure were confirmed. The result was as followed: contrasting to general galvanized steel,the variation range of welding parameters of 80kg level high -strength dual-phase galvanized steel was comparatively narrow, while tensile-shear strength of general galvanized steel was only 1/3 to 1/2 of it. Nugget diameter and tensile-shear strength were sensitive to the variation of current and welding time.but insensitive to electrode pressure,the variation range of them were within 500 to 1000 N and 0.5 mm. Data analysis indicated that ifparameters optimization based on the criterion of nugget diameter,the tensile-shear strength fluctuated widely and might lead to strength deficiency. Consequently this article puts forward a criterion based on tensile-shear strength to optimize the parameters, the range of improved parameters was obtained: welding current from 10.5 to 11.7 kA,welding time from 12 to 19cyc and electrode pressure from 2150 to 3200N for0.8mm general galvanized steel: welding current from 10 to 12.5kA,welding time from 16 to 23cyc and electrode pressure from 1430 to 3570N for I mm 80kg level high-strength dual-phase galvanized steel.【期刊名称】《电焊机》【年(卷),期】2012(042)012【总页数】5页(P25-29)【关键词】热镀锌钢;电阻点焊;双相钢;工艺参数【作者】包晔峰;张炎璐;蒋永锋【作者单位】河海大学机电工程学院,江苏常州213022;河海大学机电工程学院,江苏常州213022;河海大学机电工程学院,江苏常州213022【正文语种】中文【中图分类】TG438.20 前言镀锌钢板因其良好的耐腐蚀性在很多场合有逐渐代替普通冷轧钢板的趋势。
z型钢厚度偏差

Z型钢厚度偏差1. 简介Z型钢是一种常用的结构钢材料,常用于建筑、桥梁、机械设备等领域。
在生产过程中,由于各种原因可能会导致Z型钢的厚度偏差,即在标准规定的厚度范围内,出现偏离标准厚度的情况。
这种偏差可能会影响到Z型钢的使用性能和安全性能,因此对于Z型钢厚度偏差的检测与控制是非常重要的。
2. 厚度偏差的原因Z型钢厚度偏差的主要原因可以包括以下几个方面:2.1 原材料问题Z型钢的厚度偏差可能与原材料质量有关。
如果原材料的厚度不均匀或者存在厚度不足或过厚的情况,那么在加工过程中就很容易出现厚度偏差。
2.2 加工设备问题加工设备的质量和性能也会对Z型钢的厚度产生影响。
如果加工设备不精准或者调整不当,就有可能导致Z型钢厚度的偏差。
同时,加工设备的磨损和老化也会对加工质量造成影响。
2.3 加工工艺问题加工工艺的选择和控制也是影响Z型钢厚度偏差的重要因素之一。
选择合适的加工工艺可以减小厚度偏差的风险,而加工工艺的控制可以确保每一步操作都符合规范要求,减小偏差的发生概率。
2.4 环境条件问题环境条件也可能对Z型钢的厚度产生影响。
例如,温度过高或过低、湿度过大或过小等因素都可能导致Z型钢在加工过程中发生热胀冷缩或者水分蒸发导致收缩,从而造成厚度偏差。
3. 厚度偏差的检测方法对于Z型钢厚度的偏差,可以采用以下几种常用的检测方法:3.1 直接测量法直接测量法是一种比较常用的检测方法,主要是通过使用测厚仪或者千分尺等工具直接对Z型钢的厚度进行测量。
这种方法简单直接,但对于大尺寸的Z型钢或者需要高精度的测量时可能存在一定的局限性。
3.2 影像测量法影像测量法是一种先进的非接触式测量方法,通过使用数字相机或激光扫描仪等设备,将Z型钢的图像采集下来,然后通过图像处理算法计算出厚度偏差。
这种方法可以适用于各种尺寸的Z型钢,并且具有高精度和高效率的优点。
3.3 比较法比较法是一种相对简单的检测方法,主要是通过将待测Z型钢与已知标准厚度的参照钢放置在一起进行比较,然后观察厚度差异来判断厚度是否偏差。
最全的冷轧知识(材质牌号分类及生产工艺)

冷轧知识一、普通冷轧板材简介是由热轧薄板通过冷压力加工而得到的产品。
由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。
1、普通冷轧板材的用途分类根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。
2、普通冷轧板材的牌号常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺寸表示方法例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C 卷材。
外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。
使用于机械咬口用,例如冰箱的外壳,车辆油箱等。
ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。
ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC 要强。
日本JIS标准材质含义SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS 标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。
各种镀锌板工艺特征比较
各种镀锌板工艺特征比较各种镀锌板工艺特征比较一、镀锌板概述镀锌板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的钢板称为镀锌板或镀锌钢板。
镀锌板广泛用于建筑、轻工、汽车、家电、电子、农牧渔业、商品包装等行业。
近几年,我国建筑、家电等行业对镀锌板需求增长很快,市场潜力较大,尤其是近年来随着建筑轻型结构的迅速发展,轿车产量的逐年增加,家用电器的广泛普及,合资、独资企业电子产品的大量出口,使镀锌板的消费量增长较快。
按生产方式分,镀锌板分为热镀锌板和电镀锌板。
目前,国内镀锌板的生产无论是数量还是品种均不能满足市场需求,每年需要大量进口,国内镀锌板生产市场占有率较低,国内市场供不应求,市场潜力巨大。
二、镀锌板的种类镀锌板按生产及加工方法可分为以下几类:将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。
目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;②合金化镀锌板这种钢板也是用热浸镀锌法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。
这种镀锌板具有良好的涂料的密着性和焊接性;用电镀锌法制造这种镀锌钢板具有良好的加工性。
但镀层较薄,耐腐蚀性不如热浸法镀锌板;④单面镀和双面差镀锌板单面镀锌钢板,即只在一面镀锌的产品。
在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。
为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,即双面差镀锌板;⑤合金、复合镀锌板它是用锌和其他金属如铅、锌制成合金乃至复合镀成的钢板。
这种钢板既具有卓越的防锈性能,又有良好的涂装性能。
除上述五种外,还有彩色镀锌钢板、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。
但目前最常用的仍为热浸镀锌板。
三、镀锌板的标准规范1、镀锌板规格尺寸有关产品标准都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。
厚度偏差一般在0.05mm ,长宽偏差一般在5mm ,板材的厚度一般在0.4-3.2之间,可查阅本节有关产品标准。
钢材Z向性能要求计算
钢材Z向性能要求计算:《建筑抗震设计规范》GB50011-2001规定:采用焊接连接的钢结构,当钢板厚不小于40mm且承受沿板厚度方向的拉力时,应按国家标准《厚度方向性能钢板》(GB50313)的规定,板厚方向的断面收缩率不应小于该标准Z15级规定的允许值;《高层民用建筑钢结构技术规程》(JGJ-99-98)对此的要求是钢板厚度等于或大于50mm。
《建筑钢结构焊接规程》(JGJ-91)规定:对较厚的板件(≥25mm),在T型接头﹑角接接头和十字形接头中应采取防止层状撕裂的措施。
规范规定的厚钢板Z向性能Z15是最低要求,影响层状撕裂的因素很多,如钢材的含硫量﹑节点设计的合理性﹑焊接工艺的合理性等。
设计中要注意不要以为厚钢板有了Z15的保证九可以高枕无忧,对复杂的连接应进行层状撕裂危险性指数(LTR)的评价,以保证连接的可靠性。
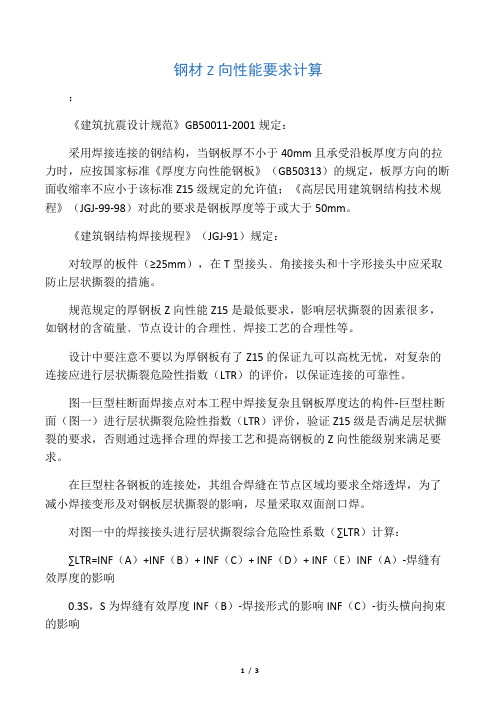
图一巨型柱断面焊接点对本工程中焊接复杂且钢板厚度达的构件-巨型柱断面(图一)进行层状撕裂危险性指数(LTR)评价,验证Z15级是否满足层状撕裂的要求,否则通过选择合理的焊接工艺和提高钢板的Z向性能级别来满足要求。
在巨型柱各钢板的连接处,其组合焊缝在节点区域均要求全熔透焊,为了减小焊接变形及对钢板层状撕裂的影响,尽量采取双面剖口焊。
对图一中的焊接接头进行层状撕裂综合危险性系数(∑LTR)计算:∑LTR=INF(A)+INF(B)+ INF(C)+ INF(D)+ INF(E)INF(A)-焊缝有效厚度的影响0.3S,S为焊缝有效厚度INF(B)-焊接形式的影响INF(C)-街头横向拘束的影响0.2δINF(D)-拘束度的影响INF(E)-预热条件的影响。
不预热取0,预热温度>100C时取-8焊接接头:板厚80时,∑LTR=0.3x69+5+0.2x80+0-8=33.7板厚70时,∑LTR=0.3x60+5+0.2x70+0-8=29板厚60时,∑LTR=0.3x51+5+0.2x60+0-8=24.3板厚50时,∑LTR=0.3x43+5+0.2x50+0-8=19.9板厚40时,∑LTR=0.3x34+5+0.2x40+0-8=15.2表1∑LTR与对应的ψz值∑LTRo要求的ψz(%)平均值-152535最小值-101525≤1011~2021~30>30表1表示层状撕裂综合危险性(∑LTR)程度不同所要求的钢材厚度方向断面收缩率ψz值,∑LTR值为实际工程中各种影响因素的总和。
钢板规格和说明
我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。
本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。
1 板材牌号及标记的识别1。
1 冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板.适用牌号:Q195、Q215、Q235、Q275;符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275-分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好了,能较好地满足一般的使用要求,所以应用范围十分广泛。
标记:尺寸精度—尺寸—钢板品种标准冷轧钢板:钢号-技术条件标准标记示例:B—0。
5×750×1500—GB708—88冷轧钢板:Q225—GB912-89产地:鞍钢、武钢、宝钢等1。
《钢板知识大全》word版
一、管材的分类1、按生产方法分类(1)无缝管——热轧管、冷轧管、冷拔管、挤压管、顶管(2)焊管(a)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管(b)按焊缝分——直缝焊管、螺旋焊管2、按断面形状分类(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他3、按壁厚分类——薄壁钢管、厚壁钢管4、按用途分类——管道用钢管、热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管、其他实用文档二、无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。
钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。
钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。
钢管按横截面积形状的不同可分为圆管和异型管。
由于在周长相等的条件下,圆面积最大,用圆形管可以输送更多的流体。
此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。
根据不同用途还需有其他截面形状的异型钢管。
1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。
2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。
钢板轧制方向的判定
钢板轧制方向的判定引言:钢板轧制方向的判定是钢板加工过程中的重要环节,正确的判定能够保证钢板的质量和加工效率。
本文将介绍几种常见的钢板轧制方向判定方法,并分析其优缺点,帮助读者更好地了解和应用。
一、外观判定法外观判定法是最常用的一种判定方法,通过观察钢板表面的纹理和颜色来确定轧制方向。
一般来说,钢板表面的纹理和颜色与轧制方向有一定的关系,通过经验总结可以得出一些规律。
比如,纵向轧制的钢板表面纹理一般呈现出一条条明显的横向线条,而横向轧制的钢板则呈现出纵向线条。
此外,纵向轧制的钢板表面颜色一般较深,而横向轧制的钢板则较浅。
通过观察这些特征,可以初步判断钢板的轧制方向。
外观判定法的优点是简单易行,无需任何设备,只需要凭借人眼观察即可。
缺点是准确性有限,只能作为一种初步判断的方法,无法满足精确加工的要求。
二、磁性判定法磁性判定法是一种利用磁性来确定钢板轧制方向的方法。
钢板在不同方向上具有不同的磁性,通过测量钢板在不同方向上的磁性强度,可以判断其轧制方向。
一般来说,钢板在轧制方向上的磁性强度较低,而与轧制方向垂直的方向上的磁性强度较高。
因此,可以通过磁性测量仪器对钢板进行测试,根据测试结果确定轧制方向。
磁性判定法的优点是相对准确,可以满足一定精度的加工要求。
缺点是需要使用专门的磁性测量仪器,成本较高,并且在实际操作中需要注意测试的准确性和稳定性。
三、显微组织判定法显微组织判定法是一种通过显微镜观察钢板的组织结构来确定轧制方向的方法。
钢板在不同轧制方向上的组织结构有所差异,通过观察钢板切片的显微组织,可以判断其轧制方向。
一般来说,纵向轧制的钢板组织结构呈现出沿轧制方向延伸的纤维状结构,而横向轧制的钢板则呈现出交错的结构。
显微组织判定法的优点是准确性较高,可以满足较高精度的加工要求。
缺点是需要使用显微镜等设备进行观察,并且需要有一定的显微组织分析经验。
结论:钢板轧制方向的判定是钢板加工过程中的重要环节,不同的判定方法有各自的优缺点。
济钢高层建筑用Z向钢板的生产现状
・生产实践・济钢高层建筑用Z向钢板的生产现状李 敏 郑香增(济南钢铁股份有限公司)摘 要 本文介绍济钢高层建筑用Z向钢板的生产工艺和实物质量现状,针对济钢Z向钢板生产中存在的在线改判率高等系列问题,提出了Z向钢板开发与生产的应对措施。
关键词 Z向钢板 抗层状撕裂性能 高层建筑Current Producti on Situati on of Ji gangZ-D i recti on Steel Pl ate for Hi gh Rise Buildi n gsL iM in and Zheng Xiangzeng(J inan Ir on and Steel Co.L td)Abstract The article intr oduces the current situati on of p r oducti on p r ocess and actual p r oduct quality of J igang z -directi on steel p late f or high rise buildings,puts f or ward the counter measures for Z-directi on p late devel opment and p r oducti on ai m ing at series p r oble m s existing in Z-directi on p late p r oducti on in J igang,such as higher on line judge2 ment-changing rati o.Keywords Z-directi on steel p late,La mellar tearing resistant p r operty,H igh rise building1 前言钢结构建筑在制作、施工和使用过程中,具有抗震、无污染、节能、可循环利用等诸多优点,符合建筑业可持续发展的原则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
同上 比纯 CO2 气体保护焊更容易、更有效的控制焊缝金属内部的含氢量。费用较高 同上
1、坡口机的使用费用较高 2、增加工艺难度
同上
加工
1、焊前预热可以防止一般拘束度接头焊接时裂纹的产生 2、焊前预热可以控制焊缝金属及邻近母材的冷却速度。 无特定 3、较高的温度可使氢较快扩散且减少冷裂倾向 要求 4、增加工艺难度 5、增加费用
同上
焊接 控制
1、焊接电流小使焊接速度慢,延长焊接时间。 无特定 2、控制焊道层间温度使焊接一次一根梁,无法流水作业,降低效率 要求 3、增加工艺难度 4、增加费用
Z 向钢板与普通钢板加工安装工艺差别一览表
工 艺 Z 向 普 通 内 容 钢 板 钢 板 原材料 无特定 1、应逐块钢板进行超声波全面无损检测 检测 要求 1、在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙。 接头形式 2、在角接接头中,采用对称坡口或偏向于侧板的坡口。 无特定 控制 3、采用双面坡口对称焊接代替单面坡口非对称焊接。 要求 4、在 T 形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区 1、低氢性焊接材料 无特定 焊接材料 2、熔敷效率高 要求 3、较好的塑性性能 采用富氩混合气体保护焊(A r 8 5 % :C O 2 1 5 % ) 无特定 焊接方法 要求 1、Z 向钢板的坡口制备需优先采用机械坡口机进行加工,避免采用火焰切割, 以 免导致焊接部位重复受热。 坡口的 无特定 2、制定合理的坡口角度,在满足焊缝连接强度的同时,尽可能减小坡口尺寸, 制备 要求 以达到减少焊缝熔敷金属填充量的目的。 3、在坡口加工过程中,应严格按照既定要求限制坡口角度及钝边尺寸的偏差。 焊前 预热 1、Z 向板板焊接前,必须进行预热处理,并根据钢板厚度确定合理的预热温度 2、在保证在不产生附加应力的前提下,应适当提高焊接接头的预热温度。 1、制定合理的焊接顺序,尽可能避免厚度方向的焊接残余应力的产生,减少焊 接接头的拘束应力的集中。 2、尽量控制焊接热输入量,采用较小电流进行焊接。 3、焊接过程中严格控制焊道层间温度,应小于 250℃。 4、保证焊缝内部质量,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根 处理。 5、焊缝与 Z 向钢板母材连接基础即焊脚尺寸在标准要求范围内应尽可能大。 6、焊道层数的分布考虑 Z 向钢板母材与焊缝金属的局部缓冲。
同上
安装
1、焊后热处理可帮助焊缝金属内扩散氢的溢出,有效降低焊缝金属内的氢含量。 2、可降低焊缝出现冷裂纹的倾向。 焊后 无特定 1、与 Z 向钢板连接焊缝焊接完毕后,应对焊缝及 Z 向钢板母材整体热处理,保 3、有效预防 Z 向钢板母材的层状撕裂的产生。 热处理 要求 证消除焊缝及母材内部的焊接残余应力,减少脆硬组织和焊缝中的氢含量。 4、增加工艺难度 5、增加费用 防风 1、 焊接作业区风速: 手工电弧焊时不得超过 8m/s, 气体保护焊不得超过 2m/s; CO2 1、利用焊接操作平台,将平台做成基本封闭状态,就能有效防止大风对焊接的影响 要求不严 措施 2、超过上述数值应采取防风措施 2、增加措施费用 焊接 1、在高空现场控制温度需技术与经验相结合的高级技工 1、焊接过程中严格控制焊道层间温度,应小于 250℃ 要求不严 控制 2、增加人工费用 焊后 1、增加措施费用 1、焊接完成采用保温措施,防止 800℃降温至 500℃的时间过短。 要求不严 热处理 2、增加人工费用
同上
同上 同上 同上