电机转子芯轴加工工艺改进
发电机隐极转子成型线圈制造工艺改进
b更换 主控室 网络层 A网 R S 9 8 交换机为 . C 一 82 P S9 8 B 在 P S 9 8 B上按照端 口划分 V A C 一 82 , C 一 82 L N, 其 中将端 口 l2 357 l 划为测控 V A 将端 口 、、 、、 、1 L N; 1 、4 1 、6 1 、9划为保护 V A 3 1 、5 1 、7 1 L N;端 口 2 为级 3 联端 口。实现保护和测控装置的广播报文隔离。 C .更 换 各 个 继 保 小 室 内 间 隔 层 A 网 的 RC 一 8 2交 换 机 程 序 芯 片 ,实 现 光 纤 级联 端 口全 S98
21 0 2年 6月
Vol N O. - 35 3
GUANGXI EL C RI OWER E T C P
广 西 电 力
3 9
发电机隐极转子成型线圈制造工艺改进
M o iia i n o a u a t r o e s o r e i d n n d fc t f M n f c u e Pr c s f Fo m d W n i g i o
双工 方 式通 信 。 2 按 照 以 上 步骤 更 换 B网交 换机 , 换 期 间 A ) 更
e o o cb n f . c n mi e e t i Ke r s g n r t r w n i g tw rs a e ud y wo d : e eao - i d n , e h p dmo l o
中图分类号 : M 0 . 文献标志码 : 文章 编号 :17 — 3 0 2 1 0 - 0 9 0 T 3 31 B 6 1 8 8 (0 2)3 0 3 - 2
2 改变 原 来 采 用 滚 轮涨 紧矫 直 方式 , 用 直 接 ) 采 夹 紧漆包 线滚 盘 加上 一道 毛毡 夹 线方 式来 解 决漆 包 线 的夹 紧 问题 ,因此 分别 设计 了 2套 夹 紧装 置来 解 决线 圈的涨 紧 。
电机转子芯轴加工工艺改进
的转 子 为基 准 , 校 正转 子 跳 动重 新修 扩 中心 2 存在 问题 的原 因分析
通 过 多次 跟 踪 查 看 和 分 析 加 工 过 程 , 围内 , 但 因为 有 压 入 变 形 , 时 常导 致 转 子 以 得 出原 因主 要 有 以下 两方面 。
O P 1 0: 车七档夕 圆, d l 干 口 d 2 孔时, 虽 然 保证 了转 子 跳 动 在0 . 0 3 mm范
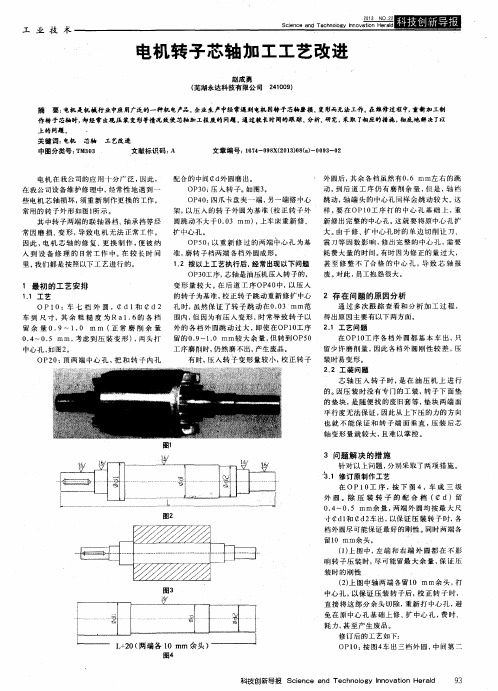
1 最初 的 工艺安 排
1 . 1 工 艺 车 到 尺寸 , 其 余粗 糙 度 为 R a 1 . 6 的 各 档 0 . 4 ~0 . 5 mm , 考虑 到 压 装 变 形 ) , 两头 打 中心孔 , 如 图2 。 OP2 0 : 顶 两 端 中心 孔 , 把 和 转 子 内 孔
工 业 技 术
S c i e n c e a n d T e c h n o l o g y I n n o v a t i o n H e r : a l d
电机 转 子 芯轴 加 工工 艺 改进
赵成 勇 ( 芜湖永达科技 有限公 司 2 4 1 0 0 9 )
摘 要 : 电机是机械 行业中 应用广泛的一种机 电产品。 企业生产中经常遇 到电 机 因转予芯轴磨损 , 变形而无法工作。 在维修过 程中, 重新加 工制 作转子芯轴时, 却经常 出 现 压装变形等情况致使芯轴加工报废的问题 。 通过轼长时间的跟 踪, 分析, 研究, 采取 了 相应的措施, 彻底地 解决了 以
扩 中心 孔 。 准, 磨 转 子 档两 端 各档 外 圆成 形。 新 修 出完 整 的中心 孔 。 这 就 要 将原 中心 孔扩 大。 由于 修 、 扩中 G , ; f L 时 的 单 边 切 削让 刀、 耗 费大 量 的时 间 。 有时 因为 修 正的 量 过 大 , 甚 至 修 整 不 了合 格 的 中心 孔 , 导 致 芯 轴 报 废。 对此 , 员工抱 怨很 大 。
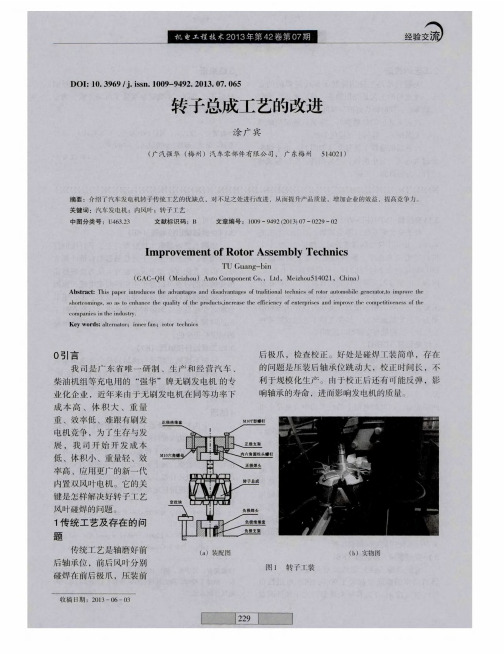
转子总成工艺的改进
变 频 器 输 入 接 触 器 的 负 载 是 变 频 器 ,变 频
作者简介 :郭华 嘉 ,男 ,1 9 8 3 年生 ,广东佛山人 ,大学本 科 ,助理工程师 。研究领域 :自动扶梯 、自动人行道 产品 电气控制系统。 ( 编辑 : 王智圣)
交流
2工艺的改进
关 键 技 术 是 怎 样 消 除 转 子 风 叶碰 焊 的 的 变 形 ,改 进后 的工 艺是 先 把轴 压 入前 后 极 爪 ,磨 前
后 轴 承位 ,同时碰 焊好 前后 风 叶。
3结束语
采 用 新工 艺生 产 的发 电机 ,噪 音小 ,质量 明 显 好 于 改进 前 ,小 批试 制 禁 住 了市 场 考验 ,为企
器 的功率 因数通 常都 大于 9 0 %,属 于电阻性 负
载 。应 该 按 A C 一 1 的容 量 来 选 型 ,大 于 扶 梯 满 载
见 的时候才会用于分断负载电流,因此对接触器
的损害 是很 少的 。
3 . 1 5 工频 运行 接触器 ( K 7 )
电阻 箱 在具 有 非 能源 再 生 全 变频 系统 的扶 梯 或倾 斜 角 大 于 6 度 的人 行 道 需 要 配 置 。它 的作 用
变 频 系统 的工频 运 行 接触 器 只会涂广 宾 ,男 ,1 9 7 5 年 生 ,广 东蕉岭 人 ,大 学
专科 ,助理工程师。研究领域 :车用电机。
( 编辑: 王 智 圣)
改进 工 艺 后 的效 果 良好 ,压装 后 轴 承位 跳 动
电机制造产品质量改进
电机制造产品质量改进电机作为现代工业中不可或缺的组成部分,其质量的优劣直接关系到整个设备的性能和寿命。
在激烈的市场竞争和技术迅速发展的今天,电机制造企业面临着提高产品质量和降低成本的双重挑战。
分析电机制造过程中可能影响产品质量的关键因素,并提出相应的改进措施。
产品质量的关键影响因素设计阶段在电机的设计阶段,设计理念的科学性、合理性及创新性是确保产品质量的基础。
设计中应充分考虑电机的使用环境、负载特性、效率和能效比等因素。
一个优秀的设计能够在源头上避免潜在的质量问题。
原材料选择电机原材料的质量直接关系到电机的性能和使用寿命。
应选择符合国家或行业标准的优质原材料,并对原材料进行严格的入厂检验,确保其物理和化学性能满足生产要求。
制造工艺制造工艺是保证电机产品质量的重要环节。
在电机制造过程中,应采用先进的加工设备和技术,严格控制加工精度和装配质量。
此外,电机的绝缘处理、散热设计等也是制造工艺中需要重点关注的部分。
质量控制建立健全的质量管理体系,对生产过程中的每一个环节进行严格控制。
这包括采用统计过程控制(SPC)等方法对生产过程进行监控,确保产品质量的稳定。
改进措施设计优化定期对电机设计进行评审和优化,引入仿真技术进行电磁场、热场分析,提高设计的准确性和可靠性。
同时,鼓励研发创新,以科技推动设计改进。
供应链管理加强与供应商的合作,建立稳定的原材料供应链。
对供应商的质量管理体系进行审核,确保原材料的质量。
工艺革新持续对生产工艺进行革新,引进自动化、智能化的生产设备,提高生产效率和产品质量。
同时,加强员工培训,提高操作技能和质量意识。
质量监测增强质量监测手段,采用高精度检测设备对电机性能进行全面检测。
此外,应增加在线检测和自动检测设备,减少人为误差。
电机制造产品质量的改进是一个系统工程,需要企业从设计、原材料选择、制造工艺到质量控制等各个环节入手,持续进行改进和创新。
通过优化设计、管理供应链、革新工艺以及加强质量监测,可以有效提升电机产品的质量,从而提高企业的市场竞争力。
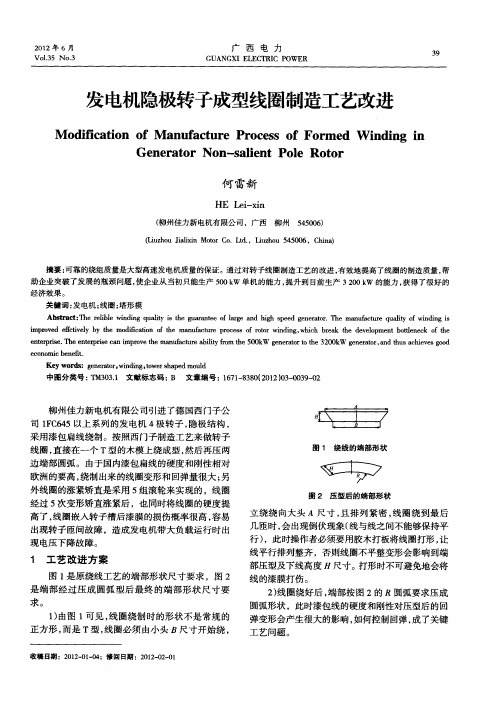
电机绕线转子线圈焊接工艺改进
综合考虑我们订做 5× 方铜管制作感应线圈 , 3 由 于 截面 较小 , 为 双管 并焊 在 一起 以增 加 导 流面 改
积、 强度 , 图 3所 示 。 如
0 引言
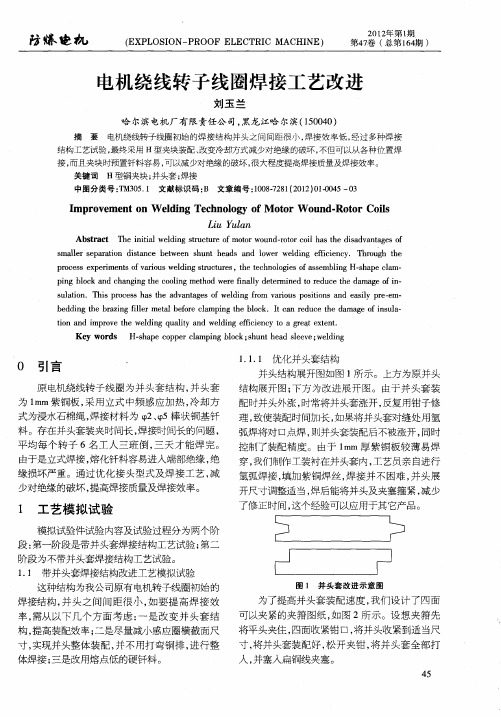
原电机绕线转子线圈为并头套结构 , 并头套 为 1 m紫铜板 , m 采用立式中频感应加热 , 冷却方 式 为浸水 石棉 绳 , 接材 料 为 ‘ 、 5棒 状 铜基 钎 焊 P ‘ 2 P 料。存在并头套装夹时间长 , 焊接时间长的问题 , 平均每个转子 6名工人三班倒 , 天才能焊完。 三 由于是立式焊接 , 熔化钎料容易进入端部绝缘 , 绝 缘损 坏严 重 。通 过 优化 接 头 型 式及 焊 接 工 艺 , 减
置, 将片状钎料按图 7所示夹入 H块中, 再将 H块 打入并头间隙, 套入感应圈, %功率加热, 4 5 焊片熔 化后 , 从正面填充棒状钎料 , 焊后观察背面 , 全部浸 润过来。横截面截开, 钎缝没有发现缺陷。
,
图 7 H型 铜 夹 块 焊 接 结构
13 模 拟试 验件 总结 . 从 模拟 试验件 的试验情 况看 , 置 片状钎 料 , 预 无论夹铜扁线还是夹 H块 , 都具 备可焊 性 , 但从 目前的可操作性分析 , H型夹块装配、 焊接更容易 实 现 。不但 可 以从 各 种 位 置焊 接 , 而且 夹 块 时 预 置钎料容易 , 以很大程度提高焊接质量。经过 可 本 次试验 , 我们选定 H型 夹 块 结构 作 为 下 一步 产 品焊接 的实 际结 构 。
中 图 分 类 号 :M 0 . 文 献 标 识 码 : 文 章 编 号 :0 87 8 (0 2 O - 4 0 T 35 1 B 10 -2 1 2 1 ) 1 0 5— 3 0
电机转子芯轴加工工艺改进
电机转子芯轴加工工艺改进随着社会发展,我国的工业化程度在不断深入,其中电力的普及,对我国工业制造产生了较大的推动力,而电机作为将电能转化为机械能的核心装置有了较大的发展,但是,由于加工工艺的问题,电机在应用时存在不少的问题,比如经常会因为转自芯轴磨损、变形导致电机无法正常工作。
而且,在对电机转自芯轴进行维修时,在重新加工修复转自芯轴中极易因压装变形而导致电机转自芯轴保费,造成了较大的资源浪费和经济损失,借此,本文就电子转子芯轴加工工艺提出相应改进,希望给相关人士一些参考。
标签:电子转子芯轴;加工工艺;改进0 引言如今大多数工厂的机械设备都是使用电机作为动力能源,其应用面十分广泛,但是在设备的维护修理中经常出现电机转子芯轴损坏的现象,需要我们重新进行转子芯轴的更换工作,给正常的生产工作带来了极大的不便。
在对其进行分析时,发现转子最容易出现损坏和变形的位置是位于转子两端的联轴器挡和轴承挡,在日常电机转子芯轴的维修过程中也是主要针对这两处进行的,并且在很长一段时间内都是针对这两处的加工工艺进行优化工作。
1 关于电机转自芯轴的传统工艺介绍首先,进行最外圈的车削加工。
车七档外圆,一般其粗糙度为Ra1.6,余量0.9-1.0mm,这是考虑到会存在压装变形,一般不存在压装变形的余量可以取0.4-0.5mm,并且在转子两头开中心孔方便定位,具体可以参考图1。
其次,在加工机床上进行安装定位。
顶住转子两端的中心孔,将于转子内孔配合的外圆加工出来,这一步的难度主要是对转子的定位,保证转子与机床加工方向之间水平度,然后进行的是压入转子步骤,可以参考图2。
再次,用四爪卡盘对转自芯轴进行定位。
一般来说,先用四爪卡盘将转子芯轴的一端进行固定,另一端用中心架固定,以转子最外圈为加工基准在车床上进行二次修正,并将中心孔进行扩大。
最后,以二次修正过的中心孔为加工基准,将转子两端的挡外圈加工成型。
对于上述的加工过程,其中存在有不少问题,比如,在芯轴的压入过程,其中芯轴是由油压机通过暴力转子中的,其中存在很大的变形量,对其后的基准定位工作存在很大的影响。
关于电机转子芯轴加工工艺改进方法

引言:在电机的日常检修和维护中,芯轴损坏是一种比较常见的问题。
频繁更换芯轴不仅增加了电机使用的成本,也不利于国企各项工作的有序开展。
通过原因分析可以发现,导致芯轴出现各种问题的原因,主要还是芯轴自身方面质量不过关,因此有必要通过优化加工工艺,消除芯轴质量问题。
一、电机转子芯轴的传统加工工艺1.外圈车削加工。
首先,进行最外圈的车削加工。
车七档外圆,一般其粗糙度为Ra1.6,余量0.9-1.0mm,这是考虑到会存在压装变形,一般不存在压装变形的余量可以取0.4-0.5mm,并且在转子两头开中心孔,这样可以方便技术人员进行校正和定位。
2.误差校正。
加工过程存在有不少问题,比如,在芯轴的压入过程,其中芯轴是由油压机通过暴力转子中的,其中存在很大的变形量,对其后的基准定位工作存在很大的影响。
像上一步进行的以转子最外圆为加工基准,其中虽然对其进行了部分校正,但是仍然存在较大的误差。
还需要技术人员根据相关的加工标准,对芯轴误差进行校对和调整。
对于加工中明确要求的误差,应当在校正后确保误差在标准范围之内。
转子的压入过程也会存在变形量过小的问题,这就使得在其校正过程出现转子两端中心孔跳动误差较大的问题。
一般来说,校正转子跳动二次修正过程中预留了0.03mm的跳动误差,如果经过检测发现误差的极限值超过了该数值,则需要进行调整,以确保最终生产出来的芯轴能够正常安装到电机中,这样就避免了资源材料的浪费。
二、电机转子芯轴传统加工工艺的弊端通过分析电机转子芯轴的传统加工工艺流程,可以发现主要存在两种不足:一方面是工装过程中,采用机械硬工装方法,直接使用机械设备提供外部压力,将芯轴压入电机转子。
这种工装方式可能会对精确度要求极高的芯轴性能和质量造成干扰影响。
另一方面则是加工过程中没有体现出精细化和全过程控制理念。
例如车削加工时没有预留余量,导致后期无法进行二次修改,一些一次加工不符合质量标准的芯轴,由于不能进行调整修改而直接报废,造成了资源和成本的损失。
电机制造中的工艺改善与创新

电机制造中的工艺改善与创新电机作为现代工业的基础动力源,其制造工艺的改进与创新对整个工业生产具有重要意义。
本文将重点分析电机制造过程中的一些关键工艺改善与创新,以期为电机制造业的发展提供一定的参考。
电机制造工艺的现状当前,电机制造工艺主要包括铸造、锻造、机加工、装配等环节。
这些环节在很大程度上决定了电机的性能、可靠性和成本。
然而,在传统的电机制造工艺中,仍存在一些问题,如生产效率低、能耗高、产品质量不稳定等。
因此,对电机制造工艺进行改进与创新势在必行。
工艺改善与创新铸造工艺的改进电机铸造工艺的改进主要体现在材料选择和工艺参数的控制上。
首先,在材料选择方面,应选用高性能、低能耗、环保的无毒害材料。
其次,在工艺参数的控制上,要确保铸造过程中的温度、压力等参数稳定,以降低铸造缺陷。
锻造工艺的改进锻造工艺的改进主要集中在提高锻造设备的自动化程度和精度,以及优化锻造工艺参数。
通过采用先进的锻造设备和技术,可以提高锻造件的尺寸精度和表面质量,从而降低后续加工成本。
机加工工艺的改进机加工工艺的改进主要体现在数控技术的应用和刀具的优化选择。
数控技术的应用可以提高加工精度和效率,减少人为误差。
刀具的优化选择则可以提高切削性能,降低加工成本。
装配工艺的改进装配工艺的改进主要关注装配过程中的精度和稳定性。
采用高精度的装配设备和技术,可以确保电机装配质量,提高产品可靠性。
电机制造工艺的改进与创新是提高电机性能、降低成本、减轻环境负担的重要途径。
通过不断优化铸造、锻造、机加工和装配等环节,可以实现电机制造工艺的可持续发展。
在未来,我国电机制造业应加大研发力度,积极引进和消化国际先进技术,推动电机制造工艺的不断进步。
以上内容为电机制造工艺改善与创新的部分内容,大约占整篇文章的30%。
后续内容将详细介绍电机制造工艺改进与创新的具体实践案例,以及国内外电机制造业的发展趋势。
电机制造工艺改进与创新的具体实践案例电机壳体铸造工艺的改进在电机制造过程中,壳体的铸造工艺对电机的性能和可靠性具有重要影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电机转子芯轴加工工艺改进
随着社会发展,我国的工业化程度在不断深入,其中电力的普及,对我国工业制造产生了较大的推动力,而电机作为将电能转化为机械能的核心装置有了较大的发展,但是,由于加工工艺的问题,电机在应用时存在不少的问题,比如经常会因为转自芯轴磨损、变形导致电机无法正常工作。
而且,在对电机转自芯轴进行维修时,在重新加工修复转自芯轴中极易因压装变形而导致电机转自芯轴保费,造成了较大的资源浪费和经济损失,借此,本文就电子转子芯轴加工工艺提出相应改进,希望给相关人士一些参考。
标签:电子转子芯轴;加工工艺;改进
0 引言
如今大多数工厂的机械设备都是使用电机作为动力能源,其应用面十分广泛,但是在设备的维护修理中经常出现电机转子芯轴损坏的现象,需要我们重新进行转子芯轴的更换工作,给正常的生产工作带来了极大的不便。
在对其进行分析时,发现转子最容易出现损坏和变形的位置是位于转子两端的联轴器挡和轴承挡,在日常电机转子芯轴的维修过程中也是主要针对这两处进行的,并且在很长一段时间内都是针对这两处的加工工艺进行优化工作。
1 关于电机转自芯轴的传统工艺介绍
首先,进行最外圈的车削加工。
车七档外圆,一般其粗糙度为Ra1.6,余量0.9-1.0mm,这是考虑到会存在压装变形,一般不存在压装变形的余量可以取0.4-0.5mm,并且在转子两头开中心孔方便定位,具体可以参考图1。
其次,在加工机床上进行安装定位。
顶住转子两端的中心孔,将于转子内孔配合的外圆加工出来,这一步的难度主要是对转子的定位,保证转子与机床加工方向之间水平度,然后进行的是压入转子步骤,可以参考图2。
再次,用四爪卡盘对转自芯轴进行定位。
一般来说,先用四爪卡盘将转子芯轴的一端进行固定,另一端用中心架固定,以转子最外圈为加工基准在车床上进行二次修正,并将中心孔进行扩大。
最后,以二次修正过的中心孔为加工基准,将转子两端的挡外圈加工成型。
对于上述的加工过程,其中存在有不少问题,比如,在芯轴的压入过程,其中芯轴是由油压机通过暴力转子中的,其中存在很大的变形量,对其后的基准定位工作存在很大的影响。
像上一步进行的以转子最外圆为加工基准,其中虽然对其进行了部分校正,但是仍然存在较大的误差。
一般来说,校正转子跳动二次修正过程中预留了0.03mm的跳动误差,但是如果压入变形过大的话,经常会造成转子外挡圈圆跳度误差超出极限要求,导致在最后的加工磨削过程中得不到符合要求的产品,造成了很大的资源浪费。
同时,转子的压入过程也会存在变形量过
小的问题,这就使得在其校正过程出现转子两端中心孔跳动误差较大的问题。
有时可能因为修正量过大而造成中心孔误差扩大,最终导致车削出来的电机转自芯轴达不到使用要求,造成加工效率过低的现象。
2 在传统工艺中存在的问题分析
在上文中我们提到了传统加工工艺的问题,在其具体分析时,我们发现可以总结为两个方面的问题,其中一个是加工工艺的问题,另一个是工装问题。
关于加工工艺方面,在各档外圆的车削加工过程中,只保留了较少的磨削量,但是由于加工材料原因,各档外圆刚性性能比较差,在进行压装过程中极易造成变形,因此,最终导致车削的电机转自芯轴各方面参数不能满足在实际中的使用要求。
其次,关于工装问题,在进行芯轴的压入过程中,油压机缺少专业的工装进行压入过程,一般都是在转子的下方放一块垫块,即便是垫块也大多是随便找来的报废垫片,使得在进行压入过程中根本无法对垫片两端的平行度进行有效的保证也就更不能使得转子和垫片底部方向端垂直,最终使得芯轴变形量较大,而且这种变形量根本无法进行控制。
3 针对存在问题提出的解决措施
第一,针对原先的加工工艺进行优化工作。
在进行最后的车最外圈工序时可以参考图3的示意图进行相关的加工,首先要将转子车出三级外圆。
在其具体的操作中,除去压入转子的配合余量,将转子两端的外圆按照最大尺寸进行加工车削,这样可以使压入转子时档外圆能够得到最大的刚性值,在车削转子时要在转子两端预留10mm的余量。
同时在加工中要注意以下几点:
①芯轴两端的外圆在不影响转子压入的前提下尽可能的将两端的最外圆保留到最大,使其存在更多的加工余量,相应的在转子压入时能够保证芯轴的刚性得到最大化的提升。
②在上面我们所提到的在芯轴两端保留10MM左右的余量,主要是针对可能会加工出误差较大的中心孔,同时,在转子压入后的转子二次修正能够得到有效地保证,一般来说,在转子二次修正过程中都是直接将预留的部分直接进行切除的,从而直接重新加工中心孔,这样就可以省去了对原先中心孔的修正和扩展过程,可以在很大程度上节省人力与物力,对于提升加工效率来说具有较大的意义。
第二,加大对电机转自芯轴加工工艺的优化工作,制作专业的压装芯轴工装。
通过上文我们可以认识到现今我国在转子压入芯轴的过程中存在很大的工装问题,由于工装不专业导致的转子变形量过大问题需要我们及时进行解决,所以,我们要加大对芯轴的专业夹具,保证在压入过程中能够将转子的变形量减小到最低,其中,关键是控制压装时转子的受力方向与芯轴端面垂直,将最终的转子变形量得到有效控制。
第三,加大对相关加工人员专业素养的培训力度。
如今虽然自动化程度在不
断提高,但是许多关键的核心步骤还是由人工来完成的,要培养加工人员的专业素养,鼓励其在日常的加工环节中不断的对出现在电机转子芯轴加工过程中的问题进行相关的改进,只有真正了解问题的人才能将问题得以解决,这也是提高電机转子芯轴加工优化的一种方法,其次,加工人员的综合素质的提高也有利于在实际的加工过程中能够保证其操作失误率降到最低,将可能因为人工失误而引起的电机转自芯轴加工报废的情况得到有效地控制。
在专业人才的培养方面,也包含了对电机转子芯轴优化工艺研究的专业人士的培养,如今,科技是第一生产力,只有相关的科学技术发展上去才能将加工效率和加工质量提升上去。
比如,现今工业在自动化方面有着比较大的进步,我们可以将电机转子芯轴的加工与自动化机床相结合,开发出一套专门应用于电机转子芯轴的加工设备。
4 结语
通过对上文观点的分析,我们可以知道,如今社会对能源节约和环境保护比较关注,而电力能源作为一种绿色环保能源得到了大力推广,而将电力能源转化为我们需要的有用功时电机便成为了最方便的选择,但是因为加工工艺存在的问题使得电机转自芯轴一直存在较大的故障率,成为制约人们生产效率的一大短板,需要针对其进行相关的优化工作。
同时,如今市场竞争如此激烈,尤其是中国市场与国际市场相接轨,提高电机转子芯轴的加工优化程度就是提高企业在市场上的竞争力,也是在现代化经济市场上将有限的能源最大化发挥其功用的有效途径。
参考文献
[1] 史新雷,杨下沙,李赛花.JD142A电机转轴和工艺芯轴压装时漏油与拉伤问题的分析及对策[J].科教导刊(中旬刊),2013(06).
[2] 顾佳磊,纵海,李晓冬,王德泰.蒸发器管子管板液压胀芯轴断裂分析[J].理化检验(物理分册),2012(04).。