端面粗车循环G72
G72指令
• 9、使用切槽刀加工沟槽时,切深一定要小 刀宽
• 10、加工沟槽时,必须采用G1/G81加工一 刀直槽
端面复合循环指令应用
一、内外粗车复合循环指令G72的特点
1.对零件的轮廓定义之后,即可完成从粗加工的全过程。 2.用于轮廓较复杂的盘类零件。 3. G72指令其走刀切削方向为横向,适合于加工端面、 沟槽、盘类零件的加工。
端面复合循环指令应用
二 G72指令的格式
G72 W(△d) R(e) P(ns) Q(nf) X(△u) Z(△w) F(f) S(s) T(t) 式中: △d-是切深,无正负号,纵向值; e是退刀量,无正负号,纵向值; ns--精加工轮廓程序段中开始程序段的段号; nf--精加工轮廓程序段中结束程序段的段号; △u--X轴向精加工余量(直径量); △w--Z轴向精加工余量; f、s、t--F、S、Leabharlann 代码。三、 G72指令的轨迹
端面复合循环指令应用
+U +W
5
.0
05 -0
3
φ
端面复合循环指令应用
注意事项
1.ns→nf程序段中的F、S、T功能,即使被指定也对粗车循环无效。 2.零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减少。 3.在顺序号为ns、nf的顺序段中,必须使用G00或G01指令。 4.在顺序号为ns的顺序段中,使用G72指令时,不得有X轴方向的位移。 5.处于ns到n于程序段之间的精加工程序不应包含有子程序。 7.△w有正、负之分,用加工左边时其值为正,反之为负。 8.△u有正、负之分,外圆加工时其值为正,内孔加工时其值为负。
数控车床多重复合循环指令
数控车床多重复合循环指令(G70~G76)运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
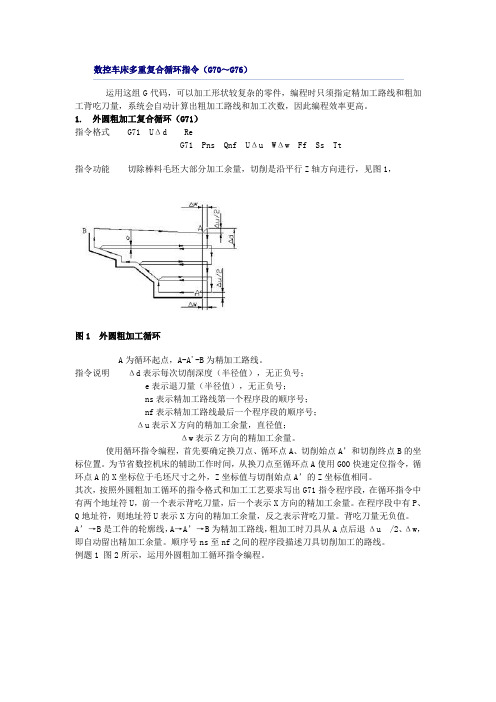
1. 外圆粗加工复合循环(G71)指令格式G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值。
A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu/2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线。
例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0 Z0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 端面粗加工复合循环(G72)指令格式G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。
固定循环g70g71g72g73g74g75
固定循环G70、G71、G72、G73、G74、G75G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70 P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
图a图b(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C 是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a 所示,其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____;N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向AA΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。
端面粗车循环G72
端面粗车循环G72一、教学内容:如图a所示,G72指令的含义与G71相同,不同之处是刀具平行于X轴方向切削,它是从外径方向往轴心方向切削端面的粗车循环,该循环方式适于圆柱棒料毛坯端面方向粗车。
G72端面粗车循环编程指令格式为:G72 U(Δd) R(e);G72 P____ Q____ U(Δu) W(Δw) F____ S____ T____ N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……G72指令中各参数的意义与G71相同编程实例:如图b所示为要进行端面粗车的短轴,粗车深度定为lmm,退刀量为lmm,精车削预留量X方向为0.5mm,Z方向为0.25mm,粗车进给率为0.3mm/r,主轴转速为550r/min,数控程序编写如下:男人总有一句话是真的,女人不要说男人没一句真话了。
我:就在我家睡吧,我不会动你的!我:亲一下好吗?就一下!我:我想摸摸,保证不摸别的地方!我:我就在外面擦擦……她:说好了在外面的,你……我:就两下……她:怎么了?艹尼玛…从头到尾就最后一句是真话!!想要摆脱快男的称号吗?快来找马老师吧!徽芯msdf003图a 图bN6 G50 X220.0 Z 190.0;定义程序原点N8 G30 U0 W0;N10 T0100 M03;调01号粗车刀N12 G00 Xl76.0 Z 130.25;刀具快速走到粗车循环起始点N14 G72 U1.0 R1.0;定义G72粗车循环N16 G72P18Q28 U0.5 W0.25 F0.3 S550;N18调用程序段N28进行粗车N18 G00 Z56.0;快速走到精车起始点N20 G01 X120.0 W12.0;程序段N20到N28定义精车削刀具轨迹N22 W10.0;N24 X80.0 W10.0;N26 W20.0;N28 X36.0 W22.0;N32 G30 U0 W0;N34 T0303;调03号精车刀N36 G70 P18 Q28;粗车后精车削N38 G30 U0 W0 M09;N40 M30;二、小结:熟悉运用G72指令编制程序。
数控循环代码G71G72G73
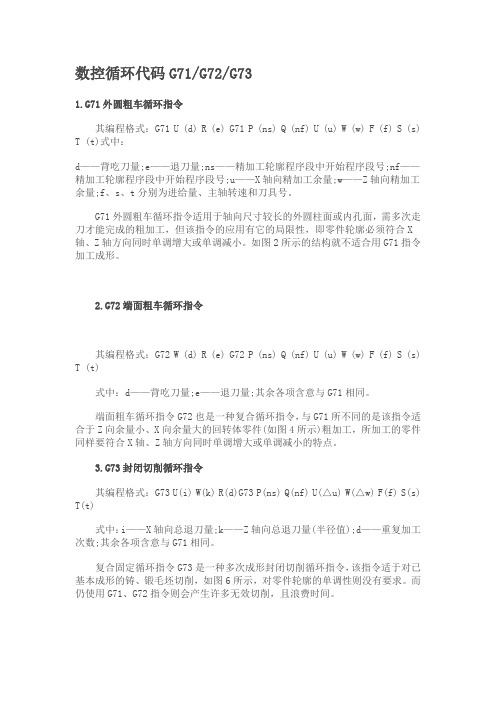
数控循环代码G71/G72/G731.G71外圆粗车循环指令其编程格式:G71 U (d) R (e) G71 P (ns) Q (nf) U (u) W (w) F (f) S (s) T (t)式中:d——背吃刀量;e——退刀量;ns——精加工轮廓程序段中开始程序段号;nf——精加工轮廓程序段中开始程序段号;u——X轴向精加工余量;w——Z轴向精加工余量;f、s、t分别为进给量、主轴转速和刀具号。
G71外圆粗车循环指令适用于轴向尺寸较长的外圆柱面或内孔面,需多次走刀才能完成的粗加工,但该指令的应用有它的局限性,即零件轮廓必须符合X 轴、Z轴方向同时单调增大或单调减小。
如图2所示的结构就不适合用G71指令加工成形。
2.G72端面粗车循环指令其编程格式:G72 W (d) R (e) G72 P (ns) Q (nf) U (u) W (w) F (f) S (s) T (t)式中:d——背吃刀量;e——退刀量;其余各项含意与G71相同。
端面粗车循环指令G72也是一种复合循环指令,与G71所不同的是该指令适合于Z向余量小、X向余量大的回转体零件(如图4所示)粗加工,所加工的零件同样要符合X轴、Z轴方向同时单调增大或单调减小的特点。
3.G73封闭切削循环指令其编程格式:G73 U(i) W(k) R(d)G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)式中:i——X轴向总退刀量;k——Z轴向总退刀量(半径值);d——重复加工次数;其余各项含意与G71相同。
复合固定循环指令G73是一种多次成形封闭切削循环指令,该指令适于对已基本成形的铸、锻毛坯切削,如图6所示,对零件轮廓的单调性则没有要求。
而仍使用G71、G72指令则会产生许多无效切削,且浪费时间。
4.G70精加工循环由G71、G72、G73完成粗加工后,可以用G70进行精加工。
精加工时,G71、G72、G73程序段中的F、S、T指令无效,只有在ns~nf程序段中的F、S、T才有效。
数控车G72

总结: 1)根据图纸和节点坐标 进行编程分析; 2)注意采用G72指令时, G02与G03指令互换,G41 与G42指令互换。 3)我们可以在精车前面 加起到点,调用刀补。
精车后取消刀补,形成这 样的规律,不宜出错。
1.开机、回零、检查机床、刀具。 2.装夹工件,快速简易对刀。 3.输入左端程序。 4.校验程序: 1)将刀架停在合适位置,打开机床锁; 2)机床锁的设置; 3)自动、运行,观察图形。 4) 若出现报警,及时修改程序。 5)关闭机床锁。 6)机械回零。 5.对刀,输入刀补,输入R、T值。 6.校验刀补(MDI方式)。 7.自动运行:1)急停按钮;2)倍率开关;3)关闭柜门。 8.测量、修复刀补。 9.调头,装夹左端,测量总长,平端面,保证总长。 10.输入右端程序,快速简易对刀。 11.同4-8步骤。
Z-2.0; X10.0 Z1.0; N60 G00 Z2.0; G00 X100.0 Z100.0; M05; M00; M03 S1200; G00 X52.0 Z2.0; G70 P50 Q60 F0.08; G40 G00 X100.0 Z100.0; M05;
M30;
右端程序O0004; O0004; T0101 G99; M03 S800; G00 X100.0 Z100.0; G00 X52.0 Z2.0; G94 X0.0 Z0.0 F0.2; G72 W1.0 R0.3; G72 P50 Q60 U0.0 W0.5; N50 G00 Z-19.0;
学生自己进行编程,然后在模拟软件上运行,会发现一个问题: 原来的凸圆弧编程了凹圆弧,这也是G72指令的一个重要特点,因为它是Z方向进刀, 而且精车路线是从左到右,因此G02与G03指令,和我们平常的习惯正好相反。
校本华中系统g71g72g73g32g82的编程介绍
项目2-5 轴类零件的外径粗精加工★项目内容及要求:1,通过本次学习训练,要求掌握G71/G72指令作用、格式、所带参数含义、编程方法。
2,学习后能正确使用G71/G72指令编程。
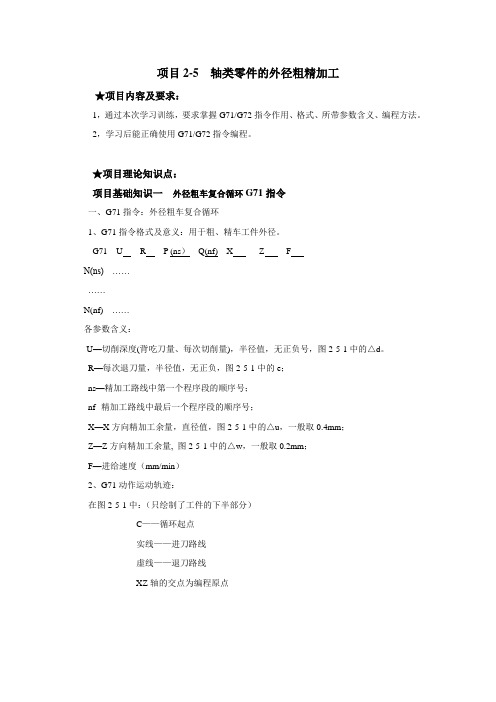
★项目理论知识点:项目基础知识一外径粗车复合循环G71指令一、G71指令:外径粗车复合循环1、G71指令格式及意义:用于粗、精车工件外径。
G71 U R P (ns)Q(nf) X Z FN(ns) …………N(nf) ……各参数含义:U—切削深度(背吃刀量、每次切削量),半径值,无正负号,图2-5-1中的△d。
R—每次退刀量,半径值,无正负,图2-5-1中的e;ns—精加工路线中第一个程序段的顺序号;nf--精加工路线中最后一个程序段的顺序号;X—X方向精加工余量,直径值,图2-5-1中的△u,一般取0.4mm;Z—Z方向精加工余量, 图2-5-1中的△w,一般取0.2mm;F—进给速度(mm/min)2、G71动作运动轨迹:在图2-5-1中:(只绘制了工件的下半部分)C——循环起点实线——进刀路线虚线——退刀路线XZ轴的交点为编程原点图2-5-13、使用G71编程时的说明:(1)应用G71前必须设一循环起点,图图2-5-1中的C点。
(2)G71程序段本身不进行精加工,粗加工是按后续程序段ns~nf给定的精加工编程轨迹A→A′→B→B′,沿平行于Z轴方向进行。
(3)G71程序段不能省略除F、S、T以外的地址符。
G71程序段中的F、S、T只在循环时有效,精加工时处于ns到nf程序段之间的F、S、T有效。
(4)循环中的第一个程序段(即ns段)必须包含G00或G01指令,即A→A′的动作必须是直线或点定位运动,但不能有Z轴方向上的移动。
(5) ns到nf程序段中,不能包含有子程序。
(6)G71循环时可以进行刀具位置补偿,但不能进行刀尖半径补偿。
因此在G71指令前必须用G40取消原有的刀尖半径补偿。
在ns到nf程序段中可以含有G41或G42指令,对精车轨迹进行刀尖半径补偿。
数控机床编程操作与加工课题四 数车复合指令G72
(2)从A’到B的刀具轨迹在X、Z轴必须单调增加或单调减小。
(3) P(ns)和Q(nf)之间的程序段不能调用子程序。
编程实例
例题讲解 例题1
G72、G70指令举例:
O0018; G50X160Z100; G40G96G99S60M03T0101; G00X156Z2; G72W2R1; G72P10Q20U0.4W0.1F0.4; N10G41Z-45; G01X125; Z-30; G01X100; G03X90Z-20R5; G01Z-10; X60; Z0; X0; N20G40Z2.0; G70P10Q20F0.1S100; G00X160Z100T0000M05;
调用子程序来完成加工,可使程序大为简化。 指令格式:M98 P ;子程序调用 M99;子程序返回 其中:P可指定8位数字,前四位数是子程
序调用次数,后四位数字表示子程序号。
调用子程序举例
O0033;
(主程序)
O1234; 子程序
G00 U-3.0; G01 W-5.0 F0.2;
M03 S700 T0101; G00 X30.0 Z78.0; M98 P101234;(调用名为 O1234的子程序10次) G00 X80.0 Z150.0;
设定如图所示的工件坐标系。其工艺路线为:
粗车外圆→精车外圆→切槽→车螺纹→车凹圆。
选用YT15的外圆车刀T01、螺纹和切凹圆刀
T03,选用高速钢切槽刀T02,刀宽4mm。
复合循环加工零件举例
程序
O0033; G40 G97 G99 S500 M03 T0101;
Z-120.0;
X53.0; N20 G40 X55.0;
课题四 端面粗车复合循环指令G72
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回顾G71指令
G71指令格式
G71 U( d) R(e) P(nt) Q(nf) X( u) Z( w) F_S_T_ ;
G00进给
w
G01进给
u
e
最后一刀走刀路径
G71刀具循环路径
端面粗车循环G72
1、概述:
G72指令称为端面粗车复合循环指令。端 面粗车复合循环指令G72的含义与G71类似,不 同之处是刀具平行于X轴方向切削,它是从外 径方向向轴心方向切削端面的粗车循环,该循 环方式适用于长径比较小的盘类工件端面粗车。
G72 W__2_ R__1_ P1 Q2 X0_._5F0.2;
} M__0_3_S_8_0_0__T_0_2_0_2; 精加工程序
G__0_X_2_7__Z_2_____;
N1 G0_-_2_5__;
-----------------B
G__0_1_X_2_3_;F0.2 -----------------C
3、G72指令刀具循环路径
G72 W( d) R(e) P(nt) Q(nf) X( u) Z( w) F_S_T_ ;
C
B
最后一刀走刀路径
F
G
DE
A
G00进给 G01进给
如图所示轴类零件,毛坯为Φ25, 用端面粗车循环G72指令编写加工程序
7 15 11 9
实例 1
Φ22 Φ18 Φ10
H
F
G
E
CD A
B G72编程第一步先走Z向
如图所示轴类零件,毛坯为Φ25, 用端面粗车循环G72指令编写加工程序
实例 2
Φ23 Φ9 Φ6
4
CD B
16 5
G H
EF
A (起刀点)
其加工程序如下:
%0001;
G95 M03 T0202 S400; G__0_0_X__2_7_Z_2___;(快速定位)
_Z_-2_1____;
-----------------D
G__0_3_X_9__Z;-14 R9 -----------------E
Байду номын сангаас
G__0_1_Z_-_5_;
-----------------F
_X_6_____;
-----------------G
N2 _Z_0_____;
-----------------H
G00 X100 Z100; _M__0_5___; _M__0_0___;
主轴停 程序停止
课堂小结
掌握G72格式的参数及含义 熟识G72的道具的循环路径 注意G72编程的第一步先走Z方向
端面粗车循环G72
2、G72指令格式
G72 W( d) R(e) P(nt) Q(nf) X( u) Z( w) F_S_T_ ;
d: Z轴方向的进刀量, d≦刀宽。 e: Z轴方向的退刀量 ns: 精加工轮廓的第一个程序段的顺序号。 nf: 精加工轮廓的最后一个程序段的顺序号。 u: X向精加工余量(直径量)。 w: Z向精加工余量。