MACH3设置
mach3操作指南
引言概述:Mach3是一款常用的数控机床软件,在机械加工过程中具有重要的作用。
本文将深入介绍Mach3操作指南的第二部分内容,旨在帮助读者更加全面地掌握和应用Mach3软件。
本文将分为五个大点进行阐述,包括:参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决。
每个大点将进一步细分成59个小点进行详细阐述。
正文内容:一、参数设置1.进入Mach3软件的参数设置界面2.理解和配置常用的参数设置选项,如脉冲当量、速度模式和加速度设置等3.了解并配置输入和输出信号设置,如限位开关、急停开关、手动输入等4.配置机床类型和轴设置,确保软件和机床的匹配性5.备份和恢复参数设置,以防止设置丢失或出现问题二、坐标系设置1.熟悉Mach3的坐标系设置概念和标准定义2.在Mach3软件中设置工件坐标系和机床坐标系3.设置坐标系原点和工件坐标的转换关系4.调整坐标系偏移,确保加工精度和准确性5.检查和校准坐标系设置,避免误差和偏移的发生三、刀具设置1.确定刀具库和刀具参数设置的重要性2.添加和编辑刀具库,包括直径、长度、刀尖半径等3.在加工程序中选择并配置刀具4.设置刀具的进给速度、转速和切削深度等参数5.校准和调整刀具参数,以适应不同的加工需求四、步骤运行1.导入和编辑加工文件,如G代码和M代码2.载入和选择加工程序,设置初始加工条件3.预览和模拟加工轨迹,检查程序正确性和安全性4.开始运行加工程序,监控加工过程中的各项指标5.结束加工程序,检查加工结果和质量,并进行必要的调整和修正五、常见问题解决1.分析和解决加工过程中出现的错误和故障2.处理机床运行异常和不稳定的情况3.理解和调整加工过程中的报警和提示信息4.掌握常见故障排除方法和技巧5.提供其他问题解决的参考资源和联系方式总结:本文对Mach3操作指南的第二部分进行了详细介绍,包括参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决等内容。
通过学习和掌握这些知识和技巧,读者可以更加熟练地操作Mach3软件,提高数控机床的加工效率和质量。
mach3软限位设定

平时操作的时候一不小心就撞到z轴的顶上或者下面,很郁闷。
机器执行G代码的时候也会出现因为原来机器零点不正确而导致撞机。
使用软限位(也叫软极限),可以很好的解决这个问题。
而且,设置也很简单。
论坛上很难找到个设置方法,所以参考了国外网站的内容和视频,作了个简介。
软限位就是不需要限位开关而实现限位的功能。
曾经看个帖子说要回零开关,没看懂。
最近找了个外国人的设置视频,明白了,没那个也可以。
1,首先要确保电机调好,不然无法正常工作。
如果已经有了限位开关,需要到“设置-端口/针脚-输入信号”下面,禁用之。
我没这个,所以都不用看了。
2,点击“程序运行”界面的机床坐标,这个时候会显示当前的机床坐标(下面这个机器坐标按钮和xyz清零按钮是绿灯是因为我是在另外一台电脑上使用脱机模式截图的,连接雕刻机那个电脑上是红色),如图;3,把机器的x,y,z轴,手动调到最左边前方(请根据自己的情况定),注意,没必要非到真正的极限原点。
把它放到你台面的一个雕刻点就行了。
比如,台面是320x500mm的,你最大能雕刻250x280mm,那么就到这个点就行了,如下图。
4,移到这个原点后,点一下“返回机床原点”按钮,如上图。
英文是ref all home,意思是将所有轴的此坐标点设为零点。
(也可以通过在软极限按钮是绿灯,对应x,y,z清零按钮也是绿灯时重设,为避免误解,此处略,详见下面,以及工件坐标清零,很重要。
)5,这时候,到”设置-原点/限位“下面设置x,y,z轴的限位数值范围。
和上面的可雕刻范围的数值一致就行了。
如下图。
z轴特别一些,它是倒过来的,原点在最上面,所以它的最大值是0,最小值是负数,你可以把z走到最下,看这个负数是多少,然后填进来,当然,你没必要设到它的撞机极限值。
前面的reverse是反向的意思,如果勾选了,你会发现,本来应该往下走的,它会反向走,也就是往上走。
你根据情况来设,我没这种情况,所以都不选。
slow zone是缓冲带,机器会在将靠近设置的软极限时自动减速,如果你的机器是高速运行的,这个数值就稍微大点。
MACH3软件简单安装设置

MACH 软件简单安装设置MACH3软件用的人比较多但初学者不会安装使用,我简单介绍一下。
建议初学者用官方的2.02中文版,这样安装后直接是中文,不要加载和复制文件了。
安装软件一步一步默认安装软件驱动一定要勾起。
不然会没有输出,或黑屏。
偏移量设置0.0000Mill 曲0Illyfl — 1 玉,< Hack |Finish/ .xygdiy,eom安装后记得先不要运行软件,电脑一定要重启。
桌面有快捷图标一个是洗一个是车我们运行洗可以选高点如果你只有个并口就选这个如果是步进选25000HZ是司服二Setup FinishedSetup has Jinished instaNirg Mach3CN on your computer. Selup c&n perfcim the following 也匚tioris:Click Finish 9 complete SetupLoad Mach3 Driver« Install Erglish WizardsInstall» Protection Driver首先设置单位选公制歩进电机单位设置对话框 a 毫米 Q 英寸确定方向端口勾或不勾可以改变电机方向,脉冲要根据接口版勾或不勾,后面两个 1是第一并口ine Configura'tion, - - Ports A PiSi piitlSt»p Fin#Bir Fin# Dir L"…St«p L Q .Strp FortPir FfTt X Axis2311 Y Axis电5€1 1 Z Axis £6 71I A Axis ar0 0 r ar1 1 B Axis v 0 0 ir 童0 0 C Axis r 0 0 r irD 0 Sp i ndl err应用血www^xy fdiy r€om设置电机端口,这个定义要根据接口版填写,使能勾起,EnabledFort #Active LowEmulatedMolKey r T/r5 .5 1- 1 1-2 2 £引脚1013和12都是满人就5于弓却在就可■便旳° 0D 0&| QD目动数爵辅入设宣输入信号如果软件急停不停闪 这要设置一下只要设置了不管设置在什么位置。
MACH3常用设置_教学
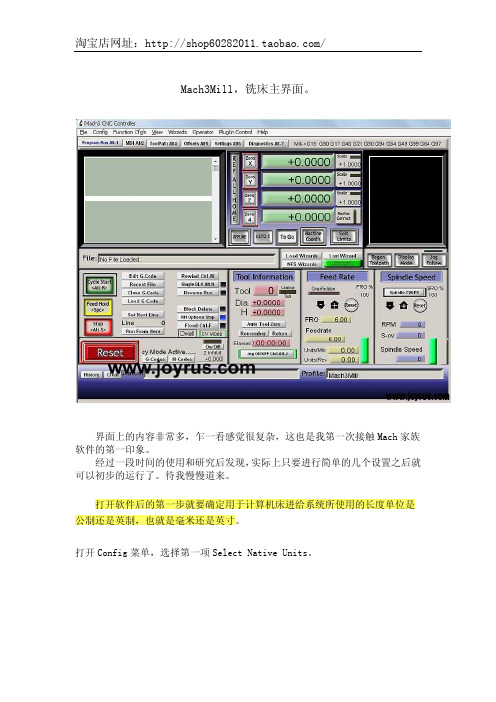
Mach3Mill,铣床主界面。
界面上的内容非常多,乍一看感觉很复杂,这也是我第一次接触Mach家族软件的第一印象。
经过一段时间的使用和研究后发现,实际上只要进行简单的几个设置之后就可以初步的运行了。
待我慢慢道来。
打开软件后的第一步就要确定用于计算机床进给系统所使用的长度单位是公制还是英制,也就是毫米还是英寸。
打开Config菜单,选择第一项Select Native Units。
随后会弹出一个提示窗口,不用理睬直接点击OK。
(提示内容是告诉用户这里的长度单位的确定与G程序中使用的长度单位没有关系,这里确定机床步进(伺服)电机,在进给运动时所使用的长度单位。
)之后就会出现单位定义窗口了。
我使用了mm‘s,也就是毫米,因为我使用的丝杠是2.5mm导程(螺距)的,是公制的的丝杠。
所以这样可以方便的计算出步进电机的转速,而不存在单位换算出现的误差。
按下ok后即可。
第二步,开始设定你的Mach接口,定义并口引脚功能。
这也是Mach中设定最关键的部分,机床是否能够正常的运行就靠这里的设定。
Config菜单-Ports and Pins项弹出Ports & Pins对话框,此对话框内有多个标签窗口。
首先看到的是PortSetup and Axis Selection标签窗口。
窗口中有以下选项是我们要关注的,Port #1中定义了PC主板上唯一的一个并口地址,这个地址在主板BIOS中已经定义一般为默认,无需要更改,Port Enable打勾有效。
Port #2定义如果主板上有第二个并口,则定义了第二个并口的地址。
Kernel Speed核心频率定义了mach系统的最高运行速度,决定了机床进给速度的极限,无论是步进电机还是伺服电机最高脉冲频率决定了其转速,所以Kernel Speed的频率限制其最大脉冲频率。
一般步进电机的转速比较低,极限转速大约700转,标准脉冲是每转200个,如果使用细分驱动器达到8细分的话就是1600个脉冲转一圈。
MACH3系统机器操作使用说明
MACH 基本操作说明浩然机械首先,感谢您使用我们的产品:一、 软件安装环境:1、 具有并口( 25针打印机接口)输出接口的台式电脑或者笔记本 电脑;2、 电脑操作系统为32位win7以下(部分高版本的MACH 可以在 win64位系统运行),建议使用win7或者XP 系统;注:部分并口驱动电压低于伏左右的电脑,有可能会造成运行的不稳 定。
二、 安装程序MACH 软的安装,我们提供的是和版的版本,安装过程一路默认就可 以了,安装好后桌面上有几个快捷方式,一个是铣床一一一个是车床的, 个是等离子的。
我们选择铣床运行。
(图2)安装好后要做的事:(图1、检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);4 目 IDE lTA?iTJJ>I 控制黑 ¥帝IEEE 139斗总线主控制器I 、? Hach3 Driver ] 4 I g fUJUR p H-嚥处理器 田0 SIS 因动器(图3)2、破解汉化软件,按安装要求,把“ chs ”里的文件拷贝到c 盘的 MACH 目录下,(我们已经将软件做了适当修改,仿真窗口扩大,以便观 察加工过程情况(适用于屏幕分辨率大于1024*768),如果出现界面变形,可以在MACH 的“设置”、“总体设置”、“屏幕控制”做相应修改,然后 在“查看” “加载新界面”选择 mach3目录内的文件加载)。
丄chs壬J Mach3Version3.043.0S6(图4)3、运行mach3mill 出现界面如下:忙 ____________________________________ XJt 审》F 徒也 &1 ^9^ *4 »9?5<1 曹裁(图5)世fi 1 请Ifi I Ir 〔. &1二4; 3韵鈕=凶曲&SS U 曹Gea 卜21 &42型季^1/150.193^I +30.0000(!I ~+0.000^1; T «4l?D1 SiWM 丄tI «近更样 I i 鬓 J [ 辰讯富r { ®ttf. KW i 11 MF-*J ii t Ml典*ffIIrr Pm 1■丄■ 持羯 BiQ :3:< itaw 啪 J4、修改对刀代码: 操作”里的“编辑按纽脚本将“对刀代码”内容全部复制出来 ”,然后点击程*丄 I *xr :|||'ij< =I*i 程则[烯伽淘4aztiI 机itaffiQ ] [V 町 )■:* i.,00a 緒颈'Tf? ;J «[ .进_ ■ fcijili tl嫦是 I端口 *1r眉使用此靖口 端口 #£ I 使用比端H M HC 模式|"漑活式0i2TB端口地址里要和你屯厢的并口地址一致」一 祥安装好后没有特殊硬件占用此端口 d 旳话星不需旻更®的| 內核連度 ------------输入1&进制数0-9 厂2-g 引脚作为兰ns_e港就机制作撷:姜时冋0;GO;(X );00(图7)按“对刀”按纽,出现文本代码框,将刚才复制的对刀代码替换掉里面的代码,并保存退出即可基本完成软件的安装。
mach3软限位设定

平时操作的时候一不小心就撞到z轴的顶上或者下面,很郁闷。
机器执行G代码的时候也会出现因为原来机器零点不正确而导致撞机。
使用软限位(也叫软极限),可以很好的解决这个问题。
而且,设置也很简单。
论坛上很难找到个设置方法,所以参考了国外网站的内容和视频,作了个简介。
软限位就是不需要限位开关而实现限位的功能。
曾经看个帖子说要回零开关,没看懂。
最近找了个外国人的设置视频,明白了,没那个也可以。
1,首先要确保电机调好,不然无法正常工作。
如果已经有了限位开关,需要到“设置-端口/针脚-输入信号”下面,禁用之。
我没这个,所以都不用看了。
2,点击“程序运行”界面的机床坐标,这个时候会显示当前的机床坐标(下面这个机器坐标按钮和xyz清零按钮是绿灯是因为我是在另外一台电脑上使用脱机模式截图的,连接雕刻机那个电脑上是红色),如图;?3,把机器的x,y,z轴,手动调到最左边前方(请根据自己的情况定),注意,没必要非到真正的极限原点。
把它放到你台面的一个雕刻点就行了。
比如,台面是320x500mm的,你最大能雕刻250x280mm,那么就到这个点就行了,如下图。
?4,移到这个原点后,点一下“返回机床原点”按钮,如上图。
英文是ref all home,意思是将所有轴的此坐标点设为零点。
(也可以通过在软极限按钮是绿灯,对应x,y,z清零按钮也是绿灯时重设,为避免误解,此处略,详见下面,以及工件坐标清零,很重要。
)5,这时候,到”设置-原点/限位“下面设置x,y,z轴的限位数值范围。
和上面的可雕刻范围的数值一致就行了。
如下图。
z轴特别一些,它是倒过来的,原点在最上面,所以它的最大值是0,最小值是负数,你可以把z走到最下,看这个负数是多少,然后填进来,当然,你没必要设到它的撞机极限值。
前面的reverse是反向的意思,如果勾选了,你会发现,本来应该往下走的,它会反向走,也就是往上走。
你根据情况来设,我没这种情况,所以都不选。
slow zone 是缓冲带,机器会在将靠近设置的软极限时自动减速,如果你的机器是高速运行的,这个数值就稍微大点。
mach3教程
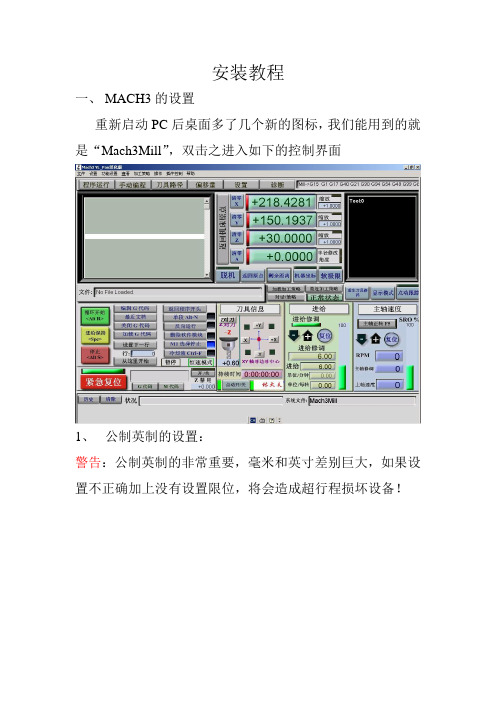
安装教程一、MACH3的设置重新启动PC后桌面多了几个新的图标,我们能用到的就是“Mach3Mill”,双击之进入如下的控制界面1、公制英制的设置:警告:公制英制的非常重要,毫米和英寸差别巨大,如果设置不正确加上没有设置限位,将会造成超行程损坏设备!设置完后一定要退出软件然后再进入2、端口针脚的设置警告:此部分设置是非常重要的设置,请玩家仔细对照设置图进行设置,任何一个数字或选项的错误可能会导致雕刻机不能正常运转,设置发生事故!进入“设置”----“端口针脚”,我们将能看到多个分页项其中我们只会用到其中的一部分变频主轴的最高转速高达24000,请设置此处。
这里设置改成24000设置完成后需点击“应用”才能倍保存按照上图设置并口的端口,对于自带并口的PC默认地址就可以了,如果是自己单独安装的并口卡则需在系统中查看其相应的地址并正确填写到此。
下面设置电机输出页按照下图正确填写数字!此列中的选项是设置步进电机正反转的,可能在稍后的测试中调整设置完成后需点击“应用”才能被保存此行是关于自动控制主轴的设置带电控箱的雕刻机安装了限位和急停开关,正确设置才能正确动作!拉动滚动条进入下面的界面设置完成后需点击“应用”才能被保存此项是设置自动对刀端口的设置完成后需点击“应用”才能被保存输出信号的设置编码器以及铣床选项我们用不到,对于能够自动主轴控制的机器要设置“主轴设置”3、 电机参数的设置:点击设置----电机调试----进入电机参数的设置页基础知识:计算机将位移换算成相应的脉冲数通过并口发送到雕刻机控制器,控制器将此脉冲放大并通过相应的电路驱动步进电机正向或反向旋转一定的角度带动丝杠旋转产生精确的位移。
通过原理我们可以知道,只有正确设置了电机参数才能得到正确的运行结果!这里的设置是有用的,请注意1000那个值一定要设置设置完成后需点击“应用”才能被保存为避免主轴提速过程中雕刻机动作造成断刀,请将此值加大到10,这样当主轴转速达到预定值后雕刻工作才会开始。
MACH3 设置教程
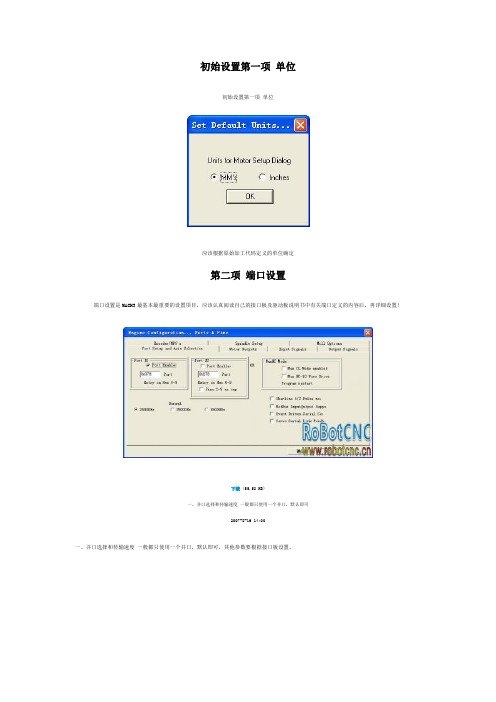
初始设置第一项单位初始设置第一项单位应该根据原始加工代码定义的单位确定第二项端口设置端口设置是MACH3最基本最重要的设置项目,应该认真阅读自己的接口板及驱动板说明书中有关端口定义的内容后,再详细设置!下载 (55.58 KB)一。
并口选择和传输速度一般都只使用一个并口,默认即可2007-8-16 14:00一。
并口选择和传输速度一般都只使用一个并口,默认即可,其他参数要根据接口板设置。
二。
各轴电机端口和针脚设置step pin#:步进信号,dir pin#:方向信号,step port ,dir port 各针脚所在端口。
三。
输入端口设置:根据接口板定义分配的并口针脚,设置各轴的限位开关、原点以及DAO输入。
在输入端设定 Estop--紧停开关。
根据接口板定义的紧停开关设置相应针脚,如没有连接开关,可在接口板上短接,否则软件紧停按钮可能一直会闪烁--因为它会认为是紧停开关没有复位!!五。
输出设置,根据接口板定义设置软件信号输出针脚--控制主轴、冷却、切削泵等的起停运转软件限位设置从动轴定义系统热键设置第六项电机设置这里设置步进电机的脉冲,速度参数,关键是要根据自己的驱动和电机的参数情况,逐步调试设置到最佳参数!下载 (65.11 KB)设置脉冲数,这要根据你丝杆螺距,驱动板细分,电机角度来设置多少个脉冲走1毫米,并且可以设置电 ...2007-8-16 14:13设置脉冲数,这要根据你丝杆螺距,驱动板细分数,电机角度来设置多少个脉冲走1毫米,并且可以设置电机起停加速参数,记住每个轴设置完成后都要储存一下 ...设置完这步,恭喜你已经可以用你的MACH3软件控制你的机器进行雕刻铣削加工了,更加详细的操作资料,正在整理,我会尽快上传!!。